
Abstract
In the paper, in-situ reactive compatibilized acrylonitrile-butadiene-styrene/polycarbonate (ABS/PC) blends (70/30, g/g) were prepared by incorporating varying amounts of maleic anhydride (MAH) and dicumyl peroxide (DCP) during the melt blending process, and 2 wt% polypropylene (PP) was added to enhance the grafting efficiency of MAH, the products were then systematically characterized. Acid-base titration results indicated that the addition of PP enhanced both the grafting rate and conversion rate of MAH, which reached their maximum values at an MAH loading of 0.9 wt%. DSC analysis indicated that the primary graft copolymer formed during melt blending was PP-grafted MAH. The reduction in the glass transition temperature difference between ABS and PC indicated improved compatibility between the two polymers. DMA results showed that the interfacial adhesion between the ABS and PC phases was improved. SEM results showed that with the increase of MAH dosage, the PC phase changed from a flat shape to a spherical shape, and the average phase width significantly reduced from 12 μm to 4 μm. Mechanical tests showed MAH dosage tuned ABS/PC blends’ mechanical properties: tensile strength peaked at 0.9 wt% MAH, impact strength first drop then rose, due to dynamic competition between PP’s third-phase and PP-g-MAH’s interfacial enhancement effects. TG analysis indicated that the thermal stability of the compatibilized ABS/PC blends were nearly identical to that of pure PC/ABS blend. In summary, by leveraging the easy grafting property of PP, the prepared ABS/PC blends exhibit high compatibility, along with good tensile strength and toughness.
Introduction
Acrylonitrile-butadiene-styrene (ABS) terpolymer is an amorphous thermoplastic engineering plastic with a complex two-phase structure, typically composed of acrylonitrile (20–30 wt%), styrene (20–60 wt%), and butadiene (20–30 wt%).1,2 ABS exhibits excellent mechanical responsiveness, ease of processability, chemical resistance, and good surface aesthetics. 3 Polycarbonate (PC), on the other hand, is an amorphous engineering thermoplastic known for its excellent dimensional stability, good electrical properties, thermal stability, flame retardancy, transparency, colorability, high gloss, and outstanding impact strength.4,5 However, PC’s high melt viscosity, which impedes melt flow, and the residual stress that can lead to fracture make its processing challenging. 6
The ABS/PC blend combines the high mechanical strength of PC with the good processability and cost-effectiveness of ABS, making it a commercially successful polymer blend with widespread applications.7,8 To further enhance the properties of the ABS/PC blend and expand its application range, compatibilization and modification of the blend system are often necessary. The most common approach is the addition of compatibilizers to the blend system.9,10 Compatibilizers can be classified into non-reactive compatibilizers and reactive compatibilizers.11–13
Reactive compatibilizers can in-situ form block or graft copolymers at the interface of incompatible blends and have been widely used to stabilize phase morphology and enhance the mechanical properties of polymer blends.14,15 ABS-g-MAH and polyolefin-grafted MAH are two of the most commonly used compatibilizers. 16 The anhydride functional groups on ABS can react with the terminal hydroxyl or carboxyl groups of PC during the blending process to form PC-g-ABS grafts, thereby acting as a compatibilizer. 17 Farzadfar et al. 18 used ABS-g-MAH to compatibilize recycled PC and ABS, finding that it had little effect on the tensile strength of the PC/ABS blend but improved the impact strength.
In addition, given that ABS inherently possesses excellent impact toughness and melt processability, some studies have also explored using it as the continuous phase (with PC as the dispersed phase).19–21 However, research by Song et al. 22 showed that when they attempted to compatibilize ABS/PC blends via melt blending with self-synthesized ABS-g-MAH, the grafting efficiency of MAH onto ABS molecular chains was relatively low. As a result, the tensile strength of the compatibilized ABS/PC blends showed no significant improvement, highlighting the limitations of this type of compatibilization system.
Since the main chain structure of polypropylene grafted MAH (PP-g-MAH) is similar to that of the polybutadiene (PB) in ABS, PP-g-MAH exhibits excellent compatibilizing effects on the ABS/PC blend system. 23 Mahanta et al. 24 found that the addition of 5% PP-g-MAH as a compatibilizer, along with solid epoxy resin, had a synergistic effect on the mechanical properties, particularly the modulus and tensile strength of recycled ABS/PC blends. Meanwhile, existing studies have confirmed that PP, MAH, and DCP can efficiently prepare PP-g-MAH through melt grafting reaction, providing process feasibility for the application of this compatibilization system. 25
Based on the above research background and mechanistic support, this study selected ABS as the continuous phase to construct an ABS/PC (70/30, g/g) blend. During the blending process of ABS and PC, appropriate amounts of MAH, DCP, and PP were introduced simultaneously to promote their in-situ reaction within the blend system to form PP-g-MAH. The mass fraction of PP was fixed at 2 wt%, and the mass ratio of MAH to DCP was controlled at 1:0.15. By systematically adjusting the dosage of MAH and combining various characterization methods, this study investigated the evolution law of the structure and properties of the blends, aiming to develop a simpler and more direct compatibilization and preparation process for ABS/PC blends.
Experimental
Materials
PC, 201-15, was provided by LG-DOW Company, South Korea; ABS, PA-757-K, was supplied by Zhenjiang Chi Mei Chemical Industry Co., Ltd; PP, K1008, Mw ˜ 280,000, was from Beijing Yanshan Branch; MAH, AR., was purchased from Zhengzhou Pai Ni Chemical Reagent Factory; DCP, AR., was obtained from Guangdong Wengjiang Chemical Reagent Co., Ltd.
Sample preparation and rheological property testing
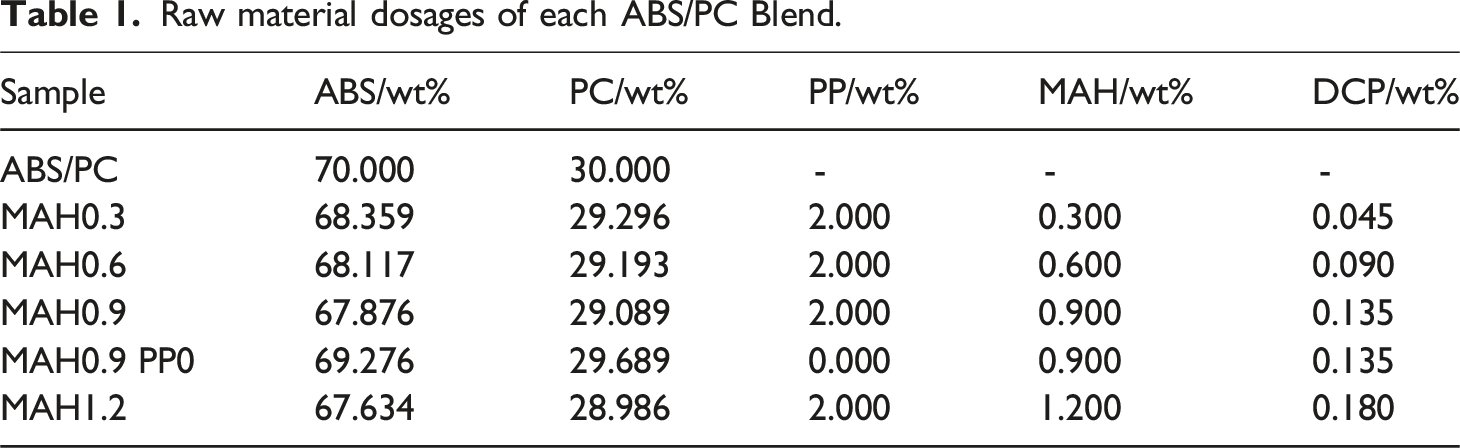
Raw material dosages of each ABS/PC Blend.
