
Abstract
This article presents a new model of customized mass production management with Industry 4.0 standards within the food industry. The aim of this article is to develop a method for managing the production line where it is possible to produce an entire spectrum of products without reconfiguring the production line. An illustrative example is the production of fruit yoghurt of various types. The entire life cycle of the product is monitored and documentation of all relevant raw material data is carried out through the production process all the way to product packaging where each product is specifically marked with QR code. A special technique for deciding on optimum maintenance of the production line has been introduced and a multi-criteria decision model has been developed using the fuzzy analytic hierarchy process method where it is possible to achieve a high degree of minimization of maintenance costs. In this work, a fuzzy-based multi-criteria decision making methodology is developed for conceptual design evaluation in the cost reduction in maintenance of mass customization process. For the purposes of monitoring the production process itself, a LabVIEW application was created in the form of a SCADA system.
Introduction
This work gives a modular software platform and the basic elements for food industry–specific applications. Mass customization can be realized differently at a food plant than a textile- or car-assembly plant, but all factories may achieve big savings. 1 The implementation of mass customization in manufacturing companies is still at its beginning and it is really a big question for the company management. Because of the many convincing advantages, it is very likely that customized production will spread more and more in the future. Many people like to keep away from the crowd and emphasize that they are different. 2 Therefore, the trend definitely goes towards customization. In order to stay competitive in the future, manufacturing companies should not miss this trend. 3 But within all the benefits from the customized mass production, it is still with a series of disadvantages.
Technical background of mass customization – industry 4.0
Technical elements of the industry 4.0 standard includes cloud computing, industrial big data, industrial networking, industrial robotics, three-dimensional prototyping, knowledge-based automation, industrial communication security, virtual reality and artificial intelligence. These nine elements will create a great number of business chances and new brands.
Software component has industrial Internet of Things (IoT), industrial communication security, cloud computing platform, industrial big data, a manufacturing execution system, virtual reality, artificial intelligence, knowledge-based automation and so on. 4 Hardware components are industrial robotics, high-tech elements, sensors, radio frequency identification (RFID), QR Code, three-dimensional (3D) printers, machine visioning, intelligent logistics, a programmable logic controller, data logger and industrial network elements. 5
Basic elements of the Industry 4.0 standard are shown in Figure 1. Most of these advances in engineering science that creates the basic foundation for Industry 4.0 are already present in manufacturing, but with Industry 4.0, they will change production with following characteristics: isolated, optimized cells will get together as a fully integrated, automated and optimized production flow, leading to greater efficiencies and changing traditional production relationships among providers, manufacturers and clients as well as between the operator and production flow.

Basic elements of the Industry 4.0 standard.
Related work
The increasing number of connection between the production lines, products, elements and humans will also require new international standards that specify the interaction of these elements in the digital plant of the future. Attempts to develop these standards are in progress and are being driven by traditional standardization organizations and emerging corporations. Germany’s platform Industry 4.0 was the first pioneer, but other countries also made similar platforms. Coca-Cola has made a marketing campaign in 2014 that allows customers to put their name on the bottle label. This is an example of cosmetics marketing because the product is still the same but it is advertised differently. The 3D food printing presents a chance for a new paradigm of product realization. 6 The personalization of products tailored to the individual needs and preferences of consumers gives a good platform to mass customization in food industry. Lisak et al. 7 investigate the influence of sweetener stevia on the quality of strawberry-flavoured fresh yoghurt. Pakseresht et al. 8 describe the optimization of low-fat set-type yoghurt.
However, the automobile industry is a pioneer using customized mass production based on the industry 4.0 standard. It is a well-established practice of carmakers that after releasing a model, they create a web page that can be used by everyone to match their own tastes. The configurators focus on the most important interior and exterior design elements. In the configurator, we can choose the colour of the car, the type of rim, but also in the interior what kind of materials and colour we want to see on the seats or the side elements or on the instrument panel.
Different perspective to mass customization in food industry
The new industry platform will change the design, production, operation, maintenance of products and production systems in the future. Interconnectivity and interaction between parts, machines and operators will make production systems around 30% faster and 25% more efficient and brings mass customization to higher level. 9
Mass customization requires a job to develop three basic properties (Figure 3): the power to distinguish the product attributes along which customer needs vary, the power to reuse or reorganize existing production line resources and the power to help customers recognize or create solutions to their own demands.
As seen so far, the best point for customer involvement can vary and is often hard to determine. Although the models show different approaches for companies, it is not possible to present all existing models in literature, because a lot of researchers have tried to set up useful models for companies, which are supposed to enable manufactures finding the right strategy.
Yoghurt production example using mass customization
Flavoured yoghurt is a product from fermented milk that contains the distinguishing bacterial cultures Lactobacillus bulgaricus and Streptococcus thermophilus and flavours or fruit. All flavoured yoghurt must contain at least 8.25% solids not containing an oily substance. The following flow chart and discussion provide a basic diagram of the steps needed for producing flavoured yoghurt. 9 The complete production process of the yoghurt is shown in Figure 2.

