
Abstract
This study investigates the velocity and pressure distributions of gas flow field in a vertical screw conveyor through EDEM simulation. Results show that the vertical velocity of gas is the highest and that the minimum pressure is negative, which is at the exit, thereby aiding in the upward transportation of particles. The particle state in the vertical screw conveyor is obtained without considering gas (EDEM simulation) and by considering gas (EDEM + FLUENT simulation), respectively. Investigation of the relationship among the screw critical speed, screw diameter, and particle size shows that the conditions of gas–solid two-phase flow form in the vertical screw conveyor. A test is designed to verify the correctness of the conclusions. The results of this study lay a foundation for the development of design methods based on gas–solid two-phase flow in a vertical screw conveyor.
Introduction
A vertical screw conveyor is a continuous conveying machinery that is mainly used for ascension of dispersed particles at a short range. In port loading and uploading and in bulk storage, a vertical screw conveyor features small power consumption, light weight, and high transmission efficiency, which are superior to those of other continuous conveying machinery.1,2 However, the gap between technology at home and abroad is considerable. For example, the transmission capacity of advanced vertical screw conveyors abroad can reach 2000–3000 t/h. Such a conveyor is a typical and efficient environmental equipment, whose screw speeds can reach hundreds of RPM; by contrast, the transmission capacity of vertical screw conveyors in China can only reach 100–600 t/h, and their parts have low service life and high operating costs.3,4 The design and manufacturing technology of vertical screw conveyors in China is not advanced, and two main reasons may explain this. One is the study on transmission mechanism theory. The second is the problem regarding theory design, structural design, material selection, and manufacturing process based on the above theory of efficient screw conveyors. However, the design theory and the method are particularly important.
Studies on the mechanism of high-speed vertical screw conveyors in China are limited. The traditional screw conveying mechanism is used only to clarify some forces’ (friction force of gravity and centrifugal force) spiral vane acted on dispersed particles. 5 However, studies do not mention particles that can form gas–solid two-phase flow under the action of high-speed rotating screw. Their flow field properties can promote particle transport. The traditional screw conveying mechanism indicates that the lowest screw speed is the critical speed, during which particles begin upward movement without relative speed to the screw. When the screw speed is higher than the critical speed, particles begin upward movement. However, at present, the effect of gas on particles is not obvious. Only when the screw speed reaches a certain level can the effect of gas on particles become significant.
The existing theory of the vertical screw conveyor ignores the gas–solid two-phase flow under the action of high-speed rotating screw, thus forming a gas–solid two-phase screw flow in vertical screw conveyor. The flow field properties are helpful in improving the transmission efficiency of particles.
Given the development of computer simulation technology, an increasing number of tests are employed in the simulation of virtual prototypes. This treatment reduces costs, improves efficiency, and solves the microscopic characteristics that are difficult to observe in the actual experiment.6,7 In this study, we have investigated gas phase flow through CFD and FLUENT software. 8 Then, we have analyzed gas–solid two-phase flow through DEM and EDEM software, 9 as well as DEM (discrete element method) + CFD (computational fluid dynamics) method and EDEM + FLUENT software. 10 These methods and simulation software are highly reliable and have been available in the market for many years. EDEM + FLUENT considers the role of the gas in the vertical conveyor, whereas EDEM software ignores the effect of the gas.
Distribution of gas phase flow
We study the speed, pressure, and flow pattern distributions of gas phase flow in the vertical screw conveyor. Furthermore, we analyze its influence on particles, which lay the foundation for gas–solid two-phase flow field which joins particles in gas phase flow.
Calculation model
In consideration of medium mechanics and fluid mechanics, the gas flow in a vertical screw conveyor can be regarded as non-Newtonian fluid flow. Thus, based on the motion state of the gas flow and the calculated cost, this model selects the realizable k–ε model as the eddy viscosity model. This model introduced the variables that are related to the rotation and curvature, thereby enabling the effective simulation of rotation shear flow.
The building model is as shown in Figure 1. The diameter of the screw vane is 0.3 m, the diameter of the screw axis is 0.05 m, the screw pitch is 0.225 m, the hoisting height is 1.2 m, and the leaf thickness is 0.002 m. The model is imported into the ICEM CFD software to select the unstructured mesh network and is then imported into FLUENT software to choose the sliding mesh model to simulate calculation. We stabilize the feed tube wall, and the screw vane counter-clockwise rotation, and calculate using the k–ε turbulence model.

