
Abstract
A new spindle’s axial thermal growth model based on temperature variation is proposed considering the limitations of spindle’s axial thermal growth model based on rotating speed. The model based on temperature variation is thereafter derived, and its mechanism is analyzed. It is found that model based on temperature variation is more robust. In the proposed model, a filtering method for calculating error and the identification process for parameters are also presented. The environmental temperature variation error and the repeatability of thermal growth at a constant rotating speed were investigated using a drilling center. Thereafter, the thermal growths at different rotating speeds were investigated using the same drilling center. Furthermore, the thermal growth with the disturbance of cooler was investigated using a milling center. The comparison of model based on rotating speed and model based on temperature variation is simulated, and the results indicate that the robustness of model based on temperature variation for rotating speeds and disturbance of cooler is stronger than model based on rotating speed. Finally, the experimental verification is carried out.
Introduction
In order to get workpieces with high accuracy and good quality, the accuracy stability of computer numerical control (CNC) system machine tools should be improved. Thermal error is a significant factor for the accuracy stability of CNC machine tools. Thermal errors can be minimized mainly by two methods: error avoidance and error compensation. Error compensation has been studied for many years for its low investment and high return technology.1–3 It has more advantages over error avoidance method, such as low cost and more applications. Numerous experiments on milling machines and turning machines indicate that spindle induces ∼50%–80% of the total thermal errors of a machine tool due to its continuous rotation in machining process. In contrast, the moving range of a feed driving axis is small, and the movement is intermittent. Moreover, axial thermal growth is considered to be maximal in the thermal errors of spindle, and its influence on machining process is correspondingly high.4–6 Therefore, the modeling and compensation for spindle’s axial thermal growth are required to be studied.
There are many compensation methods for spindle’s axial thermal growth7–13 which can be mainly divided into two types: (a) the error as a function of rotating speed and (b) the error as a function of temperatures. For the first method, only the rotating speed needs to be collected which is easier to implement. However, its robustness is always poor. For example, at a constant rotating speed, the starting of cooler will rapidly reduce the thermal error of spindle, but the predicted value of spindle’s axial thermal growth model based on rotating speed (MBORS) will not change and leads to error. Moreover, the spindle is idly running during thermal investigation, but the spindle is running with load in actual machining and produces more heat. Thus, although the rotating speeds do not change in thermal investigation and actual machining, the error will not be the same. Unfortunately, the MBORS cannot solve this problem. For the second method, the relationship between error and temperatures can be obtained using multiple regression, neural network, support vector machine, and time series method. However, there are some disadvantages of these methods. For instance, many temperature sensors are needed to predict high accuracy for multiple regression method. 8 Moreover, the compensation result will be poor when the rotating speed in machining process is different from that of thermal investigation. A neural network can only provide a better outcome when complete input and output information is used. Thus, error can occur if input and output information is inaccurate. 9 In case of time series method, thermal investigation at different rotating speeds is required with long testing time. 11
It can be seen from the aforementioned analysis that most thermal compensation methods have some limitations. Hence, a new modeling method is proposed in this work. Thereafter, the proposed model will be compared to the model in Creighton et al., 7 which is based on rotating speed, to show the compensation accuracy and robustness.
Modeling methods for spindle’s axial thermal growth
MBORS
Creighton et al. 7 presented a modeling method for spindle’s axial thermal growth. It is reported that the axial thermal growth during rising and falling phases increases and decreases obeying exponential law. The steady values of spindle’s axial thermal growth were found to be different at different rotating speeds, which can be obtained by testing. The steady values of spindle’s axial thermal growth at various rotating speeds can be calculated using equation (1)

where vspindle is the rotating speed of spindle (r/min), zss is the steady value of axial thermal growth for the particular speed vspindle (µm), and a and b are the response characteristic coefficients.
The spindle’s axial thermal growth can be obtained using equation (2)

