
Abstract
Based on the fundamental laws of electrochemistry and grinding, the theoretical models of oxide layer contact stiffness for the ultrasonic vibration–assisted electrolytic in-process dressing grinding system and the electrolytic in-process dressing grinding system are established, respectively. The numerical simulation analyses and experimental research are carried out for determining the reliability of the oxide layer contact stiffness models. Through numerical simulations, the affective trends of the grinding parameters, ultrasonic parameters, and electrolytic in-process dressing electrical parameters for oxide layer contact stiffness are obtained. The oxide layer contact stiffness decreases with either an increase in elastic deformation of the system or decrease in nominal grinding depth. The greater the nominal grinding depth, the more obvious the impacts on the oxide layer contact stiffness by the elastic deformation of the system. The oxide layer contact stiffness is inversely proportional to the ultrasonic amplitude, ultrasonic frequency, duty ratio, power supply voltage, and wheel speed, and it is directly proportional to the workpiece speed. With an increase in the oxide layer contact stiffness, the surface profile depth, surface roughness, and fractal dimension first decrease and then increase gradually. The research results are valuable for controlling oxide layer contact stiffness.
Keywords
Introduction
The development of productive forces as well as scientific and technological progress has led to the continuous improvement in materials technology and sensor technology. Currently, hard and brittle materials, such as carbide, semiconductor materials, granite, ceramic, and optical glass, have become more widespread in industry production.1–4 Among these materials, ceramic materials are one of the most promising brittle materials due to their excellent comprehensive function. However, the bond energy is high and directional because the combination key is usually an ionic or covalent bond. Furthermore, slippages, dislocations, and plastic deformations do not easily occur at room temperature, which provides technical problems to process after shaping, as well as a research hot spot.5,6 Currently, ultrasonic vibration grinding technology and electrolytic in-process dressing (ELID) grinding technology have been widely applied in nanocomposite ceramic materials processing.7–9 However, few studies have been published on composite grinding technology.
In order to efficiently obtain mirror surface quality, a composite efficient mirror processing technology, ultrasonic vibration–assisted electrolytic in-process dressing (UAED) grinding, has been developed through the theories and practices of ELID grinding technology and ultrasonic vibration grinding technology. Under the function of pulse power, the metal substrate on the grinding wheel surface is removed by an anodic solubility effect. The oxide layer coating on the grinding wheel consists of generated oxide and hydroxide, which are refractory compounds. 10 The dynamic balance between nonlinear electrolytic dressing and electrolytic inhibition by the oxide layer is used to periodically dress the grinding wheel, and constant exposure and chip contain space are obtained. The oxide layer features excellent adaptability, which achieves a stable and optimal grinding state. 11 Therefore, studies concerning oxide layer characteristics play an important role in improving the machining precision and quality.
During recent years, academic communities have begun to do more research and pay more attention to the characteristics of oxide layer. Zhang et al. 12 conducted a comparative study to investigate the special aspects using the ELID method or the rotary dressing method and proposed that because of the existence of the soft oxide layer, the interaction between the abrasive particles and the workpiece can be simplified to a spring-damper system. Using the nanoindentation technique, Fathima et al. 13 studied the modulus of elasticity and the contact stiffness of oxide layer. Sato and Kudo 14 discussed the distribution of the potential in the layer by a non-uniform layer model consisting of an inner layer of intrinsic, anhydrous ferric oxide and an outer layer of hydrous, semiconducting ferric oxide. Guan et al. 15 studied hardness and adhesion characteristics of the oxide layer. Kuai and Zhang 16 established a mathematical model to calculate the spring stiffness of the oxide layer for the ELID grinding. Lee and Kim 17 presented that the thickness of the oxide layer increased linearly in accordance with the decrease in the dressing current, and the thickness of oxide layer was kept up regularly by the dressing current control. Using laser displacement sensor and eddy current gap sensor, Wang et al. 18 invented an online method for measuring the oxide layer thickness directly. Kuai 19 established the adhesion strength model of oxide layer, which can reflect the adhesion property of oxide layer and present the distribution, shedding, and updating of the oxide layer on the surface of grinding wheel very well.
Because the oxide layer possessed elasticity itself and the elasticity has an impact on actual grinding depth, 13 studying the laws and influence factors of oxide layer contact stiffness is of great significance for stabilizing grinding process and improving grinding precision. In this article, a theoretical model of oxide layer contact stiffness for UAED grinding, which can be used for exactly controlling the oxide layer contact stiffness to suit the specific grinding process, is proposed. Numerical simulations of the theoretical model are analyzed in order to obtain the variation rules and influencing factors of oxide layer contact stiffness. Through experimental studies and K Fathima et al.’s experimental data, the reliability of the theoretical model of oxide layer contact stiffness is verified. During engineering applications, the surfaces of machined parts need to possess specific features. 20 Abrasion resistance and bearing performance are the prominent features of engineering ceramic parts. 21 In order to investigate the effects of oxide layer contact stiffness on the three-dimensional profile microstructure of the workpiece, the same specification ceramic artifacts are processed with different oxide layer contact stiffness values under the same processing conditions. With an increase in the oxide layer contact stiffness, both the workpiece surface roughness and fractal dimension decrease and then increase, but the workpiece profile surface abrasion resistance presents the opposite trend.
Modeling of oxide layer contact stiffness for UAED grinding
Principle of UAED grinding
The UAED grinding system is composed of metal bond diamond wheel, tool electrode, carbon brush, a pulsed power, an ultrasonic generator, and electrolytic fluid. Figure 1 shows the schematic of the UAED grinding. The grinding wheel and the copper electrode, respectively, serve as the anode and cathode device. The grinding wheel vibrates longitudinally with the action of ultrasonic. The electrolytic fluid is continuously provided between inter-electrode gaps. The grinding wheel continues to sharpen throughout the formation of oxide layer on the grinding wheel surface and the removal of the metal bond.

