
Abstract
A three-dimensional finite element model for the selective laser melting process was developed to analyze the melting behavior of WC-reinforced H13 steel composite powder. In this model, convection and radiation on the external surface during laser irradiation were considered, and moving Gaussian heat flux was assumed in the thermal model. The molten pool geometry based on the simulated temperature distributions was investigated for various parameters such as distribution factor, packing efficiency, absorption coefficient, and specific heat factor. The input values of density, conductivity, and specific heat were obtained from the rule of mixture, and absorption coefficients were experimentally determined at given mixing ratios of WC and H13 steel. The simulation results showed that the relative fractions of WC and H13 steel powder significantly affect molten pool geometry. In terms of point-of-process parameters, the distribution factor, packing efficiency, and absorption coefficient are the main parameters that control molten pool geometry.
Keywords
Introduction
Additive manufacturing (AM) fabricates three-dimensional (3D) parts directly in layer-by-layer fashion.1,2 Selective laser melting (SLM) is one of the most widely used AM techniques. This process can produce complex or customized parts directly from the CAD file without the need for expensive tooling or forms, such as punches, dies, or casting molds, and reduces the need for many conventional processing steps. 2 The SLM process begins with a sliced 3D CAD model, which contains information about the zones to be melted in different layers. 3 A certain amount of powder comes up to the build table and is layered by a roller or blade. A high-powered laser in a special pattern melts the powder and the 3D part is created. As the high-energy laser beam is irradiated on the powder bed, the energy is absorbed by powder particles. The transient temperature field with high temperature and rapid cooling rate are specific features of the SLM process that affect the microstructures and resultant mechanical properties of the formed parts. 4
SLM is widely accepted for the production of high-performance parts for aerospace, medical, and automotive applications. When compared with other traditional techniques, laser process typically does not require mechanical toolings and therefore exhibits high flexibility.5–9 3D ceramic parts without the use of support structures were manufactured using the powder bed. 10 Functionally graded properties in titanium parts have been investigated. 11
The metal matrix composite is one system which benefits from the advantages of both reinforcements and matrix materials. The addition of ceramic particles with high hardness such as WC, SiC, TiC, and BN4 to conventional alloys can significantly improve the wear/corrosion resistance of matrix materials such as Cu, Al, and Fe without substantial ductility loss.12,13 Results showed that the average crystallite size of the matrix powder continually decreased with increasing ball milling time, reaching the constant value. The densification behavior of the composite was a function of the powder preparation method. The laser densified the ball milled powder more consistently, although cracks were larger and more severe than directly mixed powder. AlMangour et al. 14 fabricated TiC/H13 steel nanocomposites using SLM. They showed that fabricated nanocomposites have high hardness, elastic modulus and low friction, wear rate. Shi et al. 15 developed a 3D finite element (FE) model to investigate the effects of laser power and scan speed on the thermal behavior and melting/solidification mechanism during SLM of TiC/Inconel-718. Cao et al. 16 applied laser melting deposition process to deposit Tic/Inconel-625 nanocomposite part and investigate the mechanisms of microstructure evolution and microhardness. AlMangour et al. 17 investigated the microstructural features of TiC/SUS304L and developed a simulation model to predict the temperature evolution and thermal behaviors of the molten pool. Deirmina et al. 18 demonstrated the feasibility of producing partially stabilized zirconia-reinforced AISI H13 steel composites through mechanical milling and SLM. They reported that increasing the energy density generally enhanced densification and microhardness, but increased thermal stresses led to more pores and microcracks.
The transient temperature gradient mechanism is critical for the SLM process because it directly controls the dimension and stability of the molten pool, which plays an important role in determining the surface roughness and porosity of parts. Numerical simulations have been performed to predict the effects of different process parameters on the temperature and stress distribution, as well as the molten pool size of SLM. Numerical simulation is an important technique to analyze process parameters without expensive and time-consuming experiments. However, simulation of the 3D transient temperature field is computationally intensive owing to the complex physical phenomena such as absorption, conduction, radiation, convection, Marangoni flow, and mass transfer in the SLM