Building model for vertical screw conveyor.
This study only includes the gas phase flow field in the vertical screw conveyor, which uses only air, and does not consider the heat transfer between the flow field and the wall. Thus, a solid boundary material is not necessary. The basic parameters are shown in Table 1.
Parameters of the material.

Distribution of gas velocity
A numerical solution to the gas phase flow in the vertical screw conveyor is present when it undergoes stable operation with a screw rotation speed of 400 r/min. Through simulation analysis, the gas flow field in vertical screw conveyor is vortex and is accompanied by many vortexes, as shown in Figure 2. The figure shows the contrast figures of all speeds after the stable operation. The diagram indicates that during transmission, the axial velocity of the gas is the largest, followed by the tangential speed and the radial velocity. Thus, the gas can promote the elevated and centrifugal movements of particles.

Contrast figures of all speeds for different sections and heights: (a) total velocity, (b) axial velocity, (c) tangential speed, and (d) radial velocity.
Distribution of gas pressure
Through simulation analysis, the pressure distribution can be obtained. Figure 3 indicates that the maximum stress is in the entrance of the conveyor, the pressure decreases with the conveyor height, and the minimum pressure is at the exit, which is negative. Thus, after joining particles, the force between particles and the screw blade, as well as the screw tube wall, not only has friction but also has suction upward by pressure, thereby aiding in particle transport.
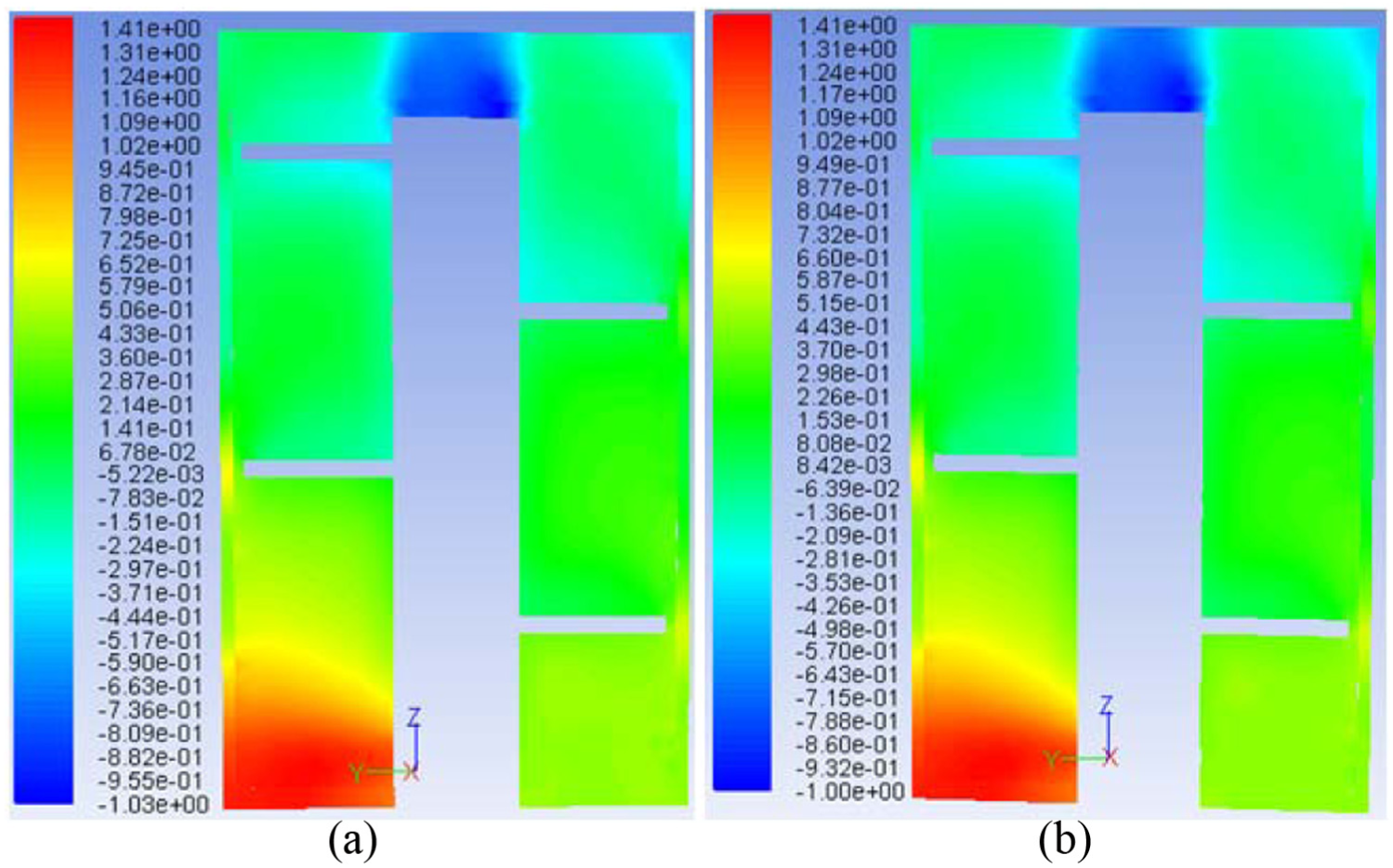
Full pressure distribution for the different times at section x = 0: (a) t = 4 T and (b) t = 7 T.
On the basis of the analysis of the velocity and pressure distributions of gas phase flow, the gas phase flow in the vertical screw conveyor is conducive to the upward transportation of particles.
Form condition of gas–solid two-phase flow
Gas–solid two-phase DEM model
1. Control equation of particle solid phase
In the gas–solid two-phase DEM model, the particle motion is obtained by solving Newton’s second law. We use the particle m with the distance to screw axis r as the analysis object, the rotation of the screw axis as the translational motion, and the movement m to the screw blade as the relative movement. We develop the reference frame oxyz to have dynamics analysis on the particle m, as shown in Figure 4.