Schematic illustration of UAED grinding.
As observed by Keyence VHX-2000 and shown in Figure 2, during the actual composite grinding process, a mixture film, referred to as the oxide layer, forms on the wheel surface after electrical discharge machining (EDM) dressing and the UAED pre-dressing process.

(a) Wheel surface topography before EDM dressing observed by Keyence VHX-2000 with camera lens Z100 × 200, (b) wheel surface topography after EDM dressing observed by Keyence VHX-2000 with camera lens Z100 × 200, and (c) oxide layer topography after UAED pre-dressing observed by Keyence VHX-2000 with camera lens Z100 × 200.
The grinding system includes a grinding wheel, workpiece, and machine tool that has certain elastic deformation. By encountering the workpiece, the oxide layer wraps around diamond grits on the surface of the grinding wheel and removes the material. As Figure 3 indicates, the normal force of a single grain by the workpiece and the holding force of a single grain by the oxide layer constitute the action and reaction. Studies have shown that the elastic modulus of the oxide layer is between 30 and 50 GPa, which is approximately 1/6 to 1/3 of the grinding wheel matrix. 22 Because the oxide layer can easily be deformed and is in a dynamic state, the contact stiffness between the oxide layer and the diamond grit is an important and variable parameter in the grinding system.

Schematic illustration of single grain bearing forces.
Development of oxide layer contact stiffness model
To simplify the analysis process, the ultrasonic vibration was assumed to remain stable in the processing, and small changes in the ultrasonic amplitude and ultrasonic frequency were ignored. The grinding force used in the model was constant and was only considered as a cutting deformation force during the machining process. The contact stiffness between the oxide layer and diamond grit can be divided into the oxide film contact deformation and diamond grit contact deformation. The hardness of the oxide layer is about 210 MPa, which is far lower than that of the diamond grit, so the contact deformation of the oxide layer is greater than that of the diamond grain. 22 Therefore, the diamond grain can be regarded as a completely rigid body without any stress and strain. The oxide layer wrapping diamond grains was equivalent to a “micro-spring” whose quantity was relative to the number of diamond grains. Figure 4 shows the stress model of the grinding zone.

