
Abstract
Based on Hertz contact theory and one-dimensional Winkler foundation combination with viscoelastic theory, the author derived theoretical formulas of indentation rolling resistance, respectively. Using the laboratorial apparatus of indentation rolling resistance, the author mainly concentrates on the error analysis about two kinds of theoretical formula which bear on indentation rolling resistance compared with experimental result. The reason why author employs Hertz contact theory to discuss indentation rolling resistance is that indentation rolling resistance is a sort of contact resistance. As a result, Hertz contact theory is generally applicable to study it. On the other hand, because conveyor belt has viscoelastic property, it is appropriate to use viscoelastic theory by the aid of three-parameter Maxwell viscoelastic model combination with one-dimensional Winkler foundation. Ultimately, this article infers that theoretical formula based on the Hertz contact is brief and clear compared with one-dimensional Winkler foundation in principle. However, it is noticeable that when the belt is at high speed, the reliability of formula based on Hertz theory has decreased obviously. This conclusion can give a beneficial reference for the energy saving of belt conveyor.
Keywords
Introduction
Belt conveyor acts as the most common transport machinery of bulk solid, especially with the development of belt conveyor design technology, the pipe belt conveyor has gradually gained popularity of engineering. Under this circumstance, indentation rolling resistance which makes up a relatively significant share (61%) among the running resistance of belt conveyor 1 has a need for further study to achieve energy saving. 2 As shown in Figure 1, when conveyor belt passes over a series of idlers, indentation rolling resistance is defined on account of deformation and indentation of backing material that has viscoelastic property. As a result, the key to investigate indentation rolling resistance is how to effectively describe viscoelasticity.

Indentation rolling resistance.
Speed control acts as an effective method to improve energy efficiency of belt conveyor.3–5 In order to design an admirable speed control algorithm to achieve energy saving is inseparable from the relationship between speed and indentation rolling resistance. As a result, establishing a mathematical analytic model of indentation rolling resistance is beneficial for accomplishing above goals.
In consequence, indentation rolling resistance is a sort of contact resistances; therefore, it is natural to adopt Hertz contact theory for analyzing it to obtain a resistance calculation formula. However, what cannot be ignored is that Hertz contact theory is mainly used for elastic contact, the analysis results occur inevitable error consequently. On the other hand, as conveyor belt is a viscoelastic material, it implies that an additional way in virtue of three-parameter Maxwell model combination with one-dimensional Winkler foundation is used to investigate it which can reflect viscoelastic property of backing material in contrast with Hertz contact theory. At length, the correctness of analytic model needs to be verified via the laboratorial apparatus.
Mathematical model for indentation rolling resistance by Hertz contact theory
Under normal condition, Hertz contact theory mainly applies to rigid body–rigid body contact case, such as contact between two cylinders, contact between balling of bearing and inner race of bearing. In this article, the author uses contact between two cylinders as an example to lead to theoretical formula of resistance based on Hertz contact theory, as shown in Figure 2.

Simplified model of contact.
As for two cylinders contact, the contact length a is

where P refers to vertical load, μ1 and μ2 refer to Poisson’s ratio, and E1 and E2 refer to modulus of elasticity.
As for equivalent diameter D, it is

where D1 and D2 refer to cylinder diameter.
On the other hand, contact stress at any point (–a < x < a) in contact area is

where σ max refers to maximum contact stress, and it is given as

Before using Hertz theory, it is essential to make several hypotheses as follows:
In the belt conveyor, the conveyor belt is a plane body; yet using Hertz theory, it is a cylinder. It means that we must assume that
In the belt conveyor, idler is a cylinder which is used to bear vertical load manufactured by steel. In order to facilitate analysis, this article supposes
Assuming the cylinder’s length L is 1 m, it infers that the analytical results correspond to unit length.
For the sake of improving the analytical result, the author assumes that the vertical load P is uniformly acted on the belt.
On the foundation of those hypothesis, the contact length a can be simplified into the following form

Besides, the maximum contact stress σmax can also be simplified

With regard to the viscoelastic material, its modulus of elasticity is not a constant value as follows

this formula implies that modulus of elasticity will be varied with strain ε. Where E and ε refer to viscoelastic parameters, E refers to instantaneous modulus, and E2 refers to initial-state modulus.
According to the relation between stress and strain, it can infer

Equation (8) obviously reflects the strain and every point in the contact region, strain ε and time t satisfy such a relation

where v refers to the speed of idler, because belt and idler move in an opposite direction; therefore, this formula exists a minus sign. Using equation (8), it obtains

