
Abstract
Crack initiation characteristics of ring chain of heavy-duty scraper conveyor under time-varying loads were investigated in this study. The dynamic tension of ring chain of the heavy-duty scraper conveyor was obtained using the time-varying dynamic analysis. Finite element analyses of three-dimensional contacts between adjacent chain rings at straight and bending segments were carried out to explore three-dimensional stress distributions of chain rings. The crack initiation life of chain ring was predicted employing the multiaxial fatigue theory. The results show that the ring chain is subjected to time-varying dynamic tensions during operation. During tension-tension contact fatigue, as compared to the straight segment of ring chain, the bending segment engaging in the sprocket presents an overall lower (or higher) equivalent stress distribution in the case of flat (or vertical) chain ring, respectively. Maximum equivalent stresses at the contact regions of adjacent chain rings both present time-varying dynamic characteristics similar to evolutions of dynamic tension. During tension-torsion contact fatigue, an increase in torsion angle level causes unobvious difference between equivalent stress distributions at contact regions of adjacent rings. Predicted crack initiation lives of chain rings during tension-tension contact fatigue indicates more severe fatigue damages of the vertical chain ring at the straight segment and of the flat chain ring at the right bending segment.
Introduction
The scraper conveyor, as the key transportation equipment in fully mechanized mining face, is responsible for carrying the coal, providing the running track for the shearer, and providing the moving fulcrum for the hydraulic support. 1 In order to meet requirements of annual production of tens of millions of tons of coal in the coal mine, the heavy-duty scraper conveyor with the high power and long haul distance has become the development trend of scraper conveyor equipment in and abroad.2,3
Figure 1(a) presents the fully mechanized mining equipment indicating the location of scraper conveyor. The detailed structure of scraper conveyor can be found in Figure 1(b); the heavy-duty scraper conveyor, based on the chain transmission principle, takes the scraper chain (scraper, ring chain, and connector) and middle trough as traction and support mechanisms, respectively. Driven by driving motor, hydraulic coupler, and speed reducer, the sprocket drives the endless closed scraper chain moving continuously on the middle trough and unloads the coal from the end frame to the head frame. The scraper chain has the functions of traction, guidance, power transmission, and coal movement. However, the ring chain is one of the key components that affects the normal operation of scraper conveyor. According to statistics of production practice, the scraper conveyor, especially the heavy-duty scraper conveyor, presents short lives of key components and high probability of fault. Approximately 40% of downtime of heavy-duty scraper conveyor is caused by the fracture of ring chain.

(a) Fully mechanized mining equipment in coal mine and (b) structure of scraper conveyor.
During the operation of heavy-duty scraper conveyor, the ring chain is subjected to the time-varying dynamic tension attributed to the polygon effect between sprocket and ring chain, alternating change between empty and full loads, and frequent start-up or shutdown at full-loaded and overload states. Vertical and flat rings in the ring chain are welded together. At the straight segment and bending segment engaging in the sprocket, adjacent rings present three-dimensional contact states. The uneven distribution of coal results in relative torsion between flat and vertical rings, that is, relative rotation of adjacent rings along the axis of ring chain at the straight segment. Coupling effects of dynamic tension, three-dimensional contact, and relative torsion cause the tension-tension and tension-torsion contact fatigue damages of vertical and flat rings, which induces the crack initiation, propagation, and final fracture. Therefore, it is of great significance to explore the crack initiation characteristics of the ring chain of heavy scraper conveyor in order to reveal the fracture mechanism of ring chain and to ensure the reliable and stable operation of the heavy-duty scraper conveyor.
Considering the fatigue damage of ring chain, Li 4 summarized the fatigue damage mechanism of ring chain in coal mine and its influencing factors. Melis et al. 5 and Vargas and Jean 6 analyzed the fatigue damage mechanism of marine mooring anchor chain. Dong et al. 7 proposed the empirical prediction method of fatigue life of ring chain of scraper conveyor. Lassen et al. 8 introduced the fatigue life estimation model of high-strength anchor chain steel in the marine corrosion environment. Hu et al., 9 Luo 10 and Liu 11 observed the fracture morphology and location of the ring and analyzed the fatigue crack propagation mechanism of ring chain. Miao 12 studied the damage and defect and heavy-duty ring chain in coal mine. Philipp 13 and Ford 14 proposed the fine heat treatment to improve the corrosion resistance and fatigue life of ring chain. However, previous studies mainly focus on fatigue damage, fracture, damage monitoring technology, and heat treatment of ring chain in coal mine, as well as the fatigue damage mechanism and life prediction of marine anchor chain. However, crack initiation characteristics of the ring chain of heavy-duty scraper conveyor under the time-varying load condition have not been reported yet.
