
Abstract
Ultra-precision machining of tungsten carbide (YG10) can be realized under the combined assistance of laser heating and two-dimensional ultrasonic vibration. In order to study the wear mechanism of PCBN cutting tool and its influence on cutting process, the cutting tool wear condition and the evolution process of flank wear are observed, and the wear mechanism of PCBN cutting tools is analyzed under the combined effects of laser and ultrasonic vibration. Compared with the traditional cutting, the laser-assisted cutting, the two-dimensional ultrasonic vibration cutting, it is studied that the effect of tool wear on the machining precision, machining quality, and cutting force with the change in length of cut in laser heating and two-dimensional ultrasound composite-assisted cutting (LUAC) and the tool wear characteristics are analyzed under the special coupled thermo-force. The research results show that the LUAC can effectively alleviate tool wear, improve dimensional precision and surface quality, and reduce cutting forces.
Introduction
Sintered tungsten carbide (WC), as a typical sort of difficult-to-cut material, is usually used in the occasion where material strength and hardness have special requirements and has the irreplaceable status in this occasion. But due to the high hardness and strength and good wear resistance of this material, its processing performance is poorer, and processing cost is higher. The most prominent characteristic of such materials is high brittleness and low fracture toughness. Machining of this material with traditional cutting (TC) method is a real challenge compared to other difficult-to-cut materials.1,2
In the two-dimensional ultrasonic vibration cutting (TDUVC), cutting tool is no longer the high-frequency vibration with single direction round, but the trajectory of the elliptical vibration cutting the workpiece3,4 effectively avoids the long time friction between tool flank face and the machined surface in traditional ultrasonic vibration, alleviates the tipping breakage of the tool and adverse impacts on the processing quality of the workpiece and effectively reduces the cutting force, improves the surface machining precision, prolongs tool life, and it is suitable for precision and ultra-precision processing of difficult-to-machine materials.5–7
Laser-assisted cutting (LAC) uses high-power energy emitted from the laser device focusing and irradiating on the surface to be machined in a certain distance away from the tip, and the material is heated to a certain temperature instantly, makes the material workability improved under high temperature, improves the plasticity of materials, and reduces the cutting force and tool wear.8,9 And the cutting of difficult-to-machine material can be achieved in ductile field; yield strength is reduced to below the fracture strength, so that avoiding cracks appearing in the process and improving the machining efficiency and surface quality.10,11
PCBN tool has good abrasion resistance and red hardness and good chemical stability.12,13 It is suitable for high-speed cutting, dry cutting, hard cutting, and other manufacturing requirements. 14 Thus, the finish machining of hard processing materials with hardness and brittleness can be achieved using PCBN cutting tool.
Tool wear is a prominent problem in the process of machining difficult-to-machine materials 15 and has an important influence on machining process and the result. When the length of cut reaches a certain length, the tool cannot remain sharp, and thus, the machining precision of workpiece is reduced, the microstructure is decreased, and the cutting force is increased; also, the coefficient of friction of tool and workpiece is increased and also the cutting temperature, which influences on the machining efficiency and processing quality. Therefore, studying on the characteristics of tool wear has an important significance. In the laser heating and two-dimensional ultrasound composite-assisted cutting conditions (LUAC), tool wear characteristics with certain changes will happen by special force coupling action.
According to the related theories of cutting hard and brittle materials, a method for ultra-precision cutting of cemented carbide alloy under the action of laser heating and two-dimensional ultrasonic vibration is proposed in this article, combining hard cutting method and special processing theory, using self-developed TDUVC device and PCBN cutting tool, and the influence rules of tool wear on the dimensional precision, surface quality, and cutting force are studied under different cutting conditions.