where Δz is the change in spindle thermal growth over a time t, z0 is the spindle thermal growth at time 0, and τ is the time constant for the spindle thermal growth.
It can be seen from Creighton et al. 7 that the compensation effect was good when the spindle was without disturbance. However, theoretically, when the spindle is disturbed, that is, the starting of cooler, the prediction value of MBORS does not change correspondingly and leads to error.
Model based on temperature variation
In this section, it is also assumed that the axial thermal growth during rising and falling phases increases and decreases obeying exponential law. The difference between model based on temperature variation (MBOTV) and MBORS is that the steady values in MBOTV are calculated by temperature variation instead of rotating speed. The axial thermal growth can be predicted accurately by temperature variation when the thermal growth changes resulting from the disturbance of cooler.
The environmental temperature variation and the rotation of spindle cause the temperature variation of spindle. The environmental temperature variation error (ETVE) of the tested machine is found to be small which is shown in section “ETVE of spindle.” Therefore, the axial thermal growth of spindle is mainly caused by the rotation of spindle. The temperature difference, T, between the temperature of spindle’s key point and the environmental temperature is selected as the temperature reference index. The variation of T can reflect both the change in spindle’s rotating speed and disturbance on spindle. The illustrative diagram of spindle’s axial thermal growth is shown in Figure 1.

Illustrative diagram of spindle’s axial thermal growth.
The change in velocity and acceleration of T is calculated using the following equations (3) and (4)


where T(i) is the temperature difference between the temperature of spindle’s key point and the environmental temperature at time i, Tv(i) is the change in velocity of T at time i, Ta(i) indicates the change in acceleration of T at time i, and t represents the sampling period.
Real-time steady value of axial thermal growth is then calculated using equation (5) where the change in velocity and acceleration of T reflects the change in spindle’s rotating speed and disturbance on spindle

where zss(i) is the steady value of axial thermal growth at time i and α and β are the response characteristic coefficients to be identified.
In the transient process, the axial thermal growth, z at time i, can be calculated using equation (6)

where z(i) is the axial thermal growth at time i and τ is the time constant for the spindle growth.
Equation (6) should be revised in practical application. The sampling period, t, is a constant value. According to the experimental results in Creighton et al.,
7
the time constant, τ, is approximately the same during rising and falling phases at different rotating speeds. Set

As high-frequency interference may exist in the collected temperature data, the calculated value of axial thermal growth may also contain high-frequency interference. Therefore, filtering is essentially needed to remove high-frequency interference. The filtering was performed using equation (8)

where zf is the calculated value of axial thermal growth after filtering.
The parameters α, β, k, and γ need to be identified in equations (5) and (7). The optimized values α′, β′, k′, and γ′ can be obtained from equation (9)

where zt is the tested value of axial thermal growth, lb(i) is the lower limitation of the ith parameter, and ub(i) is the upper limitation of the ith parameter.
As discussed in sections “MBORS” and “Model based on temperature variation,” MBORS is only applicable for spindles without cooler as the axial thermal growth fluctuation due to disturbance cannot be reflected by the MBORS. Conversely, even if the spindle is disturbed, the axial thermal growth fluctuation due to disturbance can still be reflected by the temperature variation of spindles. Therefore, the robustness of MBOTV is better than MBORS.
Experiments
Experiments on drilling center
The axial thermal growth is first investigated on a vertical drilling center TC500R. The mechanical spindle is drove through belt, and the maximum rotating speed is used to be 10,000 r/min. The CNC is FANUC 0i MD. The tested spindle and temperature sensors are shown in Figure 2(a).