Therefore, the objective of this study is to investigate the crack initiation characteristics of ring chain of heavy-duty scraper conveyor under time-varying loads. Section “Time-varying dynamic behavior of ring chain of the heavy-duty scraper conveyor” presents time-varying dynamic behavior of ring chain of the heavy-duty scraper conveyor. In section “Three-dimensional stress distributions of chain rings,” three-dimensional stress distributions of adjacent rings under tension-tension and tension-torsion contact fatigue are explored. Finally, section “Prediction of crack initiation life of chain ring” presents crack initiation lives of chain rings during the tension-tension contact fatigue using the multiaxial fatigue theory.
Time-varying dynamic behavior of ring chain of the heavy-duty scraper conveyor
In order to simplify the calculation, we assume vertical and flat rings as elastic bodies, scraper chain as the geometrically deformable rod, and the scraper chain engaging in the sprocket as a rigid body. The simplified model of scraper conveyor is shown as Figure 2. Assuming point O as the origin, the dynamic tension model of the ring chain with both end drive is obtained as follows 15

where T is the tension of ring chain (N); x is the location of ring in the coordinate in Figure 2 (m); L is the design length (m); E is the elastic modulus of ring chain (Pa); A is the bearing area of ring chain (m2); a is equal to a1·a2· 2/(a1 + a2) (N/(kg m)0.5); a1 is equal to (E·A/(q0 + 0.4 × q))0.5 (N/(kg m)0.5); a2 is equal to (E·A/q0)0.5 (N/(kg m)0.5); q0 is the unit length mass of ring chain (29 kg/m); q is the mass of conveying materials per unit length of a single ring chain, that is, q = Q/(2·3.6·v) (kg/m); v is the operation speed of scraper conveyor (m/s); R is the pitch radius of sprocket (0.3288 m); ω is the angular velocity of sprocket (rad/s); Z is the tooth number of sprocket; S1 is the minimum tension of ring chain (N); w is equal to S1 + 0.5 ·(Wzh − Wk) + azh·x at 0 ≤ x ≤ 250 m and S1 + ak·(x − L) at 250 < x ≤ 250 m, respectively (N); Wzh is equal to (0.4 ·q0 + 0.6 ·q)·L·9.8 (N); Wk is equal to q0·L·9.8·0.4 (N); azh is equal to Wzh/L (N/m); and ak is equal to Wk/L (N/m)

Simplified model of scraper conveyor.
According to design parameters of the typical heavy-duty scraper conveyor (Table 1) and material parameters of ring chain (Table 2), the evolution of dynamic tension of ring chain during the stabilized operation can be obtained using equation (1) (Table 2). Figure 3(a) shows that the chain rings at different initial positions present the same evolution of dynamic tension at an operation cycle. We choose the chain ring at the coordinate origin (t = 0) as the research object. At a operation cycle, that is, x = 0–500 m, the evolution of dynamic tension of ring chain can be shown in Figure 3(b). It is obviously observed that the dynamic tension of ring chain at the no-load segment presents a small variation range. However, at the heavy-load segment (250 < x < 500 m), the tension of ring chain increases gradually with increasing transportation length attributed to the accumulation of mass of coal materials. Therefore, the heavy-load segment presents a larger change amplitude of dynamic tension of chain ring as compared to the no-load segment.
SGZ1000/1400 heavy-duty scraper conveyor parameters. 15

Material parameters of ring chain. 7


(a) The evolution of dynamic tension of chain ring and (b) the evolution of dynamic tension of chain ring in a single cycle.