Basic diagram of the steps needed for producing flavoured yoghurt.

Advantages of the mass customization.
The raw material may be modified to reach the needed fat and solid values. The raw material is pasteurized at 85°C for a half hour or at 95°C for 10 min. The mixture is homogenized (2000–2500 psi) to blend all components efficiently and increase yoghurt texture. 10 The raw material is cooled down to 42°C to bring the yoghurt to the ideal growth temperature for the starter culture. The starter cultures are combined into the cooled raw material. The raw material is held at 42°C until a pH 4.5 is reached. Fruits and flavours are added at different steps depending on the type of yoghurt. 11 The flavoured yoghurt is transferred from the fermentation tank and packaged and labelled as desired.
Electronic mass customization
Web-based applications are great instrument for dialogue with the potential buyer providing all the needed information about the product and collecting its demands using fully automatic method. 12
As shown in Figure 4, each process has its OPC server communicating between the elements within a given cell. Vertical communication with ERP is done using a virtual line control element. The data are collected in the IoT cloud service and analysed for management purposes. 13

Detailed mass customization concept.
To begin the transition of classic production lines into mass customization production processes, the first step is the integration of production with logistics processes as well as the addition of appropriate IT support. 14 This process involves the exchange of available product data and production method within the company as well as the exchange of data between suppliers and customers.
QR Code is a kind of matrix barcode designed to store more information than a classic one-dimensional barcode. It is often called a two-dimensional (2D) barcode although this name is incorrect since there are multiple types of 2D barcodes, of which QR is just one. It is designed to enable fast scanning and code processing, which is read in its name, namely, QR is the abbreviation for Quick Response.
There are several different QR code versions that determine its size or storage capacity. Versions range from 1 to 40. Version 1 indicates QR code size 21 × 21 module, version 2 indicates QR code size 25 × 25 modules and so on to version 40 that marks QR code size 177 × 177 module. The version is not the only one that determines the total QR code capacity. It also depends on the type of encrypted content. There are four types of encoded content that can be entered in the QR code:
Numbers (numeric content), maximum 7089 characters;
Alphanumeric content, maximum 4296 characters;
Binary content, maximum 2953 characters;
Japanese letter, maximum of 1817 characters.
The actual size depends on the version of QR code that is being used and on the type of error correction. In order to maintain the quality of production, a great deal is to use a QR code for picking out parts, in the assembly process, when storing product units and when shipping out product units.
Selecting an optimal maintenance approach based on fuzzy analytic hierarchy process model
A multiple-criteria preference forming approach based on fuzzy relations is used for quantitative determination of the relevance of each criterion with some degree of inaccuracy. In this case, the fuzzy analytic hierarchy process (FAHP) multiple-criteria analysis is proposed as a tool for the implementation of a multiple-criteria scheme.
15
The most creative part in forming preferences that greatly affect the outcome of the decision is problem modelling. Recognition of the structure of preferences is a key factor in the application of the AHP approach.
16
AHP is the basis for the formalization of complicated problems using the structured hierarchy of the application by comparing pairs of characteristics. This approach is widely applied in industrial applications and other areas. For the purpose of defining a fuzzy set, let X be the declared area, and

