
Abstract
Selective inhibition sintering (SIS) process intends to produce near-net-shape components through sintering of specific region of powder particles. The prediction of surface quality in SIS parts is a challenging task due to its complex part building mechanism and influence of abundant process parameters. Therefore, this study investigates the key contributing parameters such as layer thickness, heater energy, heater feedrate and printer feedrate on the surface quality characteristics (Ra, Rz and Rq) of high-density polyethylene specimens fabricated through selective inhibition sintering process. The SIS system is custom built and experiments are conducted based on four-factor, three-level Box–Behnken design. The empirical models have been developed for predicting the influence of selected parameters on surface quality. The optimal process parameters such as the layer thickness of 0.1 mm, heater energy of 28.48 J/mm2, heater feedrate of 3.25 mm/s and printer feedrate of 110 mm/min are attained using grey relational multi-criteria decision-making approach. Furthermore, response surface analysis revealed that surface quality of sintered components is influenced significantly with heater energy and heater feedrate, followed by layer thickness. The confirmation experiments based on optimal process variables validate the developed grey relational analysis strategy.
Keywords
Introduction
Additive manufacturing (AM) technique is widely used to fabricate the functional parts of three-dimensional (3D) computer-aided design (CAD) models without using fixtures and moulds. The parts produced using AM methodologies are used as prototypes and end-user products in the field of medical, construction, tool and die-making, and automobile industries.1–4 It offers design flexibility in the early stages of design process before commencement of mass production and enables manufacturers to fabricate functional components of complex profile. 5 AM eliminates ill-effects such as chemical degradation of materials due to high processing temperature and abnormal shrinkage that accompanies during conventional manufacturing methods. It also reduces cavity formation because of density difference between crystalline and amorphous phases during crystallization that arises in the conventional processes such as moulding and casting. 6 At present, there are over 20 different recognized AM techniques that are available in the market to fabricate functional prototypes. 7
Being capable of processing an extensive range of materials (metals, polymers, alloys and ceramics) and non-usage of support structures, selective laser sintering (SLS) is presently regarded as the most versatile AM process. 8 In SLS process, a 3D object is developed layer by layer using a focused laser beam that selectively scans and sinters the surface of the powder bed enabling consolidation of powder particles. 9 Due to high initial investment, and expensive operating and maintenance costs, SLS is mostly used in giant organizations such as NASA and GE to produce full density parts with high resolution. 10 In few cases where full density is not an essential criteria, a low-cost approach such as bulk sintering is resorted. One of the ways to reduce the cost of a SLS machine is to have an alternative for laser to supply heat energy to the powders. Though elimination of laser simultaneously reduces machine cost and built time, it necessitates an alternative method for selectively sintering the particles. 11 To overcome this issue, selective inhibition sintering (SIS) 12 process is developed. SIS is an inexpensive process when compared to any other AM processes.
SIS produces parts from powders of polymers, ceramics and metals through fusing of powder particles to achieve sintering in the part body and inhibition at the part boundary.13,14 Inhibitor is deposited using a print nozzle to make the part profile, and a ceramic or infrared heater is used to supply heat energy across the predetermined surface area of a layer to sinter. Due to the huge difference between melting points of inhibitor (high) and polymer powder (low), the region printed with inhibitor absorbs heat energy and therefore the powder below inhibitor will not be sintered and the remaining area will be sintered. Unlike other commercially available AM processes, SIS functions with a low-cost heating system and indigenous polymers to build parts. Compared to the existing manufacturing processes, SIS has less impact on the environment. As SIS does not use high-power lasers and cooling circuitry, carbon footprint associated with SIS is much less when compared to other laser-enabled AM processes. Despite its potential benefits, usage of SIS in real-time applications is currently limited to a few applications. This might be attributed to the scarcity of the literature to evaluate the dimensional accuracy, mechanical strength, surface quality, tribological properties and service life of the SIS-fabricated parts. The characteristics of SIS parts are inferior to those of other commercially available AM techniques. Therefore, improving these properties is essential to meet the demands of numerous applications such as automobile, armament and bio-medical fields. Improving dimensional accuracy, specimen strength, surface quality and built time is the crucial issue to be addressed for effective implementation of AM techniques. 15
Several investigations are carried out to enhance the quality and performance characteristics of AM parts by appropriate selection of process variables. Sood et al. 16 considered the fused deposition modelled (FDM) specimens to investigate the compressive strength using particle swarm optimization and artificial neural network approach and stated that the compressive strength of fabricated parts is abridged due to anisotropy properties of polymers and weak interlayer bonding due to the formation of pores. Rayegani and Onwubolu 17 conducted experiments on improving the tensile strength of FDM parts. They proposed a differential evolutionary approach to examine the tensile strength that is significantly influenced by a suitable combination of negative air gap, smaller raster width and increased raster angle. Hussain et al. 18 conducted experiments on fabrication of Ti-based metal matrix composites using direct metal laser sintering technique through varying the process variables and reported that the powder composition had more influence on hardness and wear resistance of sintered specimens, whereas laser energy had significant effect on part density. Liu et al. 19 studied the relationship between selective laser melting (SLM) process variables and shrinkage characteristics of fabricated parts using response surface methodology (RSM) philosophy. They concluded that the laser energy, scanning speed and layer thickness are most influencing the shrinkage of parts in Z-direction. Fahad and Hopkinson 20 performed the comparative evaluation of geometrical accuracy (flatness and squareness) of the parts produced by high-speed sintering (HSS) and SLS process. They stated that HSS was faster and effective in fabrication of functional components with similar geometrical accuracy of SLS parts. Armillotta et al. 21 performed experimental and analytical studies to investigate the warpage characteristics of FDM-processed acrylonitrile butadiene styrene (ABS) parts through considering the elastic and plastic behaviour of single and multiple layer shrinkage. They observed that the shrinkage and surface roughness increased rapidly due to transient thermal distortion imposed by higher layer thickness.