(a) Temperature sensors installation on the spindle and (b) experimental setup.
The spindle’s axial thermal growth was tested using the spindle error analyzer manufactured by Lion Precision Corporation in the United States. The maximum testing speed of spindle error analyzer is 60,000 r/min. The temperature sensors are independently developed, and the sensor chip is Tsic506F of IST Corporation in Switzerland with the accuracy of 0.1°C for 5°C–45°C. Two temperature sensors were placed on the outer surface of the front bearing and the side of column, respectively. T1 in Figure 2(a) represents the temperature variation caused by the environmental temperature variation and the rotation of spindle, while T2 represents the temperature variation caused by only environmental temperature variation. Therefore, the temperature difference, T, between T1 and T2 is chosen as the temperature reference index. The sampling periods for error and temperature data were set to be 10 s. The experimental setup for axis thermal growth is shown in Figure 2(b).
ETVE of spindle
The environmental temperature variation may lead to the axial thermal growth of spindle. In order to analyze the influence of environmental temperature on the axial thermal growth, ETVE was investigated. 14 The environmental temperature is collected using the sensor attached to the column, and thermal growth of the spindle is tested for 24 h at the rotating speed of 0 r/min. The result is shown in Figure 3.

ETVE on TC500R.
The correlation coefficient of the temperature and error is found to be −0.01, which reveals the irregularity of the axial thermal growth of the spindle at a normal range of temperature. This can be attributed to the joint interfaces of “inspection bar–spindle–bed–X axis–tool holder–frock–displacement sensor.” However, the ETVE is found to be small (−1 to 2 µm). Thus, the influence of environmental temperature to axial thermal growth can be neglected.
Thermal investigation at a constant rotating speed
It is essential to master the repeatability of spindle’s axial thermal growth at the same rotating speed. Therefore, the axial thermal growth and temperatures are tested at 4000 r/min twice, and the results are shown in Figure 4.
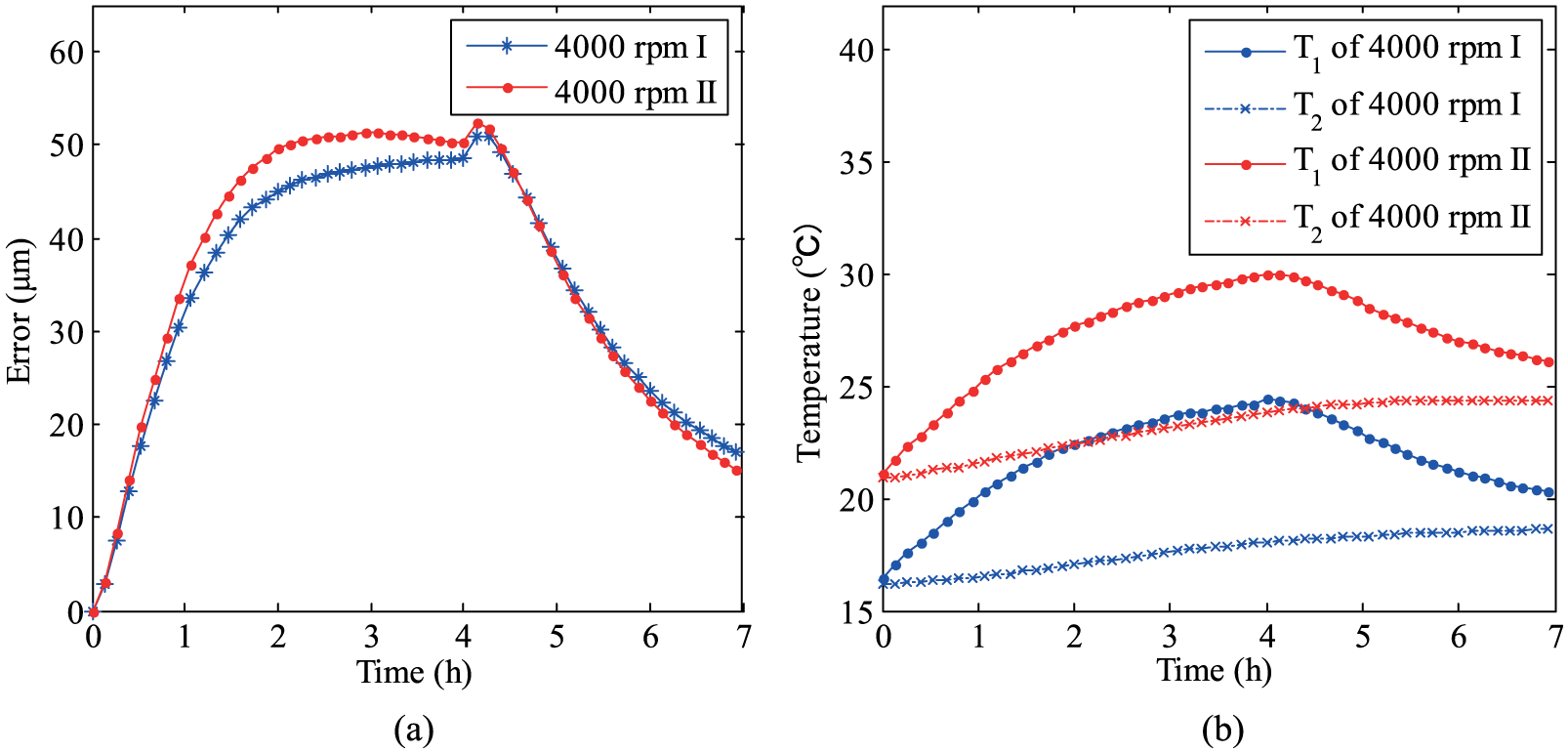
(a) Error and (b) temperature at the rotating speed of 4000 r/min.
It is evident that the temperature variations and errors are found to be different at the same rotating speed (Figure 4). This is due to the influence of lubrication and other factors. MBORS cannot adjust for this kind of condition and can only compensate the same value for one particular rotating speed.
Thermal investigation at different rotating speeds
Based on the experiments performed in sections “ETVE of spindle” and “Thermal investigation at a constant rotating speed,” thermal investigation was carried out at different rotating speeds. The thermal growths and temperatures are assessed at the rotational speed of 4000, 6000, 8000, and 10,000 r/min, respectively. In each test, the spindle rotates at a preset rotating speed for 4 h and then remains stopped for 3 h. The obtained results are shown in Figures 5 and 6.

