
Abstract
Shipping heavy-duty goods or equipment is being a new sector recently, and the pallet is rather important. In this article, a comparison of various materials revealed that laminated veneer lumber was ideal for heavy-duty packaging industry. For various pallets with random parameters, a hybrid reliability optimization design method was proposed, which aimed to provide an effective computational tool for reliability design of pallet system. With first-order second-moment method, the separation and combination of component and system failure probabilities were obtained. Several case studies were included to illustrate the computational procedures, as well as to discuss the effects of dimension and quantity of members. Using design of experiment method, the sensitivities of each parameter were significant, and the optimization of whole system was realized. To reduce the cost, recycling and standardization were worth considering in the future.
Introduction
Over the past decade, packaging and transportation has always been a large industry sector in manufacturing. Shipping heavy equipment, such as heavy-duty (HD) electro-machinery, is not a simple task. An accurate solution to ensure the strength and durability while delivering safely without damaging HD equipment is required. A packaging system generally consists of members such as pallet, crate and cover or lid. Thus, the system, affected by any of those members, is rather complicated for design.
Various materials are currently being used for pallets, such as solid wood, wood-based composites, paper, plastic, and metal. Among these, wood pallets have been used for over a century and solid wood remains the most common pallet material accounting for 95% of the inventory and applications worldwide. 1 Every year, approximately 450–500 million new pallets are manufactured and become part of the large pool (roughly 2 billion) of pallets that are in circulation in the United States. 2 Meanwhile, in the European Union, some 280 million pallets are in circulation every year. To produce those copious new pallets annually, the pallet industry consumes vast quantities of resources. In 2005, it was estimated that 33% (3.8 billion board feet) of the total hardwood lumber produced in the United States was used for pallet manufacturing, making it the single largest use of hardwood lumber. 3
Although wooden packaging was widely used, the faults and restrictions are still evident. The shortage of raw wood resource is the main cause. As HD packaging has high demand for the material performance, including modulus of elasticity (MOE), modulus of rupture (MOR) and other principal characteristics, most types of wood are not fit. Furthermore, a higher priority is placed on quality control rather than reliability generally, while high quality is not completely equivalent to high reliability. 4 Ensuring the safety of the system under the cost constraint is a difficult task, yet to be adequately resolved.
Several studies were conducted to explore the design and optimizations of pallet5,6 and package, 7 while most of them were with the help of computer-aided engineering (CAE) program or finite element method, which makes the design procedure more complicated. Others adopted the methods8–10 based on the theory of elasticity as commonly applied to structures, but the trends and distributions were still uncertain. Hence, finding a reliable and feasible method is rather essential.
There existed many uncertainties, such as the wide variation in boundary conditions and material behavior. For practical engineering problems, the probabilistic methods are generally suitable. To deal with uncertain variables, traditional reliability analysis and design methods, such as the first-order reliability method,11,12 second-order reliability method 13 and reliability-based design optimization,14,15 adopt the probability model. However, the traditional reliability method is established by concentrating on the system level and ignoring the relationship of the component and system, thus it is not suitable for complicated conditions.
This article aims to introduce an innovative approach to design HD pallet system based on the theory of reliability and bridge the material characteristic and component and system safety. The reliability-based design procedures are represented and the influence is discussed.
Pallet material
Wood composites, such as plywood, oriented strand board (OSB), particleboard, and laminated veneer lumber (LVL), represent 2%–4% of the pallet market. Globally, opportunities exist to utilize plantation species, such as hybrid poplar (Populus hybrids), black spruce (Picea mariana), and aspen (Populus tremuloides), for manufacturing plywood, LVL, OSB, oriented strand lumber (OSL), and laminated strand lumber (LSL) for packaging applications. One of the advantages of those products is that their performance is not necessarily limited by wood properties. They offer opportunities to convert low-value plantation logs to higher-value next-generation pallet products.
Materials
LVL material, made from rotary peeled veneers glued together using phenol formaldehyde resin, has the advantages of dispersing the defects, making the material properties relatively homogeneous compared to sawn timber. 16 For LVL, there are still property variations caused by factors such as layer property manipulation, peeling methods, veneer thickness, densification and moisture content. 17 The characteristics of LVL are mainly influenced by the qualities of veneer elements. Table 1 lists the main properties of LVL with different resources from several researchers showcasing large variations according to Bergman. 18 Even with the same species, the results could also be different.
Selected properties of LVL for structural composite lumber products.