Grafting rate and conversion rate testing
About 1.0 g sample was wrapped with a copper mesh and extracted in refluxing xylene at 120°C for 6 h using a Soxhlet extractor. The condensate filtrate was fully stirred with an ethanol-sodium hydroxide solution, and then titrated with an isopropanol-hydrochloric acid solution using phenolphthalein as an indicator. The volume of the consumed hydrochloric acid solution was recorded. Each group of samples was extracted at least 3 times, and the average conversion rate and grafting rate were calculated. The percentage of the conversion rate (CMAH) and grafting rate (GMAH) of MAH can be calculated by the following equations
26
:

DSC testing
DSC analysis was characterized with a DSC200F3, NETZSCH (Germany), equipped with a refrigerated cooling system. About 10 mg of the sample was placed in an aluminum crucible, and nitrogen was used as the protective gas. Two heating and cooling cycles were performed. First, the temperature was rapidly increased from 25°C to 260°C at a rate of 30°C/min, held at 260°C for 3 min to eliminate the thermal history, then cooled to 25°C and held for 3 min, and finally heated to 260°C at a rate of 10°C/min for the second time. The DSC curve was drawn based on the second heating data.
Dynamic mechanical analysis (DMA)
The relaxation behavior of ABS/PC blend was determined using a dynamic mechanical analyzer (DMA Q800, TA Instruments, USA) under the frequency-strain scanning mode, with a preload force of 0.01 N. Rectangular samples were employed, featuring a thickness of 60 ± 3 μm and a width of 8 mm. The tests were conducted over a temperature range of 25°C to 150°C at a heating rate of 10°C/min, while the frequency and amplitude were maintained constant at 1 Hz and 10 μm, respectively.
SEM observation
SEM was conducted on a FEI INSPECT F50 (USA), the working distance was of 14 mm and the acceleration voltage was of 5 kV. Samples were immersed in liquid nitrogen and then fractured, subsequently etched with potassium dichromate solution and sputtered with a gold-palladium mixture under vacuum before their morphology was examined.
Etched procedure
First, 120 mL of sulfuric acid was added to 30 mL of distilled water for dilution, and then 5 g of potassium dichromate was added and fully mixed to obtain the etching solution for preparation. Second, the temperature of the constant-temperature water bath was set to 80°C, and the fracture surface of the sample was completely immersed in the etching solution at this temperature for 10 min. Then, the etched sample was washed in an ultrasonic cleaner for 15 min to remove the excess etching solution and then dried at room temperature. 27
Mechanical property testing
The tensile test was carried out in a tension machine (WDW-10, Jinan Chuanbai Instrument Equipment Co., Ltd, China) according to GB-T 1040.1 - 2006. The tensile rate was 10 mm/min, and the test specimen was dumbbell-shaped with dimensions of 80 mm × 4 mm × 2 mm. Each group of samples was tested at least five times, and the average value was taken as the final experimental result.
The cantilever beam impact property test was carried out in an Izod impact test machine (XJUD-22, Chengde Juyuan Testing Equipment Manufacture Co., Ltd, China) according to GB-T 1843 - 2008. The impact energy was 5.5 J, and the impact speed was 3.5 m/s. The dimensions of the strip-shaped specimen were 80 mm × 12 mm × 2 mm. Each group of samples was tested at least five times, and the average value was taken as the final experimental result.