Three-dimensional stress distributions of chain rings
The finite element model of three-dimensional contact between vertical and flat rings
The three-dimensional modeling software Pro/Engineer 5.0 is employed to establish the geometric model of three-dimensional contact between vertical and flat rings at straight and bending segments (Figures 4(a) and (b)). For simplicity, we establish the geometric model of three-dimensional contacts between a flat ring and two semi-vertical rings at the straight segment; at the bending segment, the geometric model of three-dimensional contacts among a flat ring, two semi-vertical rings, and the chain nest is established. The geometric models in Figure 4 are then imported into the finite element software ABAQUS. Material parameters of the chain rings are listed in Table 2; the sprocket has the same elastic modulus and Poisson’s ratio with the chain ring for simplicity. At the straight segment, sections of both semi-vertical rings are fixed and tensioned (400 N or the dynamic tension as shown in Figure 3(b)). In order to consider the torsional effect, sections of both semi-vertical rings are subjected to alternating tensile loads of 200–400 kN and alternating torsion angles of θ (1°–2°, 2°–4°, and 3°–6°). At the bending segment, bottoms of four wheel teeth are fixed, and tensile loads are applied to ends of both semi-vertical rings. In order to obtain stress distributions of chain rings, C3D8R elements are employed to mesh three-dimensional contact finite element models between vertical and flat rings at straight and bending segments as shown in Figure 5. The flat ring, semi-vertical ring, and wheel tooth have elements of 17,150, 8722, and 10,462, respectively, and nodes of 19,208, 9950, and 12,313, respectively.

The three-dimensional contact geometric model between vertical and flat rings at straight and bending segments. (a) vertical and flat rings and (b) sprocket and ring chain.
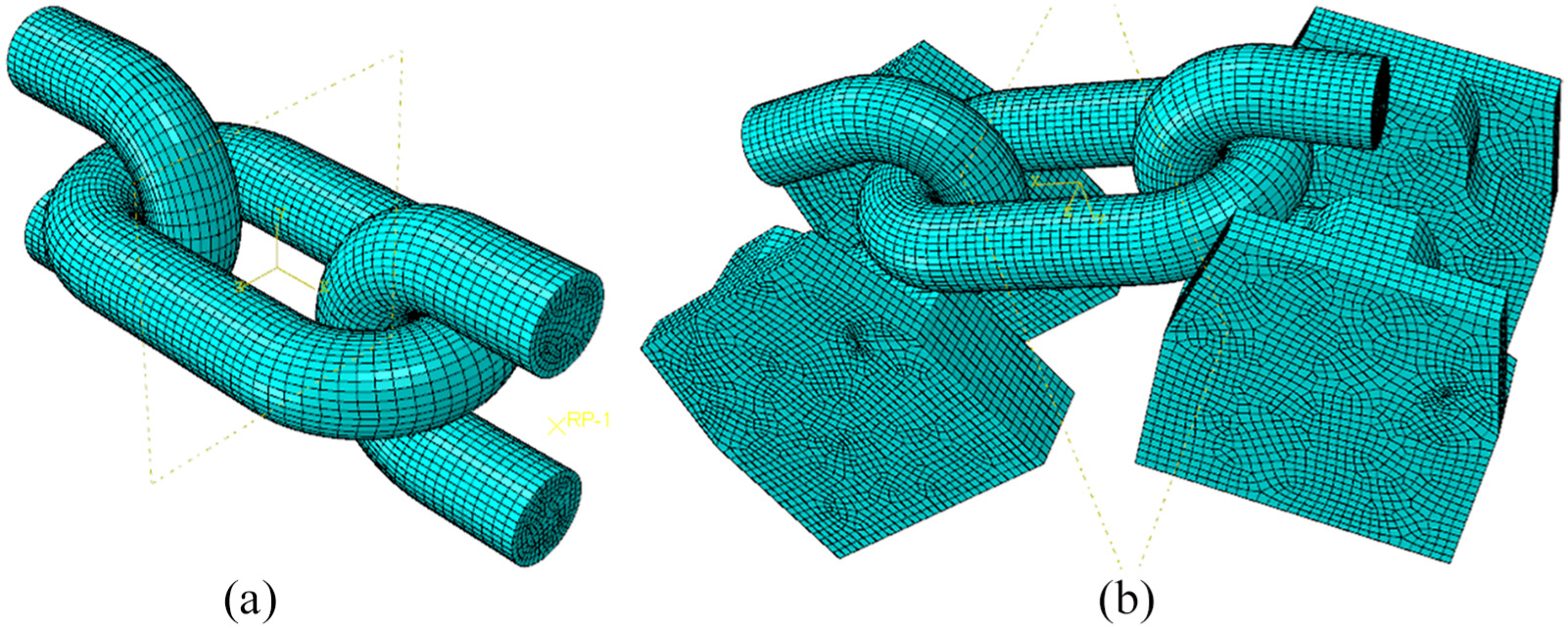
The three-dimensional contact finite element models between vertical and flat rings at straight and bending segments. (a) vertical and flat rings and (b) sprocket and ring chain.