MOE: modulus of elasticity; MOR: modulus of rupture.
Table 2 presents the static properties of some primary wood products according to Bergman. 18 The maximum of LVL’s MOE and MOR are, respectively, up to 19.24 GPa and 86.18 MPa, which is twice as that of other composite materials, OSB and plywood, for instance. The average of LVL’s MOE is 14.10 GPa, which is higher than Douglas-fir’s MOE. The advantages of LVL are apparent. The property database indicates that LVL material has a possibility to substitute the lumber in pallet industry. More importantly, the manufacturing process contains the hot-pressing which means the pallets made from LVL are fumigation-free. Hence, LVL has obvious advantages in global trade.
Static properties of wood products.
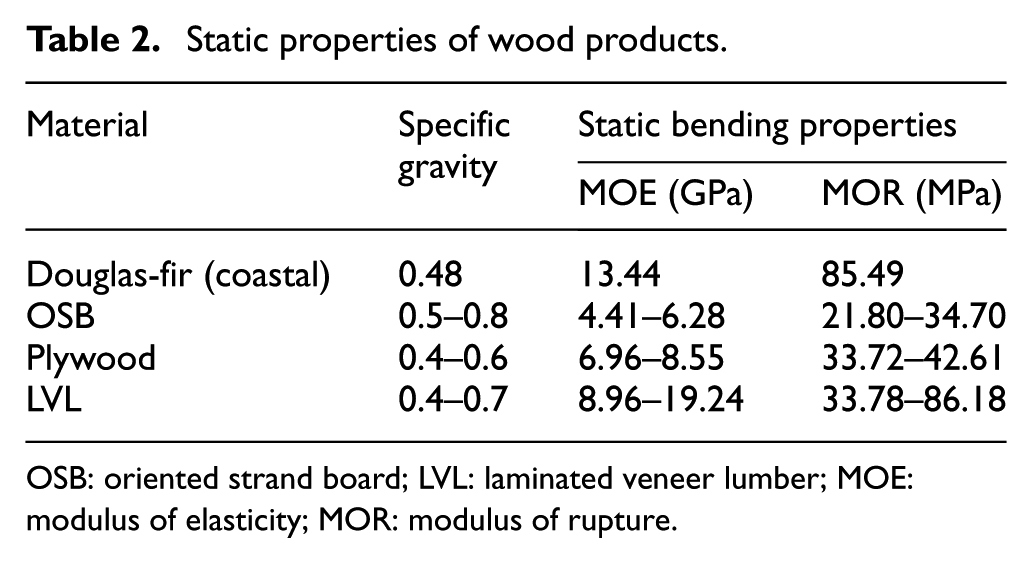
OSB: oriented strand board; LVL: laminated veneer lumber; MOE: modulus of elasticity; MOR: modulus of rupture.
Material comparison
In North America (NA), the most common species used for LVL are Douglas-fir, Southern Pine, and Red Maple, while Changbai Larch and Poplar are widely used in China. Despite the similarity in manufacturing, the large variance in mechanical properties appears between Chinese and NA products. Figures 1 and 2 show the distribution of flatwise bending MOE and MOR, including probability distribution function (PDF) and cumulative distribution function (CDF), for Deyang LVL (Chinese typical one) and NA LVL, respectively.19,20 The mean value of MOE and MOR, which can be determined with the 50 percentile value in CDF, are 11.22 GPa and 51.93 MPa for Deyang LVL. Similarly, the mean value of MOE and MOR is 12.71 GPa and 70.63 MPa for NA LVL, respectively. The lower mean value of Deyang LVL might be associated with two reasons, one of which is the poor properties of raw materials and another is the lack of grading or screening process during manufacturing. Veneers with huge difference in MOE, moisture content, and defects should be sorted; thus, the performance of LVL can be manipulated. Ultrasonic or vibrational method for testing MOE of veneer 21 instead of visual sorting should be adopted to manufacture consistent products for improved manufacturing efficiency.