TG testing
Thermal properties of the samples were characterized using a Perkin Elmer STA 6000 Simultaneous Thermal Analyzer. The test was carried out in a N2 atmosphere, and the temperature range was from 25°C to 700°C with a heating rate of 10°C/min.
Results and discussions
Rheology of ABS/PC blends
The curves showing the relationship between torque and time for ABS/PC blends with different MAH dosages are presented in Figure 1. For all samples, the torque initially experiences a rapid increase, then undergoes a sharp decline, and finally reaches an equilibrium state. This trend is consistent with the findings of Freire et al.
28
As can be seen from Figure 1, the equilibrium torque of the pure ABS/PC blend is the lowest. When PP and MAH were added to the blend, the equilibrium torque increased significantly, reaching its peak value when the MAH dosage was 1.2 wt%. Torque versus time curves of ABS/PC blends with different MAH dosages.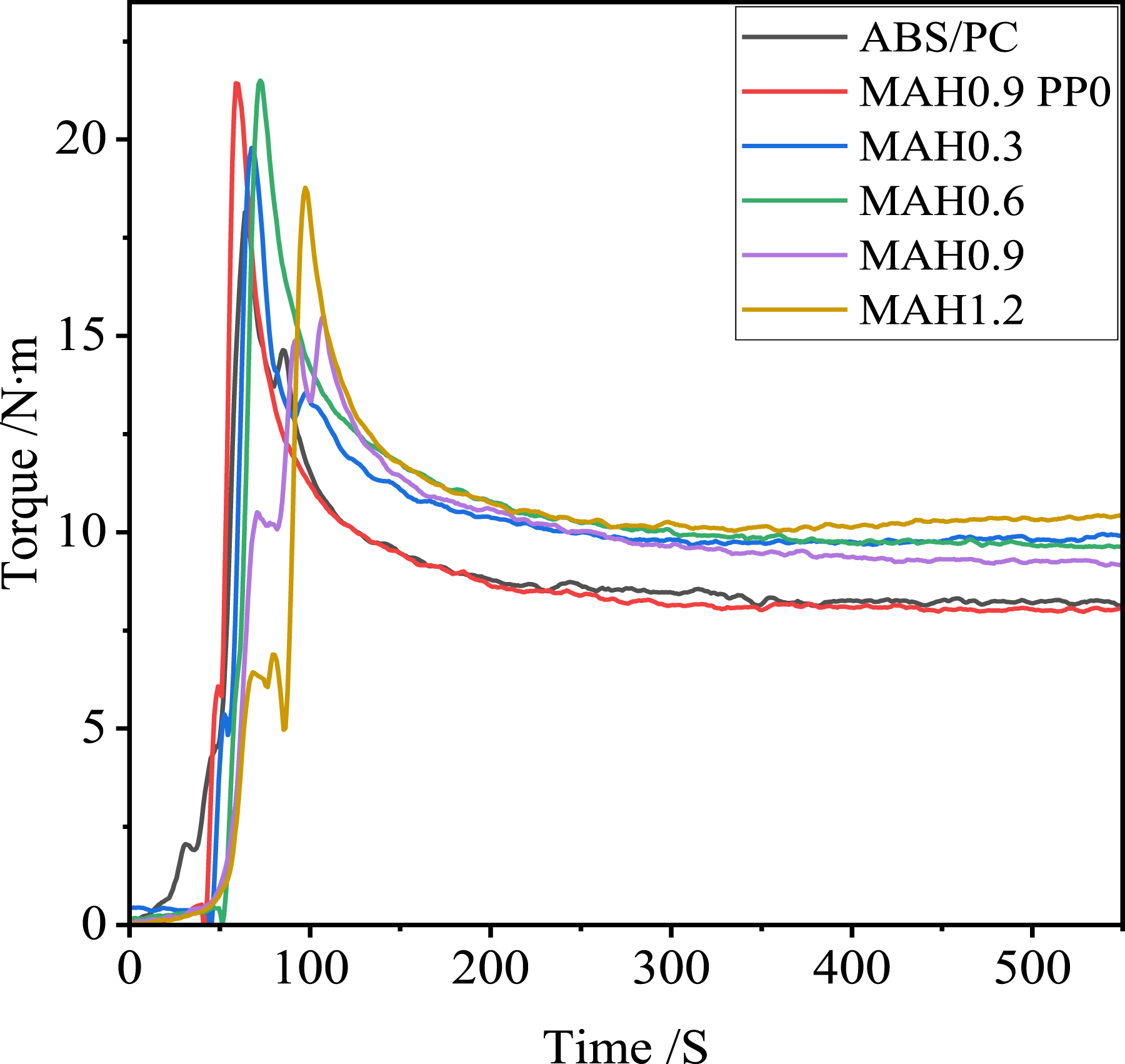
Loyens and Groeninckx 29 proposed that the increase in the equilibrium torque of each sample under steady - state conditions was attributed to an increase in the blend’s viscosity. In this system, the increase in the blend’s viscosity was due to the formation of MAH - compatibilized grafted products during the melting process. These products enhanced the interfacial interaction between the ABS and PC phases, thus improving the interfacial adhesion. Notably, when PP was not added, the change in viscosity was hardly noticeable. This indicates that PP played a crucial role in facilitating and enhancing the formation of MAH - compatibilized grafted products. Further inspection revealed that when the MAH dosage was 1.2 wt%, after the torque reached a steady state at 400 s, it showed a gradual upward trend. This suggests the occurrence of macromolecular chain cross - linking in the system.30,31
Grafting rate and conversion rate of MAH
The unreacted MAH in the ABS/PC blend was extracted using xylene and then titrated. Assuming no loss of MAH during the sample preparation process, the amount of reacted MAH could be calculated, and subsequently, the conversion rates and grafting rates of MAH for each sample were obtained (Figure 2). Grafting rate and conversion rates of ABS/PC Blends.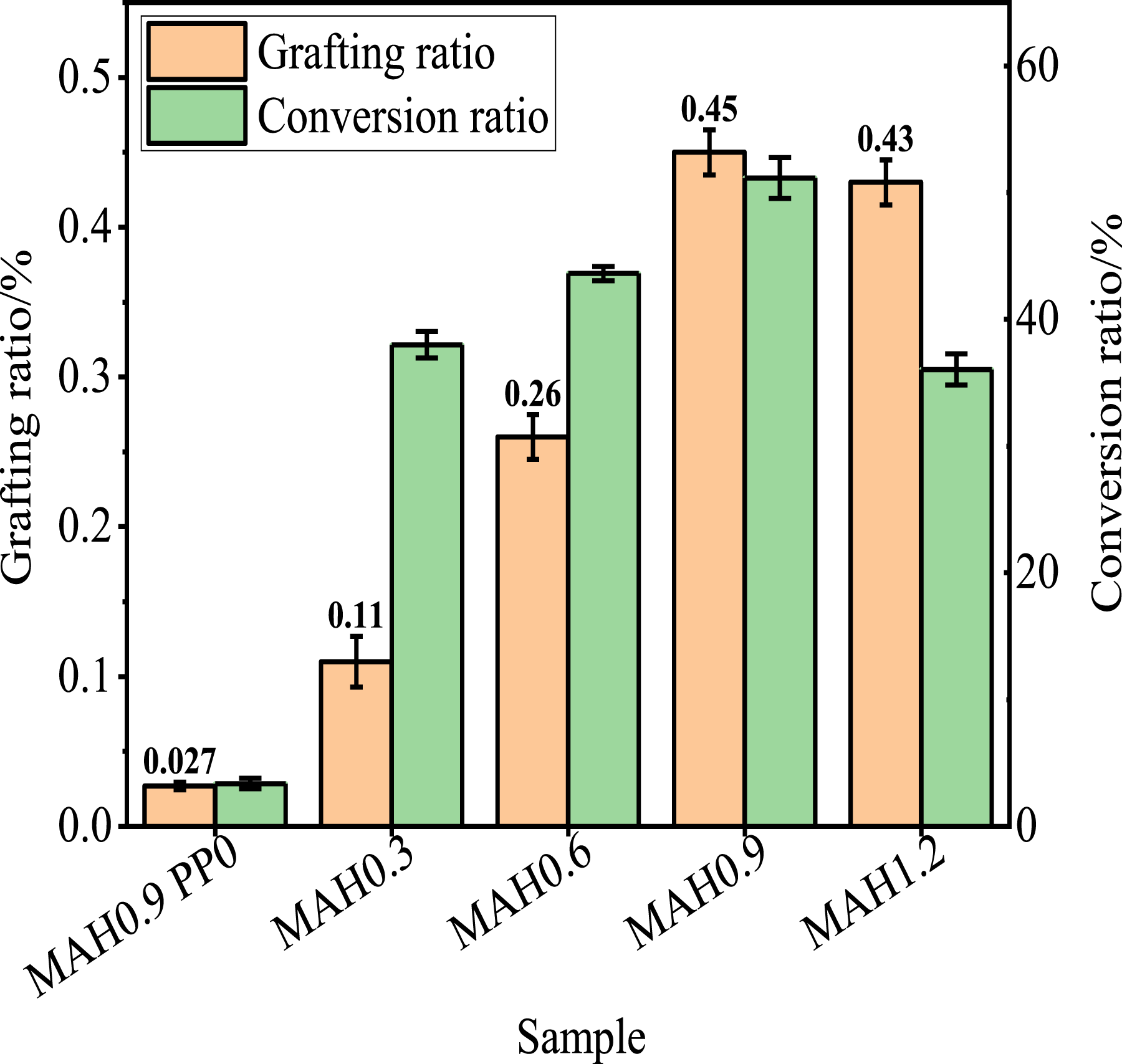
As shown in Figure 2, with the increase in MAH content, both the grafting rate and the conversion rate first increased and then decreased. This trend is consistent with the results of the studies by Zhu, Qiu, et al.32,33 Shi and Wang et al.34,35 proposed that, in the reaction system, once the initiator DCP generates free radicals, as the content of MAH increases, the probability of collisions between macromolecular free radicals and MAH monomers rises. This leads to an increase in both the grafting rate and the conversion rate. However, when the MAH content reaches its peak value, severe homopolymerization of maleic anhydride occurs in the reaction system. MAH terminates some of the free radicals initiated by DCP, thereby impeding the grafting reaction. Consequently, after reaching their maximum values, the grafting rate and conversion rate of MAH start to decline.