Singh et al. 22 developed an RSM-based central composite design to optimize the process parameters of SLS process. They reported that the scan spacing and the laser power were the most influencing parameters which affected the shrinkage of SLS parts. They also stated that the increase in scan spacing and laser power had a positive and negative impact, respectively, on shrinkage. Shi et al. 23 considered the influence of polymer properties, including particle size, molecular weight, crystallization rate and molten viscosity, on the shrinkage of SLS parts and found that the dimensional accuracy of SLS parts mostly depended on crystallization rate.
One of the major challenges for producing the parts using AM process is to achieve the better surface quality, which is a function of many factors such as process parameters, powder properties, tessellation from the computer-aided 3D model, slicing algorithm and part geometry. 24 Several researchers attempted to enhance the surface quality of AM parts through regulating the consequence of process variables. Yang et al. 25 investigated the surface quality of stereolithography (SLA) parts by coating polyethylene wax film less than 0.1 mm on the fabricated specimen using ultra-high-pressure atomizing technique and found that the surface quality improved considerably. Launhardt et al. 26 compared the tactile (profile measurement) and optical methods (focus variation, fringe projection and confocal laser) for examining the surface roughness of SLS parts. They found that the tactile method is superior with respect to faster and better evaluation than the optical methods.
Mahapatra and Sood 27 identified raster width, thickness of each layer and part orientation are the most influencing variables on surface quality of FDM parts. Sachdeva et al. 28 explored the consequence of process variables on surface quality of SLS parts using RSM and found that inputs of laser and scan spacing were critical variables in affecting the surface finish. Negi et al. 29 investigated the influence of process variables on surface quality of polyamide parts produced through SLS process using statistical approach. They proposed that the increase in heat energy and scan length led to the enhancement of surface quality, whereas the increase in scanning speed and scan spacing reduced the quality of parts. Vahabli and Rahmati 30 described an analytical model to envisage the surface roughness of ABS parts produced by FDM process. Sachdeva et al. 28 considered RSM to optimize the SLS parameters on surface quality of sintered parts. Sood et al. 31 developed a hybrid approach of weighted principal component analysis and bacteria foraging optimization algorithm to optimize the process parameters on surface roughness of FDM built parts.
In recent times, numerous multi-criteria decision-making (MCDM) approaches including grey relational analysis (GRA), analytical hierarchy process, VIKOR and technique for order preference by similarity ideal solution (TOPSIS) are successfully exploited to solve the non-linear multi-response problems.32–34 Among these techniques, GRA approach is found to be an appropriate decision-making methodology for assortment of the optimal variables in advanced manufacturing processes due to its simple computational procedure, ability to reduce the intricacy in decision-making and minimize the computational burden. 35
Sood et al. 36 effectively utilized the GRA technique for the investigation of dimensional accuracy of FDM-ABS specimens. They have proposed that the combined approach of Taguchi and grey can be effectively used for modelling and optimizing the FDM process parameters. Sood et al. 37 investigated the influence of FDM process parameters on shrinkage characteristics of fabricated plastic parts using GRA technique. They found that the GRA approach can be easily adopted for modelling and parametric investigation of AM processes.
In SIS, several factors including sintering (heater energy, heater feedrate and part bed temperature), printing (inhibitor type, printer feedrate and printer frequency) and material characteristics (composition, particle size) influence the part quality. 38 Hence, it is essential to conduct a detailed study of SIS parameters and their influence on part quality. It helps in determining optimum parameters for both the process and the product. Few studies have brought out the influence of SIS process variables on sintered part quality and performance characteristics. Asiabanpour et al. 39 examined the influence of process parameters on dimensional accuracy and surface quality characteristics of sintered parts using desirability approach. They have identified that heat energy, printer feedrate and layer thickness are more influencing the quality of SIS sintered parts. Authors’ earlier studies dealt on numerical and experimental studies of sintering process and also influence of selected SIS process parameters. Aravind et al. 40 and Arunkumar et al. 41 performed the finite element analysis of single and multi-layer thermo-structural sintering interaction for diverse polymer materials. Rajamani and Balasubramanian 42 fabricated the high-density polyethylene (HDPE) parts using SIS system and evaluated the mechanical strength of sintered parts using response surface approach. Their results revealed that the mechanical strength of specimens is improved by increasing the heater energy and reducing the thickness of powder layer. Balasubramanian et al. 43 studied the wear properties of HDPE parts produced by SIS process through varying the SIS process variables. They have proposed that the applied heat energy and layer thickness predominantly influence the wear resistance of sintered parts. Rajamani et al. 44 studied the shrinkage characteristics of SIS-processed HDPE parts using RSM and desirability approach. They have found that the shrinkage of sintered specimens is significantly influenced by heater energy and layer thickness.
It is thus evident from the literature that the quality and performance of AM parts can be improved through appropriate selection of process parameters. It is also observed that the influence of process variables on the surface quality of SIS-processed HDPE parts is not well developed yet. Hence, this study analyses the significance of SIS process variables such as heater energy, layer thickness, heater and printer feedrate on surface roughness characteristics of SIS-processed HDPE parts. Subsequently, optimization of these parameters is performed to improve surface quality. The SIS experiments are designed and conducted based on Box–Behnken design (BBD) of RSM technique. Empirical models are constructed to determine the influence and interaction of the selected parameters on roughness characteristics. Optimal processing condition for SIS process is obtained through RSM coupled with GRA.
Proposed methodology
RSM-based BBD
RSM is a statistical approach used for modelling and optimization of process parameters. 45 RSM is widely used in analysing various process conditions, designing of experiments, reducing number of experiments, evaluating the effect of process variables and searching for optimal parameters to provide desirable responses. 46 The BBD is one of the RSM techniques used to minimize the number of experiments and obtain quadratic interactions between selected factor pairs. In this technique, embedded factorial or fractional factorial design is not taken into account. Treatment for the combinations of points lies at the mid-point of the edges and centre of the cube. 47 The second-order polynomial relation evolved through RSM is used to express the behaviour of SIS process, which is given by

