
Abstract
This article investigates gas–solid two-phase flow in a vertical screw conveyor and analyzes the distribution function of the circumferential velocity of particles in the radial direction. Theoretical analysis combined with EDEM+FLUENT simulation analysis is performed to determine the best fill rate, the best screw speed, and critical Reynolds number when Taylor–Couette–Poiseuille flow stable helical vortex forms in the vertical screw conveyor. The formula for the critical Reynolds number and the best throughput is determined under different friction coefficients to establish an efficient design method based on Taylor–Couette–Poiseuille stable helical vortex flow. The method greatly benefits the design of vertical screw conveyors.
Keywords
Introduction
The vertical screw conveyor is a type of conveyor without flexible traction components. This equipment pushes particles to move through a rotary shaft with a screw blade. In the traditional screw conveying mechanism, the centrifugal force produced by the rotating screw acts on the medium particles, thereby generating friction between the particles and the tube wall. This friction force overcomes the gravitational force of the particles, preventing them from falling.1,2 Although the structure of the vertical screw conveyor and the conveying principle of the particle are simple, the mechanism of the transport process is very complex. At present, in designing the screw conveyor, performance parameters are determined based only on experience formulas and experimental data, whose method consists mainly of material group and single particle.3–6 The material group method, with the particle group as the research object, analyzes the theoretical criterion on different shapes of free surface the material formed in the vertical conveyor. This approach provides a foundation for the design of the screw conveyor, but at the expense of simplifying the established mathematical model and the complexity of experiment, consequently disregarding the role of the gas–solid two-phase flow. Therefore, the mentioned design methods are hindered by these limitations.
The gap in two rotating concentric cylinders produces a secondary flow (Taylor vortex), which is known as the Taylor–Couette (TC) flow.7–9 Various complex patterns are produced because of the differing radius ratios, rotating angular velocities, and fluid characteristics of the two concentric cylinders. 10 When the outer cylinder is stationary, the flow moves circularly in the horizontal plane around the cylindrical axis if the inner cylinder rotates at a low rotating speed; this movement is called the basic Couette flow. When the angular velocity of the inner cylinder reaches a critical value, the Couette flow begins to lose stability. Then, a new axisymmetric steady flow emerges and reverses the vortex along the axial direction and adjacent vortex. The flow above is called the TC flow, which moves along the circumferential direction only without an axial direction. If an axial force is exerted on the movement, the TC flow simultaneously achieves circumferential speed and axial speed, and this phenomenon is called the Taylor–Couette–Poiseuille (TCP) flow.11–14 As the Reynolds number is increased, TCP flow can produce various vortexes, such as laminar Taylor vortex, stable helical vortex (SHV), and fluctuant helical vortex.15–17 The radial velocity of the Taylor–Couette–Poiseuille stable helical vortex (TCP-SHV) flow is 0, which contributes to the sucking in of the granular media into the screw conveyor. Consequently, an extremely high-density gas–solid two-phase flow is generated, greatly improving the conveying efficiency. As the Reynolds number increases further, the flow will produce a wide range of disorders, resulting in a turbulent flow.
In a vertical screw conveyor having a screw blade with a high rotation speed, when the particle is small, the interaction between the particles and the air is not ignored, resulting in more complex movements of the particle. G Yuhang 18 simulated the gas phase flow field in the conveyor to obtain the distribution of the gas flow velocity and pressure, and the large axial velocity and tangential velocity can help to lift materials. The existing theory of the vertical screw conveyor ignores the gas–solid two-phase flow under the action of high-speed rotating screw, thus forming a TCP-SHV in vertical screw conveyor. The flow field properties are helpful in improving the transmission efficiency of particles. Once a TCP-SHV flow is formed in the vertical screw conveyor, particles can be effectively transported with reduced power consumption. Once the TCP-SHV flow is broken, the power consumption increases and the throughput is reduced; such a situation is unfavorable for particle transport.
By combining theoretical analysis with EDEM+FLUENT simulation analysis, this article determines the best filling rate, the best screw speed, and the critical Reynolds number when a TCP-SHV flow is formed in the vertical screw conveyor to obtain an efficient design method based on TCP-SHV. The developed method would be greatly beneficial to the design of the vertical screw conveyor.
The applicability and validity of EDEM+FLUENT simulation analysis have been affirmed by Owen and Cleary, 19 S Xinyu, 20 Z Xiansheng, 21 S Xiaoxia and M Wenjun, 22 and so on. In these articles, the obtained simulation data were very close to the experimental data, and the error was within an acceptable range. To ensure that the screw axis has good rigidity, the shaft radius of the model established in this article is 0.3 times of the screw radius.
Average circumferential velocity of the particle and the throughput
Analysis of particle velocity
Figure 1 shows the analysis of the particle velocity in the vertical screw conveyor. As shown, the absolute motion of the particle