DSC analysis
DSC was employed to measure PP, pure ABS/PC and reactive compatibilized ABS/PC blends. The second - heating DSC curves are presented in Figure 3, and Table 3 showcases the corresponding glass - transition temperatures (Tg) and melting points (Tm) for each peak. As clearly observable from Figure 3 and Table 3, PP owned a Tm peak at 160.4°C (Tm1), pure ABS/PC exhibited four distinct phase - transition temperatures. Specifically, peak at 111.4°C corresponded to the Tg of ABS (Tg1), peak at 140.0°C to Tg of PC (Tg2), peak at 166.2°C to Tm of ABS (Tm2), and peak at 217.4°C to Tm of PC (Tm3).20,36,37 DSC curves of PP, pure ABS/PC, and reactive compatibilized ABS/PC blends.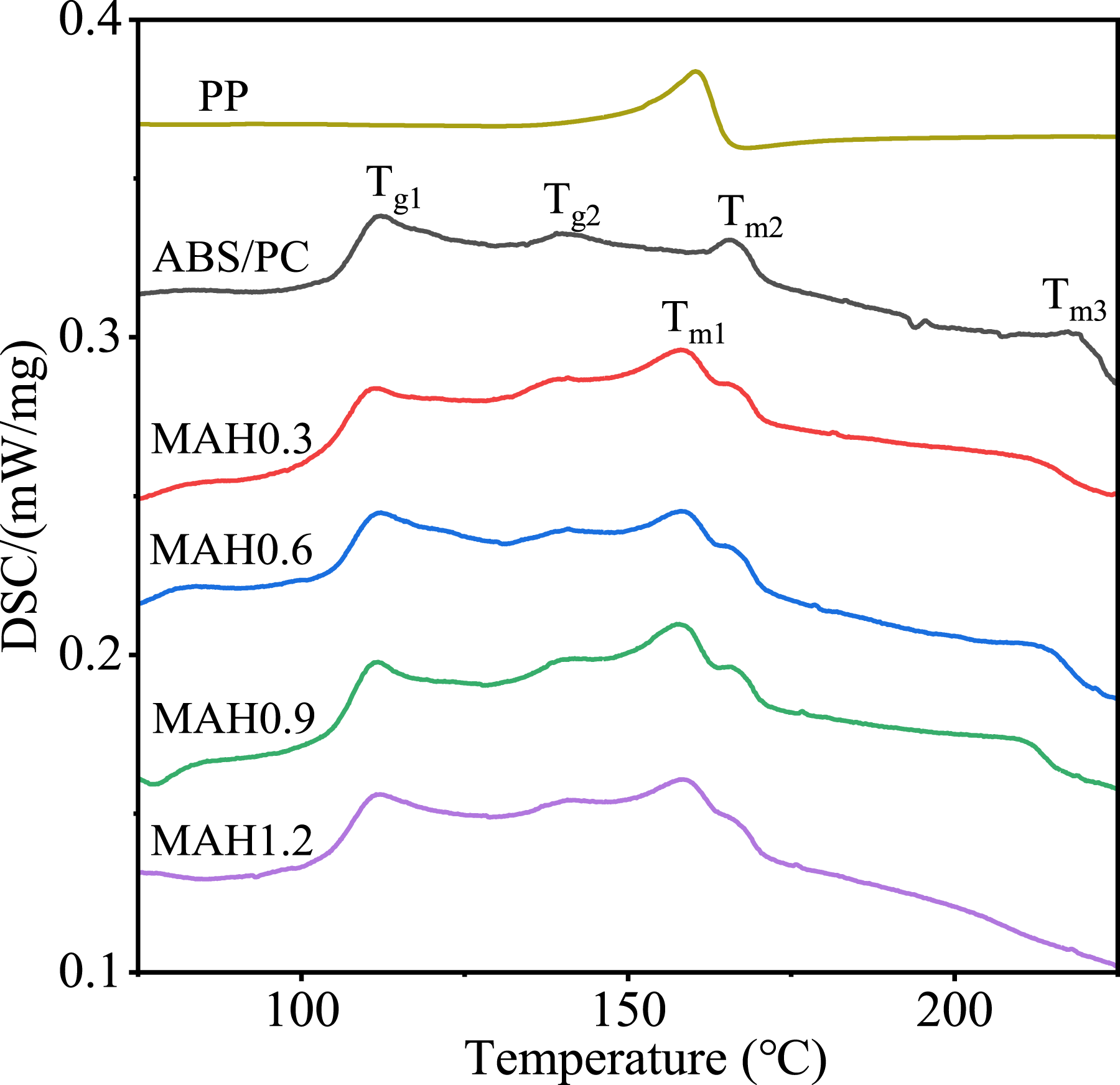
When ABS and PC was melt mixed with MAH, DCP and PP, a new endothermic peak appeared at around 158°C for the products, which could be assigned to Tm of PP, but slightly lower than that of pure PP, meaning that the decrease in the molecular regularity of PP, indirectly indicating that PP molecules participated in the MAH grafting reaction. In addition, the additon of MAH and DCP had little effect on Tg1 and Tm2, suggesting that few ABS molecules participated in the grafting reaction. From these, it can be concluded that the compatibilizer generated in the system was PP-g-MAH.
Important parameters obtained from the DSC curves of PP, pure ABS/PC and reactive compatibilized ABS/PC blends.
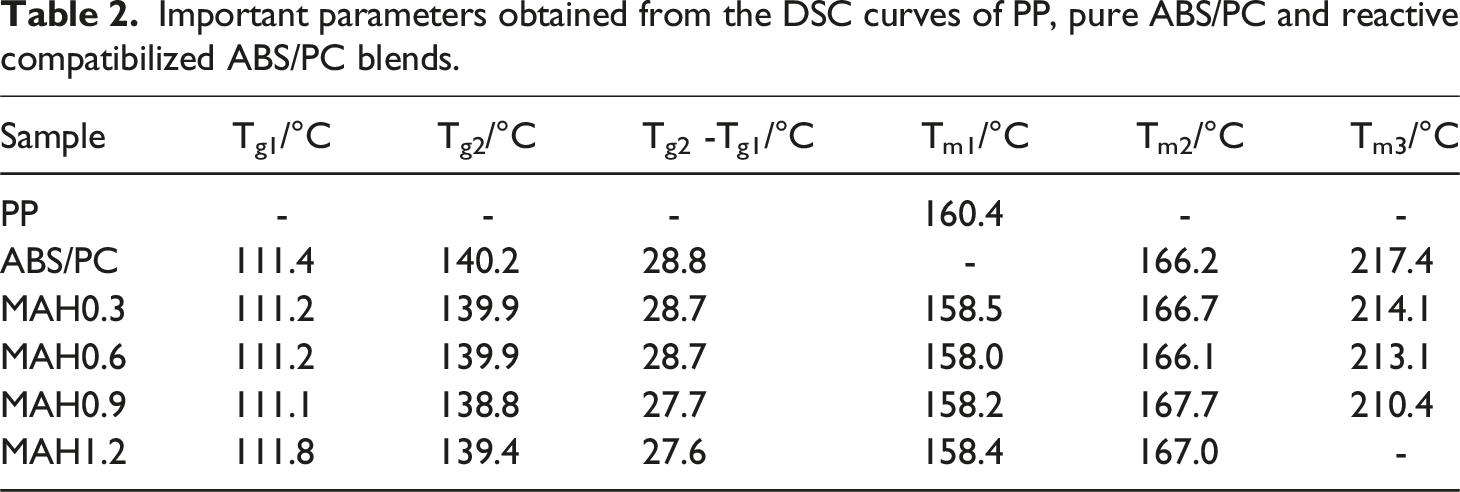
Moreover, by observing the Tm of PC, it can be found that it continuously decreased as the MAH dosage increased and basically disappeared when the MAH dosage reached to 1.2 wt%. This is mainly because that as the MAH dosage increased, more PP-g-MAH were formed, and the anhydride groups of MAH undergo an esterification reaction with the hydroxyl groups of PC, continuously reducing the regularity of the PC phase and thus lowering its Tm.