Experimental conditions
The experiments were carried out in the Sphere 360 ultra-precision lathe, and the minimum resolution of the lathe reaches to 10 nm. Laser heating system is composed of laser generator, optical fiber transmission system, beam delivery system, and so on. Self-developed two-dimensional longitudinal and bending ultrasonic vibration cutting system, including ultrasonic generator, transducer, and horn with three chutes, was chosen to realize precision cutting. The longitudinal direction and bending amplitude of toolpoint are, respectively, 2.1 and 1.4 µm.16,17 The experimental devices are shown in Figure 1.

Experimental devices.
In Figure 1, the TDUVC device and dynamometer were connected together, fixed on the workbench of the machine. The laser focusing device was fixed on the workbench, as well, to realize synchronous motion of the two-dimensional ultrasonic vibration device and the laser focusing device. The cutting force is measured by the Kistler dynamometer. According to the related research results and analysis on cutting parameters in our group, cutting speed, v = 15 m/min; depth of cut, αp = 10 µm; feed rate, f = 0.01 mm/r, workpiece material properties are shown in Table 1. In LAC and LUAC, the following laser parameters were chosen: spot diameter was 0.8 mm, spot away from the toolpoint was 4 mm, the incident angle was 60°, the laser power P = 350 W, the temperature of the workpiece would be controlled to about 450°C, and real-time cutting temperature was measured using the infrared thermometer (the result is shown in Figure 2).
Workpiece material properties.


Workpiece temperature in LAC and LUAC.
Experimental scheme of tool wear mechanism is explained as follows: workpieces (diameter of 49 mm) were end cutted in different conditions (TC, TDUVC, LAC, and LUAC) by one tool, respectively. After reaching a certain distance, the tools were removed to observe wear condition by optical microscope with a large depth of field (KEYENCE VHX-2000C), and then, the mechanism of tool wear in different cutting conditions and the morphology evolution process of tool wear were analyzed.