Analysis of the particle velocity.
Let



Circumferential velocity of the particle
A large part of the energy consumed in the vertical screw conveyor is used for maintaining the circular motion of the particle. In the simulation analysis of the particle flow in the vertical screw conveyor, the built mode is as shown in Table 1.
The simulation mode of vertical screw conveyor.

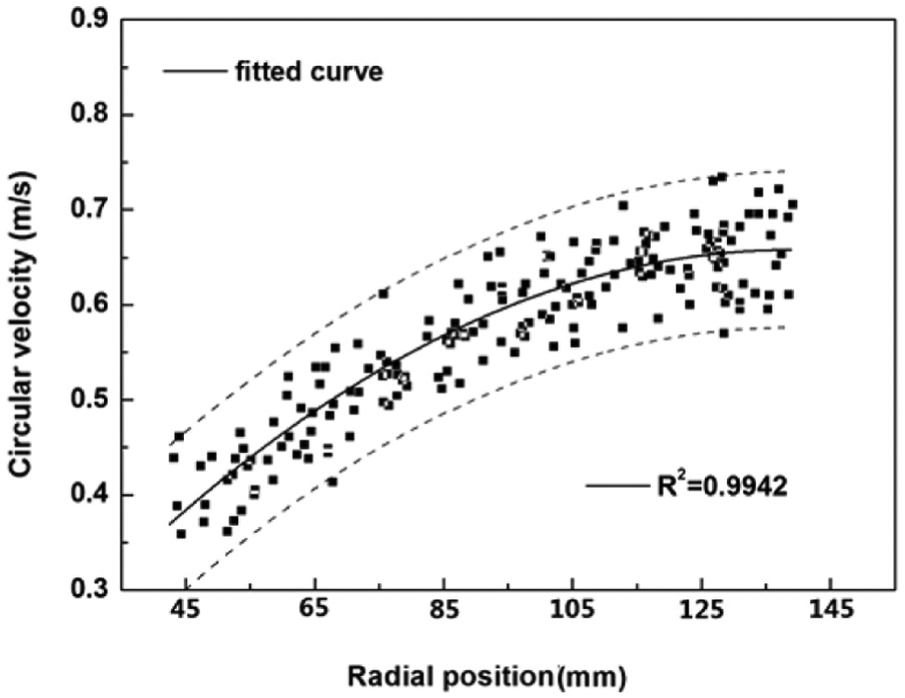
By the simulation with the above mode, Figure 2 shows the regularities of distribution of the circumference velocity of the particle on the radial distribution. We have fit the simulated data by polynomial fitting function inside the origin software, and the fitted curve function is obtained. The coefficient of determination is 0.9931, which is relatively high. The fitted curve function in the figure is as follows


Regularities of distribution of the circumference velocity of the particle on the radial distribution.
Formula (4) for the circumference velocity of the particle is obtained by the fit function, and then the average rotational velocity of the particle can be obtained. Finally, the formula for the throughput can be obtained.
This fitting function is derived when the screw speed is

