
Abstract
The objective of this study was to compute the optimal depth increase of the embossed panels of a stainless water tank used for an energy storage system. The pressing used to emboss the panels of the stainless water tank decreases their thickness. By assuming that the panels had the same volume before (
Keywords
Introduction
The energy storage system market is in the initial stage of market formation, which is led by the United States, Japan, and other developed countries. Such systems are expected to play a fundamental role in converting the new renewable energy that is now actively being developed into high-quality power and connecting it to the electrical grid. 1 Currently, studies are being conducted on the capacities of energy systems that can use wind power generators 2 and the solar heating system with seasonal water tank heat storage to transfer the solar energy from summer to winter as shown in Figure 1. 3 The purpose of this study was to compute the optimal depth increase of the embossed panels of a stainless water tank used to store eco-friendly electricity as thermal energy that could be used at any time.

Solar heating system with stainless water tank heat storage. 3
Water tanks are an efficient method of storing eco-friendly, electrical energy as thermal energy for use in case of drought or an electric power shortage. Fiber-reinforced plastic (FRP), polyethylene double frame (PDF), and stainless steel (STS) panels are used to build such water tanks. STS is commonly used for a bulk water tank because of its strength, which is six times greater than that of FRP and 1.5 times greater than that of mild steel, as well as its easy sanitary control and resistance to rust. 4 Figure 2 shows an STS304 water tank with embossed panels. The introduction of embossed panels to water tank is possible to reduce the stress and deflection due to the increased stiffness that flat ones for the same applied load and the increased stiffness can also decrease the material costs due to the reduced thickness of panels.

STS304 water tank: (a) with arch-embossed panel and (b) with pyramid-embossed panel.
Figure 3 shows the cost fluctuations of steel plates and stainless plates (STS304 plates) and indicates that stainless plates are about 3.27 times more expensive than steel plates (average cost of steel plates: 1,150,000 won/tonf and that of stainless plates (STS304 plates): 3,760,000 won/tonf). Thus, it is imperative to study ways to reduce the high cost of the stainless plates used for an STS304 water tank while maximizing their strengths.

Graph of cost fluctuations of steel plates and stainless plates (STS304 plates).
According to a recent study, 5 the bending and shear stresses that occur in water tanks are governed by the water pressure. Because the thickness of a water tank is mostly determined by the bending stress, STS304 water tanks are manufactured with stainless flat panels, as shown in Figure 4(a) or arch-embossed panels, as shown in Figure 4(b). A load of about 40 and 80 ton is applied to form the embossing to stainless flat panels by typical rolling mill with load reduction ratio of 4%–7% and a low speed of 20 to 30 m/min. As shown in Figure 4(c), inner connection part is bent at 90° and outer connection part is bent at 45° to form the junction of the panels, and Figure 4(d) is the completed water tank with arch-embossed panels. Although the bending moment, shear force, and axial force act on the cross section of such arch-shaped structures, as they do on the cross section of flat structures, their horizontal reaction remarkably reduces the bending moment caused by the vertical loads. This shows that an arch-shaped structure is the right candidate for structures governed by vertical loads. 6

STS304 manufacturing process for water tanks: (a) STS304 flat panel, (b) embossed panel, (c) edge bending work, and (d) STS water tank structure.
Major research has been focused on the STS in workability and surface finishing to enhance the usability of STS.4,7,8 However, few studies have considered the optimal depth increase of arch-shaped panels, which could reduce the cost of materials when reforming flat panels into embossed panels. Because there is no clear method to compute the depth increase of panels, the thicknesses of the panels are determined using only field experience. If the optimal depth increase of the panels could be calculated, we could determine the optimal thickness for panels that are resistant to water pressure, and the thickness of the expensive stainless panels used for a water tank could be designed to have the optimal cross-sectional area, which would save material cost.
Thus, the objective of this study was to suggest a method to compute the optimal depth increase by finding an equation for the thickness of the embossed panels based on the assumption of volume conservation when pressing a STS panel and thus reducing its thickness. In addition, a finite element method (FEM) analysis was used to analyze the deflection of an elastic section.
Methods of analysis
Panel data
STS304 panels 9 were used for this study. As listed in Table 1, each panel was either flat or embossed with an arch or pyramid shape, with four different panel thicknesses tested.
Material properties of STS304 panels.

Each panel was

Geometric properties of STS304 panels for analysis: (a) arch-embossed panel and (b) pyramid-embossed panel.
Structural analysis modeling
The bent panels comprised two types: arch-embossed panels in Figure 6(a) and pyramid-embossed panels in Figure 6(b). In the three-dimensional modeling, the panels were assumed to be isotropic, elastic, and homogenous. Four-node shell elements were used, with 424 shell elements used for the arch-embossed panels and 164 used for the pyramid-embossed panels.

