
Abstract
Adding three-dimensional printed objects on existing surfaces enables creation of multi-material objects with tailored mechanical properties. Especially, the tensile strength of a textile fabric is advantageous in comparison with three-dimensional printed polymeric parts, while the latter can increase the stiffness of the composite. The adhesion forces between both material partners, however, are crucial for the reliability of the multi-material object. While several printing and material properties have been shown to influence the adhesion previously, this article concentrates on the possible pretreatment methods for three-dimensional printing on a cotton fabric. In our experiments, we have shown that especially pretreatments which made the textile surface more hydrophobic or more hydrophilic resulted in significant modifications of the adhesion forces. In addition, the adhesion is influenced by the infill orientation, with an orientation of 90° being significantly advantageous compared to 0°. While surface roughness was also shown to depend on the infill angle, no significant differences of the tensile strength or the elongation at break were measured.
Keywords
Introduction
Three-dimensional (3D) printing includes several additive manufacturing methods, such as stereolithography, selective laser sintering, or fused deposition modeling (FDM). This technology allows primary shaping of 3D objects for diverse applications 1 and is sometimes considered to be part of a new industrial revolution or “industry 4.0.”2,3 The key factor in FDM technology and in almost all plastic additive technologies is the so-called “printing direction” which influences both mechanical properties 4 and accuracy, especially surface layer quality. 5
In spite of the optimistic expectations which are still correlated with 3D printing by many people, the fact should be taken into account that nowadays the sizes of 3D printed objects are limited by printer dimensions and printing times. While technologies start getting faster, especially printing objects with the inexpensive FDM technology can still take days for shapes in the order of (10 cm) 3 if high resolutions are required. Printing a complete garment, for example, would be much more time and cost consuming than creating the garment in a common way and adding 3D printed features where necessary. This is one of the reasons to examine combinations of 3D printed parts with diverse materials which can be produced at larger scales, for example, other plastics, wood, metals, or textiles.
While stereolithography and selective laser sintering are often regarded as the best technologies with respect to object durability 6 and dimensional accuracy, 7 the FDM technology is not only relatively inexpensive but also enables printing on existing objects. FDM printers melt a polymer filament in an extruder nozzle and deposit the molten material on the printing bed—or another substrate, for example, a textile fabric placed on the printing bed—until the first layer is completed. After lowering the printing bed—or lifting the printing nozzle—by the layer thickness, the next layer can be printed onto the first one, and so on. 8 Typical materials used for FDM printing are acrylonitrile butadiene styrene (ABS), polylactic acid (PLA), or nylon (polyamide 6.6 (PA 6.6)), 9 but there are several other materials available nowadays, from polycarbonate (PC) or polypropylene to magnetic, electrically conductive, color-changing materials or filaments including rigid and flexible components, the first of which can be washed out after printing, to facilitate printing flexible objects. 10
In recent years, first experiments dealing with 3D printing textile structures 11 or combining fibers 12 or net-like structures 13 with textile materials were performed. The adhesion between different polymers and textile fabrics was investigated in comprehensive studies.14,15 Especially, the distance between printing nozzle and textile substrate has turned out to be crucial for the adhesion force. 16
On the other hand, first tests of different pretreatments on textile materials showed that washing or plasma treatments resulted in opposite effects on the measured adhesion forces for printing with soft polymers on cotton and polyester fabrics. 17 This finding was explained by the idea that different modifications of the hydrophobicity of these textile substrates due to the pretreatments might result in different impacts on the adhesion forces.
In our article, we concentrate on pretreating a cotton fabric with a broad variety of physical and chemical modifications and testing the adhesion forces between the pretreated cotton and an imprinted PLA object, with the aim to investigate whether hydrophobicity is really an important factor for the resulting adhesion forces.