Axial thermal growths at different rotating speeds.

Temperature variations at different rotating speeds.
It can be seen from Figures 5 and 6 that the maximum values of thermal growth do not increase regularly with increasing the speeds. However, the thermal growths correspond well with the temperature variations. The tested result is a challenge for the modeling method proposed in Creighton et al. 7 because this will lead the fitting effect of equation (1) to become poor. Contrarily, the obtained result has no adverse effects on the proposed model, as the thermal growths correspond well with the temperature variations.
Experiment on milling center
Since there is no cooler on the spindle of TC500R, the thermal growth with disturbance cannot be determined. Thus, supplementary testing was carried out on VMC850b. The mechanical spindle run through belt, and the maximum rotating speed is obtained to be 8000 r/min herein. The CNC is also FANUC 0i MD. The tested spindle and temperature sensors are shown in Figure 7(a). The experiment is performed using the spindle error analyzer and temperature sensors shown in section “Experiments on drilling center.” The placement of temperature sensors on VMC850b refers to that on TC500R. The experimental setup of VMC850b is shown in Figure 7(b).

(a) Temperature sensor installation on the spindle and (b) experimental setup.
The starting condition of cooler was adjusted in such a way that it can be easily started. The thermal growth was determined at the rotating speed of 6000 r/min. The spindle rotated at 6000 r/min for 4 h and then remained stopped for 3 h. The tested results are shown in Figure 8. It can be observed that the temperature difference, T, curve is similar to that of thermal growth.
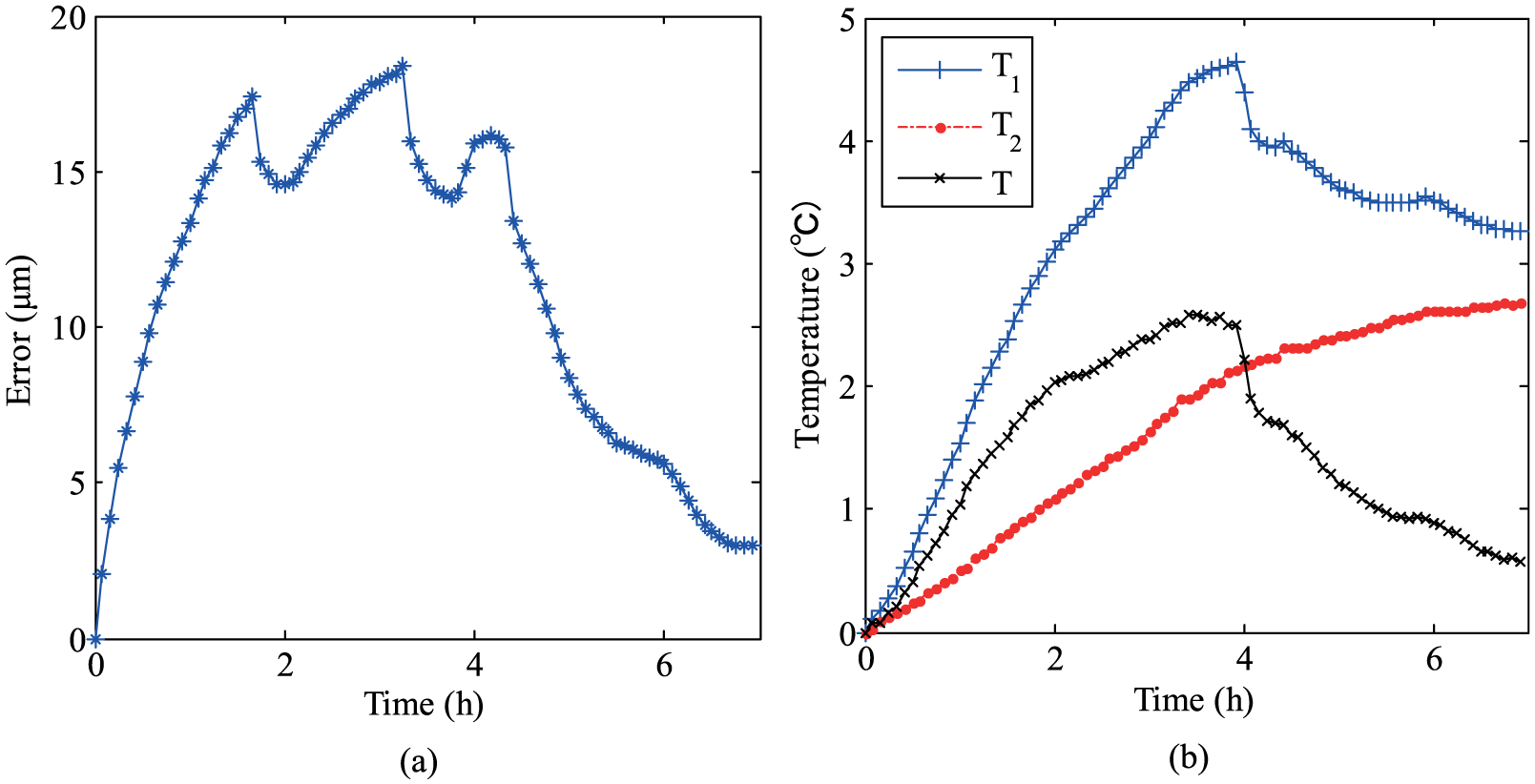
At the rotating speed of 6000 r/min: (a) axial thermal growth and (b) temperature difference.
Results
Parameter identification