Experimental scheme of tool wear influence on the cutting process is explained as follows: workpieces were end cutted in different conditions several times by one tool, respectively, every time a step of 0.5 mm in the diameter direction was formed by cutter-shaft backstroking, so that the workpieces could be observed after cutting (including machining dimensional precision, micro-morphology, and surface roughness). Furthermore, the cutting force was measured by the Kistler 9257B dynamometer in the cutting process. After completion of the experiment, the workpieces were removed for observation and analysis.
Analysis and discussion of experimental results
Analysis of tool wear mechanism
Tool wear condition of different lengths of cut was observed by optical microscope with a large depth of field, and the tool wear morphology diagram is obtained when the length of cut reached 584 m, as shown in Figure 3.

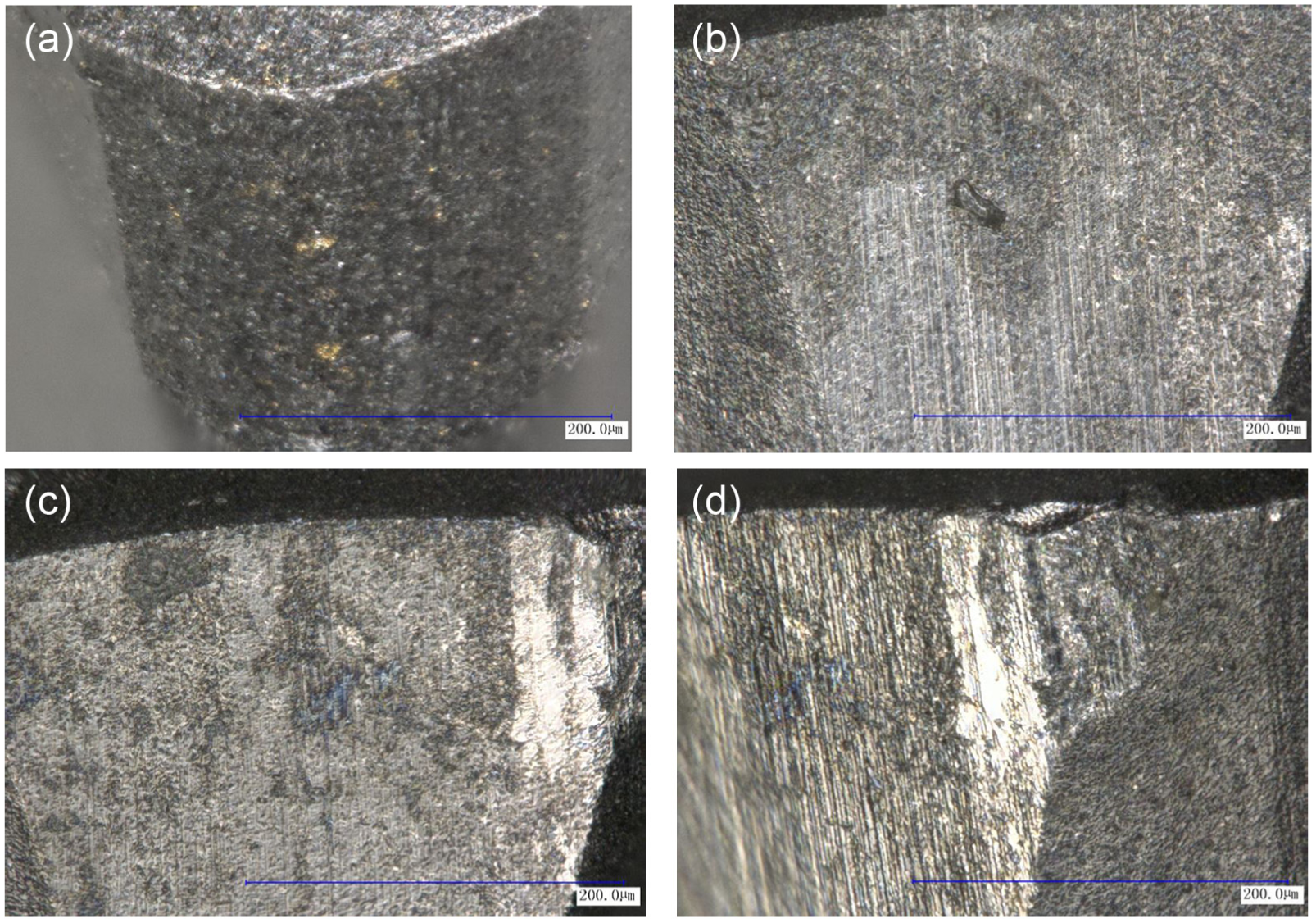
The tool wear morphology at different cutting conditions (×1000): (a) TC, (b) TDUVC, (c) LAC, and (d) LUAC.
As shown in Figure 3, a triangle-shaped abrasion belt is formed on the flank mainly due to friction wear and abrasive wear; although PCBN cutting tool has a high hardness, abrasive wear is inevitable in the process of continuous extrusion and friction. Friction wear and abrasive wear are common wear forms of PCBN cutting tools.
As shown in Figure 3(b), the tool nose near the cutting edges of rake face appears to flake off due to the nose part impacted by the high intermittent frequency in TDUVC; the reason is that the PCBN tool is composed of numerous tiny CBN particles and binder. In the cubic nitrogen boron polycrystalline process, part elements in a binder will exist in the form of impurities between grain and grain, and the place with more impurity content is the weak link, which leaded to the strength of sintered much lower than its theoretical value; with the interaction of high-frequency vibration and high pressure by PCBN tool in TDUVC, tiny crystal particles fall off on the part of cutting edge of PCBN tool, namely, micro-cracking, while spalling of multiple cubic boron nitride particles is called micro-chipping. With the increase in the length of cut, the crack continues to expand, which caused the single-crystal particles fall off continuously, until the rugged area near the cutting edge became bigger and bigger, and then the tool tipping occurs.