Combination of equations (9) and (10), they obtain

Equation (11) reflects that strain rate has a compact relationship with every point in the contact region. Reusing the connection between stress and strain, it can infer

When belt is in motion, indentation rolling resistance is a horizontal resistance, in the vertical direction, the belt is in a balanced state. As a result, it can infer as in shown in Figure 3

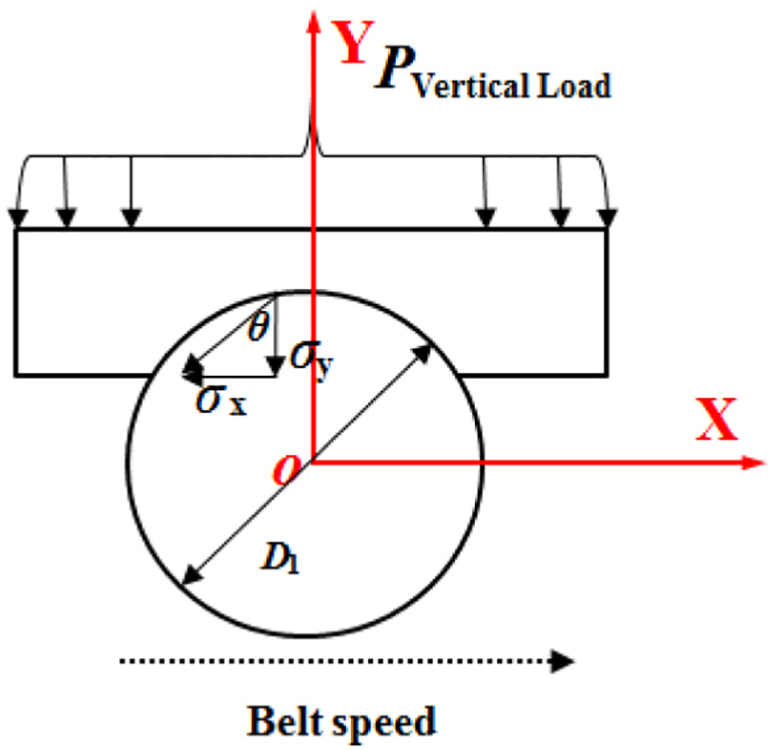
Simplified model of stress.
On the other hand, by analyzing the stress distribution of conveyor belt, it can obviously infer the connection between the vertical stress σy and horizontal stress σx at any point in contact area

where angle
Taking equations (8) and (11) into equation (12), then taking the equivalent conversion of equation (12) into equation (14) combination with idler radius

According to definition of indentation rolling resistance Fh, it can infer

Set for contact length, as a result,
By making simplification, equation (16) can make an equivalent transformation as follows

Substituting equation (6) into equation (17), it obtains the final form of indentation rolling resistance as follows

In this formula, it can discover that indentation rolling resistance Fh has a significant connection with the belt material characteristics E2, Ş, μ2, idler radius R1, vertical load P, belt speed v. What is more, in this series of factors, belt speed v is the most valuable to analyze. As belt speed can easily adjustable on the engineering site by frequency control, vertical load P is an uncontrollable factor; once the selection of belt is completed, material characteristics E2, Ş, μ2 are constant values.
As this article mainly concentrates on the influence of working factors on resistance except for material characteristics, therefore, equation (18) can be equivalently transformed to following form

where parameter A is a constant value linked
Mathematical model for indentation rolling resistance by Winkler foundation
Indentation rolling resistance acts as a kind of contact resistance, it is natural to use Hertz theory to investigate it. Undoubtedly, the advantage of using Hertz theory is simple and clear; yet Hertz theory does not taken into account viscoelasticity in essence. 6 To make up for this deficiency, some researchers use viscoelastic model to reflect the material property, such as CO Jonkers. 7 TJ Rudolphi and AV Reicks8,9 derivate a formula based on 2N + 1 Maxwell model combination with one-dimensional Winkler foundation; Rudolphi’s formula has theoretical value; yet it lacks applicative value. In addition, this formula cannot directly reflect the impact of working factors on resistance. JI O’Shea et al. 10 mainly concentrate on the effect of differently viscoelastic property measurements on the predicted indentation rolling resistance. In order to solve this problem, the author’s11,12 paper which has been published takes full advantage of three-parameter (N = 1) Maxwell model substituted for 2N + 1 Maxwell model and makes simplification to obtain an analytic formula which can directly reflect the working factors as follows