A triangular fuzzy value (TFNs)
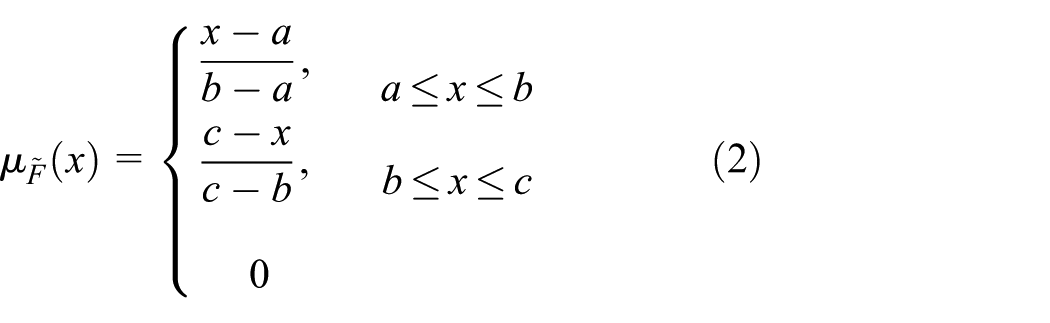
Adding, multiplying, subtracting and dividing of TFNs can be declared as follows:
Adding

Multiplying

The FAHP approach is a systematic method to the choice of possible alternatives and justification of the problem using the concepts of fuzzy sets and analysis of a structured hierarchy. 17 The preference former can define the settings in the form of the natural language or a numeric value on the relevance of each characteristic. The system combines these settings with existing data using the FAHP approach. 18 In the FAHP approach, head-to-head comparisons in the matrix are fuzzy values and fuzzy arithmetic operators. The procedure calculates the sequence of weight vectors that will be used for the selection of the main characteristics. TFNs were introduced in the conventional AHP in order to improve the level of judgment of preference former. The central value of the fuzzy value is the corresponding actual value. Expanding the number is an estimate of the actual number. 19 If the preference former is unable to specify their preferences according to numerical values, it is also possible to specify the setting in the form of natural language expressions of the relevance of each performance characteristics. The preference former also uses the fuzzy approach for the construction of the lookup table and the appropriate value of fuzzy values. In the FAHP approach, using fuzzy arithmetic and aggregation operators, the procedure calculates the sequence of weight vectors that are used to determine the relevance of each characteristics. 17 In the next few steps, the approach analysis will be given, and then, the approach will be applied to the problem of selecting the optimal maintenance strategy.
Step 1. As in Lisak et al.
7
in the first step, the FAHP approach develops the structured hierarchy of the problem. After creating a structured hierarchy, the preference former must determine relative weighting factors for each criterion. With the AHP approach, weighting factors are determined by head-to-head comparison of each criterion. To determine the relative weight, the preference former is asked to make pair-wise comparison using a scale from
Step 2. If the preference former cannot use preferences forms of TFNs, there is a possibility of using lingual terms by applying the lookup table from which the corresponding values can be readily extracted for fuzzy values.
Step 3. After setting up the structure and head-to-head comparison of the criteria and possible choices, it is necessary to compute the global value of significance of possible choices.
In the FAHP approach, recognition of the structure is a key factor as in the standard AHP approach, where preference forming is a complex problem represented as a hierarchical structure as depicted in Figure 5. In order to determine the optimal strategy for managing maintenance of the production line, an hierarchical model is devised (Figure 5). In this case, the FAHP approach is used for determining the optimal maintenance strategy based on the collected data.12,20