Dynamics analysis on the particle m.
According to the relative motion dynamics of particles, the basic equation for the relative motion dynamics of m is

where a is the acceleration particle relative to the screw blade,

where

where

2. Control equation of gas phase
In the gas–solid two-phase DEM model, the motion law of gas phase is described by Navier–Stokes equation. Set
The mass conservation equation for gas phase

The momentum conservation equation for gas phase
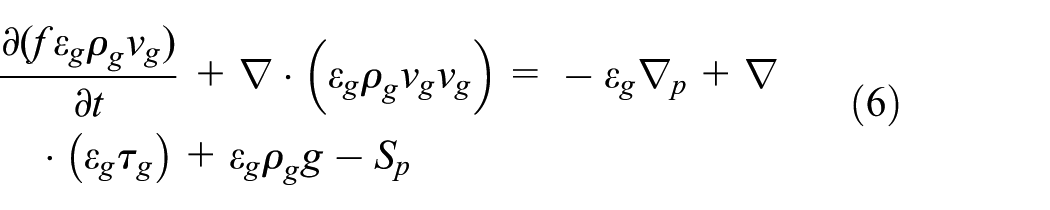
The expression of air drag force is described by formula (3).
Building model
We analyze the changes in the vertical speed of the particles without considering the influence of the gas by EDEM simulation and considering the influence of the gas by EDEM+FLUENT simulation, respectively. The above model in SOLIDWORK software is imported into the EDEM software to facilitate simulation analysis and then combined with FLUENT software for EDEM+FLUENT simulation analysis. The ICEM CFD software is used for the mesh. The particle state in the vertical screw conveyor is obtained without considering gas (EDEM simulation) and by considering gas (EDEM+FLUENT simulation), respectively. Furthermore, the condition gas influence on the particles is also obtained.
The boundary conditions setting includes the setting of entry boundary, exit boundary, and wall. In the inlet boundary setting, the inlet velocity of gas is set as 1 m/s, the hydraulic diameter is 138 mm, the Reynolds number is 9255, and the turbulence intensity is 5.1. In the outlet boundary setting, the outlet boundary is set as free flow outlet, and the flow weight of the fluid on the outlet boundary is 1. In the setting of solid wall boundary, the wall surface is set as non-slip boundary, and the wall surface roughness is 0.5. Standard wall function method is adopted to deal with the boundary turbulent flow field so as to give the correct wall shear stress.
The fluid cell size is 1.25 mm, and the numbers of grid cell is 141,470. Simulation parameters are provided in Table 2.
Simulation parameters.