In addition, the infill angles (i.e. the printing directions) were modified. Surface roughness values of the first and the second printed layer were examined with respect to infill angles. This property is often measured and optimized for pure 3D printed objects18,19 but has not been examined for prints on textiles yet. Finally, to estimate the adhesion between neighboring printed lines and the influence of printing on a rough textile surface, the tensile strength was measured for different infill angles and textile pretreatments and compared with bulk values for PLA.
Materials and methods
The textile material under examination is a cotton fabric usually used to create jeans, woven with a twill 3:1 structure (Figure 1). Its thickness is 0.90 mm (measured according to DIN EN ISO 5084); the areal weight is 371 g/m2 (measured according to ASTM D3776). The fabric has 3.5 warp threads per centimeter and 2.5 weft threads per centimeter.

Surface of cotton fabric used for printing. The arrow marks the printing direction defined as 0°.
Surface pretreatments were performed by the following methods due to the reasons described below:
Glue stick (Pritt, Düsseldorf, Germany)—using a glue stick is a typical method to fix objects printed from PLA or nylon on the printing bed during the printing process;
Hairspray (MAXIM Markenprodukte GmbH & Co. KG, Pulheim, Germany)—this is also a typical method for fixing an ABS object during the printing process;
Waterproof spray (Zekol; Herner Aerosol Service und Technik GmbH, Herne, Germany) — this spray can be expected to create a more hydrophobic textile surface;
Acetone (1 h, afterwards washing in water)—a typical lab cleaning agent which may clean the cotton from greasy pollutants;
NaOH (30 s in 0.2 M NaOH, afterwards washing in water)—a base which is used at higher concentrations for mercerizing CO, that is, changing the fiber cross-sections, and which is expected here to have a cleaning effect;
Washing—a process necessary for desizing the fabric, that is, to remove the size used to prepare the cotton yarn for weaving. Since the size is mostly hydrophobic, washing can be expected to create a more hydrophilic surface;
Rubbing (using a linear rubbing tester according to DIN EN ISO 13427 and 400 grit size abrasive paper)—rubbing modifies the surface structure, potentially influencing the hydrophobicity of the textile by changing physical parameters, opposite to the treatments described before aiming at changing chemical parameters of the textile;
Ironing (1 min at level 2 of 3)—due to the combination of heat and pressure, ironing may also change the physical properties of the textile surface;
Ironing after printing (1 min at level 2 of 3)—as the only after-treatment, ironing after the printing process was used due to the idea that in this way the PLA may be molten again and pressed deeper into the textile fabric;
Laser engraving (CO2 laser, 16 W, 600 mm/s, 0.2 mm line distance)—since high-energy short-time laser pulses are known to modify the fiber structure especially of man-made fibers, the possible influence of laser radiation with lower power for longer times was tested.
As a printing material, PLA, a material which has been found superior to ABS or nylon in terms of adhesion to textile surfaces, was used. 16
Printing was performed on the FDM printer Orcabot XXL (Prodim, Helmond, The Netherlands). The printing parameters were as follows: nozzle diameter, 0.4 mm, layer thicknesses, 0.25 mm (first layer) and 0.2 mm (second layer), respectively, nozzle temperature, 200 °C, and printing bed temperature, 60 °C. The distance between the nozzle and the printing bed was chosen as 0.4 mm with an accuracy of ±0.01 mm, that is, the nozzle printed inside the textile substrate. Due to the significant impact of this value on the adhesion force, 16 it was measured twice a day to ensure that no thermal or other influences modified it. It should be mentioned that smaller distances, although resulting in higher adhesion forces, 16 may lead to clogged nozzles which was to be avoided in this investigation in order to prevent misinterpretations of the results. Thus, a middle distance was chosen which enabled smooth printing combined with sufficient adhesion values.
For all tests, rectangles of 250 mm × 25 mm area were created with a nominal height of 0.45 mm, that is, two layers. Each textile pretreatment and infill orientation, respectively, was examined using three printed samples. For construction, Autodesk Inventor was used. The exported stl files were imported in the Repetier-Host for slicing them.