Flatwise bending MOE distribution of Deyang LVL and NA LVL with (a) probability distribution function and (b) cumulative distribution function.

Flatwise bending MOR distribution of Deyang LVL and NA LVL with (a) probability distribution function and (b) cumulative distribution function.
Pallet system
System established
Five factors mainly affect the design of the pallet: strength, stiffness, durability, functionality, and cost. The strength is the most important which is directly related to the utilization and service life and also means load carrying capacity in most cases. Traditional wood or wood composite packaging is designed for light or medium load condition. ASTM D7478 22 covers a type of HD wood crate with the connection of nails, bolts, lag bolts, wood screws, and metal strapping. The maximum dimension is 9.144 m in length, 2.743 m in width, and 3.048 m in height. The maximum design load is 13.607 ton, which is far less than the general level of electro-machinery.
Based on existing pallets, heavy-duty pallet (HDP) system, which contains deck boards, stringers, and connections (as shown in Figure 3), is established to meet the requirement of heavy goods transportation. Deck boards and strings are jointed together by the bolted or dowel-type connections and integrated into a whole system to resist heavy loading and vibration. Similar to the stringer pallet, mentioned in Uniform Standard for Wood Pallets, 23 the stringers are notched for the convenience of forklift and hoisting. To avoid the damage caused by stress concentration, the notches are enhanced with steel sheets.

Components of HDP system.
Reliability theory
The failure of one component can reduce the system reliability in two aspects: loss of the reliability contribution of this failed component and the reconfiguration of the system.
24
Thus, the HDP system is regarded as a series system, which is relevant to all members (Figure 4). The HDP system can be divided into three parts: stringer, deck board, and connection. It can be assumed that the strength of each member is a random variable and the failure of each member is independent. So, the failure probability of the whole system

where

where

The reliability block diagram of HDP system.
Reliability design method
For simplified calculation, it is assumed that each member of one type has the same conditions, such as dimension, material, loading condition, and restrictions. So, the parameters in equation (2) can be simplified as follows



where
The failure probability of the whole system

where

where C is the capacity and D is the demand. Obviously, when
The function G with Taylor expansion can be written as follows

where
Different part has its unique function G. For stringer part, the function

where m is the mass of goods, g is the gravity coefficient, j is the number of stringers,
Meanwhile, for deck board part, the function

where m, g, k, and
j
are defined above;
For connection part, as the strength is formed by the reaction of bolts–stringers and bolts–deck boards, the function



where m, g,
Herein, equation (2) is used for calculating the failure probability of system, and equations (3)–(5) are used for calculating the failure probability of each part. equations (6)–(8) and equations (9)–(13) are for determining the failure probability of stringer, deck board, and connection part, respectively.
As the functions are non-linear, first-order second-moment (FOSM) method is essential for obtaining the failure index

With MATLAB, a program is written to realize the calculation of reliability. And design point method (DPM) is applied instead of mean point method (MPM) because of its advantage in accuracy. Figure 5 shows the process of MATLAB program. At first, few parameters should be defined to start the calculation. The mean value