process. Therefore, simplifying assumptions have been applied in SLM modeling. Contuzzi et al. 19 considered the constant power density of the laser in their analysis. Xiao and Zhang 20 analyzed the melting of the powder bed using the Gaussian distributed intensity of a laser. Foroozmehr et al. 21 developed the FE simulation of 316L stainless steel. They applied different amounts of heat generated by considering the optical penetration depth, and their results showed the effect of different scanning speeds on the molten pool depth, width, and length. Gusarov et al. 22 performed the heat transfer modeling and stability analysis of SLM. They reported that the main physical processes involved into SLM are the radiation transfer of the laser radiation in powder producing a volumetric heat source, the related heat transfer, and the melt flow driven by the surface tension. They also analyzed the morphologies of single tracks to determine the effect of processing parameters. Hussein et al. 23 developed a 3D transient FE model for predicting the temperature and stress field within a single metallic layer formed on the bed without support in the SLM process. They demonstrated that temperature gradients were highest at the beginning of each track and subsequently decreased along the track length. Mukherjee et al. 24 developed a 3D transient heat transfer and fluid flow model to calculate the temperature and velocity fields, build shape, size, and solidification parameters. It is important to consider thermophysical properties such as thermal conductivity and specific heat when material phase change. For thermal model accuracy, an effective material model which considers the property change during the heating and cooling process is essential. Rombouts et al. 25 found that the effective thermal conductivity of a powder bed was controlled by the solid fraction and particle size. Romano et al. 26 predicted the thermal behavior in the electron beam deposition. Melt pool geometry and temperature distribution were obtained for different materials using FE model. They considered the effect of changing powder material on thermal transport and melt pool formation rather than adjusting process parameters. Andreotta et al. 27 developed the 3D FE model for predicting the transient temperature field for multiple layers of parts and validated their model employing post-experiment melt pool measurement. They developed model of SLM process by coupling computational fluid dynamics (CFD) with heat transfer physics to simulate all active physical phenomena within the melt pool. Ladani et al. 28 proposed an effective conductivity of molten material, and analyzed the temperature distribution and molten pool configuration at an affordable computational cost. They introduced an effective liquid thermal conductivity value and encapsulated thermal transport from molten pool to consider the melt pool dynamics in model of SLM process. As shown in previous studies, many studies were focused on the analysis of SLM process of a single material powder and the finite element method (FEM) modeling of composite powder is insufficient.
In this study, a 3D FE model for the SLM process was developed to analyze the melting behavior of WC-reinforced H13 steel composite powder. The molten pool geometry based on the simulated temperature distributions was investigated for various parameters, including distribution factor in laser intensity distribution, absorption coefficient, packing efficiency, and specific heat factor of the powder bed. In this model, convection and radiation on the external surface during laser irradiation were considered, and the moving Gaussian surface heat and phase change of the material were considered using the DFLUX and USDFLD subroutine. The input values of density, conductivity, and specific heat were obtained from the rule of mixture, and absorption coefficients were experimentally determined at given mixing ratios of WC and H13 steel. The effects of the relative fractions of WC and H13 steel powder and process parameters on the molten pool geometry are analyzed both experimentally and numerically.
FEM simulation for SLM process
Thermal modeling
Figure 1 shows the schematics of the SLM process. The laser beam scans the top surface of the powder bed. Energy is transferred through various physical phenomena such as absorption and scattering of laser radiation, heat transfer, fluid flow within the molten pool, melting, evaporation, and chemical reactions. The particles in the powder bed absorb the laser radiation, the temperature reaches the material melting temperature, and then, powder melting occurs.
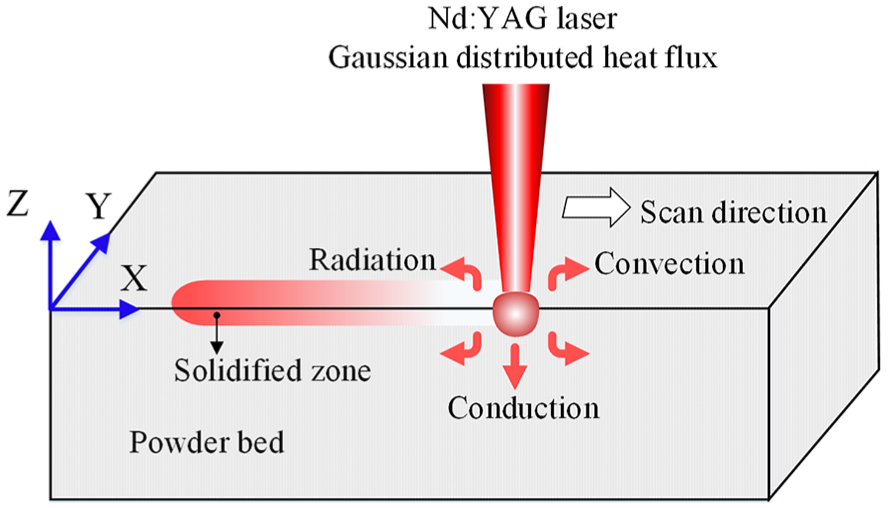
Schematic of thermal behavior of powder bed under the laser.
The governing equation for the energy balance of heat transfer in the SLM process is given as23,29
where ρ is the material density, c is the specific heat capacity, T is the temperature of the powder system, t is the interaction time between powder and heat source, k is the thermal conductivity, and Q is the heat generation per unit volume.
The temperature distribution in the powder bed can be expressed as equation (2)