The adhesion was measured according to DIN 53530 and the results were evaluated according to ISO 6133 defining the analysis of multi-peak results obtained in adhesion force investigations. Due to our experimental results, the method for more than 20 peaks was used.
Tensile tests were performed based on EN ISO 13934, using rectangular samples instead of the often used bone-shaped ones, to exclude undesired effects due to special filling patterns necessitated by printing bone-shaped areas. Since the same rectangles were used as for the adhesion tests, the width was 25 mm instead of 50 mm, as described in this standard. The thicknesses of the stripes were measured using a micrometer caliper.
For roughness evaluations and optical examination, a confocal laser scanning microscope (CLSM) was used with a nominal magnification of 1000×. Measurements were performed three times per infill orientation or pretreatment. The optical measurement method was chosen to avoid scratches in the soft PLA surfaces by touching (mechanical) methods.
Contact angles were measured using a digital microscope to take images and image evaluation software. Drops always included 18 µL of distilled water.
Results
First, adhesion forces were measured for different infill orientations, as depicted in Figure 2. An infill orientation of 0° means that the first layer is printed parallel to the long side of the sample, while for 90° the first layer consists of paths parallel to the short side of the sample. The long side of the sample was always parallel to the warp direction. In all cases, the edges consist of two lines surrounding the whole sample. The second layer is always printed with an infill pattern perpendicular to the one of the first layer. It should be mentioned that 45° is the usually preset infill orientation which is probably used in all tests reported in the literature, if not mentioned differently.
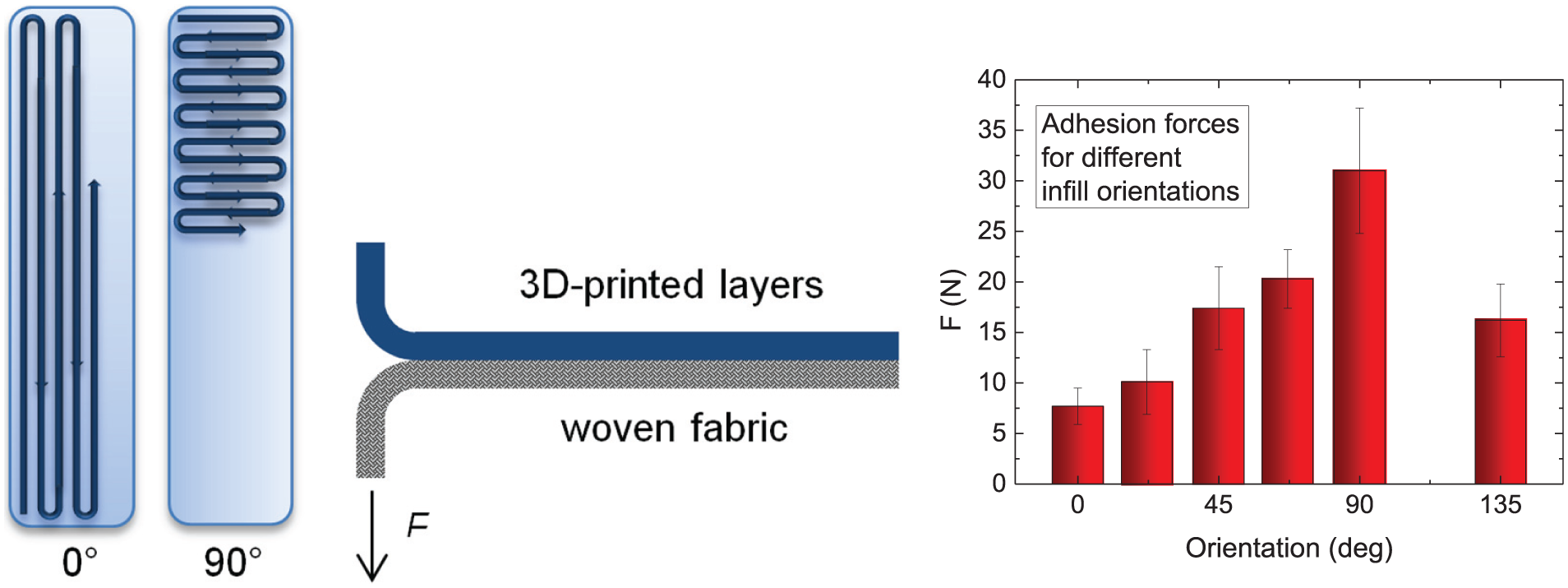
Sketches of the infill orientations and the adhesion test as well as the adhesion forces measured for different infill orientations of the 3D printed samples.