where parameter A and B is a constant value merely linked with material characteristics.
Besides, AC Tapp and G Allan’s paper 13 also give an analytic formula as follows

where parameter A is a constant value merely linked with material characteristics.
Yet, equations (20) and (21) are inferred on the basis of belt’s linear deformation. However, as in TJ Rudolphi and AV Reicks’s paper, 8 once the strain level of belt due to indentation can exceed 5%–10%, the viscoelastic property of belt is known to exhibit the nonlinear characteristic. This phenomenon indicates heavy vertical load P will produce unexpected effect.
On the other hand, Q Xiangjun14,15 establishes a full two-dimensional model for indentation rolling resistance to estimation of energy loss in belt conveyor. This model has a high precision, but it is more complex.
Indentation rolling resistance measurement
There are several types of experimental methods that allow indentation rolling resistance to be either directly or indirectly measured; the former that facilitates indentation rolling resistance can directly obtain indentation rolling resistance measurement; nevertheless, the latter must accomplish indentation rolling resistance measurement and idler rotating resistance measurement, respectively. These kinds of test rigs are able to conduct accurate measurement under a steady-state condition. With the help of indentation rolling resistance, it can verify the accuracy of model; furthermore, the experiment can analyze the influence of common working factors such as belt speed on indentation rolling resistance to improve the energy efficiency. 16
Indentation rolling resistance test facility
A new conveyor belt indentation rolling resistance test facility that is similar to a real belt conveyor is designed to accomplish indirect measurement of indentation rolling resistance. On account of indirect test principle, this facility is constituted of two parts: one part achieves main resistance measurement and another part achieves idler rotating resistance measurement. Undoubtedly, two resistances are measured under same condition; the difference between main resistance and idler rotating resistance is indentation rolling resistance. The indentation rolling resistance facility is pictured in Figure 4.

Indentation rolling resistance test facility.
The indentation rolling resistance test apparatus is designed to test fabric and steel cord belts. However, this article mainly focuses on working factors; as a result, this facility accepts pre-spliced endless belt sample with 400 mm wide conveyor belt and belt’s backing material is with 6 mm (up) and 1.5 mm (down), respectively. The machine utilizes two Ф500 mm belt pulleys; the power rating of drive pulley is 1.5 kW; the maximum speed of pulley is 2.5 m/s.
The indentation rolling resistance test facility accepts a range of idler diameters. In this article, available sizes include Ф44.5 mm, Ф54 mm, Ф66.5 mm; the test idler is not special customization which exhibits idler rotating resistance when it is under rotating condition. Test apparatus is designed to test conveyor belt at speeds from 0.5 to 2.5 m/s; experimental speeds are 0.5, 1, 1.5, 2, and 2.5 m/s, respectively; the belt speed is transformed by frequency converter known as “variable frequency speed regulation.”
Vertical load application
To conduct an indentation rolling resistance experiment, a vertical load needs to be applied to the test belt. What is more, the load also needs to be varied to achieve a range of data so that measurement can be improved reliability. The test facility uses the counterweigh to apply a vertical load P to conveyor belt via the loading mechanism, as shown in Figure 5.