AHP structure concept for optimal maintenance strategy.
The first level is the goal itself. In this case, the goal is to determine the optimal maintenance strategy. The goal is divided into the following four main criteria: (a) Safety Requirement, (b) Cost Aspects, (c) Strategic Perspective and (d) Time Requirement. The third level includes system parameters. Figure 6 shows the algorithmic steps of the proposed approach.
Safety Requirement: Labour Safety, Machine Safety, Plant Safety and External Environment Safety.
Cost Aspects: Hardware/Tools Cost, Software Cost, Spare Part Cost, Outsourcing Cost and Training Cost.
Strategic Perspective: Management Will, Labour Acceptance, Quality Assurance and Cost Oriented.
Time Requirement: Spare Availability, Man Power and Tool Availability.

Algorithmic steps of the FAHP approach.
Finally, the fourth and final level contains possible choices.
The selection of the optimal maintain strategy is based upon input factors. Procedures of FAHP calculations are given in the following way according to Martinović and Simon. 19
Procedure 1
In order to determine the optimal maintaining strategy, a structured hierarchy is built. Considering the requirements of the goal, the preference former plays a key role in the evaluation, evaluating the results of head-to-head comparison of the first level of the structure. TFNs
When
Construction of the fuzzy judgment matrix.
If

and

After head-to-head comparison of all elements, matrix

We can declare
For each of the possible choices or criteria, weights can be calculated as in equation (9)

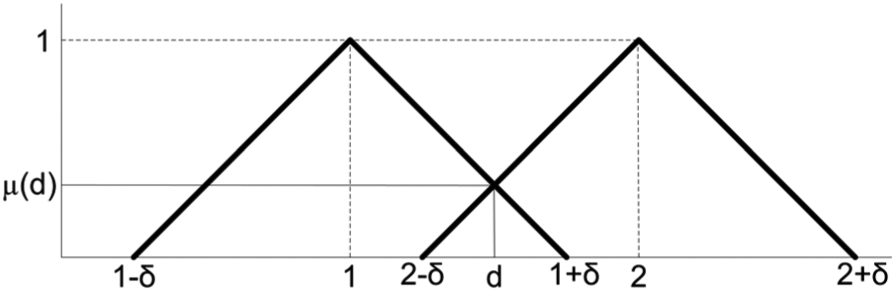
Figure 8 shows the transformation process of a lingual variable into fuzzy values.

Membership functions of lingual values for criteria rating.
After that, the weight of criteria i can be written as

Procedure 2
If the preference former is unable to determine the relevance or the significance of criteria, it is possible to use lingual variables to estimate the relevance of criteria with respect to the goal and lingual variables to estimate the relevance of possible choices with respect to each criterion. The lingual variable can be easily converted into fuzzy values using Figure 8 and Table 1.
Fuzzy values. 17

Procedure 3
The degree of relevance of each objective can be incorporated into the formulation by applying fuzzy priorities and evaluating possible choices. 17 A weighted significance of each possible choice can be obtained by multiplying the evaluation matrix by vector weights and by summing of all characteristics. To determine the relative weight, the preference former is asked to make head-to-head comparison using a scale from 1 to 9. Data from head-to-head comparison are organized in the form of TFNs

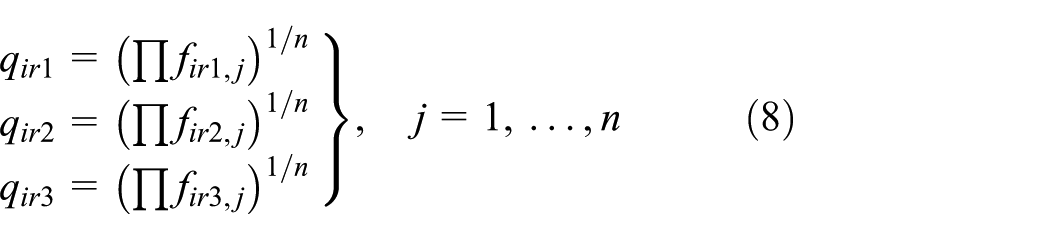
One of the four possible choice strategies is chosen as the optimal strategy for the given conditions. Table 2 shows evaluations linked to specific criteria. After obtaining TFNs, their significance (geometric mean approach) is calculated using equations (6) and (7) similar to Simon. 15
Global significance.