The factorial portion of BBD used in this investigation is a full factorial with three levels (low, −1; medium, 0; and high, 1) and five centre points per block. There are 29 experiments planned with respect to four independent process variables using BBD. The typical ranges of SIS process parameters considered in this study are given in Table 1.
Process variables with their values used for experiment.

GRA
GRA is an impact measurement technique that measures the degree of resemblance or uncertain relations among dualistic systems based on grey relation theory. 48 GRA is used to solve complex interrelationships between numerous quality features of a process. In the parlance of system control theory, a ‘black’ system is one whose relevant information is completely unknown. A ‘white’ system is one in which all information is readily available. Any system whose information falls between these limits is referred to as ‘grey’ system. In this study, three surface roughness characteristics, namely, Ra (arithmetic mean deviation), Rz (average peak-to-valley height) and Rq (root mean square value), are considered to be uncertain and need to be minimized. The evaluation of surface roughness characteristics using RSM–grey approach is graphically illustrated in Figure 1.
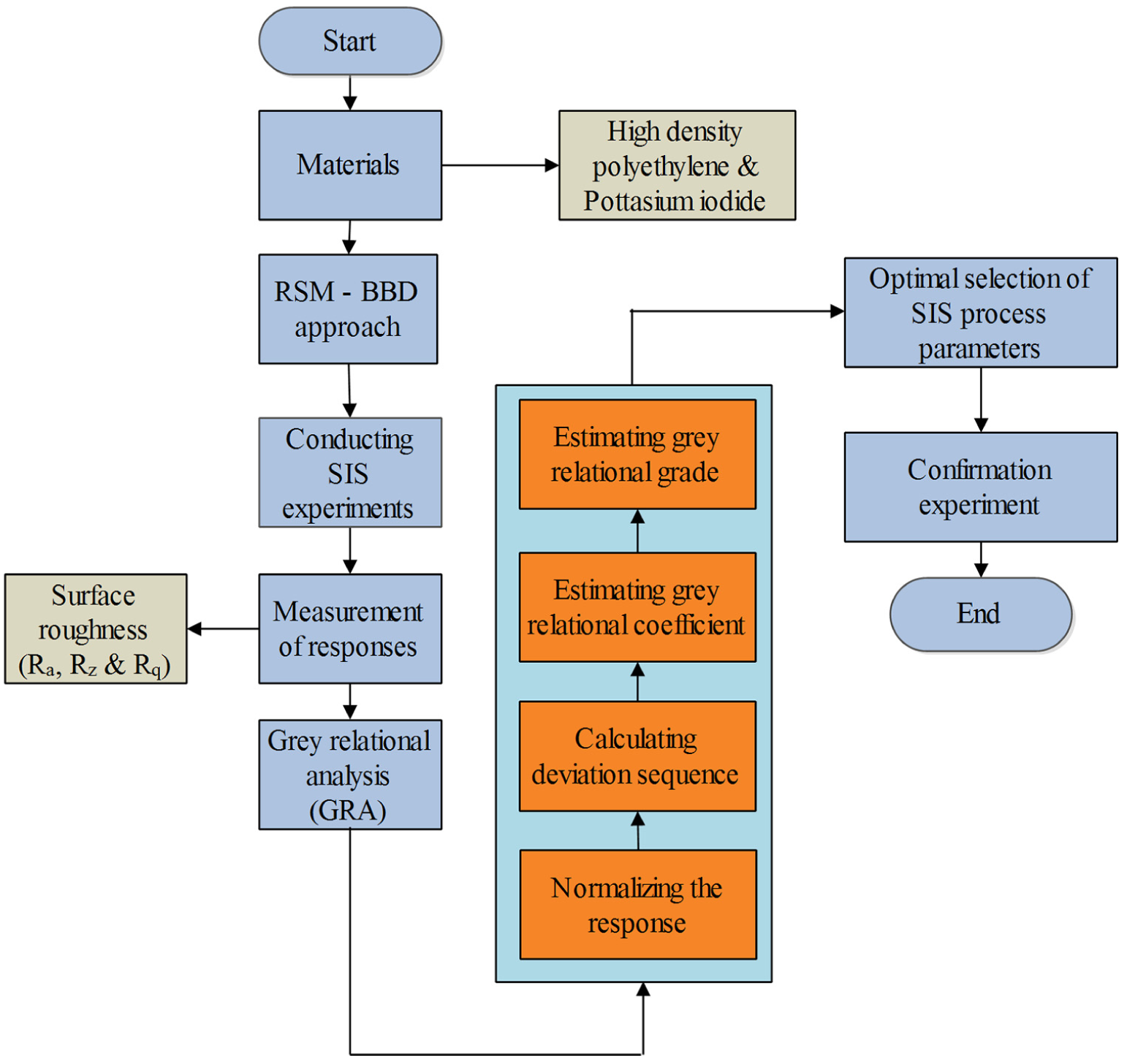
Methodology of RSM–grey relational analysis for SIS process.
Initially, the SIS experiments are conducted based on RSM-BB experimental design and the responses are measured for further evaluation. Then, the multi-responses are converted using GRA through evaluating the normalization and deviation values for individual experiments. The grey relational coefficients and their respective grades are identified and the rank for each grey relational grade (GRG) is assigned using the mathematical expressions (2) - (6). The higher GRG is considered as the best solution and their respective parameters can be considered as optimal values. Finally, the confirmation experiments are conducted to investigate the effectiveness of the proposed approach.
In GRA, responses, that is, predicted surface roughness features, are primarily regularized ranging from 0 to 1. In this case, target assessment of original order is considered to be as trivial as conceivable and hence it has a characteristic of ‘the lower, the better’. The response is normalized by the following relation

However, if there is a definite target value (desired value) to be achieved, then the original sequence will be normalized in the form

The grey relation coefficient (GRC) is defined as a liaison among the actual and optimal standardized experimental consequences which is calculated using the following relation

where

where

where
Experimental details
Development of SIS system
SIS machine, as shown in Figure 2, is custom built to fabricate the parts. The detailed description of mechanical assembly, electronic systems, controller and software modules of the machine is elaborated below.