In LUAC, different from TDUVC, as shown in Figure 3(d), with the effect of the two aspects, LAC avoids tool breakage by high-frequency ultrasonic vibration; TDUVC also avoids high temperature of the toolpoint by laser heating, so that it alleviates tool wear and extends tool life in LUAC.
Cutting tool wear mechanism is analyzed in LUAC, tool wear morphology with different lengths of cut in LUAC is shown in Figure 4, and cutting tool wear mechanism is analyzed contrasting the tool wear morphology in other cutting conditions.
The tool wear morphology in LUAC (×1000): (a) 0 m, (b) 283 m, (c) 366 m, and (d) 443 m.
Mechanical wear
Tool wear was mainly dominated by mechanical wear in LUAC. Impact, scratch, plow, and groove on the blade surface were produced continuously by the hard alloy points and small pieces produced by chip powder and tool wear. Influenced by the pressure and the temperature, binder particles would be the first to be worn out; since the strength and toughness of binder particles were less than those of cubic boron nitride particles, cubic boron nitride particles were directly affected by the shearing action of the chips or the workpiece for the protection of agglomerant from being lost; cubic boron nitride particles became loose until it fell off, then with the increase in length of cut, tool wear also became more serious, which is the main reason for the formation of inverted triangle wear strip.
Diffusion wear
Diffusion wear was referred to mutual diffusion and constant infiltration of chemical elements from the workpiece and tool material in a certain temperature and pressure. The temperature of cutting zone increased by laser heating and ultrasonic high-frequency impact in the compound condition; in the contact area of the nose and the workpiece material, as the chip was removed and the tool was worn continuously, chemical elements on the newly exposed surface have higher activity, and two chemical elements were more prone to the phenomenon of diffusion due to laser heating and pressure of tool and the workpiece, which changed the intrinsic composition and structure of PCBN surface and leaded to decrease in tool performance. Energy spectrum analysis of tool wear area was conducted by scanning electron microscopy (SEM). The results shown in Table 2 illustrate that W, Co elements spread to tool wear area in contact with the machining surface. The content of W, Co was also higher than that in TC and TDUVC due to laser heating, which improves the chemical activity of the element and promotes the diffusion effect.
The result of energy spectrum analysis.

TC: traditional cutting; TDUVC: two-dimensional ultrasonic vibration cutting; LAC: laser-assisted cutting.
Oxidation wear
The workpiece temperature was higher in LUAC; tool and the workpiece were subjected to high pressure during the cutting process; cubic boron nitride crystal reacted with the oxygen in air, since nitrogen in the CBN was replaced by oxygen, generating B2O3; PCBN cutting tool after oxidation formed CBN crystal surface producing depression and reduces tartness degree of cutting edge. From the results of the analysis of the energy spectrum, oxygen element was found in the area of tool wear, which proves the existence of oxidative wear.
Phase transition wear
CBN is a transformation from hexagonal boron nitride (HBN) under the action of catalyst; in LAC and LUAC, cubic boron nitride formation occurred, inverse of CBN-HBN, under high temperature; since HBN hardness is much lower than CBN, a part of the cutting tool converted into HBN lost cutting ability, thus formed the PCBN tool wear; sometimes, there were many uneven “Ma spots” in the high-temperature zone of the cutting edge, as shown in Figure 4(c); these “Ma spots” were formed due to the conversion of CBN to HBN. The hardness decreased by the action of friction, extruded in the cutting process, caused CBN grain shedding, formed very tiny pits, until the number of these small pits reaches a certain degree, and “Ma spot” was formed.
Adhesion wear
As shown in Figure 4(d), after reaching a certain length of cut, adhesive wear existed because of high pressure among cutting tool, chip, and workpiece during the cutting process; as affected by the LAC, the temperature among the three parts is higher, so that the PCBN tool inert lowers, whereas the activity increases. Until reaching certain intensity, affinity tendency between the elements in the PCBN cutting tool and alloy elements in the workpiece was strengthened constantly, which leaded to the occurrence of adhesion wear; the main manifestations were that the cubic boron nitride particles were bonded and fell off.