Stress model of the grinding zone.
By the series spring principle and parallel spring principle, the equation can be expressed as


where
The number of effective abrasive grains

where
The total grinding force of the grinding zone


where
In the actual UAED grinding, the abrasive grain rotates around the spindle while vibrating and feeding along the axial direction, as shown in Figure 5. The dotted sinusoidal curve shows the trajectory of the abrasive grain in x1y coordinates. The motion equation of a abrasive grain along the axial direction can be expressed by

where A is the ultrasonic amplitude,

Track of a single grain with longitudinal vibration.
Then, the velocity of the abrasive grain along the axial direction (vy1) can be written as

Based on equation (7), only the wheel rotation and ultrasonic vibration are taken into account, the grain average velocity caused by ultrasonic vibration in one cycle along the axial direction (vy1a) can be expressed by

The value of ultrasonic amplitude (A) generally ranges from 8 to 20 µm, and the value of ultrasonic frequency (f) ranges from 20,000 to 35,000 Hz. The grain average velocity caused by ultrasonic vibration in one cycle along the axial direction (vy1a) is considerably larger than the feed speed (fa). Thus, the influence of feed speed (fa) on the trajectory of the abrasive grain can be ignored. The solid sinusoidal curve shows the simplified trajectory of the abrasive grain in x2y coordinates.
By the simple harmonic motion characteristics, the motion equation of a abrasive grain can be expressed by

where vs is the linear velocity of grinding wheel and vw is the linear velocity of workpiece. The motion length of a single grain in the grinding zone

The volume of removal material per unit time

where
The number of abrasive grains passing the grinding zone per unit time

The material elimination by a single abrasive grain per unit time

The average chip area of a single grain in an ultrasonic machining

Accordingly, the average chip area of a single grain in a normal grinding machining

Based on the theory of the average chip area,
23
the normal force of a single grain
In the condition of pure shearing, the compared chip deforming force that is dependent upon material property

where H is Vickers hardness of workpiece,


The common point of UAED grinding and ELID grinding is that the electrolysis of the metal bond changes the actual grinding depths. By Faraday’s law of electrolysis, 24 the removal rate of metal bond can be expressed as

where Mv is the volume of metal bond, M is the atomic weight of Fe,
The volume of metal bond

where te is the electrolysis time. The thickness of the anodic dissolution (le) is

By ohm’s law, the loop current (I) can be expressed by

The electrolyte resistance

The oxide layer resistance

where U is the inter-electrode voltage, Ae is the cathode active area, Aa is the anode active area,
By combining equations (22)–(25), the thickness of the anodic dissolution

Thus, the actual grinding depth of the grinding wheel

where a is the nominal grinding depth. As a consequence of the above, the oxide layer contact stiffness


According to equations (28) and (29), if the elastic deformation of UAED grinding with the generated oxide layer was equal to the elastic deformation of ELID grinding with the generated oxide layer, then the oxide layer contact stiffness of the UAED grinding would be less than that of the ELID grinding. Elastic deformations of the grinding wheel, spindle, workpiece, and its support are all factors that influence the elastic deformation of the grinding system. Differences exist between the two different grinding systems during the actual machining process.
Simulation and analysis of the oxide layer contact stiffness theoretical model
Simulation analyses of the oxide layer contact stiffness were carried out by Mathematica software. Table 1 shows the simulation parameters. As shown in Figure 6, in order to research the effects of the system elastic deformation and the nominal grinding depth on the oxide layer contact stiffness, the oxide layer contact stiffness was simulated according to the above simulation parameters. The value of oxide layer elastic deformation was set as 1 × 10−6 and 1 × 10−5 m in the UAED and ELID grinding systems, respectively. The simulation results show that the oxide layer contact stiffness value is about 20,000 N/m, which is close to Fathima et al.’s 13 test conclusion in the order of magnitude. Additionally, the oxide layer contact stiffness of the UAED grinding process is slightly less than that of the ELID grinding process with the same processing parameters. Furthermore, the oxide layer contact stiffness decreases with either an increase in system elastic deformation or decrease in nominal grinding depth. Additionally, the larger the nominal grinding depth, the more obvious the impact of the system elastic deformation on the oxide layer contact stiffness. The causes are analyzed as follows: when the nominal grinding depth is small, the abrasive grains are dominated by the oxide layer that directly contacts the workpiece, scratches or micro-cutting generate on the workpiece surface, and the oxide layer contact stiffness value is close to the actual value. With an increase in the grinding depth, the oxide layer thickness is not enough to make up for the difference in the nominal grinding depth and anode electrochemical wear quantity. The abrasive layer is in direct contact with the workpiece, and the oxide layer contact stiffness and abrasive layer stiffness values are relatively close.
Simulation parameters.