Three-dimensional stress distributions of vertical and flat rings
1. Tension-tension contact fatigue
It is clearly seen from Figure 6 that maximum equivalent Von Mises stresses are both located at contacting locations of vertical and flat rings. The inner sides of both rings present larger equivalent stress as compared to the outer side. The overall equivalent stress distribution of the flat ring at the bending segment is lower than that at the straight segment, which is attributed to the chain recess in contact with the flat ring undertaking the partial tension of flat ring at the bending segment. Equivalent stresses of vertical and flat rings at the straight segment present the overall axial symmetrical distributions, while high stress distributions of vertical and flat rings at the bending segment both move downward to one side of the axial symmetrical plane attributed to a certain inclination angle between vertical and flat rings engaged in the sprocket.

Stress distributions of flat rings at the (a) straight and (b) bending segments at the tension of 400 kN. Stress distributions of vertical rings at the (c) straight and (d) bending segments.
In order to quantitatively reveal stress distributions of chain rings at distinct locations, equivalent stresses of nodes along three paths at the chain ring surface are output as shown in Figure 7. Figure 8 shows variation curves of equivalent stresses of nodes. Figure 8(a) shows that along the path 1 (Figure 7(a)), the flat ring at the bending segment presents a lower peak value of equivalent stress, the peak point inclined toward one side, and the larger equivalent stress level near the contact region of chain nest of sprocket as compared to the case of straight segment. Figure 8(b) shows that along the path 2 (Figure 7(b)), nodes of flat rings at straight and bending segments present symmetrical equivalent stress distributions; the bending segment shows a larger equivalent stress distribution as compared to the straight segment. Figure 8(c) shows that along the path 3 (Figure 7(c)), equivalent stresses of nodes of flat ring at the bending segment show double peak values of stress distributions, which is attributed to the contacts at both locations between vertical ring and chain nest. Figure 8(d) shows that along the path 1 (Figure 7(a)), the stress distributions of flat rings at straight and bending segments present similar change laws with Figure 8(a). Figure 8(e) shows that along the path 2 (Figure 7(b)), the vertical ring at the bending segment presents the double peak stress distribution attributed to the inclined contact between vertical and flat rings. The vertical ring at the bending segment presents a higher peak stress level, and lower stress levels at both sides, as compared to the vertical ring at the straight segment; lower stress levels at both sides are attributed to the support effect of chain recess of sprocket as well as an increase in the tensile stress in the vicinity induced by the tensile deformation at the contact region of vertical ring at the straight segment.
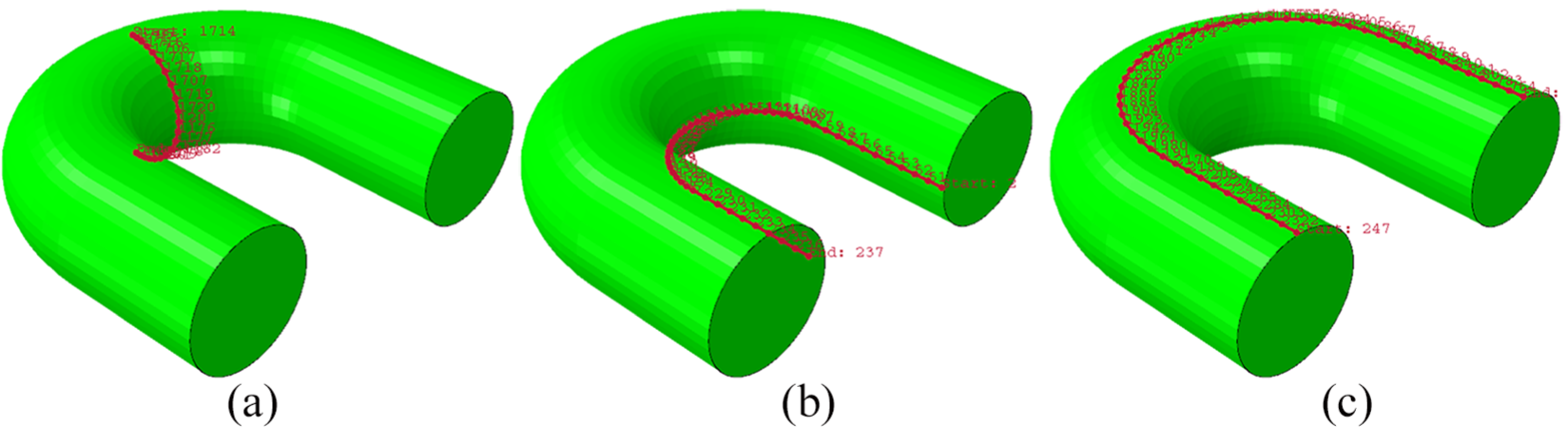
Output path of equivalent stress: (a) path 1, (b) path 2, and (c) path 3 (path in contact with the sprocket).