Through the above analysis, tool wear is mainly composed of mechanical wear in LUAC, accompanied by diffusion wear, oxidation wear, phase transition wear, adhesion wear, and so on.
Flank wear evolution process under different cutting conditions
Tool flank wear topographies in the different cutting conditions are shown in Figure 5 (length of cut is 0, 283, 368, and 584 m). According to the measured flank wear (VC) values of the flank wear, VC curve was drawn with the change in length of cut, as shown in Figure 6.

The evolution of tool shape: (a) TC, (b) TDUVC, (c) LAC, and (d) LUAC.

The curves of the flank wear VC and length of cut.
As shown in Figure 6, the workpiece was influenced by high strength and high hardness in TC, and the friction between cutting tool and workpiece causes tool rapid wear. Because the tool was impacted by the high-frequency vibration in TDUVC, the tool tipping occurred after a certain length of cut, which caused the formation of tool wear quickly. Material cutting performance was improved by heating in LAC, which improved the machined surface and decreased the tool wear. The flank wear was improved greatly in LUAC, and the actual depth of cut was close to the theoretical value. So it could reduce tool wear and ensure the machining precision. The flank wear was average reduced about 45% than TC.
The influence of tool wear on cutting process in LUAC
The influences of tool wear on machining dimensional precision
Dimensional precision is an important factor of ultra-precision machining. Tool wear had a direct influence on machining dimensional precision; according to the experimental scheme, the height of step, as shown in Figure 7, was measured using Tslysurf CCI 6000 white-light interferometer which reflected the effect of tool wear on machining dimensional precision. Due to width of step is 0.5 mm and measuring field is 0.9 × 0.9 mm, three steps were measured every time, the different heights between the adjacent steps could be compared, and the height of steps was measured through this method. One of the observation results is shown in Figure 7, and the measured results are shown in Figure 8.

One of the measurement results (366 m, in LUAC).

The curves of dimensional precision and length of cut.
It can be seen from Figure 8 that due to the serious tool wear in TC, the actual depth of cut was far from theoretical value, especially before 300 m of length of cut, where tool wear was faster, and the actual depth of cut was less than the theoretical value.
The tool was impacted by the high-frequency vibration in TDUVC, and tool tipping caused actual depth of cut far from theoretical value in the early stage as well. Along with the length of cut continued, tipping strengthens cutting edge to a certain extent, grinding a new cutting edge, and then, the actual value is close to the theoretical value.
Material cutting performance was improved by heating in LAC; it slowed the tool wear and improved the machining precision. In addition, microdilatancy of the material by heating made up for tool wear to a certain extent.
In LUAC, on the one hand, the laser heating improves the physical properties of material, reduces the mechanical force between workpiece and tool, and alleviates the tool wear. On the other hand, the TDUVC realizes the intermittent separation of cutting tool and workpiece, avoids the friction between flank and machined surface, and at the same time, the friction between tool and chip transforms into cutting force. With the effect of the two aspects, laser heating avoids tool breakage by high-frequency vibration, and ultrasonic vibration avoids high temperature of the toolpoint to wear by laser heating. Thus, machining dimensional precision is improved in LUAC. As shown in Figure 8, the machining dimensional precision was very close to the theoretical value. The machining dimensional precision was average improved about 65% than TC.
The influences of tool wear on surface quality
Tool wear has direct influence on the surface quality of the workpiece. The micro-morphology and surface roughness, Ra, of machined surface were measured using white-light interferometer. The results are shown in Figures 9 and 10.