Effects on oxide layer contact stiffness by system deformation and nominal grinding depth.
As shown in Figure 7, the theoretical model of oxide layer contact stiffness was simulated by different ultrasonic frequencies. As compared to the system elastic deformation, the influence of ultrasonic vibration frequency on the oxide layer contact stiffness is tiny and can almost be ignored. However, reducing the grinding system elastic deformation and improving process system stiffness play an important role in maintaining the stability of the whole processing system.

Effects on oxide layer contact stiffness by of system deformation and ultrasonic frequency.
The analogy in the single-factor experiment method was adopted to determine the influence of ultrasonic parameters on oxide layer contact stiffness. Figure 8(a) and (b) shows the effects of ultrasonic frequency and ultrasonic amplitude on oxide layer contact stiffness. It can be seen from the simulation curves that as the ultrasonic frequency or ultrasonic amplitude increases, the oxide layer contact stiffness curves exhibit a nonlinear decreasing trend. The main causes of the trend are as follows: an increase in the ultrasonic frequency or ultrasonic amplitude can increase the reaction area of the cathode and anode in unit time, as well as enhance the removal overlapping rate of the micro power line between the two. Thus, the production rate and quality of the oxide layer are simultaneously improved, and the oxide layer texture becomes more compact.
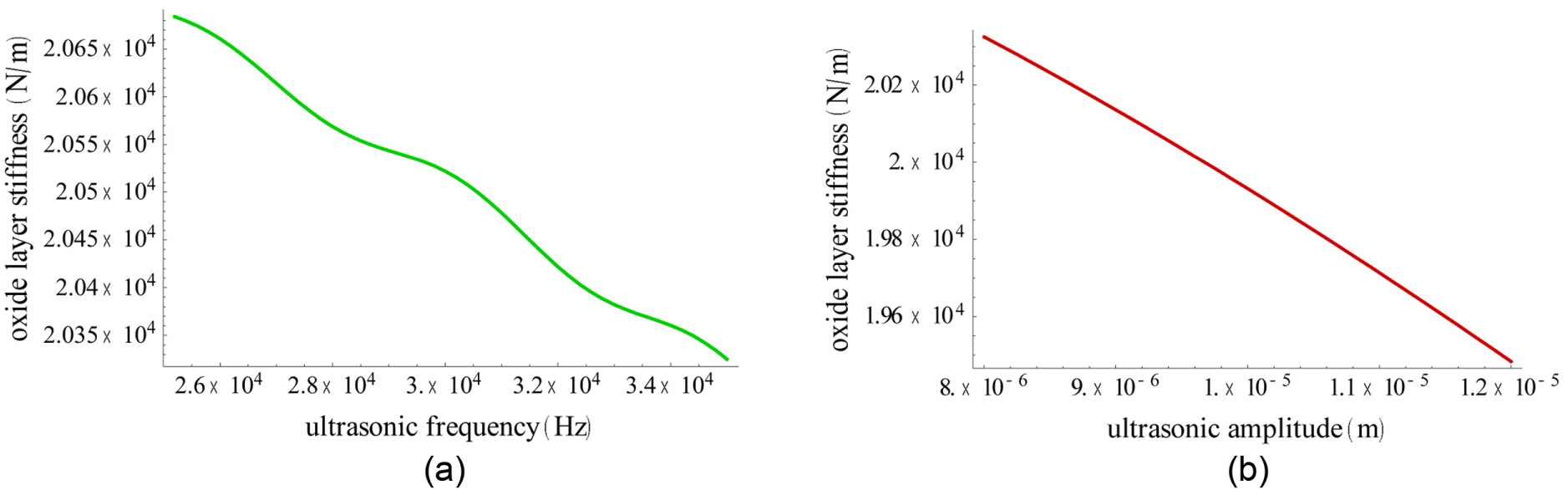
Effect on oxide layer contact stiffness by (a) ultrasonic frequency and (b) ultrasonic amplitude.
The power supply voltage and duty ratio are important electrical parameters in the UAED grinding process that greatly influence both the thickness and surface morphology of the oxide layer. 11 As shown in Figure 9, different voltages and duty ratios were selected in order to simulate the theoretical model. From the simulation results, as the power supply voltage or duty ratio increases, the oxide layer contact stiffness exhibits a nonlinear increasing trend.