Equivalent stress distributions of nodes along three paths (Figure 7) of vertical and flat rings. (a) Flat ring: path 1; (b) flat ring: path 2; (c) flat ring at the bending segment: path 3; (d) vertical ring: path 1; and (e) vertical ring: path 2.
In view of the overall high stress distribution of chain ring at the straight segment, dynamic tensions at an operation period (A → D) are applied to both cross-sections of semi-rings of ring chain at the straight segment as shown in Figure 2(b). The evolution curves of maximum equivalent stresses at contact regions of vertical and flat rings are obtained as shown in Figure 9. Figure 9 shows that at an operation cycle, maximum equivalent stresses of vertical and flat rings present similar variation trends as shown in Figure 2(b). However, the vertical ring presents a higher maximum stress level at the contact region as compared to the flat ring.
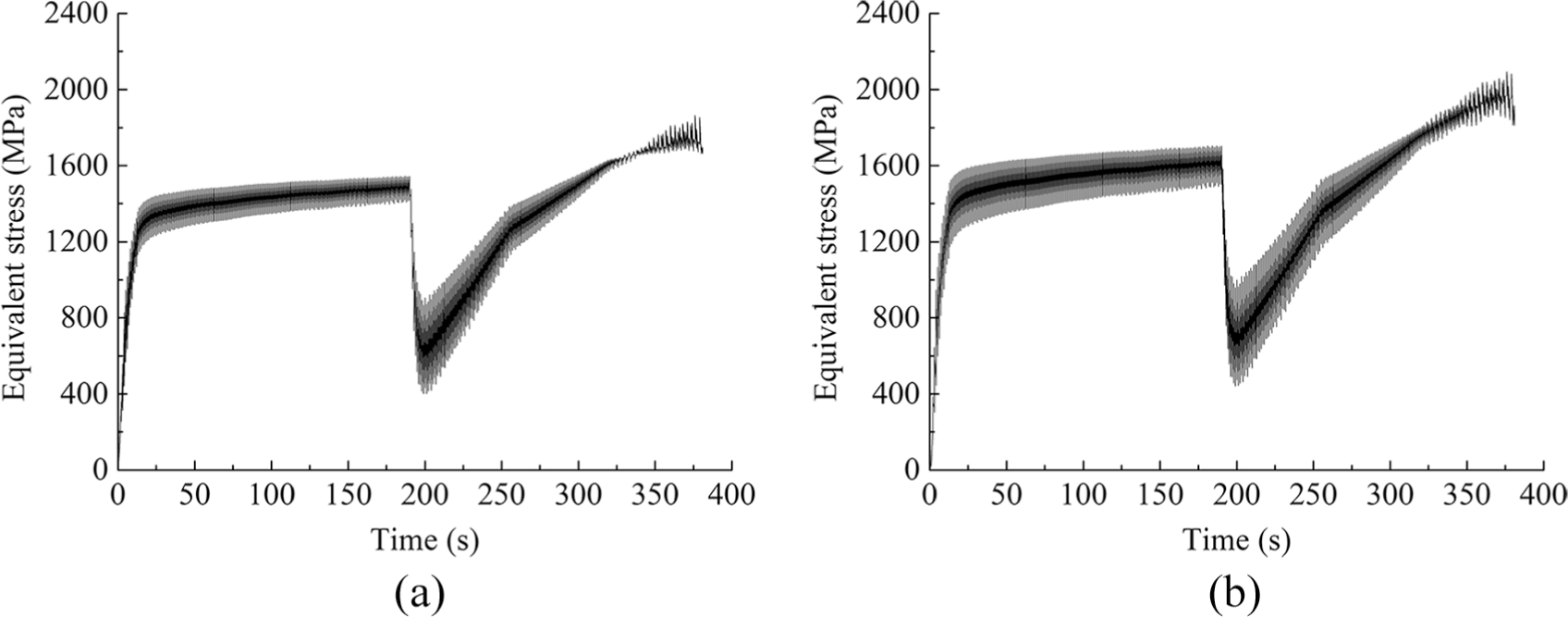
Evolutions of maximum equivalent stresses at the contact regions of (a) flat and (b) vertical rings.