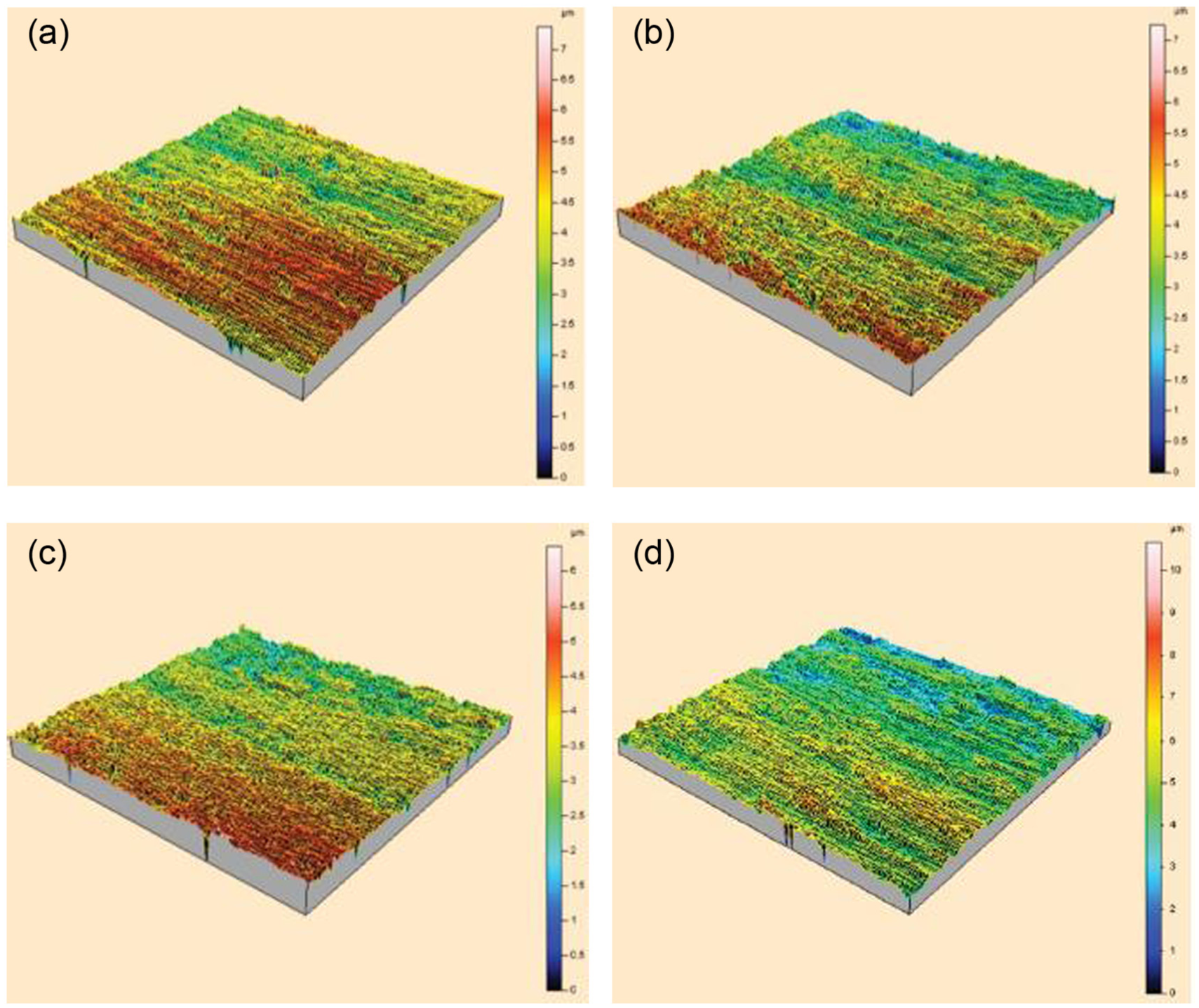
The micro-morphology of workpiece in different cutting conditions: (a) TC, (b) TDUVC, (c) LAC, and (d) LUAC.