Developed SIS system.
Feed and build tanks
The feed tank is used to store and deliver the polymer powder materials to build tank using a roller mechanism. The feed tank is made of aluminium sheets with a size of 250 × 200 × 8 mm3. The build tank is also called as part bed which is constructed using aluminium sheet with a size of 200 × 200 × 2 mm3, where desired parts are fabricated. These two tanks are actuated using a stepper motor coupled with a linear screw to achieve coupled linear up-and-down motion.
Heater assembly
Ceramic heater with temperature control unit is integrated into the system to perform sintering where a maximum temperature of 350°C can be achieved. The heater unit is moved along the horizontal direction using linear actuator and its feedrate is also controlled. A proportional–integral–derivative (PID) control algorithm is implemented to maintain the desired temperature for sintering of polymer powders.
Part bed heater
After sintering process, the part bed is immediately exposed to ambient temperature which causes curling and twisting of sintered part layers. In order to avoid this issue, part bed is maintained at a specific temperature using a surface plate heater, which is attached to the build tank.
Preparation of inhibitor and delivery mechanism
The high-solubility (133 gm/100 mL of water) potassium iodide (KI) is mixed with water to form aqueous saturated KI solution. In addition, small amount of isopropyl alcohol (IPA) is added to avoid the formation of droplets. After many iterations, the proportion of KI, H2O and IPA is found to be 50 gm:42.5 mL:8 mL to perform inhibition efficiently at the part boundary. The delivery mechanism consists of a syringe, which is driven using a stepper motor connected to a linear screw. A nozzle of 0.5 mm diameter is attached at the tip of the syringe, which can store 60 mL of inhibitor solution. The complete setup is coupled with roller mechanism so that both the motions are synchronized appropriately.
Sensors, actuators and controllers
The SIS system consists of five independent movements, namely, translation along X, Y, Z, deposition of inhibitor and travel of heater. The XY planar motion is achieved using a timing belt and pinion setup actuated using a stepper motor. The up-and-down motion of feed and build tanks along Z-direction is actuated through a stepper motor in such a way that the desired layer thickness is maintained for sintering of polymer powders. When the feed tank is moved in the upward direction of 0.1 mm, build tank is moved simultaneously downwards to the same measure. These two motions are coupled in a routine way until the part with desired layer thickness is obtained. As per the predetermined part profile, numerical control (NC) tool path is generated that enables the inhibitor to be delivered at the part boundaries. After the deposition of inhibitor, heater assembly is moved along the XY plane and the desired temperature is maintained using a PID controller. Arduino ATMEGA 2560–based controller with RAMPS 1.4 board is used to control all the five motions of SIS system. Switch mode power supply (SMPS) is connected with the controller which will supply 5 V power. The limit switches are placed in X-, Y- and Z-direction and hence motions are restricted to 230, 470 and 200 mm, respectively. Two thermistors are used to measure the temperature of heater and bed heater that form a closed-loop control system and temperature is monitored using an liquid crystal display (LCD). The two solid-state relays are used to switch heater and control the temperature appropriately.
The desired 3D CATIA models are exported as stereolithographic (.stl) files. The STL file is imported into Slic3r software which slices the STL file with specific layer thickness and then it is transformed into G-codes. These G-codes are imported into Pronterface software to create machine tool paths of SIS machine for smearing the inhibitor at the part boundary. As per the machine path generation, HDPE powder is deposited with a desired layer thickness from the storage chamber using a roller mechanism. Inhibition is carried out with reference to required part profile which acts as a support material for the part. Sintering phenomenon is achieved through controlling the temperature of ceramic heater with appropriate feedrate. The layer-by-layer deposition of powder, inhibition and sintering are performed until the required part is fabricated. Post-processing of cleaning of inhibitor from the built part completes the SIS process.
This study considers various SIS parameters such as thickness of powder layer, feedrate of heater and inhibition printer and also heat energy for the experimental studies. Their ranges are selected (Table 1) based on the literatures13,38,39 and exhaustive pilot experimentation. The selected parameters are defined as follows:
Layer thickness: It is the quantity of powder deposited by powder feed roller.
Heater energy: It is the amount of heat energy transferred from the heater to the powder bed to sinter the polymer particles.
Heater feedrate: It is the speed of heater at which it moves across the build chamber.
Printer feedrate: It is the speed of inhibition print nozzle at which it moves across the build chamber.
During experimentation, build tank temperature, printer nozzle diameter and nozzle stand-off distance are assigned to be constant values as 90°C, 0.5 mm and 5 mm, respectively.
Work material and measurements
HDPE with an average grain size of 35–80 µm (Figure 3(a)) is used for fabricating the specimens. In these experiments, fresh powder is used to avoid irregularities and curling in sintered parts. Totally, 29 test specimens of dimensions 135 × 35 × 8 mm3 are fabricated based on BB experimental design (Figure 3(b)). The mechanical properties of sintered specimens are measured and listed in Table 2.

(a) Microstructure of HDPE particles and (b) fabricated test specimens for roughness evaluation.
Properties of sintered HDPE specimens.