2. Tension-torsion contact fatigue
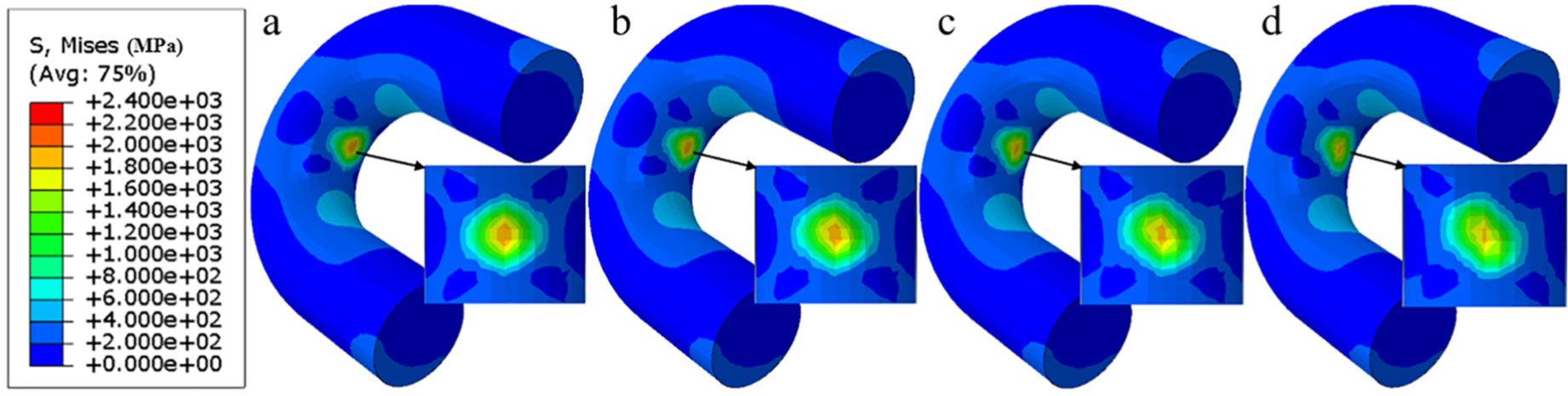
Figures 10 and 11 show that an increase in average level of torsion angle causes unobvious difference between equivalent stress distributions of flat ring and vertical ring surfaces. An increase in average level of torsion angle causes increased area between vertical and flat rings, which decreases the equivalent stress level at the contact region. Figures 12 and 13 show that an increase in average level of torsion angle causes the overall slight decrease trends of equivalent stress levels of nodes along different paths in cases of flat ring and vertical ring surfaces, which coincides well with conclusions in Figures 10 and 11.

Equivalent stress distribution of flat ring at different torsion angle ranges. (a) θ = 0, (b) θ = 1°–2°, (c) θ = 2°–4°, and (d) θ = 3°–6°.
Equivalent stress distribution of vertical ring at different torsion angle ranges. (a) θ = 0, (b) θ = 1°–2°, (c) θ = 2°–4°, and (d) θ = 3°–6°.