Flowchart of solving failure probability.
Case study
Parameters
To demonstrate the application of reliability-based design method, several case studies are employed to analyze the safety of whole HDP system. The parameters, such as dimensions and quantities, are according to the experiences and previous works from packaging industry and few companies. The mass of goods m is set as 20 ton (20,000 kg equivalently).
According to JAS No. 1443,
36
the dimensional variation of thickness, which is height instead here, is 0%–7% of the marked dimension and up to 3 mm. The dimensional variation of width and length are separately −1.5 to + 1.5 mm and not less than 0 mm (herein, we choose interval 0 mm to + 10 mm). The mean value


where a is the ideal size,
Dimension and quantity effects
For the sake of data integrity, Deyang LVL is considered as the main material in calculation. The mean value and standard deviation of flatwise
For stringer part, as shown in Table 3 and Figure 6, the trends of failure probability with the increase in length
Member effects of stringer part.


The effects of (a) length
For deck board part, as shown in Table 4 and Figure 7, the effects of width
Member effects of deck board part.
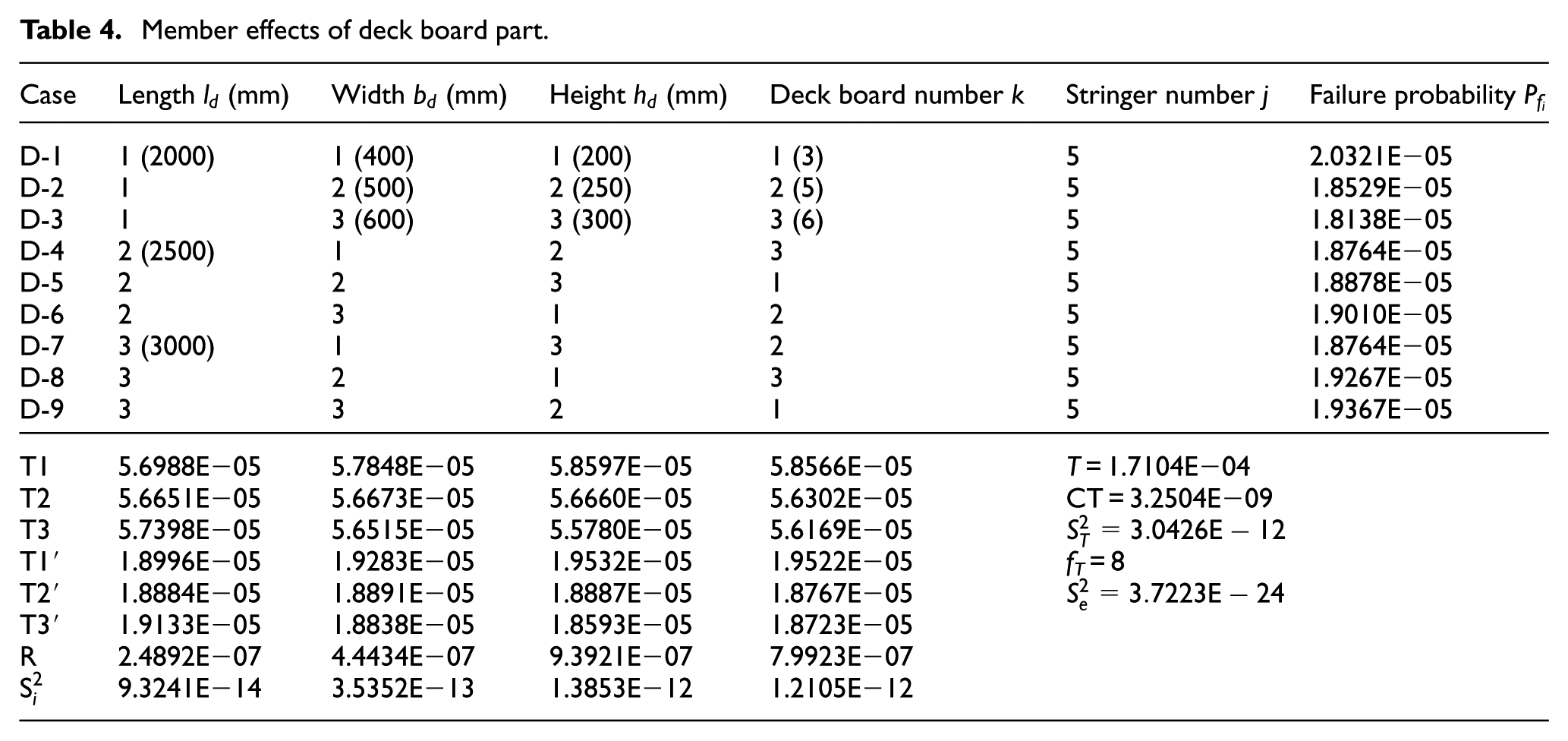