Measurement of surface quality characteristics is considered to be an important aspect to enhance the functional ability of end-user components. The real geometry of additive manufactured components is so complicated due to the existence of intricate part building mechanisms. Therefore, a finite number of roughness parameters cannot provide a complete description of fabricated parts. The more accurate description of surface characteristics can be obtained through increasing the measurements. 49 Out of the various roughness parameters, the arithmetic mean deviation (Ra), average peak-to-valley height (Rz) and root mean square value (Rq) are predominantly used to investigate the part quality. 28
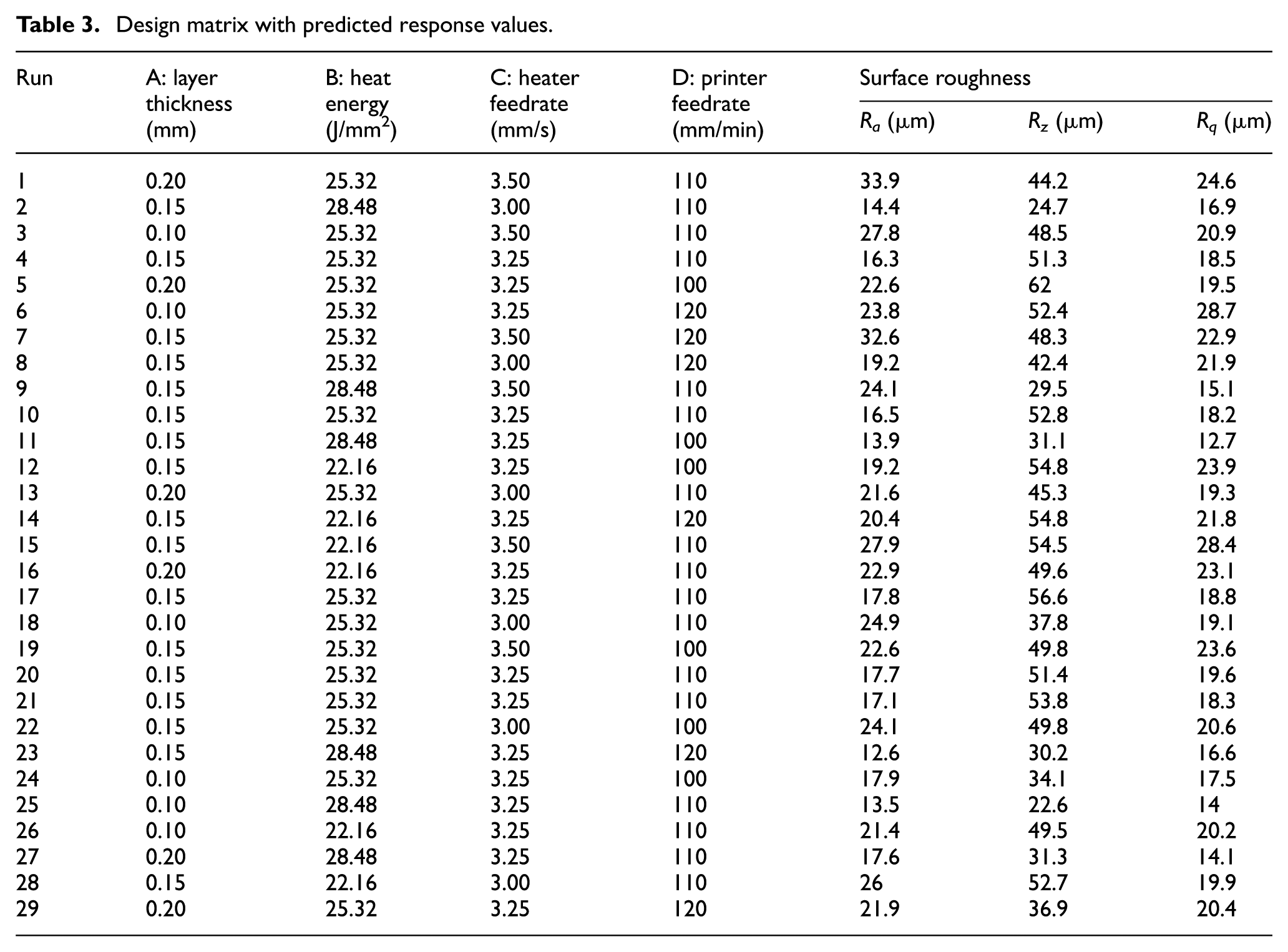
In this study, the surface roughness characteristics Ra, Rz and Rq are measured at three different places on the top surface of sintered specimen using a Universal 3D Profilometer (Rtec Instruments, USA). The surface roughness measurement is carried out using white light interferometry non-contact technique. Three measurements are taken and their average value for various experiments are given in Table 3. A sample surface roughness measurement for the sixth experiment is depicted in Figure 4. The 3D surface textures of experiment no. 1, 2, 3 and 6 are shown in Figure 5. It is observed from these textures that, the second experiment exhibits minimal surface roughness in comparison with other experimental runs.
Design matrix with predicted response values.

Typical surface roughness measurement for experiment no. 6.
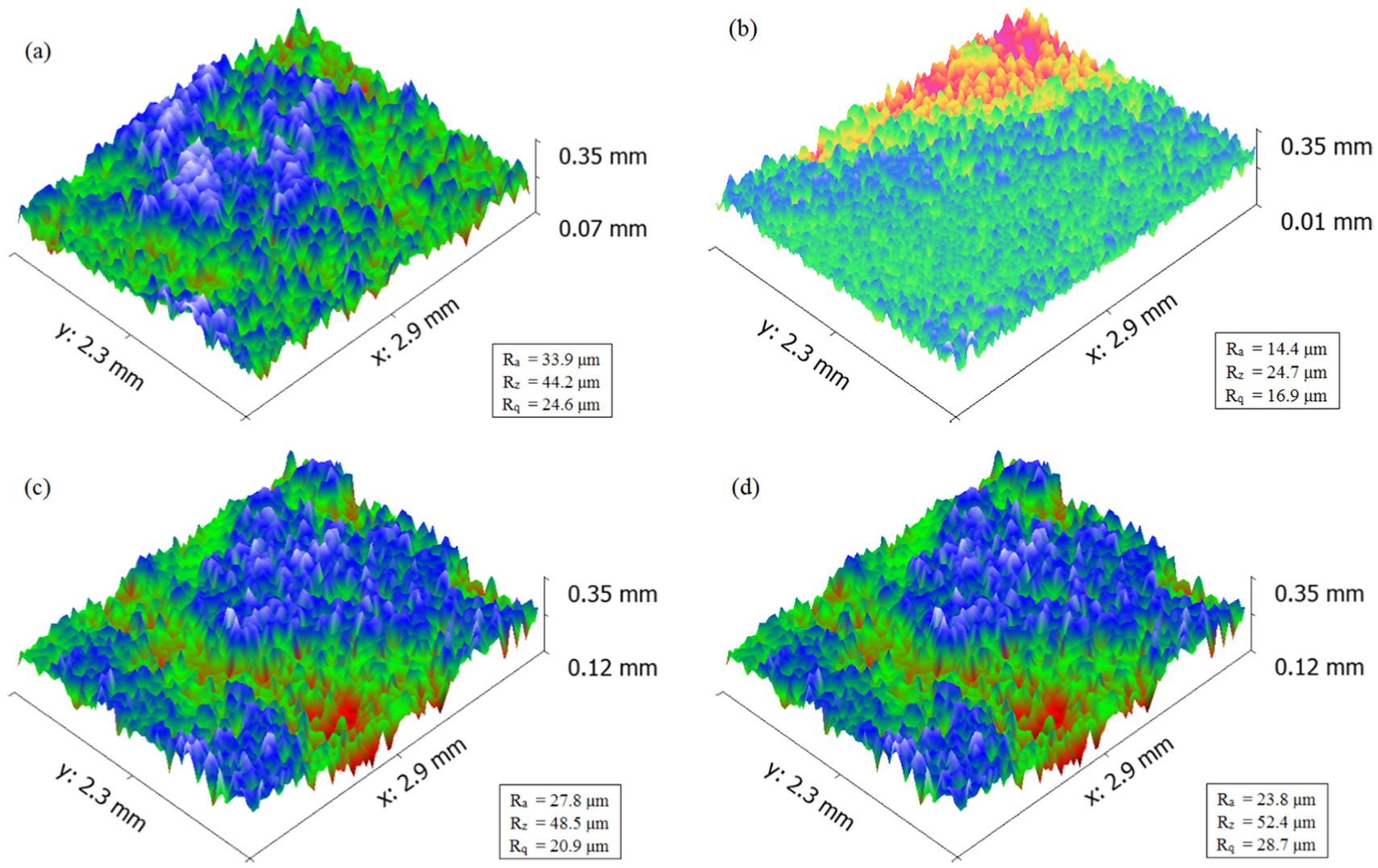
Interferometry surface profiles of specimens for experiment no. 1, 2, 3 and 6.
Mathematical formulation of optimization problem
Establishment of suitable quadratic regression model to evaluate the influence of selected SIS process variable on surface quality is an important aspect for optimization studies. It is necessary to determine the set of working conditions through optimizing process variables in order to achieve desirable surface quality (Ra, Rz and Rq). The multi-objective optimization problem with respect to surface roughness characteristics is defined as