Mechanism diagram of in-situ grafting compatibilization of ABS/PC blend assisted by PP was illustrated in Scheme 1. Simultaneously adding MAH, PP, and DCP during the melt - blending process of ABS and PC could generate maleic anhydride - grafted polymers mainly composed of PP - g - MAH, thereby improving the compatibility of the ABS/PC blend. Mechanism diagram of in-situ grafting compatibilization of ABS/PC blend assisted with PP.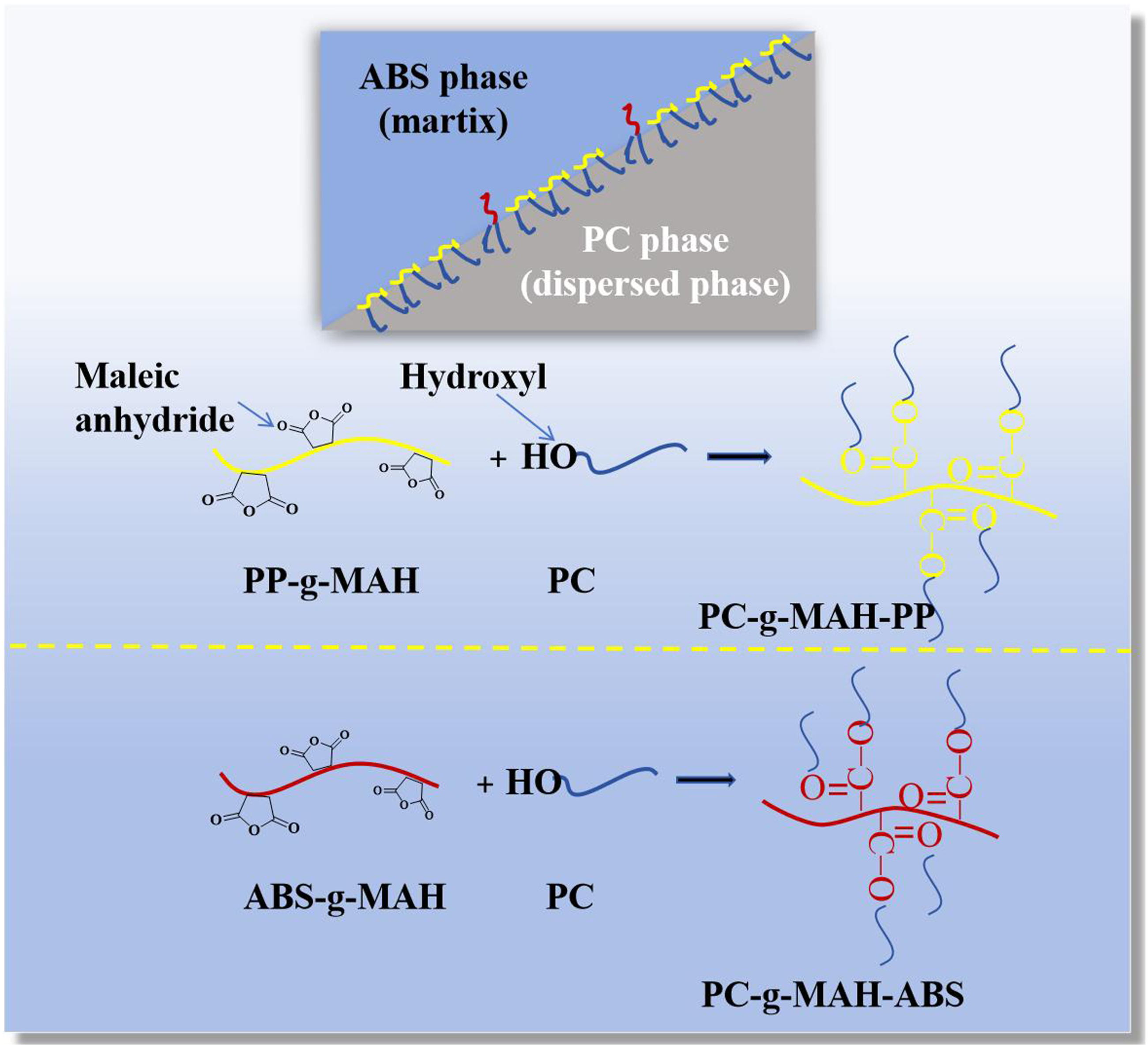
DMA results
To improve the rheological analysis and overcome the limitation of relying solely on torque-time curves, dynamic mechanical analysis (DMA) tests were conducted on all samples, and their DMA curves are shown in Figure 4. DMA curves of neat ABS/PC and reactive compatibilized ABS/PC blends: (a) Storage modulus (b) loss modulus (c) loss factor.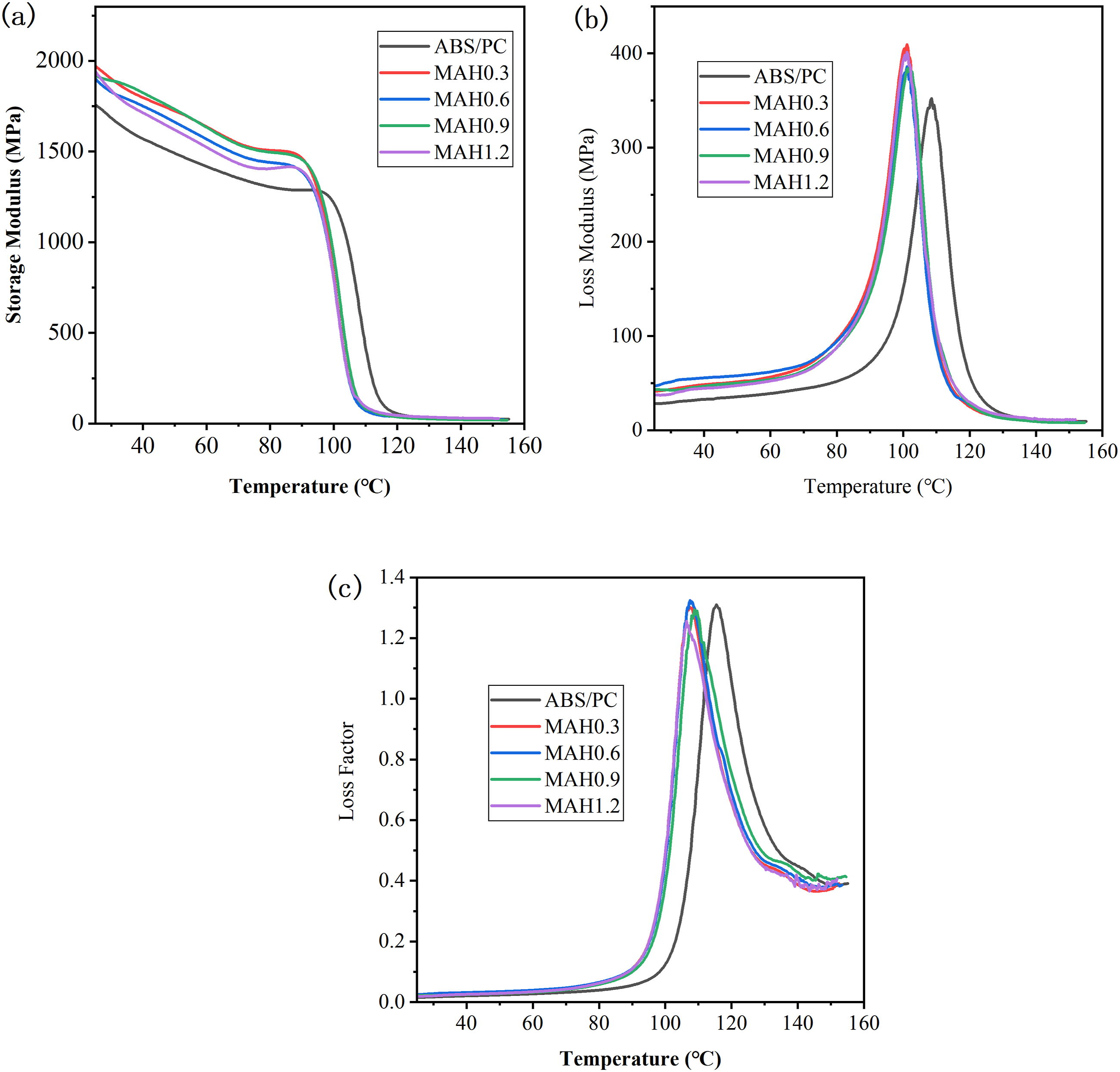
From the storage modulus (G′)-temperature curve (Figure 4(a)), it can be seen that in the low-temperature region, the G′ of the compatibilized blend was significantly higher than that of pure ABS/PC; from the loss modulus (G″)-temperature curve (Figure 4(b)), the G″ peak of the compatibilized blend shifted to the low-temperature direction and became sharper in shape; combined with the loss factor (tanδ)-temperature curve (Figure 4(c)), the tanδ peak of the compatibilized blend also shifted to the low-temperature direction and its width narrowed significantly.