Loading mechanism.
Test idler acts as a component of loading mechanism which is fixed via bolt and screw arbor. The use of this type of loading method has an advantage of convenience; yet it cannot provide continuous vertical load P. Vertical load on the test idler may be varied by changing different counterweighs. The counterweigh is supposed to be placed to the vertical centerline of loading mechanism in order that vertical load is uniformly applied per unit width of belt. Vertical load is indirectly applied to the measurement belt via test idler which is placed above the measurement belt shown in Figure 6.
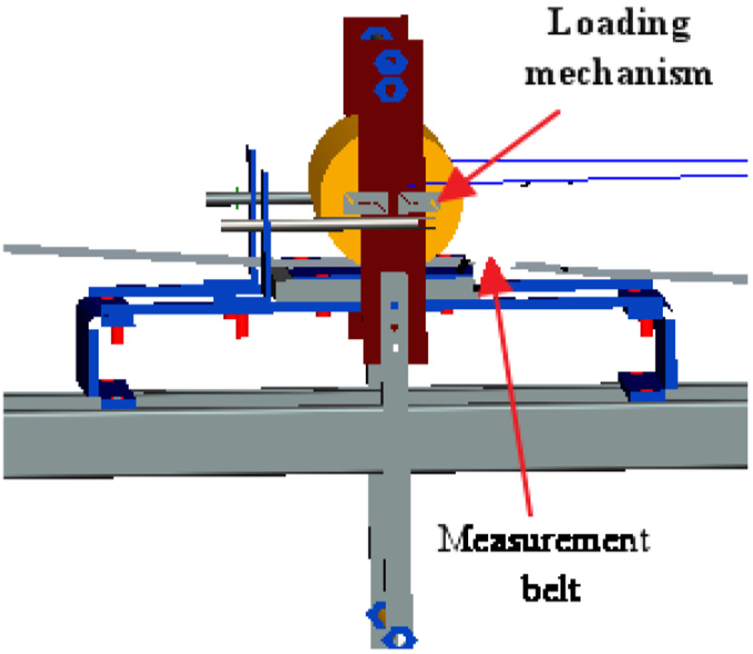
Loading mechanism and measurement belt.
Measurement frame
The vast majority of the test facility is devoted to recirculating the belt conveyor and only a small section on the top of the facility provides the actual resistance measurement that is known as the measurement frame, as shown in Figure 7.
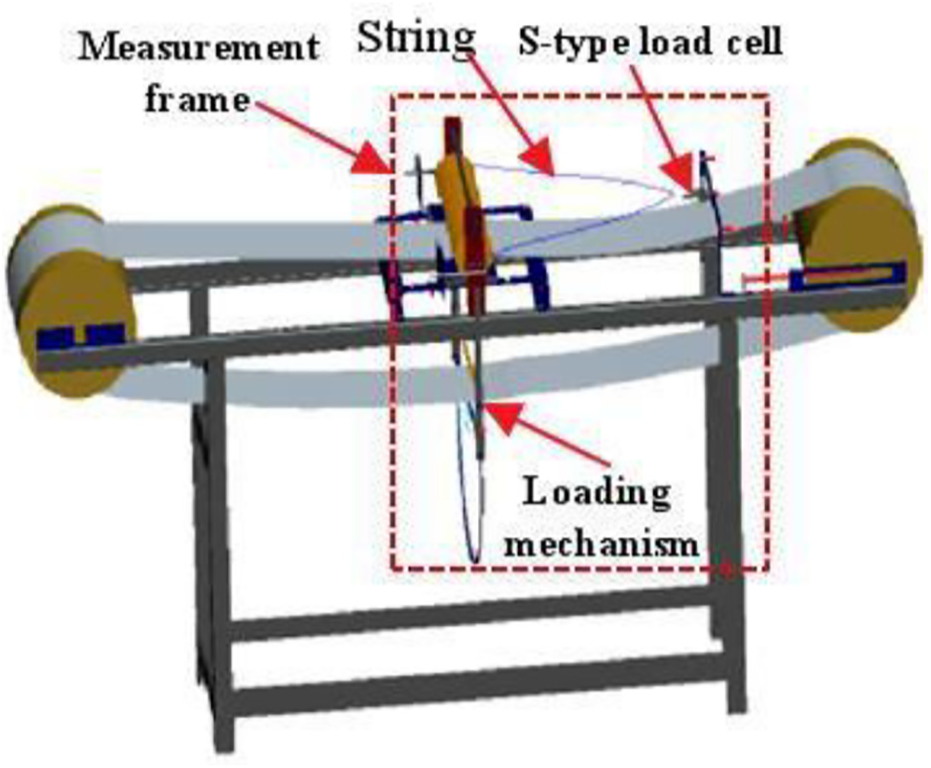
Test facility and measurement frame.
Measurement frame consists of two components: loading mechanism and S-type load cell. In general, the idler is fixed under the belt in order to play a role in supporting; yet on this test facility, the measurement idler is placed on the top of belt. As a result, this measurement frame exhibits multiple degrees of freedom, as shown in Figure 8.