Effects on oxide layer contact stiffness by supply voltage and duty ratio.
The main reason is that the loop electrolytic capacity is greatly enhanced with an increase in the power supply voltage and duty ratio, and the metal bond solubility increases. The oxide layer forms continuously, but the texture becomes much looser. Thus, it is unable to hold abrasive grains and achieve shock-absorber action. A matching electric parameters combination should be chosen in order to obtain a suitable oxide layer contact stiffness.
Figure 10 shows the influences of grinding parameters on the oxide layer contact stiffness. The oxide layer contact stiffness is inversely proportional to the wheel speed and directly proportional to the workpiece speed. The decreasing rate of the oxide layer contact stiffness by wheel speed greatly increased along with an increase in workpiece speed. Thus, the utilization of moderate grinding parameters should be considered in the actual grinding process.
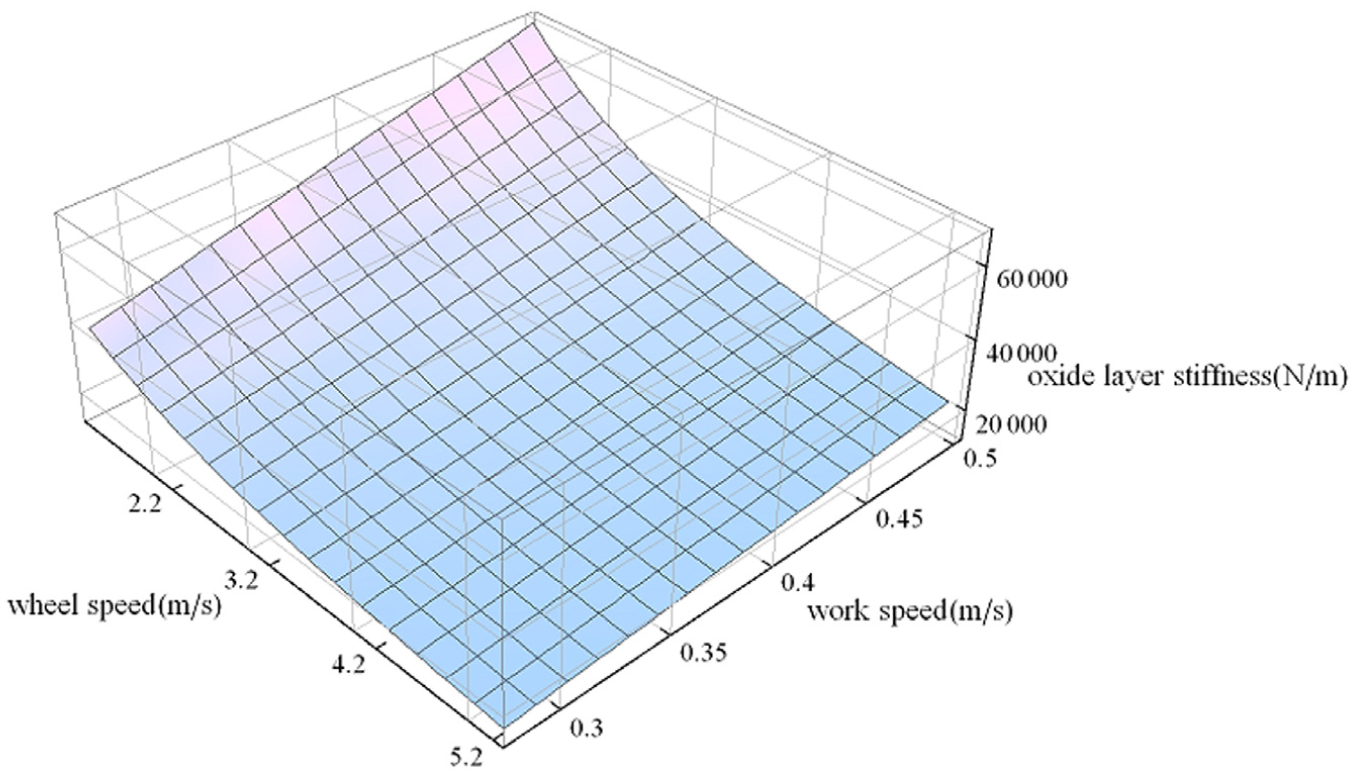
Effects on oxide layer contact stiffness by wheel speed and workpiece speed.
Test and result analysis of UAED grinding
Testing demonstrations of oxide layer contact stiffness theoretical model
The state of the oxide layer is time-variable, so its contact stiffness is not easily achieved in real-time measurement during the UAED grinding process. The measurements of the grinding force were used to obtain the oxide layer contact stiffness indirectly when combined with the theoretical model. To compare the actual test results with the theoretical calculation results, the testing parameters were selected as the simulation parameters or as close to that as possible. The tests were carried out using the metal-bonded diamond grinding wheel of W40 and a Kistler dynamometer to measure the normal grinding force with the change in grinding depth, wheel speed, and workpiece speed. Figure 11 and Table 2 illustrate the experimental device and test parameters, respectively.