The adhesion forces show a clear increase from 0° to 90° and decrease for even higher infill angles, suggesting that if high adhesion forces are desired an infill orientation of 90° should be chosen.
Interestingly, the orientations of 45° and 135° do not differ although the fabric shows a clear anisotropy (Figure 2). On the other hand, using the less rough back of the fabric significantly reduces the adhesion forces (not shown here). This finding leads to the conclusion that, while the general roughness of the base fabric influences the adhesion, its anisotropy has a minor impact.
The infill orientation not only influences the adhesion forces, but it may also change the tensile strength and the elongation at break of the imprinted PLA rectangles. Figure 3 depicts the tensile strength of these samples. It should be mentioned that in all cases cohesive failure occurred, as evaluated in detail in Fafenrot et al. 20

Tensile strength measured for different infill orientations of the 3D printed samples.
No significant differences are visible, comparing the different infill orientations. This means that the in-plane adhesion between neighboring printed lines as well as the layer–layer adhesion between the first and the second layer must be relatively good, although no optimization of printing parameters responsible for these values was done. This finding is consistent with the mechanical properties of pure PLA as well as PLA with different metal particles. 20 Compared to bulk values for PLA of 48–53 MPa 21 and the pure filament’s tensile strength of 50.5 ± 1.5 MPa, the tensile strengths measured here are nevertheless significantly reduced, showing that optimizing the 3D printing process is necessary if this value is of importance, especially for low-thickness elements such as the tested samples.
The relative elongations measured during these tests are between 2.0 % ± 0.2 % and 2.6 % ± 0.3 %, without any noticeable trend toward higher elongations for a certain region of infill angles.
Finally, surface roughness was investigated for these samples. The results of the average roughness Ra, the root mean squared roughness Rq, and the average distance between the highest peak and the lowest valley in each sampling length Rz are depicted in Figure 4. Despite the large standard deviations, a trend toward higher roughness for angles around 90° can clearly be recognized. In addition, in all cases the roughness of the first layer is higher than that of the second layer. This finding can be attributed to the influence of the underlying rough textile structure.
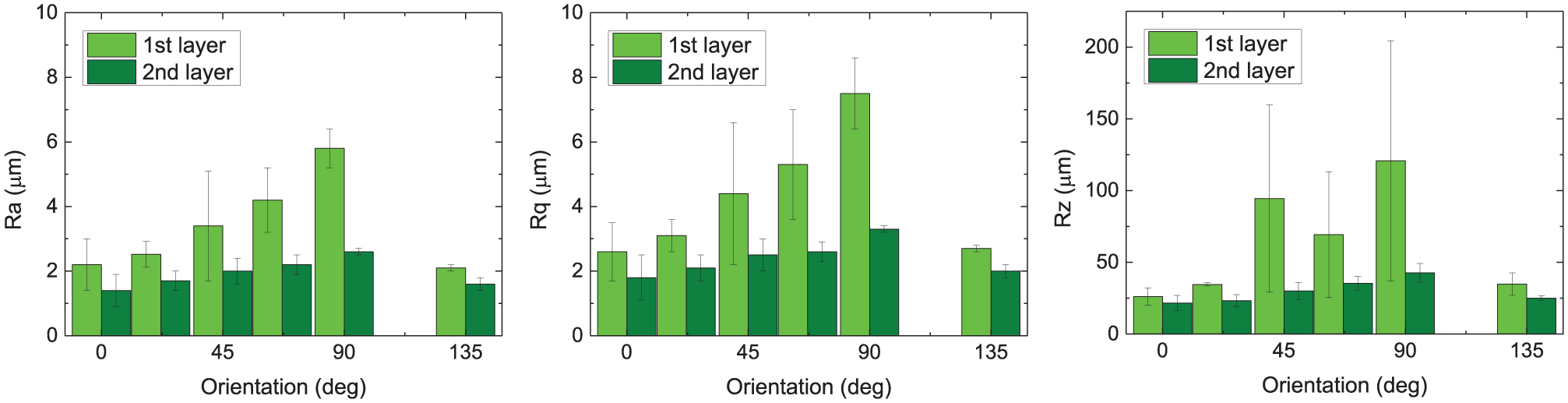
Roughness values Ra, Rq, and Rz measured for different infill orientations of the 3D printed samples.