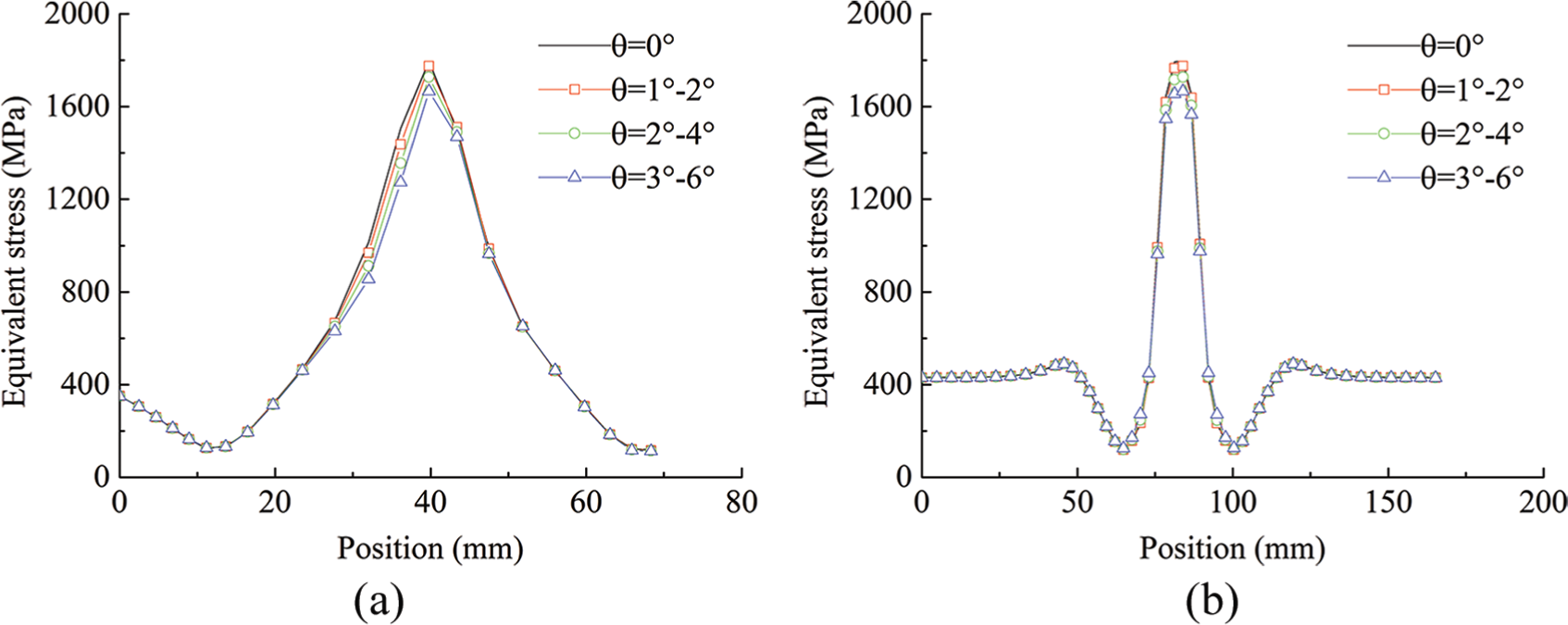
Equivalent stress distributions of nodes along different paths at the flat ring surface: (a) path 1 and (b) path 2.

Equivalent stress distributions of nodes along different paths at the vertical ring surface: (a) path 1 and (b) path 2.
Prediction of crack initiation life of chain ring
Theoretical background
During the operation of scraper conveyor, time-varying dynamic characteristics and three-dimensional contact induce multiaxial stress states at contact regions of vertical and flat rings. Figure 14 shows that the fracture surface of chain ring and the ring axis present a certain inclination angle. Therefore, the multiaxial fatigue theory-critical plane method (equation (2)) 16 is employed to explore crack initiation characteristics of chain rings. The critical plane method is suitable for fatigue failure occurring at the surfaces with the maximum shear stress or shear strain

where

The physical part of fractured chain ring in the scraper conveyor. 17
According to material parameters of chain ring and Seeger’s method, the fatigue parameters, that is,




where
Prediction of crack initiation life of chain ring during tension-tension contact fatigue
To predict the crack initiation lives, the stress distributions of chain rings shown in section “Prediction of crack initiation life of chain ring” should be obtained first. The dynamic tension (Figure 3(b)) is applied to the chain ring at the straight segment (Figure 5(a)). According to the ring chain at the bending segment, we ignore the tension change of bent chain ring engaged with the sprocket and only consider tension changes of chain rings engaging in and out of the sprocket for simplicity. Rings engaging in and out of the left sprocket, and the right sprocket are subjected to tensions at B, C, D, and A (Figure 2), respectively. Therefore, alternating tensions of A and D are applied to chain rings at the right bending segment, while chain rings at the left bending segment (Figure 5(b)) are subjected to alternating tensions of B and C. According to the method in section “Theoretical background,” the crack initiation lives of chain rings at straight and bending segments can be predicted.