Structural analysis modeling of STS304 panels: (a) arch-embossed panel and (b) pyramid-embossed panel.
Based on the result of the patch test as shown in Figure 10, the width (b) and length (a) of the arch-embossed panels were 11 and 7 cm, respectively, with a maximum width-to-length ratio (
Formulation process
When pressing to form the embossing in the flat panels, we assumed that the thickness of the cross section governed by pressing is reduced in the same manner. In addition, although pressing on the panels decreased the thickness of the embossed parts, we assumed that the initial volume (
Arch-embossed panels
In order to determine the change in the thickness of an arch-embossed panel, the radius of the depth increase (r) was calculated using the depth increase (

Thickness of arch-embossed panel: (a) arch-embossed surface and (b) cross-sectional shape (section A-A).
Thus, by rearranging equations (1), (3), and (4), we can obtain equation (5), which computes the changed thickness of the panel (





Pyramid-embossed panels
The diagonal length (

Thickness of pyramid-embossed panel: (a) pyramid-embossed surface and (b) cross-sectional shape.
Thus, by rearranging equations (6), (7), and (8), we can obtain equation (9) to describe the changed thickness (




Equations (5) and (9), thickness after the deformation by pressing using the law of conservation of volume, are formulated for finite element (FE) analysis to determine the optimal depth increase.
Thickness ratio of panels
Using equation (5), which describes the change in the thickness of an arch-embossed panel, we obtained Figure 9(a), which describes the relationship between the changed thickness (

Thickness ratios of embossed panels: (a) arch-embossed panel and (b) pyramid-embossed panel.
Analysis results
Patch test
In this study, the shell element shape was determined by checking the errors using a patch test for the reliability of the results from a three-dimensional structural analysis.
Arch-embossed panels with a depth increase (

Results of patch test: (a) four nodes and (b) three nodes.
Center deflection
We performed the FEM analysis by applying the equation of the thickness change relative to the depth increase for 12 panels, which included the flat panels, arch-embossed panels, and pyramid-embossed panels with four different thicknesses. We also analyzed the center deflection of each of these 12 panels.
The arch embossing was modified because the entire embossed area was deflected vertically by the water pressure. Figure 11 shows the vertical center deflections relative to the depth increase of the arch-embossed panels according to the results of the analysis. The lowest point of the U-shaped curve distribution occurs for all the arch-embossed panels when the depth increase is 70–90 mm. As the thickness of the arch-embossed panels expands, the optimal depth increase expands horizontally. From A1.5 curve as shown in Figure 11, we know that initial deflection is reduced due to the arch action, but the thickness of the arch-embossed panels reduced by pressing gradually increases the deflection.

Depth increase versus center deflection graph of arch-embossed panel.
As for the pyramid-embossed panels, we analyzed the deflection of the apex of the pyramid and center of each side, which formed a triangle. The maximum deflection occurred at the center of the triangle. The deflection at the apex of the pyramid formed by four triangles is smaller than the deflection at the center of the triangles by the restraint action of the boundary of the triangles.
Figure 12(a) shows the vertical deflection of the apex of the pyramid-embossed panels relative to the depth increase. The lowest point of the gradual U-shaped curve distribution occurs on every pyramid-embossed panel, and as the thickness of the pyramid-embossed panels expands, and the optimal depth increase expands horizontally.

Depth increase versus deflection graph of pyramid-embossed panel: (a) depth increase versus center deflection and (b) depth increase versus maximum deflection.
Figure 12(b) shows the vertical deflections at the centers of the triangles of the pyramid-embossed panels relative to their depth increase. As the depth increase reaches 130 mm vertically, the deflection increases and then decreases until the depth increase reaches 150 mm. After 150 mm, the deflection increases again in the form of the curve distribution. This phenomenon usually occurs at low arches, and when the depth increase is less than 150 mm, the pyramid-embossed panels experience the snap-through phenomenon, which causes the nonlinear deflection to increase. 15 Thus, considering the snap-through, we need to change the depth increase by 150–200 mm for the pyramid-embossed panels, as shown in Figure 12(b).
Table 2 lists the analysis results for the 12 panels. In the case of the flat panels that do not have depth increase, as the thickness increases, the deflection decreases, and out of the four flat panels, the maximum deflection (554 mm) occurs at a thickness of 1.5 mm. As for the arch-embossed panels, the center deflection and maximum deflection are equal. As for the pyramid-embossed panels, the center deflection and maximum deflection occur at different places. Although the center deflection is about half that of the arch-embossed panels, the maximum deflection at the center of the triangular side is about three times greater. Using these deflection values, we evaluated the optimal depth increase of the arch-embossed panels and pyramid-embossed panels (
Analysis results.