The above series of phenomena were directly related to the optimization of interfacial effects after blend compatibilization. The compatibilization effect induced by the reactive prepared MAH grafted polymers (mainly of PP-g-MAH) could effectively reduce the interfacial tension between ABS and PC phases, improve the compatibility of the two phases, and further lead to the above characteristic changes in the viscoelasticity and molecular chain relaxation behavior of the blend. This also confirmed the improvement effect of compatibilization on the interfacial properties of ABS/PC blends from the perspective of dynamic mechanics.
SEM observation
SEM was used to directly observe the morphology of each phase. Before the observation, the fractured surface of each spline was etched with a potassium dichromate - hydrochloric acid solution to remove the polybutadiene (PB) phase of ABS on the surface layer, leaving only the polycarbonate (PC) phase and the styrene - acrylonitrile (SAN) phase of ABS on the fracture surface (Figure 5). Figure 6 shows the length distribution diagram of PC particles on the fracture surface. SEM images of etched fracture surfaces of pure ABS/PC and reactive compatibilized ABS/PC blends: (a1 and a2) ABS/PC at 2000X and 20,000X; (b1 and b2) MAH0.3 at 2000X and 20,000X; (c1 and c2) MAH0.6 at 2000X and 20,000X; (d1 and d2) MAH0.9 at 2000X and 20,000X; (e1 and e2) MAH1.2 at 2000X and 20,000X. Distribution diagrams of the width of the PC phase on the fracture surfaces of pure ABS/PC and reactive compatibilized ABS/PC blends: (a) ABS/PC, (b) MAH0.3, (c) MAH0.6, (d) MAH0.9, (e) MAH1.2.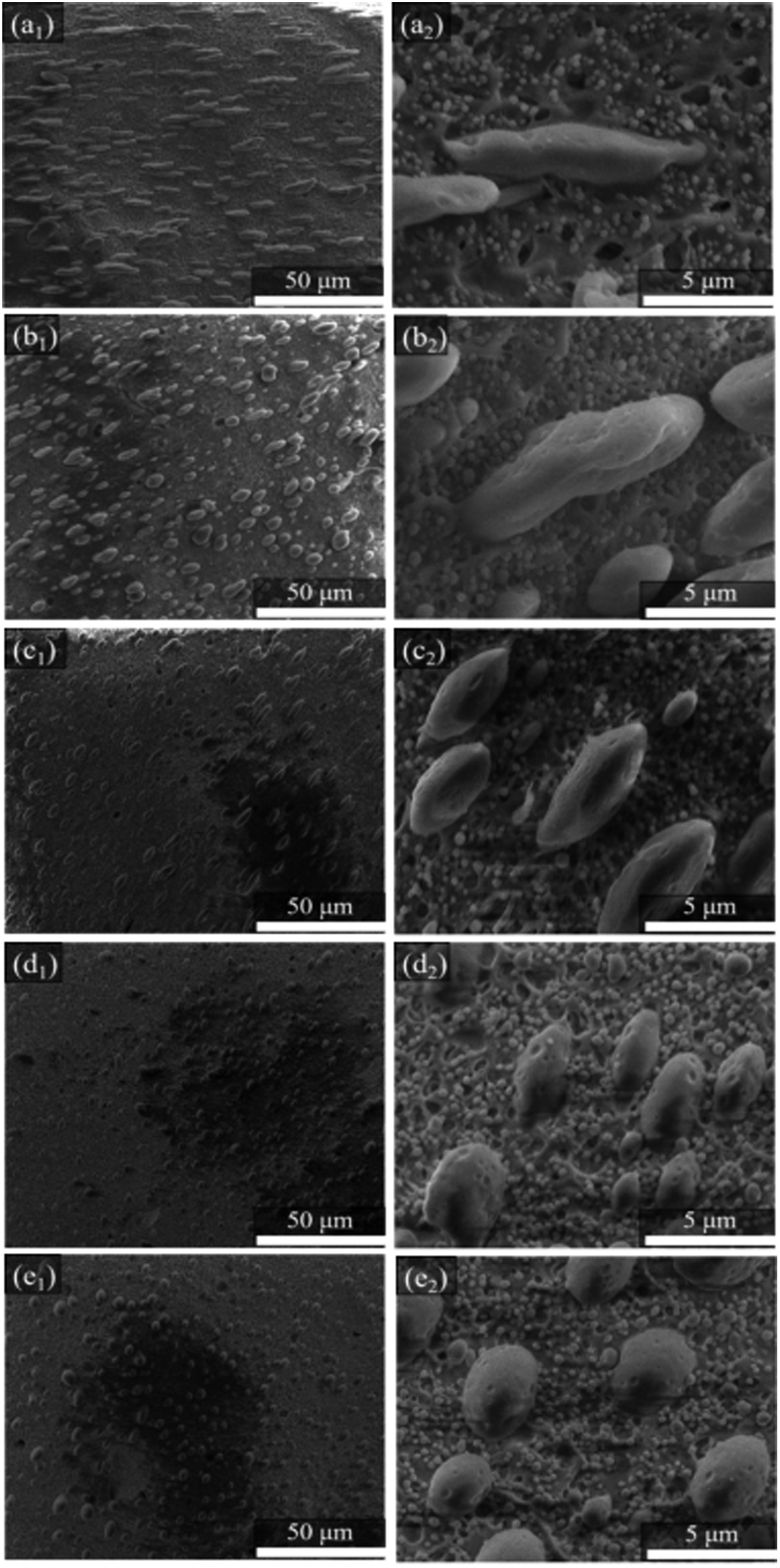
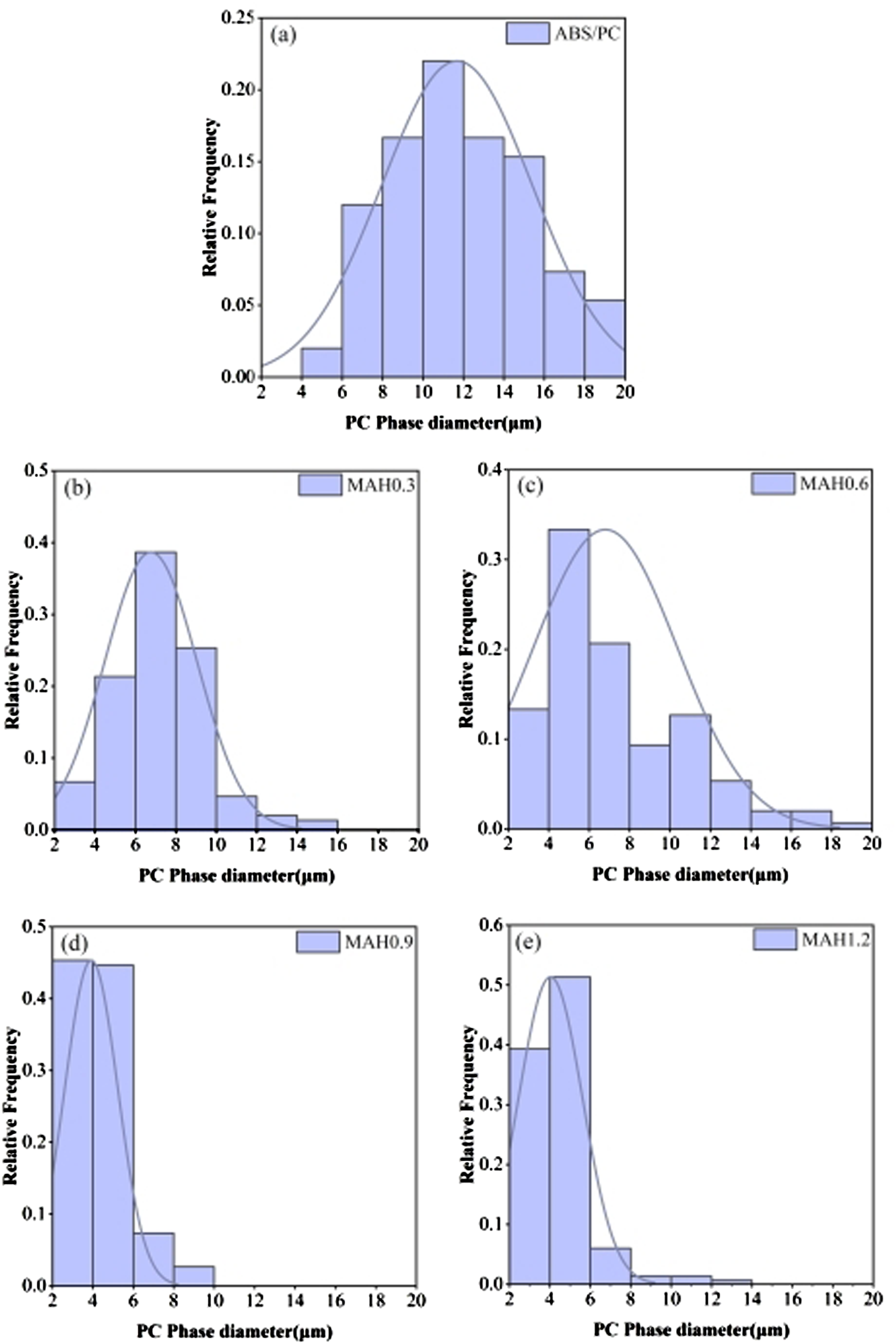