In roughness measurements, opposite to adhesion force tests, there is also a difference between 45° and 135° visible due to the anisotropy of the textile surface.
To examine whether further influences of the infill orientation on the printed surfaces occur, Figure 5 depicts typical CLSM images for three different orientations. Besides the increased roughness with increasing angle, no differences (e.g. in the porosity) are visible.

CLSM images of the first layer, printed under the angles of 0°, 45°, and 90° on cotton.
Although these first experiments have shown the advantages of printing with an infill orientation of 90° in terms of adhesion forces, further tests were conducted using the typical infill orientation of 45° to enable comparison with the results of other groups. Tests with a few selected pretreatments, however, showed that for an infill orientation of 90° the same dependence on the pretreatment can be expected, only with the correspondingly upscaled adhesion values.
Figure 6 presents the adhesion forces measured for different pretreatments after printing with PLA on the cotton fabric at an infill angle of 45°. Apparently, using the glue stick increases the adhesion force mostly. Washing and using NaOH also have a positive effect. The other pretreatments, however, resulted in decreased adhesion forces. Especially, rubbing 750 times lowered the adhesion force strongly.

Adhesion forces measured for different pretreatments of the textile substrates for 3D printing.
To investigate the correlation between adhesion and hydrophobicity, as suggested by Korger et al., 17 Figure 7 shows the adhesion forces versus the contact angles measured before printing.

Adhesion forces versus contact angles, measured for different pretreatments of the textile substrates.
Apparently, most of the samples do indeed follow the Korger law that the more hydrophilic a sample is, the higher the adhesion force is, and vice versa. It should be mentioned that below a contact angle of approximately 60°–80° the adhesion forces seem to saturate, while for increasing contact angles the adhesion forces constantly decrease. Comparing the highest and lowest contact angles, adhesion forces change by approximately a factor of 2, showing the significance of taking into account the fabric pretreatment effects.
Nevertheless, it must be mentioned that some of the samples do not fit into this law. First, using the glue stick results in higher adhesion forces than expected. This finding may be attributed to an additional chemical bonding between textile fabric and polymer when the glue is dried due to the heat of the printing process, suggesting further tests with different glues.
Ironing afterwards has the opposite result as hoped for—the adhesion force is even slightly decreased. Apparently, it is not possible to apply a higher pressure with the large area of the iron than it is already done by the nozzle during printing. Nevertheless, further tests using a press with higher pressure should be performed.
Ironing and acetone both have a negative impact on the adhesion force. While for ironing it can be imagined that the surface textile structure becomes more even, resulting in a reduced adhesion force, similar to simply printing on the smoother back of the fabric, an explanation for the influence of acetone is harder to find. On the one hand, unexpected surface structure modifications are possible which were, however, not visible under a microscope. Acetone is known to be able to partly dissolve cotton if exposed to high temperatures 22 and can also be used to glue PLA objects together. If remains of the acetone were still present in the cotton, the high temperatures during printing may have caused chemical modifications of the cotton fibers which may have influenced the printing process. Alternatively, the PLA surface may have been dissolved by acetone kept in the cotton.