The effects of (a) length
Whole-system analyses
Many studies on bolted connections, which can be manufactured with steel, wood, bamboo, or other wood-/bamboo-based composite material, have been reported. Steiger et al.
37
and Rossignon and Espion
38
have given approaches for predicting the strength, and the formulas are similar. While bolted in raw lumber, they might not be applicable to LVL connection. Thus, it is assumed that the dimensions of the connection meet the basic requirements, as claimed in EC5, and ignore the failure condition of connection or with regard to
The failure probability of whole system is calculated by equations (1)–(5). Table 5 lists two cases, which is selected based on the analysis before. For stringer part, the case with
Optimization of pallet system.

Further problems
Recycling
While LVL HDP system exhibits high quality and high convenience, inevitably its cost is too much more than wooden one, or even steel HDP. Also, the dissipation followed is a huge part as well as the pollution. As shown in Figure 8, the United States recovers 70% pallet in the market. 39 European Union requires at least 60% of the fiber-based packaging waste to be recycled, although some European countries have already reached this requirement, as Finland has been over 70%. 40

Recovery and reuse of pallet in the United States.
According to the research based on Life Cycle Analysis (LCA), the manufacturing cost of multiple-use pallet is approximately twice the single-use one, but the energy consumption, solid waste generation and emissions from manufacturing, and use of the multiple-use pallet are approximately 50% less than the single-use one. 41 As the recycling work is so important, for further development, it needs to introduce a new sector for pallet rental and management.
Standardization
Pallet size varying with goods, standardization of design, manufacturing, and utilization is worth to be explored for the reasons of reducing waste and pollution during manufacturing and utilization. Modularized members are positive for system being assembled, which makes it easier in manufacturing, transportation, and recycling. A customized program like Pallet Design System (from United Pacific Forest Products Organization) is required for standardization.
Conclusion
This article presents a reliability-based method for designing the HDP system, considering MOE and MOR distributions. Several case studies have been proposed incorporating the formulas for parts and system failure probability calculation. The results can be summarized as follows:
Both MOE and MOR of LVL were more than twice of other wood-based products. Thus, LVL seems to be one of the most suitable materials for the HDP system. The MOE and MOR mean values of Deyang LVL were much lower than those of NA LVL.
With the functions and equations established and FOSM theory, the reliability-based design and optimization for the pallet system were developed. With DoE method, the dimension and quantity effects on failure probability were significant, as well as the trend and the sensitivity of each parameter. With limited set of data, the optimal case of whole system was obtained.
For industry, better raw materials and grading and screening processes are essential to improve the LVL quality. The reliability-based design procedure can reduce the cost, while recycle and standardization are also helpful.
Footnotes
Acknowledgements
The authors wish to thank Dongsheng Huang and Chunping Dai for their valuable works.
Handling Editor: Farzad Ebrahimi
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This article was funded by Priority Academic Program Development of Jiangsu Province Higher Education Institutions (PAPD), Project of Housing and Urban-Rural Development Ministry of China (No. 2014-K2-014), Science Foundation of Changzhou Institute of Technology (No. YN1615), Project of Research and Application of Hollow Structure CLT Pallet for Packaging, and National Key Research Project (No. 2017YFF0207203-04).