where T0 is the ambient temperature. In this study, T0 was set as room temperature, that is, 300 K. The natural boundary condition can be expressed as

where S represents the surfaces attached to imposed heat fluxes, convection, and radiation; and n is the normal vector of surface S. The input heat flux q is presented in equation (6), where qc is the heat convection defined by

and h is the convective heat transfer coefficient

where qr is the radiation heat transfer, σ is the Stefan–Boltzmann constant, and ε is the emissivity. Vaporization and molten pool phenomena such as Marangoni convection are ignored in this model.
Heat source modeling
In the SLM process, the induced fusion of materials is usually achieved using a laser beam as the thermal energy source. The most common beam profile in laser material processing is the Gaussian distribution, which is mathematically presented as equation (6) 2

where I is the laser intensity, f is the distribution factor, A is the energy absorption coefficient, P is the total power of the heat source, r0 is the radius of the heat source, and r is the radial distance of any point from the axis of the heat source. When f is a higher value, it indicates higher power density at the heat source axis, and a larger r0 indicates laser power density at all radial locations, as shown in Figure 2. The distribution factor (f) was set as 1, 2, and 3 to investigate the effect of f on molten pool size.

The powder density distribution with a laser power of 100 W according to the distribution factor.
The absorption coefficient of powder is larger than the one of bulk owing to the multiple reflections of the laser beam in the powder bed. In previous studies, the absorptivity was assumed as 0.35 for H13 steel powder under Nd:YAG fiber laser of wavelength 1.064 μm. 30 In this study, in order to investigate the effect of absorptivity on the SLM process, the absorption coefficients were set as 0.2, 0.3, and 0.4.
Model description
Figure 3 shows the geometry of the model with mesh size of 200 μm × 1200 μm × 150 μm. In order to reduce the computation time, the half powder layer without base plate was modeled. Mesh size with hexahedral elements is equal to 10 μm × 10 μm × 10 μm. To simulate the laser intensity, the moving heat flux of the laser was developed using the DFLUX user subroutine in ABAQUS. The moving heat flux was applied along the x-axis with 80 μm of laser diameter, 150 mm/s of scan speed, and 100 W of laser power.

FEM modeling of SLM process.
Simulations of the heat transfer in the SLM process were carried out using the commercial FEM software, ABAQUS. In this simulation, the USDFLD user subroutine in ABAQUS was used to consider the phase change between powder and solid. Material properties such as density and conductivity were defined based on each corresponding field variable of each element. The field variable takes two values, 1 for powder and 2 for solid, according to the temperature of elements during the simulation. First, the powder bed layer was assigned the properties of powder, and when the temperature of the element reaches melting point, the properties change to solid. The solid material can never go back to powder during the simulation. The UFLIM user subroutine in ABAQUS was used to consider the convection and radiation on external surfaces. In order to save computational time, an empirical formula combining convective and radiative heat transfer was used. An empirical combined surface coefficient formula is represented using equation (7)31,32

where ε = 0.85 is the radiative emissivity and T is the temperature (K).
Table 1 lists the temperature-dependent thermal physical properties of H13 steel, WC, and Ar gas including density, specific heat, conductivity, and latent heat. In this study, the input values of density, conductivity, and specific heat for WC-reinforced H13 steel composite material were obtained from the rule of mixture shown in equation (8)

where B is wt%; M denotes material properties such as density, conductivity, and specific heat; and the subscripts c, i, and o denote the WC/H13 steel composite, H13 steel, and WC powder, respectively.