which is subjected to process parameters such as thickness of layer (A) in mm, energy supplied by heater (B) in J/mm2, feedrate of heater (C) in mm/s and feedrate of printer (D) in mm/min. The boundary conditions of these process parameters are considered to be 0.1 ≤ A ≤ 0.2, 22.16 ≤ B ≤ 28.48, 3 ≤ C ≤ 3.5 and 100 ≤ D ≤ 120. The above-mentioned multi-response equation is transformed into single-objective problem through employing GRG as follows: minimize GRG; 0 ≤ GRG ≤ 1 exposed to process parameters stated above.
Analysis and discussions of experimental results
Individual effect of SIS parameters on performance measures
It is vital to examine the effects of individual parameters on surface roughness characteristics and also establishing relationship among them is crucial. In this study, the effects of diverse SIS process parameters, namely, layer thickness, heater energy, heater feedrate and printer feedrate, are studied to obtain superior surface quality of sintered HDPE parts. The effect of each individual parameter on measured responses is discussed here.
Effect of layer thickness
The influence of layer thickness on the surface roughness responses is depicted in Figure 6(a)–(c). It has been found that the increase in layer thickness from 0.1 to 0.2 mm has increasing trend of surface roughness characteristics of sintered surfaces. The penetration of heat energy into thin powder layer produces a dense part through uniform sintering. However, increase in layer thickness causes poor diffusion of heat energy resulting in non-uniform sintering with increased porosity and rough surface which leads to poor surface quality.