DOF of measurement frame.
In order to achieve accurate measurement, a protection frame is designed to avoid movement trend of measurement frame in the left-to-right direction, as shown in Figure 9.
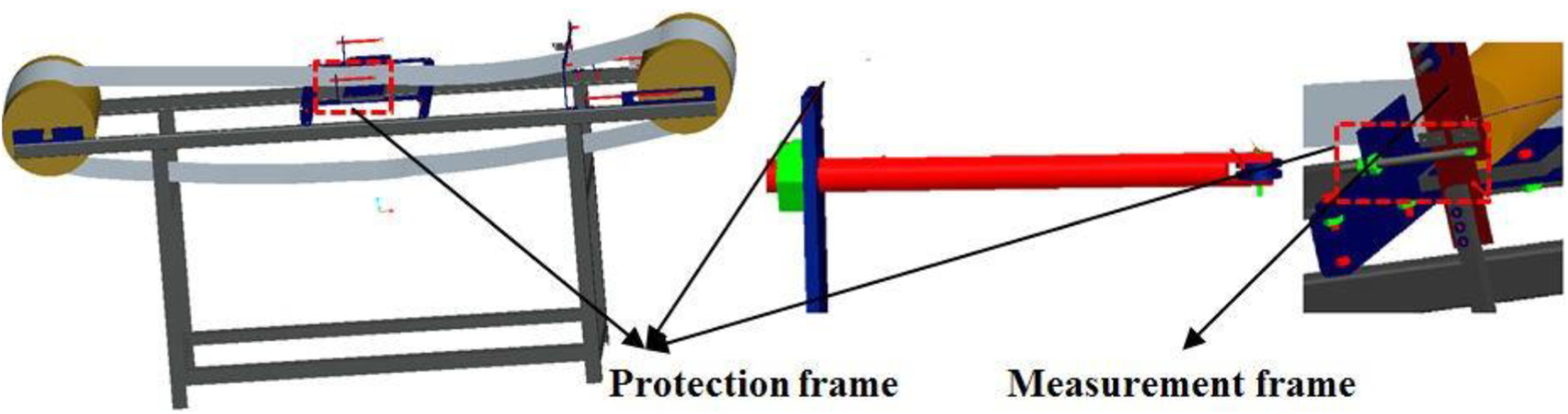
Protection frame and measurement frame.
In the horizontal direction, the horizontal drag force load cell which plays role in measuring main resistance both indentation rolling resistance and idler rotating resistance is an “S” type load cell whose capacity will be 50 N depending on the range of resistance. By avoiding movement trend of measurement frame in the horizontal direction, measurement frame is connected with “S” type load cell by the way of string in order to actualize accurate measurement of main resistance. The load cell is clearly visible in Figure 10.

Measurement frame and “S” type load cell.
Idler rotating resistance test facility
When the horizontal force which is known as main resistance is measured by the load cell, a component of this resistance is the idler rotating resistance required to rotate the bearings and seals of the measurement idler. The idler rotating resistance occurs due to friction of rolling elements in the bearings and viscous drag of lubricant and the contact lip seals. As a result, in order for idler rotating resistance to be subtracted from the overall main resistance, it must be measured. It is achieved by measuring the torque that is transferred to the shaft of idler with the test facility shown in Figure 11.