UAED grinding experimental device.
Test parameters.

EDM: electrical discharge machining; UAED: ultrasonic vibration–assisted electrolytic in-process dressing; ELID: electrolytic in-process dressing.
The expression of oxide layer contact stiffness in the UAED grinding process

According to equations (2), (3), and (5), the oxide layer contact stiffness in the ELID grinding process

The values of the normal grinding forces measured under different processing conditions were inserted into equations (30) and (31), and the calculated results are shown in Figure 12(a)–(c) as testing results. The trends of the testing results are comparable to the simulation results, but some errors still remain. The reliability of the oxide layer contact stiffness theoretical model was proven. The main reasons for the errors were the preciseness of the effective grain density and the elastic deformation of the entire grinding system. In addition, in order to simplify the calculation process, the contributions of the non-iron series elements were ignored in the derivation of the actual grinding depth. Subject to the testing results, the oxide layer contact stiffness of the UAED grinding process is slightly less than that of the ELID grinding process with the same processing parameters. Figure 12(c) illustrates the increase in the oxide layer contact stiffness of two different grinding processes as a result of increasing the nominal grinding depth. The adaptive characteristic of the oxide layer by the theoretical model simulation was correctly proven. Usually, in the actual machining process, the nominal cutting depth is reduced gradually to improve the machining efficiency and quality. This adaptive characteristic of the oxide layer conveniently improves the processing precision.

(a) Actual and theoretical values at wheel speeds of 1.3, 1.9, 2.6, 3.25, 4.2, and 5.2 m/s, (b) actual and theoretical values at workpiece speeds of 0.28, 0.3, 0.37, 0.39, 0.43, and 0.5 m/s, and (c) actual and theoretical values at nominal grinding depths of 1, 2, 3, 5, 6, and 7 µm.
Effects of oxide layer contact stiffness on three-dimensional profile microstructure of workpiece
A white-light interferometer (model: Talysurf CCI 6000) was used to observe the surface microstructure and morphology characteristics of a workpiece under different oxide layer contact stiffness values. By calculating the three-dimensional profile fractal dimension according to the box dimension analysis module, the influence of oxide layer contact stiffness on the workpiece surface fractal characteristics was obtained. The Abbott–Firestone curve was used to obtain the loading rates of different profile depths and the profile depths of different loading rates.
Figure 13 shows the workpiece surface roughness and fractal dimension of different oxide layer contact stiffness values. The three-dimensional profile fractal dimension of the workpiece is between 2 and 3, which proves that the workpiece surface has a self-similarity fractal character. The fractal dimension reflects the comprehensive characteristics of the spacing and height of the surface microstructure, which is a relative describing parameter. However, surface roughness is a figurative representation of the surface microstructure height. Surface roughness is small, and the microstructure of the surface profile is relatively flat. Therefore, the surface is smoother as the fractal dimension is smaller, and its fractal dimension is close to 2. With an increase in oxide layer contact stiffness, both the workpiece surface roughness and fractal dimension decrease and then increase. The smallest surface roughness is 0.08894 µm, and the smallest fractal dimension is 2.77. The oxide layer contact deformation resistance is stronger under the reaction of the workpiece, and the elastic cushion is more obvious, which makes the grinding process smooth and makes it difficult to fracture the oxide layer. The surface deterioration is reduced, and the surface quality is effectively improved. The contact deformation resistance of the oxide layer is overly strong, which causes the worn grains to not leave the grinding wheel in a timely manner. The low grinding efficiency, cracks, and defects lead to increased surface roughness and fractal dimension.