The parameters in MBOTV and MBORS should be identified before simulation and experiment. The process for obtaining parameters in MBORS was introduced in Creighton et al. 7 According to the process shown in Creighton et al., 7 the parameters in MBORS for TC500R are calculated and shown in Table 1, where the rotational speed of 6000, 8000, and 10,000 r/min was used. This is worth mentioning that the thermal growths do not reach to thermal equilibrium at the end of all tests shown in Figure 5. Extensions of the obtained thermal growth curves are needed using exponential fitting method. In this way, the steady values at the rotating speeds during falling phase can be obtained to be approximately zero.
Parameters of MBORS for TC500R.
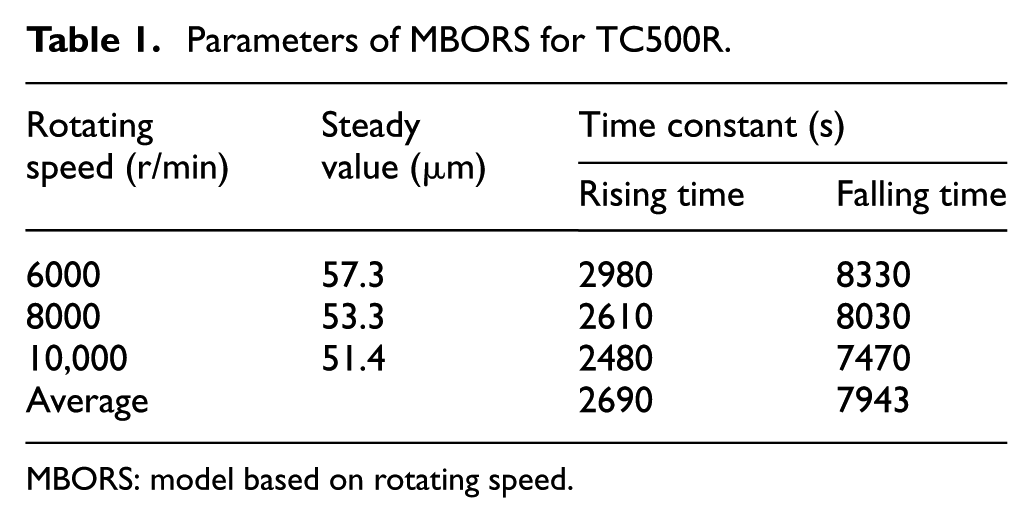
MBORS: model based on rotating speed.
It can be seen from Figure 8 that the cooler of VMC850b did not start until 1.7 h. During rising phase, the thermal growth curve without cooling can be obtained using exponential fitting method. However, the thermal growth curve without cooling during falling phase cannot be obtained because the time constant is unknown.
The parameters α, β, k, and γ in MBOTV are also needed to be identified. The identification of α, β, k, and γ is an optimization problem with multiple variables and constraints. 15 The automatic parameter optimization is carried out using the data of 4000 r/min in MATLAB R2014a. The function fmincon, which is provided in MATLAB, applies the sequential quadratic programming (SQP) method. Therefore, fmincon is used for the identification of parameters in thermal growth model. The call mode of fmincon is as follows:
[p, fval, exitflag, output] = fmincon(@opti1, xx0, [],[],[],[], lb, ub, [], options);
options = optimset(“Display,” “iter-detailed,” “Algorithm,” “interior-point,” “OutputFcn,” @bansuifun, “MaxFuneVals,”…)
where opti1 is the programming module for optimization and optimset is used for the setting of optimization options. The optimized values of parameters are shown in Table 2.
Parameters of MBOTV for TC500R and VMC850b.