Finally, the tensile strength of these samples was investigated, too. The results are depicted in Figure 8 (upper panel). Interestingly, most samples show higher tensile strength than the stripe printed on the untreated cotton fabric, although not yet approaching the bulk values. Differences between the samples can be expected due to the differences in the back structure of the first layer (cf. Figure 7, lower panel): The deeper the PLA is pressed into the textile fabric, the higher the “mountains” on the back of the PLA should be, resulting in an overestimation of the overall sample thickness and thus an underestimation of the tensile strength. This idea raises the expectation to find larger tensile strength values correlated with smaller adhesion forces.

Tensile strength measured for different pretreatments of the textile substrates for 3D printing(upper panel) and the microscopic image of the back surfaceof a printed polymer layer on cotton without pretreatment, using 0° infill orientation (lower panel).
This expectation is indeed met for the samples pretreated with acetone or by rubbing. However, pretreatment with the glue stick should result in significantly lower tensile strength, according to this logic, which is apparently wrong. Obviously, there are more factors influencing the tensile strength so that no clear anti-correlation with the adhesion forces is given.
Discussion
Different pretreatments of a cotton woven fabric for 3D printing with PLA on the textile material were tested as well as different infill orientations of the first printed layer. Both parameters enabled significant modifications of the adhesion forces between these materials.
First, the idea published by Korger et al. 17 that reduced hydrophobicity of the textile fabric is correlated with larger adhesion forces of an imprinted polymer could generally be verified. Nevertheless, it must be mentioned that pretreatment with glue stick results in an overproportionately increased adhesion, a finding that shows clearly that chemical pretreatment can be used to gain even higher adhesion forces which apparently reaches beyond the effect of hydrophilicity-supported deeper penetration of the polymer into the textile fabric. On the other hand, pretreatment with acetone and after-treatment by ironing have negative effects. In these cases, it can be assumed that the PLA is influenced by slightly dissolving the outer layer (for acetone pretreatment) or slightly deformed by heating over the glass transition temperature (for ironing after-treatment). While both processes can intuitively be positive to increase the adhesion, here the opposite effect occurs. It can be assumed that this happens since in both cases the original pressure of the nozzle during printing is not reached afterwards, so that instead of being pressed stronger into the textile fabric, the filament relaxes during ironing or crosslinking, respectively, and is thus pulled out of the open pores of the fabric, resulting in a reduction of the adhesion between both materials.
Second, the strong dependence of the adhesion forces on the infill orientation clearly shows the practical importance of this parameter which has not been reported yet in the scientific literature. Apparently, during construction and slicing of objects which are planned to be printed on textile fabrics, the main direction of the expected forces on these items must be taken into account. Here, further research is necessary, using especially non-linear filling patterns to create approximately isotropic adhesion properties for imprinted objects on which forces from all directions are expected in daily use.
Conclusion and outlook
Different pretreatments of a cotton woven fabric for 3D printing with PLA on the textile material were tested as well as different infill orientations of the first printed layer. Both parameters enabled significant modifications of the adhesion forces between these materials.
For the tensile strength of the pure 3D printed stripe after detracting it from the textile fabric, no correlation with one of these parameters could be found; the values were slightly lower than typical bulk values. The roughness of the printed surfaces, however, depended on the infill orientation, with the first layer always being rougher than the second one.
Future examination will concentrate on the unexpected effects, especially on the possibility to increase the adhesion force using glue on the textile fabric before printing. In addition, further printing parameters will be tested with respect to their influence on the tensile strength of 3D printed objects.
Footnotes
Handling Editor: A-HI Mourad
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The study was partly funded by the Erasmus+ program of the European Union.