Density
As the powder bed is considered to be a mixture of solid and gas phases, the density of loose powder is presented as simply equation (9)23,34

where
Conductivity
Thermal conductivity plays an important role in conducting the heat away from the heated region. Owing to the larger porosity and filled gas, which has a much lower thermal conductivity within the powder bed, the thermal conductivity of the powder bed is much smaller than that of the solid phase material. The thermal conductivity of the powder bed is related to the porosity of the powder layer.23,30,35 For accurate conductivity, well-accepted thermal conductivity correlations have been introduced by Hadley 36 to determine effective conductivity values for unsintered metallic powder. The Hadley correlation is presented as equation (10)

where

ke is the effective thermal conductivity of powder, kg is the thermal conductivity of gas filling voids between powder particles, ks is the thermal conductivity of the solid material, a is the some scaling factor based on power bed porosity, φ is the powder bed porosity, and f0 is the function of powder bed porosity.
Specific heat
Previous studies assumed different specific heat values for one bulk material, that is, 51.8% of one bulk.24,34,37 In this study, the specific heat values for the powder bed were assumed as 100%, 75%, and 50% of the specific heat of bulk as expressed in equation (11)

where
FE analysis conditions.

FE: finite element.
Results and discussion
Effect of process parameters on simulated molten pool
Figure 4 shows the transient temperature distribution and a very high temperature gradient. The isothermal curves on the surface show that the temperature gradient at the front of the moving laser beam is much steeper than that in the rear side. This result can be attributed to the fact that the molten pool has greater conductivity than the untreated powder bed in front of the laser, which was also reported in other studies.23,38