As can be seen from Figure 5(a), the PC phase on the fracture surface of the pure ABS/PC was in a relatively flat elliptical shape with a large size, and the average width was 13.0 μm (Figure 6(a)). 39 The black spherical small holes in the photo were the etched SAN phase, and the small round particles left on the surface of the matrix were PB phase in ABS.40,41 Kim et al. 42 found the same pores left on the surface after the oxidation of ABS by KMnO4 solution.
After the in - situ reactive compatibilization, it can be found that as the MAH dosage increases, the PC phase on the fracture surface of the obtained product splines (Figures 5(b)–5(e)) gradually changed from an elliptical shape to a spherical shape, and the width and width distribution continuously decreased (Figure 6). The more uniform size of the PC dispersed phase indicated that the formation of the compatibilizer reduced the interfacial tension between the ABS and PC phases, and the compatibility was continuously improved. 38 The most obvious change in the average size of the PC dispersed phase occurs between samples MAH0.6 and MAH0.9, which was consistent with the DSC results.
According to the Wu equation, interfacial tension is proportional to the dispersed phase size (assuming constant viscosities of the continuous ABS phase and dispersed PC phase, as well as consistent shear rate). Based on the refinement of the dispersed phase size from 12 μm to 4 μm, it could be deduced that the interfacial tension decreases by 67%.
Mechanical properties analysis
Tensile and impact properties of pure ABS/PC and reactive compatibilized ABS/PC blends.
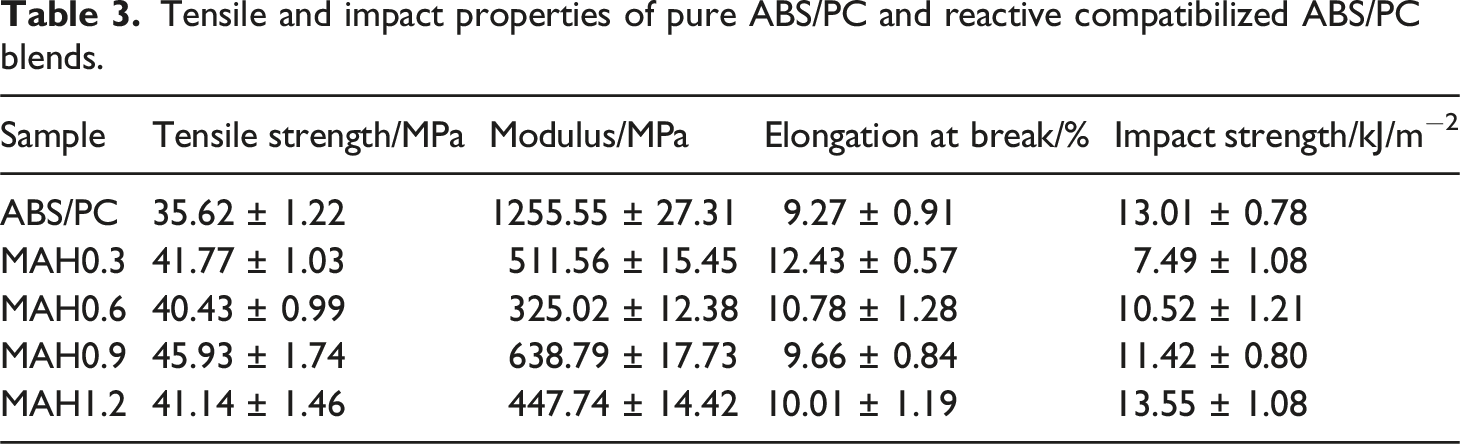
The impact strength showed a “first decrease then increase” trend with increasing MAH dosage. The impact strength of the neat blend was 13.01 kJ/m−2, dropping to a minimum of 7.49 kJ/m−2 (42.4% decrease) at 0.3 wt% MAH. Then it gradually rebounded to 10.52 kJ/m−2 and 11.42 kJ/m−2 at 0.6 wt% and 0.9 wt% MAH, respectively. At 1.2 wt% MAH, it rebounded to 13.55 MPa, slightly higher than the neat blend (4.2% increment).