The main factors that affect the particle velocity in the vertical screw conveyor are screw diameter, particle size, particle density, filling rate, and screw speed. The influencing factors are analyzed by different values, and the condition gas influence on the particles is studied. Simulation conditions are shown in Table 3.
Numerical simulation of the working condition for vertical screw conveyor gas–solid two-phase fluid.

Screw critical speed
The velocity vector diagram and the vertical velocity diagram of the particles at different vertical locations are obtained by EDEM simulation and EDEM + FLUENT simulation, as shown in Figure 5. The mean vertical velocity of the particle value at different vertical locations can be obtained by the diagram and related data.

Velocity vector diagram and vertical velocity diagram of the particles at different vertical locations.
The different contrast figures of vertical velocity of the particles at different screw speeds are obtained by EDEM simulation (without considering gas) and EDEM + FLUENT simulation (by considering gas) when the filling rate is 70%, the screw diameter is 0.3 m, and the particle size is 0.5 mm, as shown in Figure 6.

Different contrast figures of vertical velocity of the particles at different screw speeds: (a) 210 r/min, (b) 220 r/min, (c)230 r/min, and (d) 240 r/min.
As shown in Figure 6, the vertical velocity of the particles increases gradually with increasing screw speed. The vertical velocity of the particles under the two types of simulation is consistent when the screw speed is 210 and 220 r/min, indicating that the influence of gas on the particles is minimal. When the screw speed is 230 r/min, the particle speed is slightly different, and the particle speed by EDEM + FLUENT software (considering gas) is greater than that by EDEM software (without considering gas), thereby indicating that the influence of gas on the particles starts to become significant. When the screw speed is 240 r/min, the speed of the particles is obviously different under the two types of simulation, and the speed difference is larger as well. Such a result indicates that the greater the screw speed, the more that the particle is affected by gas. Thus, the screw critical speed at which the gas began to influence the particle velocity is 230 r/min. When the screw rotation speed is less than the critical speed, the particle speed is not affected by the gas, and it mainly considers the friction force between the particles and the particles, the wall, and the screw blade in the process of conveying particles. When the screw rotation speed is greater than the critical speed, the gas promotes the particle transport, and it mainly considers improving the conveying speed of the particles by the distribution of gas–solid two-phase flow field.