Influence of selected parameters on (a) Ra, (b) Rz and (c) Rq.
Effect of heater energy
The effect of heater energy on the surface roughness characteristics is depicted in Figure 6(a)–(c). The heat energy is varied based on 75%–85% of melting point of HDPE material so that effective sintering can be achieved. Increase in heat energy ranging from 22.16 to 28.48 J/mm2 has tremendous impact on strong inter-molecular attractions of powder particles, and formation of uniform sintered structure resulted in improved part strength and surface quality. When the heater energy increased to more than 28.48 J/mm2, the molecular weight of sintered HDPE declined. Even though more heat energy might enable to build denser specimens, alongside, penetration through the top layer will cause degradation of powder particles of the layer beneath resulting in poor surface quality.
Effect of heater feedrate
Increase in heater feedrate from 3 to 3.25 mm/s has improved the surface quality of fabricated specimens as observed in Figure 6(a)–(c). However, further increase in heater feedrate causes diminution in surface roughness characteristics. This can be attributed due to the fact that at higher heater feedrate with a fixed time interval, energy absorbed by polymer powder per unit area resulted in improper sintering and weakened the bonding between powder particles. On the contrary, lower heater feedrate increases the contact time between the heater and the powder bed. Hence, sufficient heat energy is spread over the powder surface and temperature fields tend to be uniform, resulting in the formation of compact structure with appropriate surface quality. However, very low heater feedrate may cause over-melting of powder particles and thus reduces quality of sintered surfaces.
Effect of printer feedrate
It is observed from Figure 6(a)–(c) that, surface quality decreased with the increase in printer feedrate from 100 to 120 mm/min. It might be because of improper deposition of inhibitors at the desired part boundaries and penetration in other targeted regions restricted effective sintering of polymer powder which leads to rough surface at the part boundaries. Hence, the surface quality of sintered specimens diminished with higher penetration of inhibitor.
Interaction effect of process parameters on responses
In this investigation, influence of various selected SIS process variables on surface roughness characteristics of specimens is studied and the 3D surface plots for Ra, Rz and Rq are depicted in Figure 7(a)–(h). These figures show the relationship between two parameters, while the other two parameters are kept at the middle level.
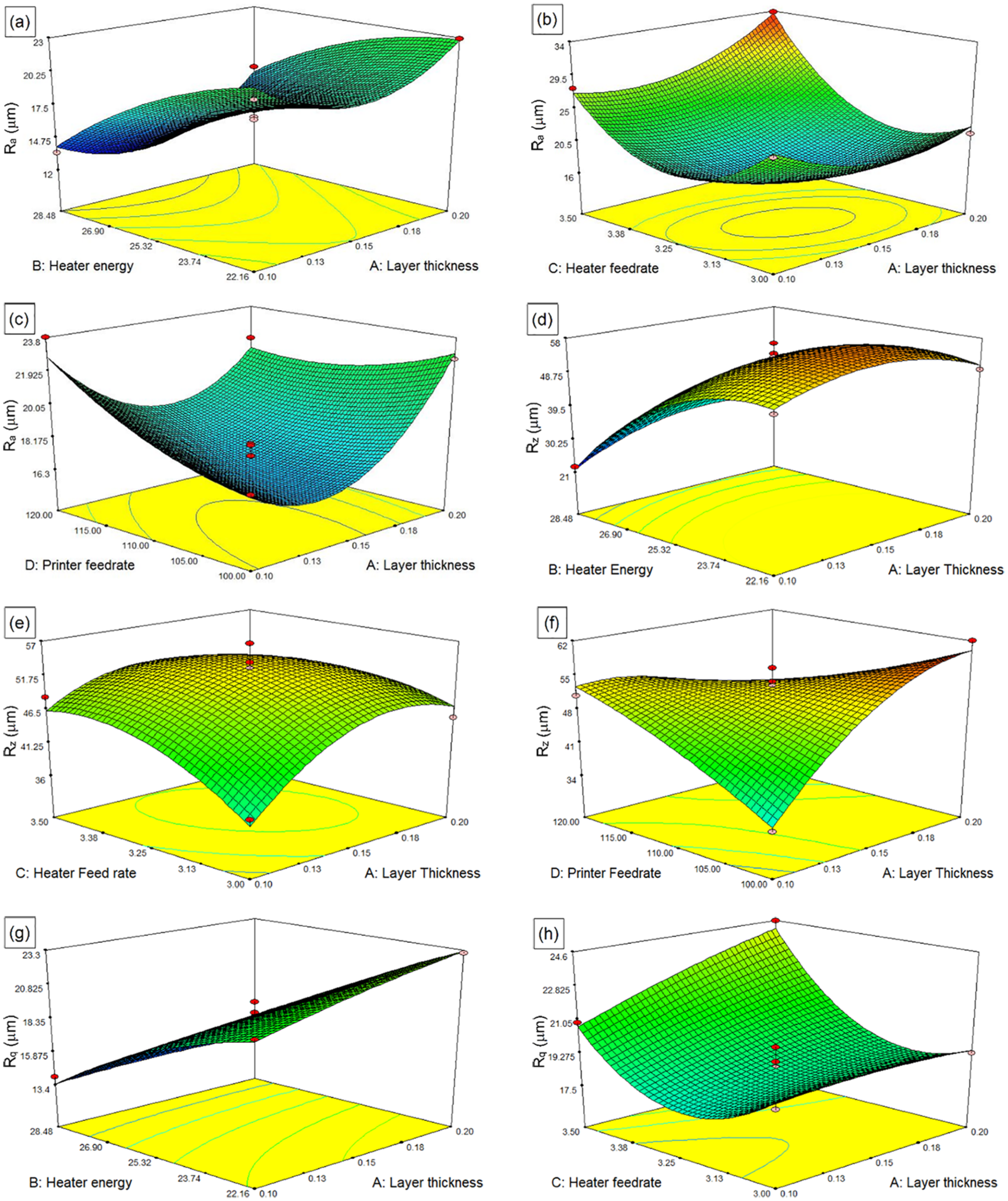
Surface plots for the effect of process parameters on surface quality characteristics.
The response surface shown in Figure 7(a), (d) and (g) reveals the influence of layer thickness and applied heat energy on surface roughness characteristics. It is observed that, Ra, Rz and Rq values decrease with reference to the intensity of applied heat energy which varied from low-to-high range, whereas it rapidly increased with escalation in layer thickness from low-to-high level. However, specimens fabricated at a higher level of heat energy (28.48 J/mm2) and minimal layer thickness (0.1 mm) resulted in smooth part surface. It can be attributed that, the transfer of heat energy to part bed is sufficient to achieve better fusion of particles resulting in smooth surface. But increase in heat energy above 28.48 J/mm2 leads to burning of powder particles.
The influence of heater feedrate and thickness of powder layer on Ra, Rz and Rq is shown in Figure 7(b), (e) and (h). It is evident that, Ra initially decreases up to minimum and then marginally rises with an increase in thickness of powder layer and heater feedrate to the maximum level. However, Rz and Rq considerably increased with the increase in thickness of powder layer and heater feedrate. It is inferred that, with an increase in heater feedrate, the energy transferred to the powder material in unit time per unit area reduces due to minimal sintering time, which causes inadequate sintering of particles that produces voids and pores in the part surface.
Figure 7(c) and (f) shows the influence of printer feedrate and thickness of layer on surface quality characteristics of sintered specimens. It is observed that, roughness parameters intensify up to its extreme with the increase in printer feedrate and layer thickness. This could be due to the fact that higher printer feedrate with higher layer thickness diminishes the extent of printing time on part boundary. Hence, separation of sintered and unsintered region is difficult and the boundary surface is roughened resulting in an increase in surface roughness at the periphery of sintered specimens. However, it can be seen that specimens fabricated at lower printer feedrate (100 mm/min) and minimal layer thickness (0.1 mm) have attained dense surface with low surface roughness.
Prediction of optimal process variables using GRA
In this study, GRA associated with RSM is carried out to optimize the SIS process variables for improving the surface quality of sintered components. The normalized values of responses and GRG associated with different measurement trials are listed in Table 4. The proportion between the comparability and reference sequence is described using GRG. The significant process parameter combination is brought out by taking the mean of GRG values. Consequently, GRG from each experiment is determined using equations (2)–(6). In this work, the surface roughness characteristics such as Ra, Rz and Rq are preferred to acquire an inferior value, namely, the-lower-the-better (LB) feature. A larger value of GRG represents that the corresponding process variable combination is nearby optimum, and thus it is preferred for better response characteristics. 50 The values of GRG for various experimental trails are graphically represented and depicted in Figure 8. Larger GRG is obtained for experiment no. 25, which gives an indication that the optimal combination of process variable is nearby the working condition corresponding to the experimental trails.
Calculated grey relational coefficients and grey grades.