The above property changes were essentially the result of dynamic competition between the “third-phase effect” of PP and the “interfacial enhancement effect” of PP-g-MAH. At low MAH dosages, the grafting rate of PP was low. A large amount of ungrafted PP dispersed as a third phase, leading to decreased modulus and sharply reduced impact strength due to its low modulus and toughness. A small amount of PP-g-MAH migrated to the interface to form an “ABS-PP-g-MAH-PC” bridging structure, 38 enhancing interfacial bonding and improving tensile strength and elongation at break.
When the MAH dosage increases to 0.9 wt%, the grafting rate rose to 0.45%. More PP-g-MAH was produced and fully covered the interface. The dense interfacial structure made the tensile strength reach the peak, and the elastic support of the interface partially recovered the modulus. The enhanced interfacial bonding also promoted uniform stress transfer during impact, driving the rebound of impact strength.
When the MAH dosage exceeded 0.9 wt%, excessive MAH and DCP triggered PP crosslinking side reactions, reducing grafting efficiency and weakening interfacial stability, with the modulus remaining at a low level. However, since the interfacial compatibility was still improved, the tensile strength, elongation at break, and impact strength were all higher than those of the neat blend. At 1.2 wt% MAH, the interfacial enhancement effect completely offset the negative impact of the PP third phase, and the impact strength exceeded that of the neat blend. 43
Thermal stabilities
Figure 7 shows the TG and DTG curves of pure ABS/PC and reactive compatibilized ABS/PC blends. As can be clearly seen from Figure 7, the TG curves of both the pure ABS/PC and the reactive compatibilized ABS/PC blends exhibit two distinct platforms, which clearly indicates that there were two weight - loss stages for both blends. Specifically, the first - stage thermal degradation was mainly caused by ABS, with a weight - loss temperature range of 340°C–480°C. The second stage thermal degradation was primarily attributed to PC, with a weight loss temperature range of 480°C–630°C.44–46 It also can be found that both the TG curve and DTG curve of each ABS/PC blend were very close, showing that the thermal stabilities of the reactive compatibilized ABS/PC blends showed almost no difference compared to that of the pure PC/ABS blend. TG (a) and DTG (b) curves of pure ABS/PC and reactive compatibilized ABS/PC blends.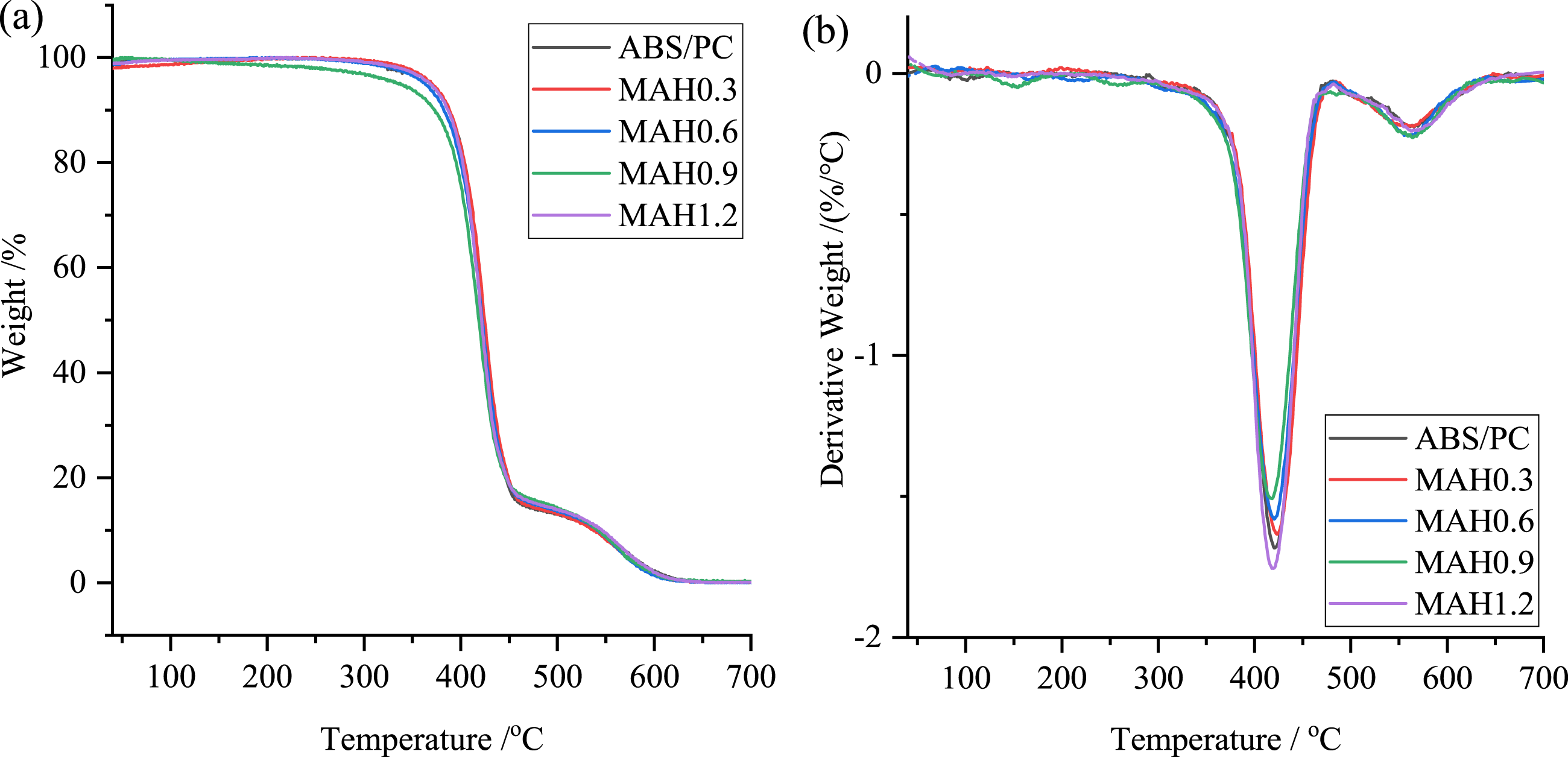
Conclusions
In this study, reactive compatibilized ABS/PC blends were prepared by melt blending ABS/PC mixtures with MAH, DCP, and PP. Compared to the blends without PP addition, the grafting yield of MAH was significantly enhanced. When the MAH content was 0.9 wt%, the grafting yield and conversion rate reached their maximum values of 0.45% and 51.16%, respectively. In the reactive compatibilized ABS/PC blends, the Tm and Tmax of ABS remained essentially unchanged, while the Tm of PP significantly decreased. This indicates that PP was the primary polymer involved in the grafting reaction. The compatibility between PC and ABS was markedly improved, particularly when the MAH content reached 0.9 wt% or higher. At this level, the PC phase transitioned from a flat shape to a spherical shape, and the average particle size significantly reduced from 12 μm to 4 μm. Due to the improved interfacial adhesion between the ABS and PC phases, the tensile properties of the blend were superior to those of the pure ABS/PC blend, but the impact strength of the reactive compatibilized ABS/PC blend was lower than that of pure blend due to the addition of PP. In addition, there was little difference between the thermal stability of the reactive compatibilized ABS/PC blend and that of the pure ABS/PC blend. Above all, by virtue of PP’s ease of grafting, the prepared ABS/PC blends boast high compatibility, along with good tensile strength and toughness, and this system possesses certain potential for industrial applications.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors appreciate the financial support from Henan Province Science and Technology Research Project (232102230097).