Analysis of influencing factors
Based on the above method for determining the screw critical speed, we use different screw diameters, particle sizes, particle densities, and filling rates as the research objects. We assume the size of simulated particles is consistent. We analyze the screw critical speed under the change of these factors.
We analyze the screw critical speed on different screw diameters when the filling rate is 70%, the particle size is 0.5 mm, and the particle density is 800 kg/m3. The relationship between the screw critical speed and the screw diameter is obtained, as shown in Figure 7. The screw critical speed at which gas affects particles decreases with increasing screw diameter, and this value changes significantly. Thus, the screw diameter is an important influencing factor.
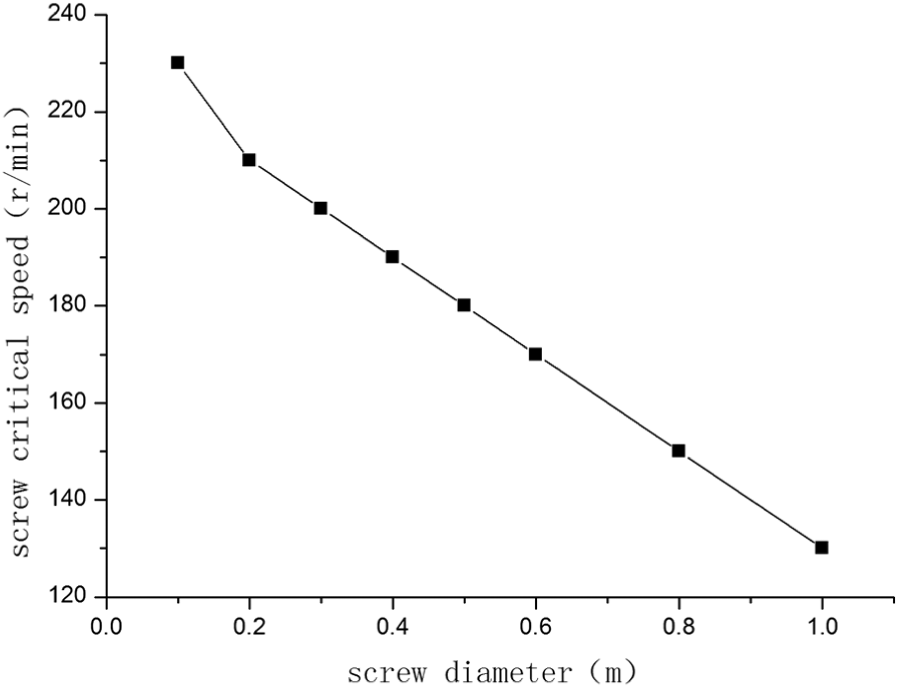
Relationship between the screw critical speed and the screw diameter.
We analyze the screw critical speed on different particle sizes when the filling rate is 70%, the screw diameter is 0.3 m, and the particle density is 800 kg/m3. The relationship between the screw critical speed and the particle size is obtained, as shown in Figure 8. The screw critical speed at which gas affects particles increases with increasing particle size, and this value changes significantly. Thus, the particle size is an important influencing factor.
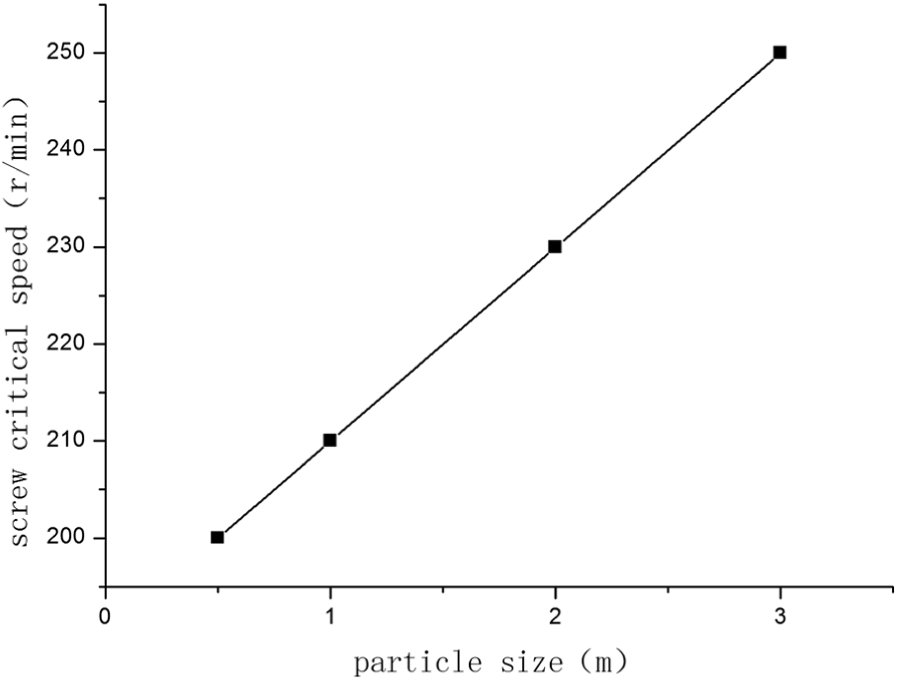
Relationship between the screw critical speed and the particle size.
We analyze the screw critical speed on different filling rates when the screw diameter is 0.3 m, the particle size is 0.5 mm, and the particle density is 800 kg/m3. The relationship between the screw critical speed and the filling rate is obtained, as shown in Figure 9. The screw critical speed at which gas affects particles increases with increasing filling rate. However, its changes are not obvious. Thus, the influence of filling rate can be ignored.
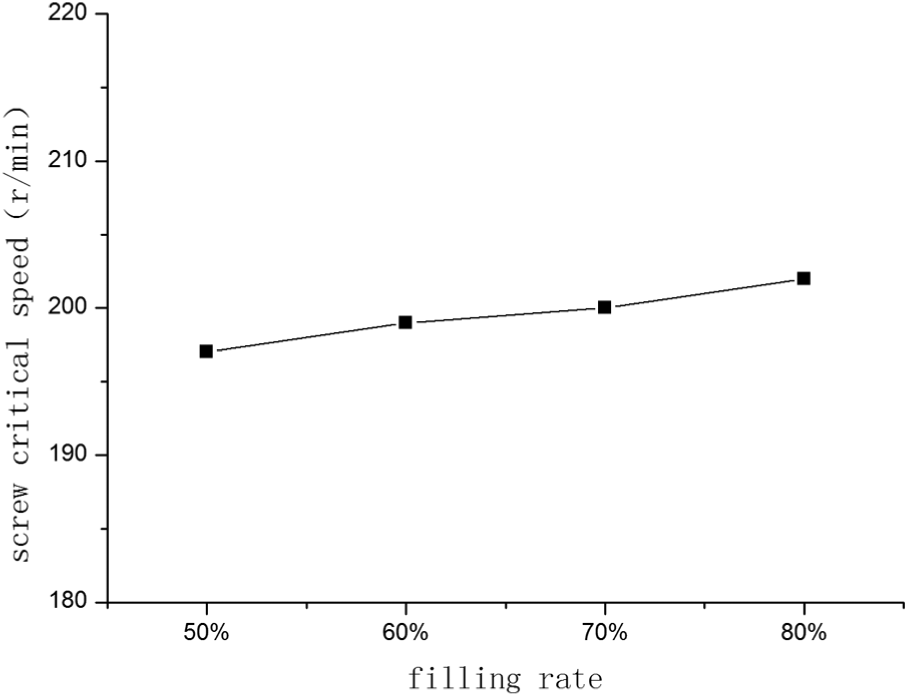
Relationship between the screw critical speed and the filling rate.
We analyze the screw critical speed on different particle densities when the filling rate is 70%, the screw diameter is 0.3 m, and the particle size is 0.5 mm. The relationship between the screw critical speed and the particle density is obtained, as shown in Figure 10. The screw critical speed at which gas affects particles increases with increasing particle density. However, its changes are not obvious. Thus, the influence of particle density can be ignored.