Graphical representation of obtained GRG.
Adequacy of developed model
In order to statistically analyse the relative interpretation of SIS process variables, a mathematical model is developed and used for prediction and optimization. The test of significance of developed mathematical models, adequate precision of model and lack-of-fit check are accomplished using Design-Expert 7.0 statistical package. The measured surface roughness is examined using analysis of variance (ANOVA) to ascertain the implication of process variables and their contributions on the process response at 95% of confidence interval. The outcomes of linear, interaction and quadratic terms and also the adequacy of developed model are revealed in ANOVA (Table 5). It shows that, the coefficient of determination (R2) for the developed model approaches unity which indicates that the developed regression model fits for actual data. A least variation is noted between the forecast data and the actual data. 51 In addition, regression F-value 91.828 implies that the developed GRG models are significant. From ANOVA, it can be seen that some terms are reflected as trivial terms because their ‘Probability > F’ value is more than 0.05. These inconsequential terms can be aloof through backward elimination selection method and imperative terms are retained. Then, the final second-order regression equation for GRG in terms of the actual form is obtained as follows

Results of ANOVA for multi-performance characteristics.

DF: degree of freedom; SS: sum of squares; MS: mean squares; CI: confidence interval.
The normal probability plots of the residuals given in Figure 9(a) and (b) indicated that, errors are distributed normally which signifies that the developed model is fairly realistic and satisfactory. Therefore, the developed second-order quadratic model is reasonably adequate in representing the SIS process. Similarly, the values of R2 for GRG is 97.35%, which also specifies that the proposed response equation is significant and suitable.

(a) Normal probability plots of residuals and (b) residuals vs run plot for GRG.
The contribution of each process parameter associated with GRG is shown in Figure 10. It is found that the contribution by the linear term of heater energy on GRG is about 65%, which is higher than any other parameter. The square terms contributed 21.83% and the interaction terms contributed 3.38% to the GRG. The residual error influence is 2.73% split into the lack of fit and pure error, which are 2.48% and 0.25%, respectively.

Percentage of contribution of each process factor on GRG.
Confirmation experiments
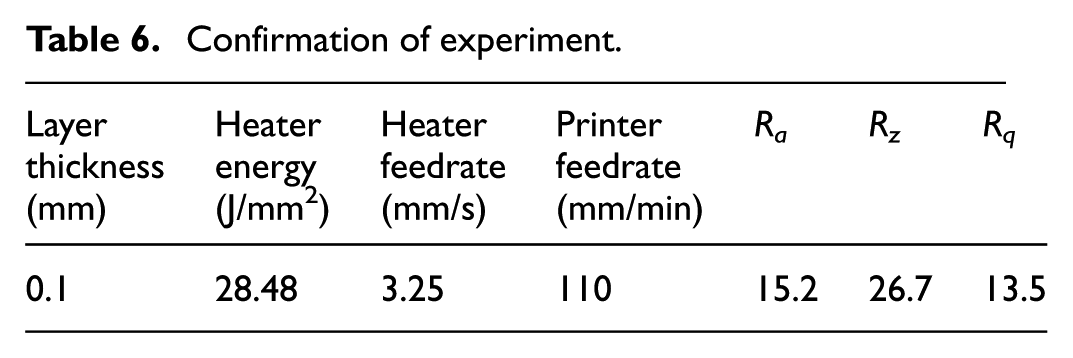
Confirmation experiments are conducted to predict and substantiate the identified optimal SIS input variables for surface roughness characteristics using GRA. The results given in Table 6 suggested that the best optimal parameters to achieve superior surface quality of SIS part are provided by GRA. In order to observe the surface topography of sintered specimen at optimal process conditions, atomic force microscope (AFM) analysis is performed. The roughness characteristics of sintered specimen at optimal processing conditions are found to be decreased from 26.3 to 15.2 µm for Ra, 34.8 to 26.7 µm for Rz and 19.1 to 13.5 µm for Rq, respectively, as the heater energy increased from 22.16 to 28.48 J/mm2. Figure 11 shows the lower crater height of the fabricated specimen that corresponds to minimal surface roughness.
Confirmation of experiment.

AFM surface profile and surface roughness of SIS-processed specimen for optimal process parameters.
Conclusion
In this study, SIS experiments are performed based on RSM-BBD to evaluate the surface roughness characteristics (Ra, Rz and Rq). GRA approach is exploited to determine the optimal SIS process parameters to achieve superior surface quality of sintered HDPE parts. The results of the present investigation can be summarized as follows:
ANOVA analysis revealed that, the heater energy (64.82%) has the most influence on surface roughness characteristics (Ra, Rz and Rq) followed by heater feedrate (4.55%) and layer thickness (2.44%), whereas printer feedrate remains insignificant.
Optimal SIS process parameters obtained through GRA analysis are as follows: powder layer thickness of 0.1 mm, heat energy of 28.48 J/mm2, heater feedrate of 3.25 mm/s and printer feedrate of 110 mm/min to obtain superior surface quality of sintered HDPE parts.
The validation experiment results are found to be in conformance with the predicted optimal parameter settings. Thus, the established GRA model can be effectively used to evaluate the surface characteristics of SIS parts.
The proposed combination of RSM and GRA approach can be effectively used to support the decision makers to determine the best parameter combinations for improving the part quality of selective inhibition sintered polymer components under multi-response criteria.
Future studies may concentrate on the investigation of thermal stress, dynamic response properties, porosity of sintered parts and so on, using advanced modelling and optimization techniques.
Footnotes
Handling Editor: Mohd Rizal Alkahari
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship and/or publication of this article: This research work was financially supported by the Armament Research Board (ARMREB), Defence Research and Development Organization (DRDO), Government of India under grant no. ARMREB/MAA/2015/167 and the United Arab Emirates University, Al Ain, UAE through Research Start-up 2015 fund under grant no. 31N233.