The preceding analysis reveals that the circumference velocity of the particle is a quadratic function of the screw radius whose quadratic term coefficient is negative.
When the simulation model is changed with
Regularities of distribution of the circumference velocity of the particle on the radial distribution.
According to Figures 2 and 3, the circumference velocities of the particles of the two curves are at their minimum (0.34 m/s) when
Therefore, the quadratic function of the circumference velocity of the particle is as follows

Quadratic function of the throughput

Therefore, the average rotational velocity of the particle is as follows

To maintain the good rigidity of the screw axis, the screw axis radius is set to 0.3 times of the screw radius, that is,

According to Figures 1 and 2, the average vertical velocity of the particle can be obtained as follows

By substituting formula (10) into the throughput formula, we obtain the following
In the preceding equation,
Using EDEM+FLUENT simulation analysis to build a model for different screw radii
The simulation parameters.

The simulation throughput at different screw speeds of 200, 300, and 400 r/min as well as different screw radii of 100, 200, and 300 mm was obtained to verify the correctness of the deduced theoretical throughput, and the experimental data from the work done by Z Zhanyi and Xiaoxia 23 were also used to verify the correctness of theoretical throughput, as shown in Figure 4. The obtained simulation data and experimental data were very close to the theoretical data, and the error was within an acceptable range.

Comparison between the theoretical throughput and the simulation throughput under different screw radii and screw speeds: (a)
The air velocity at different screw speeds of 200, 300, and 400 r/min with screw radii of 200 mm was obtained, as shown in Figure 5. The speed of the particle and the airflow are in the same direction, but the speed of airflow significantly is greater than the speed of particles. The gas can push the particle transport, which can consider mainly improving vertical speed by distribution of gas–solid two-flow field.

Vertical speed of particle and gas, with screw radii of 200 mm: (a)
Design method based on TCP-SHV
The model and calculation procedure of EDEM+FLUENT
In order to simulate the actual particles transmission, conveyor adopts method of feeding head, and the initial parameters are as follows: radius of spiral blade:
The model build by SOLIDWORKS software is imported in EDEM software, as shown in Figure 6. And, the model by SOLIDWORKS software also is imported in ICEM software to generate mesh, and all use unstructured grid.
EDEM model for vertical screw conveyor.
The EDEM+FLUENT model constitutes of FLUENT calculation of gas phase field and EDEM calculation of particle dynamics. When simulating, to perform solution of particle phase field and gas phase field alternately, the following specific steps are followed:
The gas phase flow field and particle flow field are initialized.
Having numerical solution to control equation of gas phase within the given time step using SIMPLEC method and obtaining the velocity field of gas phase.
Solving the particle movement. Solving the air drag force and pressure gradient force, respectively; judging whether collision between particles and particles, the wall, the screw blade occurs, and if collision occurs, calculating the impact force; then, calculating the force and moment the particles suffer and then determining the acceleration of particle collision according to Newton’s second law; finally, calculating the position and speed of all particles after a time step in order to determine the motion curve of particles.
Updating the void fraction in the gas phase flow field grid and computing the average speed of particles in grid and calculating the reaction source term of the particle to flow field.
Amending the gas phase control equation and then concluding the new gas phase flow field.
Repeat steps (2)–(5), until the end of the step length.
The flow characteristics when a TCP-SHV flow is formed in the vertical screw conveyor were analyzed under different filling rates and different screw speeds.
Best filling rate
The velocity vector and trajectory of the particle were obtained by conducting EDEM+FLUENT simulation analysis, as shown in Figure 7. The direction of the velocity vector of the particle group is inconsistent. At the lower strata in the particle group, that is, near the working face of the screw blade, the angle between the direction of the particle velocity and the screw blade is not large, indicating that the underlying particle has a large circumference velocity due to the restriction by the upper particles. However, the particle has a smaller upward transport speed, suggesting that the transport efficiency near the working surface of the screw blade is not high. Thus, as the height of the particle group increases, the angle between the direction of the particle velocity and the screw blade gradually increases. When the middle of the particle group is reached, the angle between the direction of the particle velocity and the screw blade no longer changes. The angle no longer changes within the upper layer of the particle group, whose velocity direction in the same diameter shows a nearly parallel characteristic.