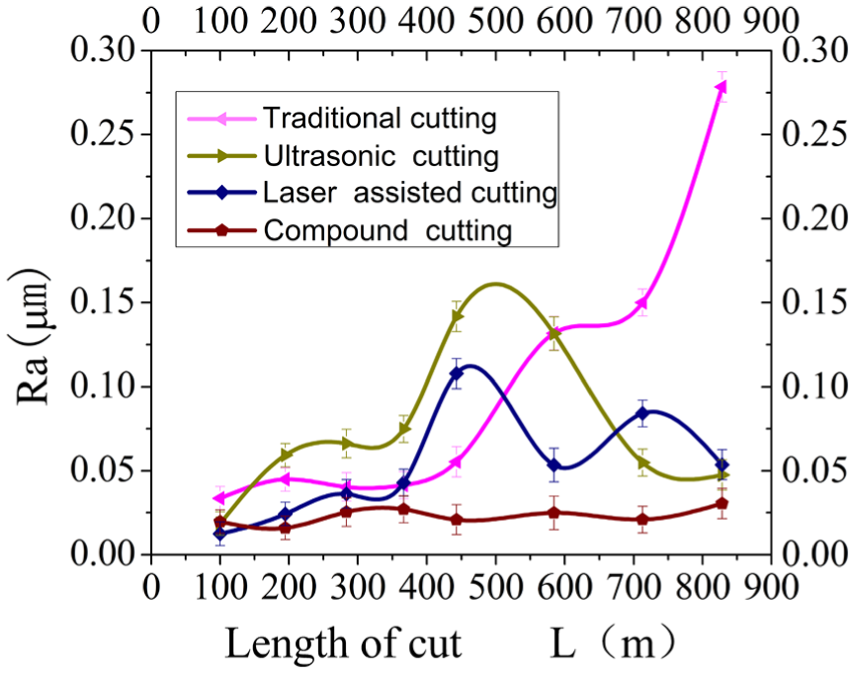
The curves of Ra and length of cut.
As shown in Figures 9 and 10, workpiece surface quality showed a trend of decline with the tool wear. In LUAC, however, tool wear was reduced, and the cutting performance of tool was extended effectively. Moreover, ductility cutting of brittle material was realized, as a consequence, the machined surface was more leveling and smoothing.
The influences of tool wear on cutting force
Cutting force has a direct influence on cutting heat and further influence on tool wear, machining precision, and machined surface quality. And tool wear also influences on cutting force. Relationship between cutting force and tool wear was studied by experiment, and the data of cutting force were obtained by Kistler 9257B dynamometer through the rapid retract method. Thrust force was the largest of cutting force through experimental data; meanwhile, it was also the important influence on the machining process, and therefore, analysis of the relationship between thrust force and tool wear is required emphatically. Then, according to the experimental data, the relationship of thrust force with length of cut is shown in Figure 11.

The curves of thrust force and cutting distance.
As shown in Figure 11, the thrust force was smaller at initial stage in TC and TDUVC; the reason was that tool wear was rapid and actual depth of cut was smaller at this stage. Along with the cutting continued, the tool wear was into stabilized stage and the actual depth of cut increased, and the thrust force also showed a rising trend. The cutting force is relatively stable in LUAC because, on the one hand, the tool wear decreased in this kind of process condition; on the other hand, it also improved the machinability of materials. The thrust force was average reduced about 60% than TC, and it became more and more obvious with increase in length of cut.
Conclusion
LUAC is an effective method in the cutting of tungsten carbide.
In LUAC, tool wear mechanism mainly includes the mechanical wear, diffusion wear, oxidation wear, phase transformation wear, and adhesive wear, in which mechanical wear plays a main role.
LUAC could effectively alleviate flank wear (about 45%), improve dimensional precision (about 65%) and surface quality, and reduce thrust force (about 60%).
Footnotes
Academic Editor: Xichun Luo
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The paper is sponsored by National Natural Science Foundation of China (no. 51075127).