Temperature contour and measurement of molten pool.
The color is set so that temperatures higher than the melting point (1725 K) are gray; therefore, the gray region represents the molten pool area. In order to investigate the effect of parameters on molten pool size, the molten pool dimensions were measured from the results, as shown in Figure 4. Length represents the distance of the molten pool along the x-axis, width represents the distance of molten pool along the y-axis, and depth represents distance of molting pool along the z-axis. The temperature history is measured at the measuring point on the laser scan track, as shown in Figure 4.
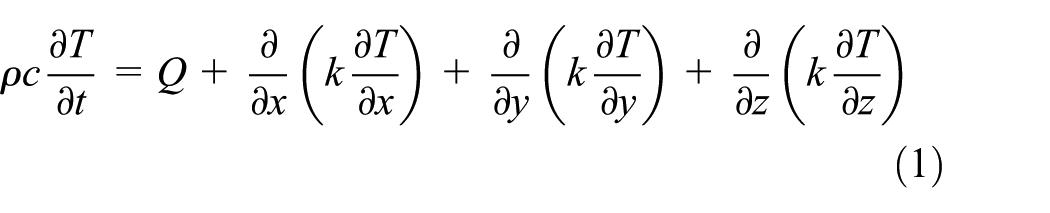
Figure 5(a) shows the length, width, and depth of the molten pool for the three cases of 1, 2, and 3 distribution factors. The length and width of the molten pool decrease with increase in the distribution factor while the depth of the molten pool increases. Figure 5(b) shows that temperature history and maximum temperature increase to 2607, 3082, and 3382 K. The temperature increases steeply with increase in the distribution factor. The increasing distribution factor concentrates laser power at the center of the laser beam, but further away from the center, the laser power decreases rapidly. This result indicates that higher distribution factor increases the depth and decreases the length and width of the molten pool.
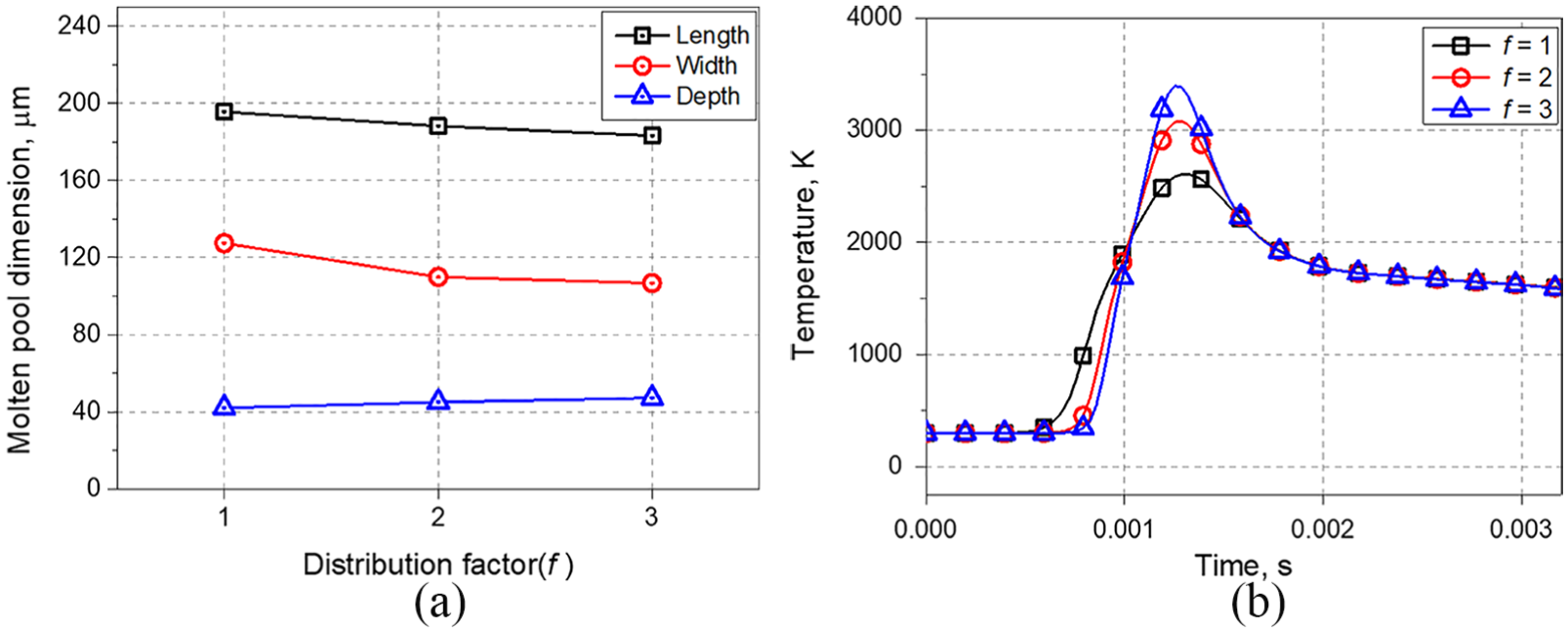
Effect of distribution factor (f) on (a) the molten pool dimension and (b) temperature history.
Figure 6(a) shows the length, width, and depth of the molten pool with different packing efficiencies. The length, width, and depth of molten pool increase slightly with decrease in the packing efficiency. Effect of packing efficiency on the maximum temperature is insignificant, the maximum temperature increases slightly and cooling speed is slow with decrease in the packing efficiency, as shown in Figure 6(b). This result can be attributed to the decrease in the conductivity when porosity increases. The temperature of molten pool decreases slowly owing to low conduction of surrounding powder in powder bed when porosity increases. This is because, according to equation (6), when porosity increases, the thermal conductivity decreases.

Effect of packing efficiency (ep) on (a) the molten pool dimension and (b) temperature history.
Figure 7(a) shows the length, width, and depth of the molten pool for the three cases of 0.2, 0.3, and 0.4 absorption coefficients. The length, width, and depth of the molten pool increase with increase in the absorption coefficient. The maximum temperature increased to 2573, 3082, and 3551 K with increasing porosity, as shown in Figure 7(b). The rise in maximum temperature can be attributed to the increased intensity, as shown in equation (9), with increase in the absorption coefficient.

Effect of absorption coefficient (A) on (a) the molten pool dimension and (b) temperature history.
Figure 8(a) shows the length, width, and depth of the molten pool with different specific heat values. When lower specific heat was assumed as the specific heat for powder, the length, width, and depth of the molten pool decreased slightly. The maximum temperature increased slightly when decreasing specific heat was used for the powder bed, as shown in Figure 8(b).