Chart for velocity vector and trajectory of particle swarm when screw speed is 500 r/min and the filling rate is 60%.
To obtain the best filling rate, therefore, the velocity direction of the vast majority of particles of the same diameter must possess a nearly parallel characteristic.
According to Figure 1,
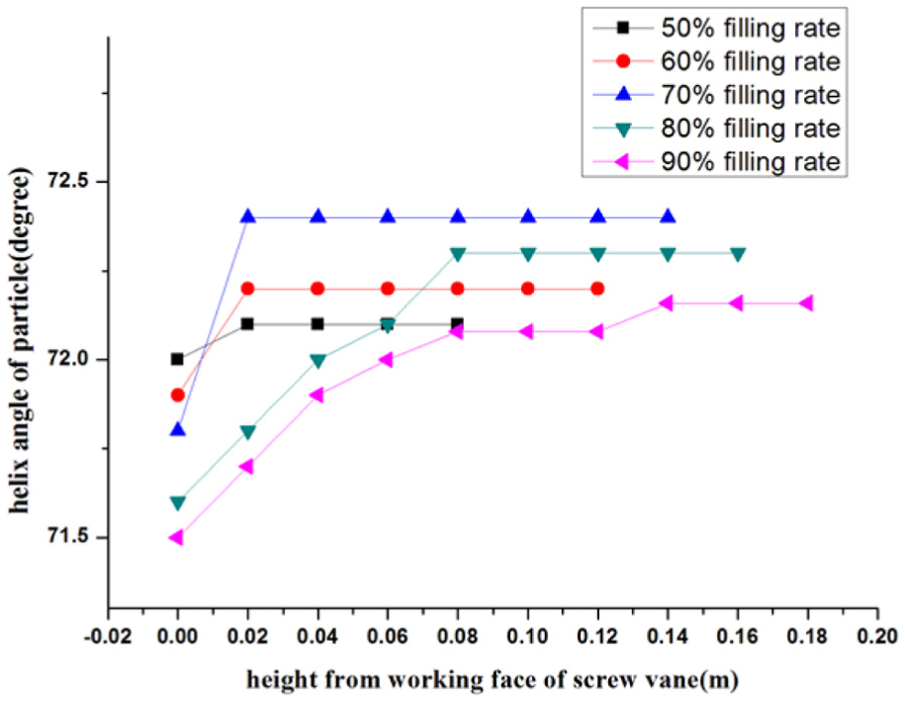
Helix angle of the particle swarm at different filling rates.
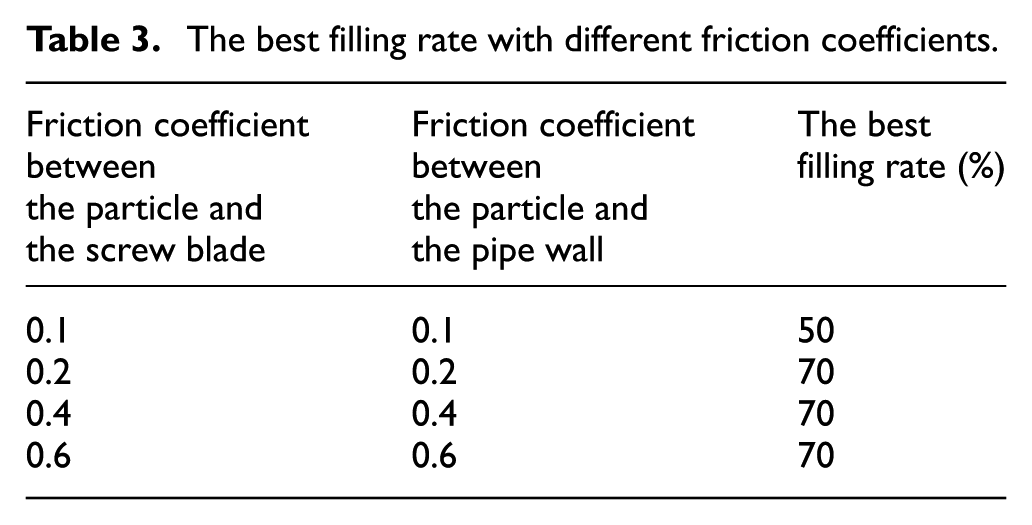
As shown in Figure 8, when the filling rate is 50%, 60%, or 70%, the velocity direction of the particle flow in the same radius is nearly the same with the exception that the velocity direction of the particle has a smaller angle on the working face of the screw blade, whose particle flow is TCP-SHV. However, when the filling rate is 80% or 90%, the lower layer of the particle flow has a small angle of velocity direction of the particle and is almost parallel to the upper layer. This phenomenon indicates that the interaction among particles is strengthened with the increase in the filling rate, which in turn destroys the TCP-SHV flow. A higher filling rate corresponds to a higher efficiency of the screw conveyor. Therefore, when the friction coefficient between the particle and the screw blade is 0.2, the friction coefficient between the particle and the pipe wall is also 0.2 and the best filling rate of the TCP-SHV flow formed in the vertical screw conveyor is 70%.
According to the above method, the best filling rate of TCP-SHV formed in the vertical screw conveyor with different friction coefficients is as shown in Table 3.
The best filling rate with different friction coefficients.
Best screw speed
Analysis of the helix angle
Figures 9 and 10 show the trajectory diagram and the helix angle diagram of the particle at different screw speeds when the filling rate is 70%.