Idler rotating resistance test facility.
The measurement idler is fixed at each end by a set of 30° knife edges; 17 the knife edges are a hardened steel triangular prism whose down edges are coincide with axis of the measurement idler. The knife edge seat is a rectangle with a 60° cut out which provides a space for the 30° knife edges to locate; this combination allows the shaft of idler to rotate up to ±15°, as shown in Figure 11. The knife allows the transmission of idler rotating resistance to the load cell, via the press arm, it is negligible to the sliding friction generated between the knife edge and its seat which can influence the measurement, the magnitude of the frictional resistance occurred by the knife edge and seat is insignificant by their radius of contact area.
Experimental results and analysis
Aiming at verifying the effectiveness of theoretical formulas above, the test facility is employed under diverse working factors so as to acquire the signal of main resistance and idler rotating resistance, respectively, and study and analyze related data via American NI-USB data acquisition instrument and LabVIEW.
Figures 12 and 13 show data for test idler over a range of belt speed and vertical loads. Figure 12 shows the influence of belt speed ranging from 0.5 to 2.5 m/s. Obviously, indentation rolling resistance is proportionally related with velocity. This phenomenon infers that in order to achieve energy saving via frequency control system, belt conveyor should be working in a low-speed interval as soon as possible. Furthermore, when belt conveyor is running under low velocity state, both the theoretical formulas based on Hertz contact theory and Winkler foundation can reflect the effect of speed. Yet, as the velocity increases, predicted data via Hertz contact theory are greater than measurement data; on the other hand, predicted data via Winkler foundation are less than measurement data. It is notable that the greater vertical load is, the more significant error of predicted value is. Figure 13 shows the influence of vertical load ranging from 260 to 980 N/m. Obviously, under both circumstances, indentation rolling resistance is proportionally related with vertical load, the predicted value via Hertz contact theory exceeds measurement data; predicted value via is less than measurement data. On the other hand, the predicted error increases when belt conveyor is running at high velocity; the main reason of this case is that Hertz contact theory and Tapp’s formula ignore viscoelasticity. Although the theoretical formula based on Winkler foundation meets requirement in general, when test facility is applied under a heavy vertical load, the predicted value also is less than measurement data that infers accuracy of theoretical formula reduces, this phenomenon can be evident to observe in Figure 14. The author reckons when deducing theoretical formula based on Winkler foundation, it neglects the material’s nonlinear deformation when conveyor belt is applied under heavy vertical load, it infers that the error has a compact link with vertical load.
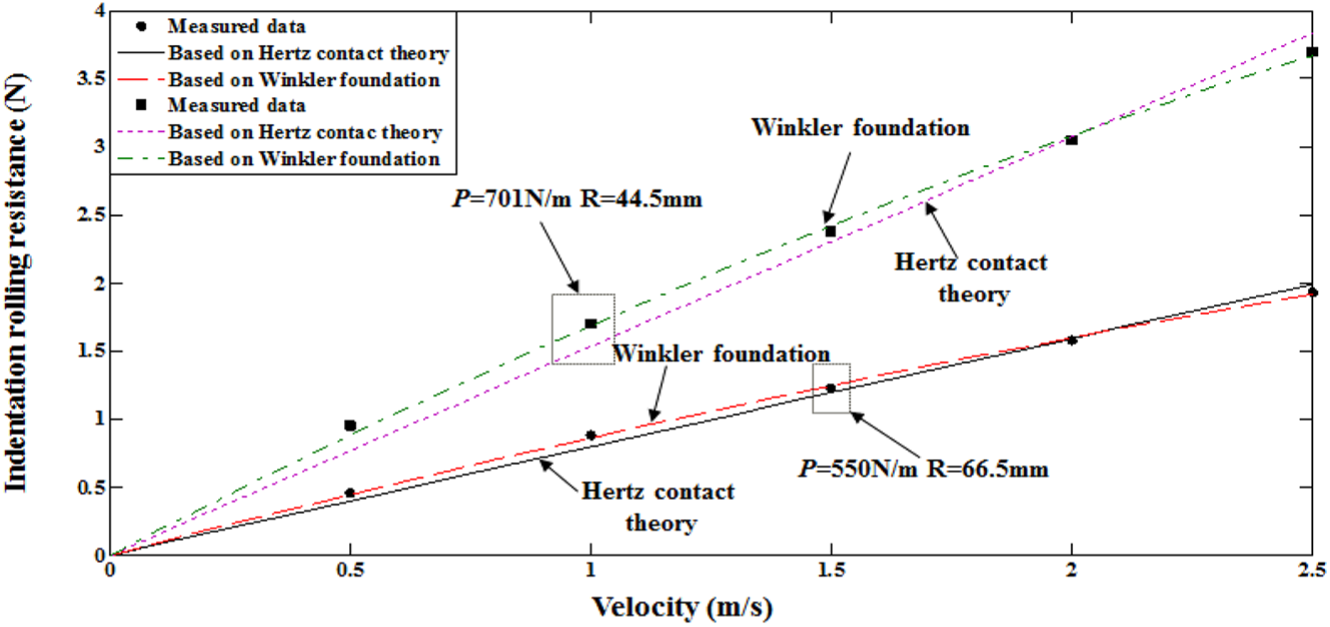
Indentation rolling resistance data versus velocity for a range of vertical load and idler diameter.

Indentation rolling resistance data versus vertical load for a range of velocity and idler diameter.

Indentation rolling resistance data versus vertical load for a range of velocity and idler diameter.
Conclusion
In this article, the author mainly focuses on establishing different mathematical analytic models of indentation rolling resistance. A reasonable analytic model of indentation rolling resistance is the basis for designing an excellent speed control algorithm. Finally, some conclusion can be inferred by this article as follows:
Compared with the theoretical formula based on the Hertz contact theory and Tapp’s formula, theoretical formula based on Winkler foundation can improve the accuracy. Yet, predictable accuracy has an explicitly link with velocity and vertical load.
Adjustable speed to achieve energy saving should keep belt conveyor running at a low speed as soon as possible.
In order to enhance predictable accuracy based on Winkler foundation, the theoretical formula must concentrate on the effect of nonlinear deformation when belt is applied a heavy vertical load.
The influence of viscoelasticity can impose indentation rolling resistance via affecting rake ratio of theoretical formula; as a result, it is essential to design energy-saving belt. Finally, it needs to investigate the influence of different belts on indentation rolling resistance next.
Footnotes
Handling Editor: Francesco Massi
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.