Optimal depth increase
Figure 13 shows the results for the optimal depth increase according to the thickness of the panel. The optimal depth increase was calculated using the depth increase and deflections at the center points. As a result, the optimal depth increase of the arch-embossed panels was 70–90 mm, and that of the pyramid-embossed panels was 150–200 mm. It was also shown that as the thickness increased, the optimal depth increase increased.
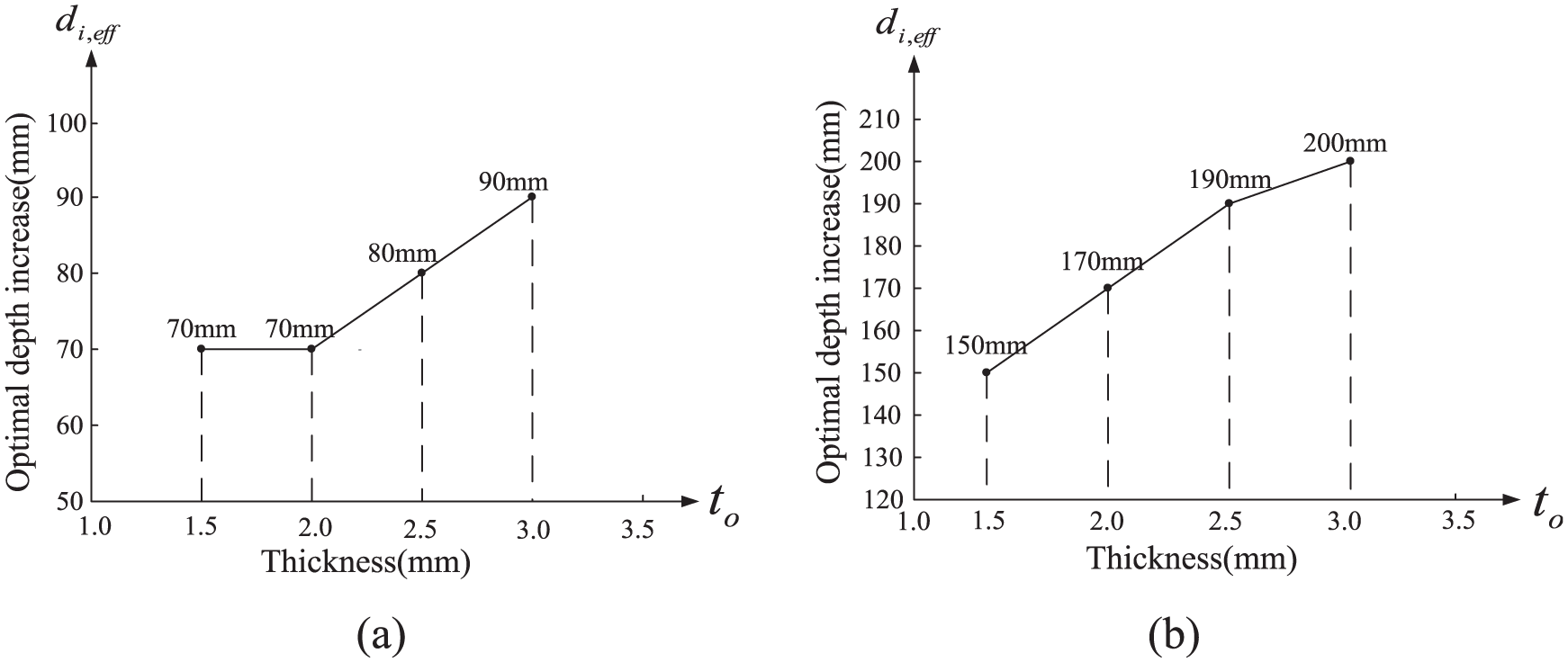
Optimal depth increase versus thickness: (a) arch-embossed panel and (b) pyramid-embossed panel.
Conclusion
The objective of this study was to determine the optimal depth increase of embossed panels for a stainless water tank used as an energy storage system. We found the equations for the thicknesses of arch-embossed panels and pyramid-embossed panels by assuming volume conservation while considering how the thickness of an embossed panel decreased during the process of pressing. We used the FEM to analyze the deflection at the elastic sections of 12 different types of panels and determined the optimal depth increase. As a result, the optimal depth increase of the arch-embossed panels was found to be 70–90 mm, and that of the pyramid-embossed panels was 150–200 mm.
It is difficult to induce the theoretical deflection formula of the embossed panels. For this reason, it presents only the process and the optimal depth increase of STS304 panels with
Footnotes
Academic Editor: M Ravichandran
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.