Relationship between the screw critical speed and the particle density.
The influence of particle density and filling rate on the screw critical speed is minimal, whereas the influence of screw diameter and particle size on the screw critical speed is considerably greater. Therefore, the relationship of screw critical speed to screw diameter and particle size is analyzed in the next step.
Analysis of influence function
We analyze the change trend of the screw critical speed under different screw diameters and particle sizes via MATLAB, as shown in Figure 11. Given the increase in particle size and the decrease in screw diameter, the screw critical speed at which gas began to influence the particle speed also showed an increasing trend.

Screw critical speed under different screw diameters and particle sizes.
We use MATLAB for polynomial fitting on simulation results; the fitting regression equation is as follows

In the preceding equation,
Thus, if the screw rotation diameter and the particle size are known, when the screw speed is less than the screw critical speed proposed in formula (7), the particle speed is not affected by the gas, indicating that the influence of the gas can be ignored. Furthermore, the friction force between the particles, the wall, and the screw blade is considered in the process of conveying particles. When the screw rotation speed is greater than the critical speed, the gas in the vertical screw conveyor promotes particle transport, indicating that gas–solid two-phase flow field is formed. Thus, we can consider improving the conveying speed of the particles by the distribution of gas–solid two-phase flow field.
Experimental verification
Test rig of vertical screw conveyor
We set up an efficient vertical screw conveying test bench (Figure 12) to verify the correctness of the above methods.