Trajectory diagram of the particle at different screw speeds when the filling rate is 70%.

Helix angle diagram of the particle at different screw speeds when the filling rate is 70%.
As shown in the graph, when the screw speed is less than 200 r/min, the trajectory of the particle flow is TC flow, which manifests only circumferential movement without axial movement. When the speed exceeds 200 r/min, the trajectories of particles teem with the helix, whose flow field turns into the TCP flow state. As the screw speed is increased to 200, 300, 400, and 500 r/min, the trajectory length of the particle increases, indicating that the average vertical speed of the particle flow increases. As the screw speed increases, the color of the trajectory gradually changes from blue and green into red, suggesting that the average speed of the particle flow is also increased. However, when the screw speed is further increased from 500 to 550 r/min, the growth of the trajectory length of the particles is reduced, and the helix angle decreases. Meanwhile, the speed of the particle is increased, meaning that the growth rate of the circumferential velocity of the particle is increased. The reason is that when the screw speed becomes excessively high, the particle will be thrown outward because of the extremely large centrifugal force. By this time, the TCP-SHV is no longer stable and is disturbed, and the particles are no longer being conveyed efficiently.
Thus, the flow field in the screw conveyor is TCP-SHV when the screw speed ranges from 200 to 500 r/min. A higher screw speed corresponds to a greater average vertical speed of the particle, which in turn corresponds to a higher efficiency of the screw conveyor. Therefore, when the friction coefficients between the particle and screw blade and the pipe wall both are 0.2, the best screw speed of the TCP-SHV flow formed in the vertical screw conveyor is 500 r/min.
Analysis of the vorticity state
In view of the roles of centrifugal force and friction, the particle flow in a vertical screw conveyor is vortex flow, causing the particle in the vertical screw conveyor to produce vorticity stream. The vorticity is defined by the angular velocity of a particle point in the particle flow, whose size represents the size of the curl in the flow field. A larger vorticity stream corresponds to a larger rotating angular velocity and, in turn, a stronger rotary motion, which is unfavorable for the vertical transport of particles. Figure 11 shows the vorticity with the changes in the screw speed.