Effect of specific heat factor (β) on (a) the molten pool dimension and (b) temperature history.
Analysis of SLM of WC-reinforced H13 steel composite
The molten pool geometries based on the simulated temperature distributions were investigated for various parameters such as distribution factor, packing efficiency, absorption coefficient, and specific heat factor. In the simulation of molten pool behaviors during the SLM of WC-reinforced H13 steel composite, the distribution factor of 2, packing efficiency of 0.6, and specific heat factor of 1 were used; other conditions were same as in previous simulations. As described before, the input values of density, conductivity, and specific heat were obtained from the rule of mixture, and absorption coefficients were experimentally determined at the given processing condition.
It is known that the absorption coefficient of a material is affected by the wavelength of the laser, surface conditions, particle size, and packing density. In order to determine the absorption coefficient, FE simulations were carried out with different absorption coefficients from 0.1 to 0.6. Through comparisons with experimentally obtained bead dimension, the optimum absorption coefficient value was determined.
Figure 9 shows the SLM process system with the Nd:YAG laser used in this study. The experimental conditions are summarized in Table 3. The laser beam diameter is 0.08 mm in the focal position, laser power is 100 W, scanning speed is 150 mm/s, and argon shielding gas was used to protect the molten pool from oxidation. WC-reinforced H13 steel composite powder was used. The average particle size is 45 μm for H13 steel powder and 20 μm for WC powder. The experiment for the single track was performed with a powder layering thickness of 90 μm on the substrate S45C. The bead obtained from single-track SLM was cut and polished for the analysis. The cross section of the single track was observed by optical microscopy, and the bead height and width were measured as shown in Figure 10. The experimentally measured bead dimensions of SLM-processed WC-reinforced H13 steel composite are shown in Table 4. As shown in the table, the measured bead widths and heights increase with increase in the WC content.

SLM process system.
Experimental conditions.


Cross sections of single-track SLM-processed WC-reinforced H13 steel composite: H13 steels with (a) 0% WC, (b) 5% WC, (c) 15% WC, and (d) 25% WC.
Experimentally measured bead dimensions of SLM-processed WC-reinforced H13 steel composite.

SLM: selective laser melting.
The molten pool geometries based on the simulated temperature distributions obtained at various absorption coefficients were compared with experimentally obtained bead dimensions. As shown in Figure 11, the FE simulation results also showed that increase in the content of WC in H13 steel composite increased bead widths and heights. The optimal absorption coefficients can be determined by matching the dimensions of simulated molten pool geometries with experimentally obtained bead dimensions. The absorption coefficients are 0.27, 0.28, 0.32, and 0.36 for H13, H13 + 5% WC, H13 + 15% WC, and H13 + 25% WC, respectively. These results show that the absorption coefficient necessary to simulate WC-reinforced H13 steel composite increases with increase in the WC content.

Comparison of molten pool and bead dimensions: (a) 0% WC, (b) 5% WC, (c) 15% WC, and (d) 25% WC.
Conclusion
A 3D FE model for SLM of WC-reinforced H13 steel composite powder was successfully developed to predict bead shape from simulated temperature distributions, and the effects of process parameters on the bead shape were characterized.
To analyze the transition from powder to solid bead in the powder bed, field variables at respective temperatures of elements were assigned for the user subroutine. Moving Gaussian heat flux and combined surface film conditions were applied to consider convection and radiation on the external surface.
The input values of WC-reinforced H13 steel composite powder such as density, conductivity, and specific heat were obtained from the rule of mixture, and absorption coefficients were determined by matching the dimensions of simulated molten pool geometries with experimentally obtained bead dimensions.
The bead width and height increased with increase in the WC content in H13 steel composite, and the absorption coefficient necessary to simulate WC-reinforced H13 steel composite increased with increase in the WC content.
The effects of process parameters such as distribution factor, packing efficiency, absorption coefficient, and specific heat factor on the molten pool size are as follows: When the distribution factor of laser intensity increases, the maximum temperature of the molten pool increases significantly. The molten pool length and width decrease, but the molten pool depth increases with increase in the distribution factor. In general, the distribution factor of 2 is used. When packing efficiency decreases, the molten pool length, width, and depth increase owing to low conduction and density of the powder bed. In general, the packing efficiency can be assumed to range from 0.4 to 0.6. The specific heat factor has relatively less influence on molten pool dimensions. When higher specific heat factor is assumed, the molten pool length, width, and depth decrease slightly. In general, the specific heat factor of 1 is assumed. When the absorption coefficient increases, the temperature of the molten pool increases significantly, and the molten pool length, width, and depth increase. The absorption coefficient is affected by the wavelength of the laser, surface conditions, particle size, and packing density.
Footnotes
Handling Editor: A-HI Mourad
Declaration of conflicting interests
The author(s) declare no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Institute for Information & Communications Technology Promotion (IITP) grant funded by the Korean Government (MSIP) (no. R75201600010003003; multi-material convergence 3D printing solution development).