MBOTV: model based on temperature variation.
Simulation
Simulation of drilling center
Here, the spindle’s axial thermal growth of TC500R was predicted using MBOTV and MBORS in MATLAB R2014a. Figure 9 shows the results obtained using these two models. Table 3 shows the range and standard deviation of residuals.

Simulation results obtained for MBOTV and MBORS.
Range and standard deviation of residuals of MBOTV and MBORS.

MBOTV: model based on temperature variation; MBORS: model based on rotating speed.
Following points can be obtained from Figure 9 and Table 3:
Since the parameters of MBORS were obtained using the data of 6000, 8000, and 10,000 r/min, the fitting effects are found to be good for these three rotating speeds.
The prediction effect of MBORS for 4000 r/min is observed to be poor as the data at 4000 r/min were not used for modeling. The steady values at the rotating speeds of 6000, 8000, and 10,000 r/min are found to be decreased with increasing rotating speeds (Figure 5). However, the steady value at the rotating speed of 4000 r/min is smaller than that of 6000 r/min. Hence, it can be claimed that the prediction value obtained at the rotating speed of 4000 r/min is larger than the actual value obtained using equation (1). Finally, it can be concluded that the prediction effect appears to be poor when the linear relationship between thermal growths and rotating speeds becomes poor. Further studies of thermal growths and rotating speeds are required to clarify the relationship between the steady state values and rotating speeds. This characteristic of MBORS takes long time to test.
In contrast to MBORS, the prediction effects of MBOTV for the studied rotating speeds are good. Moreover, the thermal investigation at only one rotating speed is necessary which takes short testing time. Good prediction result can be obtained by MBOTV even if the relationship between the thermal growths and rotating speeds is irregular.
Simulation of milling center
The spindle’s axial thermal growth of VMC850b was predicted using MBOTV and MBORS in MATLAB R2014a. Figure 10 shows the results of these two models. Figure 10(b) shows the prediction result of MBORS during rising phase. The prediction during falling phase is not obtained as the time constant is unknown.

Simulation of (a) MBOTV and (b) MBORS.
It can be seen from Figure 10 that the prediction effect of MBORS appears to be poor (Figure 10(b)) when the spindle is disturbed by cooling as actual thermal growth cannot be predicted accurately when the spindle is disturbed by cooler. Therefore, MBORS is not applicable for spindles with cooler. In comparison, the prediction effect of MBOTV is found to be better. Even if the spindle is disturbed, the thermal growth can still be reflected by the temperature difference, and the robustness of MBOTV is strong.
Verification
The spindle error analyzer manufactured by Lion Precision Corporation was still used for verification of the results on TC500R. Thermal test and compensation software were developed in MATLAB R2014a for thermal compensation experiments. The interface of thermal compensation is shown in Figure 11.

Interface of thermal compensation software.
The communication between the thermal compensator and FANUC 0i MD was achieved through Ethernet.16,17 The IP addresses of thermal compensator and CNC were set as the same segment. FANUC Open CNC API Specifications 2 (FOCAS2) was used for the writing of the compensation values to CNC. The main program segment for communication configuration is as follows:
loadlibrary(“Fwlib32.dll,”“fwlib32.h”);
IPAddress = get(handles.cncaddress, “String”);
iPort = str2num(get(handles.com, “String”));
iTime = 10;
[Conection_Ret,IP, CNC_Handle]=calllib(“Fwlib32,”“cnc_allclibhndl3,” IPAddress, iPort, iTime, CNC_Handle).
The writing of compensation values can be realized using the function “pmc_wrpmcrng.” Verification was performed using the parameters of TC500R in Table 2. The rotating speed of spindle may change randomly in actual machining. For further verification of MBOTV, the experiment was carried out at various rotating speeds. The stepped spindle speed is shown in Figure 12.

Stepped spindle speed.
The experiences with and without compensation cannot be carried out using a single test; hence, two tests are carried out, respectively. One test was carried out with compensation, and the other one was done without compensation. The results with and without compensation are shown in Figure 13. It can be seen that the predicted accuracy is still good even if the rotating speeds of spindle change randomly.

Thermal growth errors with and without compensation.
Conclusion
Based on temperature variation, an axial thermal growth model for spindles is proposed. Two methods, namely, MBOTV and MBORS, were applied. Some disadvantages of MBORS have been found. For instance, (a) it shows poor robustness and is only suitable for spindles with coolers and (b) when the linear relationship between thermal growths and rotating speeds is poor, the prediction effect of MBORS is also found to be poor. Significant numbers of tests on thermal growths and rotating speeds are needed for getting better prediction results, which makes the testing time much longer. However, MBOTV solves these problems due to the following reasons: (a) strong robustness to disturbance and (b) experiment for identification of parameters can be completed using only one test which is easy and simple.
Footnotes
Acknowledgements
The authors thank the anonymous referees and editor for their valuable comments and suggestions.
Academic Editor: Xichun Luo
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by China Postdoctoral Science Foundation Grant (2015M581400).