For each criterion or possible choice, the weighting factor is calculated using equation (8). After defuzzification of fuzzy weights, the new value of weighting factors can be obtained using equation (10).
LabVIEW SCADA
Fruit yoghurt with various aromas is extremely popular, while classic yoghurt is more appreciated in some countries. Usual flavour enhancers are fruit and berries in syrup or prepared as a blend. The percentage of fruit is usually about 15%, of which approximately 50% is sweetener. 10 The fruit and flavour are combined with the yoghurt before or during the packaging. It can as well be located in the bottom of the pack before the cup is filled with yoghurt. Instead, the product can be individually filled in a ‘twin cup’ integrated with the basic cup. The raw material generated during the fermentation process is quite sensitive to mechanical handling. This makes the choice and dimensioning of pipes, valves, pumps, heaters, coolers and other mechanical elements extremely important. 3
Figure 9 shows an example of the implementation of a production process for flavoured yoghurt. The raw material storage elements, from which the milk is transferred to the production process, are not shown in Figure 9. It is taken for granted that the raw material has been standardized to the needed fat content before entering the production process. The tone of the yoghurt in terms of texture and flavour depends on the design of the production line type, the handling of the raw material and the handling of the final product. Modern production lines are designed to satisfy standards for high production, continuous handling and high quality. 21 The degree of automation can vary, and complete SCADA systems are usually incorporated into the production process.

Yoghurt plant SCADA in LabVIEW.
Conclusion
By applying up-to-date methods in the production in food industry, it is possible to effectively apply the elements of Industry 4.0 standards in the form of customized mass production. Possibility of selecting raw materials and insight into the documentation of products and semi-finished products subsequently increase the trust among the contracting authorities. New elements allow us to virtualize products with detailed tracking of all procedures by documentation. The developed model enables us to produce on the whole production line an entire range of products without stopping the production process before the quantities ordered. Each type of product is specifically monitored on the basis of RFID, and QR Code technology applies a certain treatment from the selection of raw materials to packaging and labels that is in line with the content of the product. In the interest of improving the utilization of the production line, an expert system for assessing the status of the production line based on the collected data has also been developed. The system then proposes based on the condition and load of the production line when it is optimal to perform preventive maintenance or when a critical event can be expected that can be avoided by timely intervention. A SCADA system that monitors the state of the production line in real time is also developed. The selection of the display of fruit yoghurt production has fallen due to relative simplicity of production and a wide range of variations of the final product. The first distinct disadvantage of customized production is most likely smaller profit than with the classic mass production, because the production is much elaborate. Higher costs are also caused by the need of more experts. The capacity limit of the production is reached a lot faster because it is impossible to produce on stock. Instead, the production can only start after the order arrives. But compared to mass production, customization has the advantage that the scrap quantity is lower and storage costs can be reduced. Another advantage of mass customization is its higher client retention, because the purchaser himself engages a lot more intensively with the product and later on shares a personal reference with it. By analysing costumer requirements, it is possible for the company to detect certain trends and thereby to gain competitive advantages on the market. Customized mass production in food industry offers companies many valuable advantages, which are especially important for a future-related strategy.
Footnotes
Handling Editor: Ivo Bukovský
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship and/or publication of this article: This work was supported by the Agency for Research and Development under the contract no. APVV-15-0602 and also by the Project of the Structural Funds of the EU (ITMS code: 26220220103). This research was also supported by the pilot project of Accreditation Committee under Ministry of Education, Science, Research and Sport of the Slovak Republic titled ‘Identification of Top Research Teams at Universities in Slovakia’ for the research team ‘Advanced Manufacturing Technologies Research Team (AMTRteam)’.