Efficient vertical screw conveying test bench: (a) vertical screw conveyor, (b) relative rotary feeding head, (c) mobile chute, and (d) grain circulation system.
The experimental process is mainly detailed below: the vertical screw conveyor is installed in the middle of the movable double beam gantry, which can be shuffled with adjustable speed by car. This car can go up and down by carriage and fixed frame and can move back and forth by mobile double beam gantry. This system enables the vertical screw conveyor to move around to feed particles. Mobile chute is used for holding the discharge material during measurements. The screw rotates through the drive and feeds at the bottom rotation in reverse fashion. The material served on mobile is taken into the vertical screw conveyor for vertical transmission. The length of the vertical screw conveyor is 1.2 m, with a long glass in the middle section (for the high-speed camera that measures particle velocity). The diameter of the screw blade is 0.2 m, and the screw speed can reach 45–600 r/min with adjustable speed. The screw pitch is 0.1 m, and the tube wall of screw conveyor is steel. The bottom of the vertical screw conveyor is sleeved by the screw feeding, whose import face is open wide type. The feeder is driven by independent screw feeding, at an adjustable feeding speed of 5–200 r/min.
The test rig can measure the speed of particles under different screw pitches, screw speeds, and materials, which can be measured by a high-speed camera.
Results and analysis
We measure the vertical speed of middle particles in a screw pitch with the millet, whose particle sizes are 1 and 2 mm, and compare the test result with the simulation analysis result, as shown in Table 4.
Compare table between the test result and the simulation analysis result.
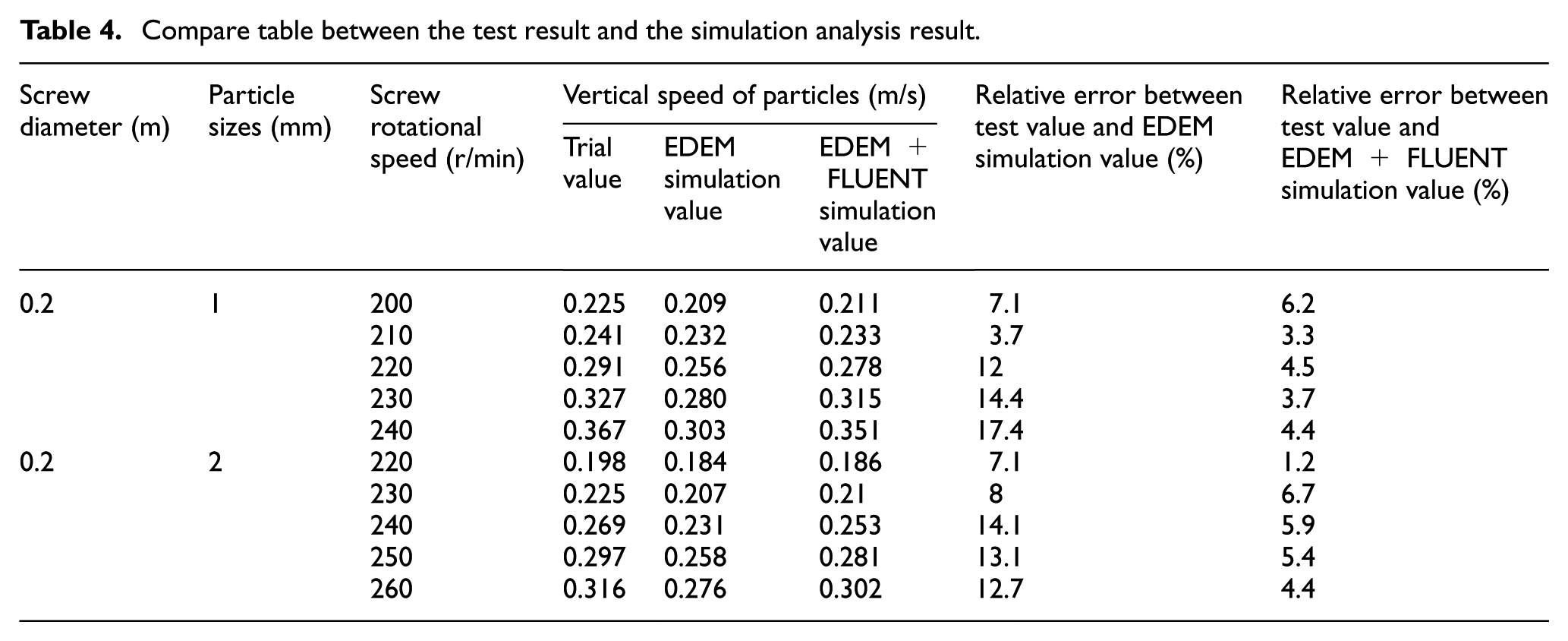
Table 4 shows that the relative error between the test value and the EDEM + FLUENT simulation value is less than that between the test value and the EDEM simulation value, thereby indicating that the results of EDEM + FLUENT simulation are closer to the real value than those of EDEM simulation.