Effects on surface roughness and fractal dimension by oxide layer contact stiffness.
The deeper the profile depth, the longer the run-time spent to reach the prospective loading rate. Figure 14 demonstrates the different degrees of influence of the oxide layer contact stiffness on the distribution of a workpiece surface profile. As the oxide layer contact stiffness increases, the workpiece surface profile loading rate reaches 80% at a profile depth of 107.72, 53.98, 49.09, 18.71, 24.92, and 25.4 µm, respectively. Initially, the workpiece profile surface abrasion resistance increases. However, it then decreases as the oxide layer contact stiffness increases. When the value of the oxide layer contact stiffness is 29,731 N/m, the workpiece profile surface abrasion resistance is relatively better, and the loading rate is bigger with the same profile depth. When the oxide layer contact stiffness is too small to resist deformation, it easily falls from the grinding zone with grains, causing workpiece surface contamination and an uneven distribution of abrasive grains. Then, the workpiece surface profile is uneven and has a low surface bearing capacity. The resist deformation force is overly strong when the oxide layer contact stiffness is too large, which causes an alternating frequency in the formation, a slow removal of the oxide layer, and the worn grains do not leave the grinding wheel in a timely manner. As a result, the workpiece surface profile is uneven with a low surface bearing capacity. Controlling the moderate oxide layer contact stiffness is the key point for achieving a perfect workpiece surface profile.

Workpiece surface microscopic profile feature when (a) k1 = 15,674 N/m, (b) k1 = 19,917 N/m, (c) k1 = 26,144 N/m, (d) k1 = 29,731 N/m, (e) k1 = 40,893 N/m, and (f) k1 = 47,614 N/m.
Conclusion
This study presents a precise and efficient method named UAED grinding. The oxide layer contact stiffness models of the UAED grinding system and ELID grinding system are established according to the fundamental laws of electrochemistry and grinding. The models are simulated and verified with different processing parameters. The following conclusions can be drawn from this study:
Oxide layer contact stiffness decreases with increasing elastic deformation of system or decreasing nominal grinding depth. Furthermore, the greater the nominal grinding depth, the more obvious the impacts on the oxide layer contact stiffness by the elastic deformation of the system. The adaptability of the grinding depth allows the grinding system to adjust the size of the actual grinding depth in real time and the deformation resistance in the early stage, stable stage, and finishing stage; thus, the grinding system is maintained in a stable state.
The abrasive grains are dominated by the oxide layer contact and scratch the workpiece when the nominal grinding depth is small, and the value of the oxide layer contact stiffness is close to the real one. The abrasive layer contacts the workpiece directly with an increase in the nominal grinding depth, and the value of the oxide layer contact stiffness is equal to the value of the abrasive layer contact stiffness.
The oxide layer contact stiffness is inversely proportional to the ultrasonic amplitude, ultrasonic frequency, duty ratio, power supply voltage, and wheel speed, and it is directly proportional to the workpiece speed.
The actual values of the oxide layer contact stiffness are indirectly obtained by combining the measurements of the normal grinding force with the models. The calculation and test values are compared, and causes of the errors are analyzed. The test results verify the theoretical models. The oxide layer contact stiffness of the UAED grinding process is slightly less than that of the ELID grinding process with the same processing parameters.
The same specification ceramic artifacts are processed with different oxide layer contact stiffness values under the same processing conditions. The micro-topography measurement of the workpiece surface was taken, and the results indicate that with an increase in the oxide layer contact stiffness, the workpiece profile surface abrasion resistance first increases and then gradually decreases. The changing trends of the surface roughness and the fractal dimension are all opposite to that of the workpiece profile surface abrasion resistance.
Footnotes
Appendix 1
Academic Editor: Filippo Berto
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was supported by the National Natural Science Foundation of China (51175153) and National Natural Science Foundation of China (51475148).