Vorticity stream with the changes in the screw speed.
As shown in Figure 11, when the screw speed increases from 400 and 450 to 500 r/min, the vorticity displays no significant change. However, when the screw speed increases from 500 to 550 r/min and further to 600 r/min, the vorticity stream becomes larger, indicating that the vortex intensity is increased. Consequently, the rotary motion of particle flow is enhanced, and the particles are not being conveyed efficiently. Therefore, the best screw speed of the TCP-SHV flow formed in the vertical screw conveyor is 500 r/min; this finding is the same as the results for the analysis of the helix angle.
Critical Reynolds number
According to formula (6), the average circumferential speed of the particle is as follows

Substituting

Placing the formula of the Reynolds number in the vertical screw conveyor, the following is obtained
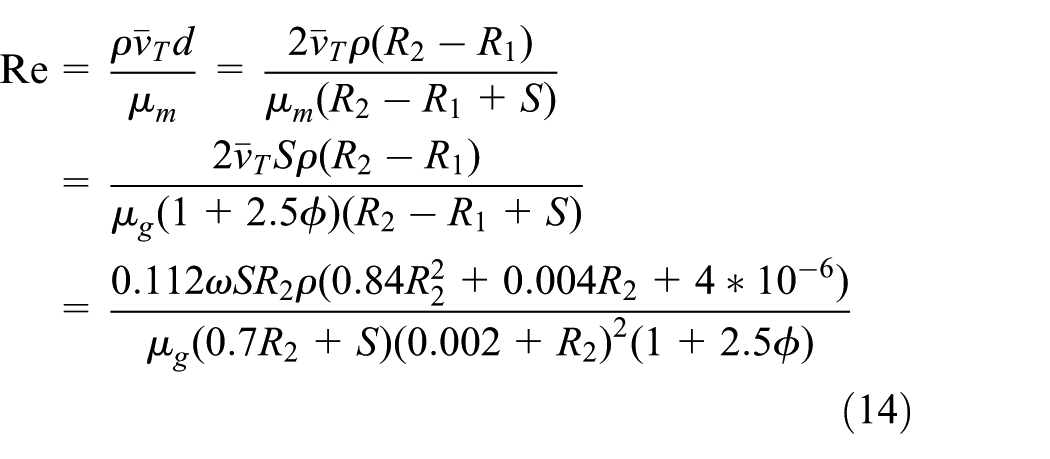
where
According to the preceding simulation calculation, the best screw speed of the TCP-SHV flow formed in the vertical screw conveyor is 0 and the best filling rate is 70%, and when
Substituting these parameters in formula (14), the critical Reynolds number of the TCP-SHV flow formed in the vertical screw conveyor can be obtained as follows

According to the simulation and the formula of Reynolds number, the best screw speed and the critical Reynolds number of the TCP-SHV flow formed in the vertical screw conveyor when
The best screw speed and the critical Reynolds number.
The relationship between the critical Reynolds number and the screw radius is obtained fitting the critical Reynolds number and the screw radius, as shown in Figure 12.

Linear fit of the critical Reynolds number.
By performing linear fitting for Figure 12, the linear fitting function can be obtained as follows

According to the preceding analysis, the linear fitting function of the critical Reynolds number for different friction coefficients can be obtained, as shown in Table 5.
The linear fitting function of the critical Reynolds number for different friction coefficients.

Best throughput
Using formula (14) for the Reynolds number, the formula for the best screw speed can be expressed as follows

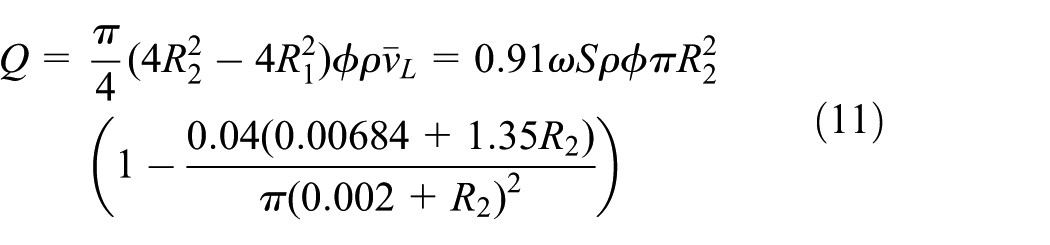
Formula (16) is substituted to formula (11) for the throughput to derive the formula for the throughput of the TCP-SHV flow formed in the vertical screw conveyor as follows