When the screw diameter is 0.2 m, the particle size is 1 mm and the screw critical speed obtained from formula (1) is 220 r/min, and when the screw diameter is 0.2 m, the particle size is 2 mm and the screw critical speed obtained from formula (7) is 230 r/min. Table 4 indicates that when the screw rotational speed is less than the screw critical speed, the relative error between the test value and the EDEM value is less. By contrast, when the screw rotational speed is greater than the screw critical speed, the relative error between the test value and the EDEM value is larger. At this time, we need to consider the role of gas affecting particles, whose simulation is more accurate by EDEM + FLUENT simulation, thereby also verifying the validity of the screw critical speed for formula (7).
Conclusion
In this article, we study the velocity distribution of gas phase flow when the vertical screw conveyor is idle by FLUENT simulation. During transmission, the axial velocity of the gas is the highest. The tangential speed is second, and the radial velocity is the smallest. Thus, the gas is beneficial to the elevated movement and the centrifugal movement of the particles. We also study the pressure distribution of gas phase flow. We find that the pressure decreases with the conveyor height, and the minimum pressure is at the exit, which is negative, thereby aiding in particle transport.
In this article, we study the distribution of the vertical speed of the particles without considering the influence of the gas by EDEM simulation and considering the influence of the gas by EDEM + FLUENT simulation. The screw critical speed at which the gas began to influence the particle velocity is obtained. We analyze the relationship between the screw critical speed and the screw diameter and particle size and obtain the conditions that form gas–solid two-phase flow in the vertical screw conveyor. These conditions establish a foundation for the design method based on gas–solid two-phase flow in the vertical screw conveyor.
Footnotes
Handling Editor: Jiin-Yuh Jang
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was supported by the National Natural Science Fund Project under Grant No. 51575370, the Fund for Shanxi “1331 Project” Key Subjects Construction, and the Scientific and Technological Innovation Programs of Higher Education Institutions in Shanxi under Grant No. 2017160.