Figures 15 and 16 show that vertical and flat rings at straight and bending segments present the crack initiations at contact regions. When ignoring the wear, multiaxial fatigue crack initiation lives of flat rings at the straight segment, left bending segment, and right bending segment are 1324, 13,772, and 961 cycles as compared to 779, 5861, and 851 cycles in the case of vertical rings. That indicates more severe multiaxial fatigue damages of the vertical ring at the straight segment and of the flat ring at the right bending segment.

Crack initiation lives of the flat ring of ring chain at different segments: (a) straight segment, (b) right bending segment, and (c) left bending segment.
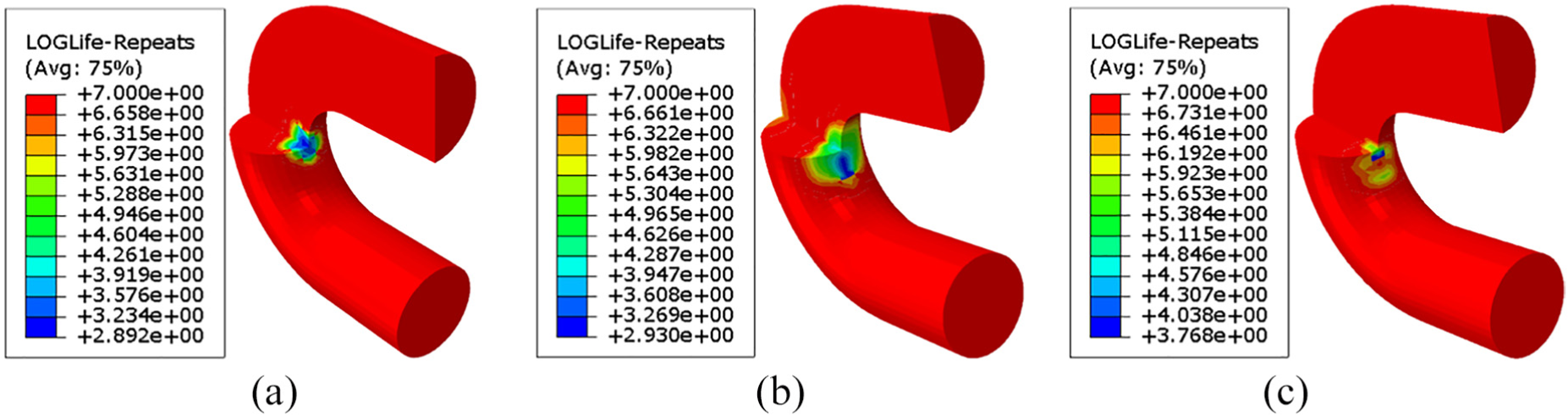
Crack initiation lives of the vertical ring of ring chain at different segments: (a) straight segment, (b) right bending segment, and (c) left bending segment.
Conclusion
Dynamic tension of the ring chain is obtained using dynamic tension model. The ring chain at the no-load segment presents a small variation range of dynamic tension, while the tension of ring chain increases gradually with increasing transportation length at the heavy-load segment.
Finite element models of three-dimensional contacts between vertical and flat rings at straight and bending segments are established in order to explore three-dimensional stress distributions of vertical and flat rings. During tension-tension contact fatigue between flat and vertical chain rings, the bending segment engaging in the sprocket presents an overall lower (higher) equivalent stress distribution in the case of flat (vertical) chain ring as compared to the straight segment of ring chain. Maximum equivalent stresses at the contact regions of flat and vertical rings both present time-varying dynamic characteristics similar to evolutions of dynamic tension. During tension-torsion contact fatigue, an increase in average torsion angle level causes unobvious difference between equivalent stress distributions at contact regions of flat and vertical rings.
The critical plane method of multiaxial fatigue strength theory is used to establish the prediction model of crack initiation life of chain ring during operation. Predicted crack initiation life of chain ring during tension-tension contact fatigue indicates more severe multiaxial fatigue damages of the vertical ring at the straight segment and of the flat ring at the right bending segment.
Footnotes
Acknowledgements
The authors wish to thank TAPP and PAPD.
Handling Editor: James Baldwin
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The research was supported by the Key Project of National Natural Science Foundation of China (U1510205).