where Q is the throughput (t/s);
Design method process
When the throughput Q, the transport height H, the packing density of the particle
Using the friction coefficients
Input the best filling rate, the critical Reynolds number, pitch
Use formula (17) for the throughput to obtain the screw radius
Input the screw radius
In the formula
Efficiency of the method
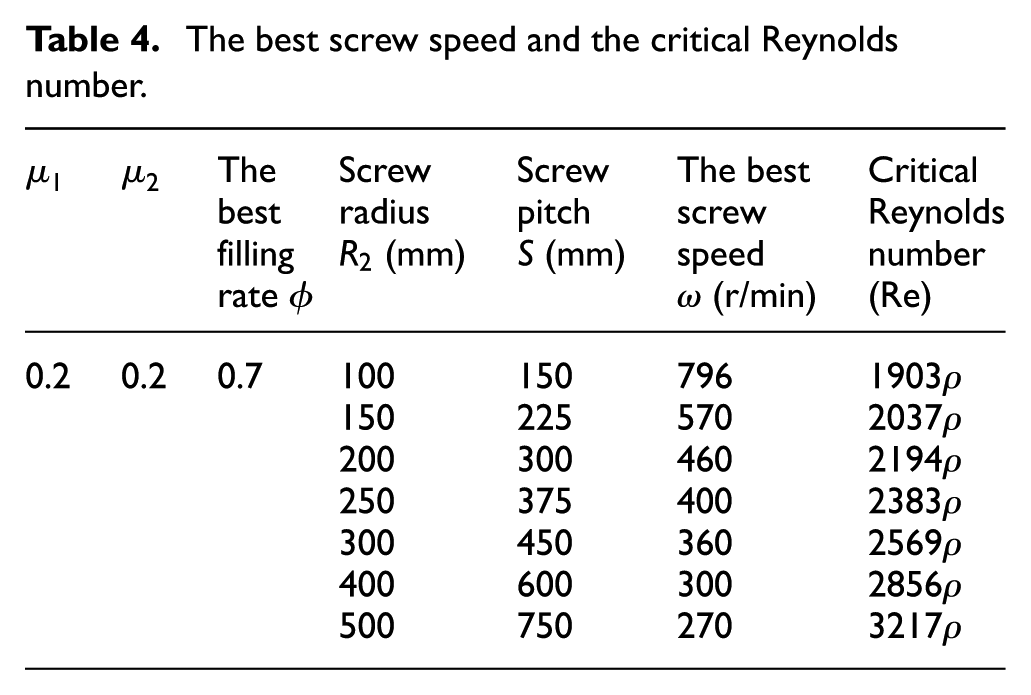
Table 6 shows the comparison of the proposed method with the design method of the vertical screw conveyor based on the material group method used in the design manual of continuous conveyor.
Comparison of conveying capacity.
Using the design method of the vertical screw conveyor based on TCP-SHV in this article, the throughput of the vertical screw conveyor can be increased by 20% with the same screw radius, the same pitch, and the same particle.
Conclusion
This article analyzed the speed of the particle in the vertical screw conveyor and the distribution function of circumferential speed of the particle in the radial direction. Thus, the formula for the throughput was deduced.
On the basis of the helix angle and vorticity of the particle flow, this article determined the best filling rate and the best screw speed of the TCP-SHV flow formed in the vertical screw conveyor. In addition, the formula for the Reynolds number was deduced. Thus, the critical Reynolds number and the best throughput were obtained under different friction coefficients.
This article proposed an efficient design method for the vertical screw conveyor based on TCP-SHV. This method increases the throughput of the vertical screw conveyor by 20% for the same screw radius, the same pitch, and the same particle. The proposed method is greatly beneficial for the design of the vertical screw conveyor.
Footnotes
Academic Editor: Yangmin Li
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was supported by the National Natural Science Fund Project under grant no. 51575370, the Shanxi International Cooperation Project under grant no. 2015081008, the Shanxi Jincheng science and technology plan project under grant no. 201501004-7, and the Scientific and technological innovation programs of higher education institutions in Shanxi under grant no. 2017160.