
Abstract
Magnesium alloy has attracted more attentions due to its excellent mechanical properties. However, in process of dry cutting operation, many problems restrict its further development. In this article, the effect of cutting parameters on machinabilities of magnesium alloy is explored under dry milling condition. This research is an attempt to investigate the impact of cutting speed at multiple feed rates on cutting force and surface roughness, while a statistical analysis is adopted to determine the influential intensities accurately. The results showed that cutting force is affected by the positively constant intensity from feed rate and the increasingly negative intensity from cutting speed. In contrast, surface roughness is determined by the gradually increasing negative tendency from feed rate and the positive effect with constant intensity from cutting speed. Within the range of the experiments, feed rate is the leading contribution for cutting force while the cutting speed is the dominant factor for surface roughness according to the absolute intensity values. Meanwhile, the trends of influencing intensities between cutting force and surface roughness are opposite. Besides, it is also found that in milling magnesium alloy, chip morphology is highly sensitive to cutting speed while the chip quality mainly depends on feed rate.
Introduction
Dry milling is widely used in industrial manufacturing as a high performance cutting technology. To some extent, it has displaced turning and grinding process due to its high efficiency, low cost, and green manufacturing. Milling operation is a typical intermittent cutting process with multi-inserts. Hence, it has a distinct machining mechanism comparing with other cutting operations such as turning and grinding process, so that which would have diverse impacts on machinability of material.
The various aspects of machinability for workpiece are mainly determined by cutting condition such as cutting parameters, coolant, and tool geometry. In the process of cutting, the machining properties of workpiece are generally evaluated according to two criteria, cutting force and surface roughness. Surface roughness is a critical parameter to assess product quality and also a weighing standard for finish cutting. The better machined surface does not only lead to better product performance but also extend its service life. 1 As another main indication, cutting force directly decides the stability of machine tools and working properties of cutting tools. Excessive cutting heat at the cutting zone due to high cutting force is the main cause for tool wear and poor surface finish. 2 Surface roughness and cutting force of workpiece are mainly influenced by cutting conditions and tool properties.
At present, most studies on the cutting performance mainly focused on various difficult-to-cut materials like titanium alloys and nickel alloys.3–5 However, study on the machinability of soft material in dry milling operation has not yet attracted much attention.
As an eco-friendly material, magnesium alloy has become one of the most important light structural metal and is widely applied in many industrial fields, such as communication, automotive, military.6–8 In terms of cutting performance, magnesium alloy is a kind of processing-easily metal. However, puzzlers still remain in cutting this material. Under dry cutting condition, the generated powder and tiny chips could be ignited with high cutting temperature. 9 Besides that, water-based coolant should be avoided when cutting magnesium alloy because of water reacting with magnesium at high temperature that could lead to explosion. 10 In addition, the built-up edge formation in cutting magnesium alloy has negative effect on machining process and causes inferior surface quality. 11
Recently, magnesium alloys are extensively used as key components in aerospace industry because of its excellent characteristics. The parts in this domain require strict dimensional accuracy and precise surface quality. So far, available literatures concerning the machining behaviors of cutting magnesium alloy are still lacking, especially on the dry milling process.
Tomac et al. 10 researched dry turning of magnesium alloy by evaluating the effects of cutting speed on the formation of build-up edge, thereby influencing the surface finish. In this process, the formed flank build-up resulted in high cutting force and terrible surface roughness. However, they also found that a certain amount of flank build-up (FBU) has a positive effect on the surface quality. Guo and Salahshoor 12 also had come to similar conclusions about FBU. Pu et al. 13 investigated turning AZ31B magnesium alloy respectively using 30 and 70 µm cutting edge radius tools under dry and liquid nitrogen conditions. It has been concluded that the tools with the larger edge radius are suitable for obtaining better surface quality under cryogenic condition.
Carou et al. 14 studied the cutting conditions on chip, surface roughness, and cutting temperature in dry intermittent turning of UNS M11917 magnesium alloy. They found that feed rate is the main factor on surface roughness, and the collected chips basically belonged to the short type. Then, Rubio et al. 15 compared the dry machining and minimum quantity lubrication system in intermittent turning of UNS M11917 magnesium alloy. According to their analysis, low feed rate produced the best surface in dry condition and MQL system, but the latter is better than the former. In the context of high feed rate, the result is exactly opposite.
Therefore, this study will explore the machining characteristics of magnesium alloy under dry milling process using uncoated carbide tool. Specifically, the objective of this article is to emphasize the effects of variation in cutting parameters, including cutting speed and feed rate, on cutting force, surface roughness, and chip morphology.
Experimental details
Work material and cutting tool
AZ91D magnesium alloy with dimension of 110 mm × 65 mm × 55 mm was employed as workpiece in this milling test. This kind of alloy is the most widely specified magnesium die casting alloy due to excellent mechanical properties, corrosion resistance, and castability. The physical and mechanical properties of AZ91D alloy are listed in Table 1.
Physical and mechanical properties of AZ91D alloy.

The uncoated carbide insert R390-11T304E-NLH13A manufactured by SANDVIK Company was used in this research, as shown in Figure 1(a). In Figure 1(b), the SANDVIK insert holder R390-020A20-11L with 20 mm diameter was adopted which can clamp two inserts at most. However, in order to avoid installation errors to provide adequate space for discharging chips minimizing the negative effect and to simplify analysis, only one fresh insert was used for each cutting test in this study.

Cutting insert and tool holder: (a) geometrical characteristics of insert and (b) tool holder.
Cutting conditions
The experiments were conducted on a three-axis machining center Makino V55 with maximum spindle speed of 30,000 r/min. All milling tests were carried out on down milling under dry condition without any coolant for easy chips collection. In all tests, only the cutting speed and feed rate were altered while other cutting parameters kept constant. The detailed process parameters and cutting condition are summarized in Table 2.
Process parameters and condition for milling tests.

Experimental setup details
During the milling process, the workpiece was mounted on KISTLER 9265B three-channel dynamometer which was employed to monitor and measure the cutting force of three directions. Through an A/D converter, the force signals were transformed using a KISTLER 5019A multichannel charge amplifier and then recorded and processed in a personal computer.
The surface roughness Ra of machined surface under various cutting speed and feed rate was evaluated by surface roughness tester Talysurf-120 in Figure 2 from Taylor-Hobson and the graph was also plotted. In order to ensure accuracy of the measurements, the measured values of surface roughness for each set were repeated five times at different locations on the machined surface, and the average value of the repetitive measurements was calculated. Furthermore, the characteristics of collected chips were also observed. The schematic diagram of experimental setup for milling magnesium alloy is shown in Figure 3.

Surface roughness tester.
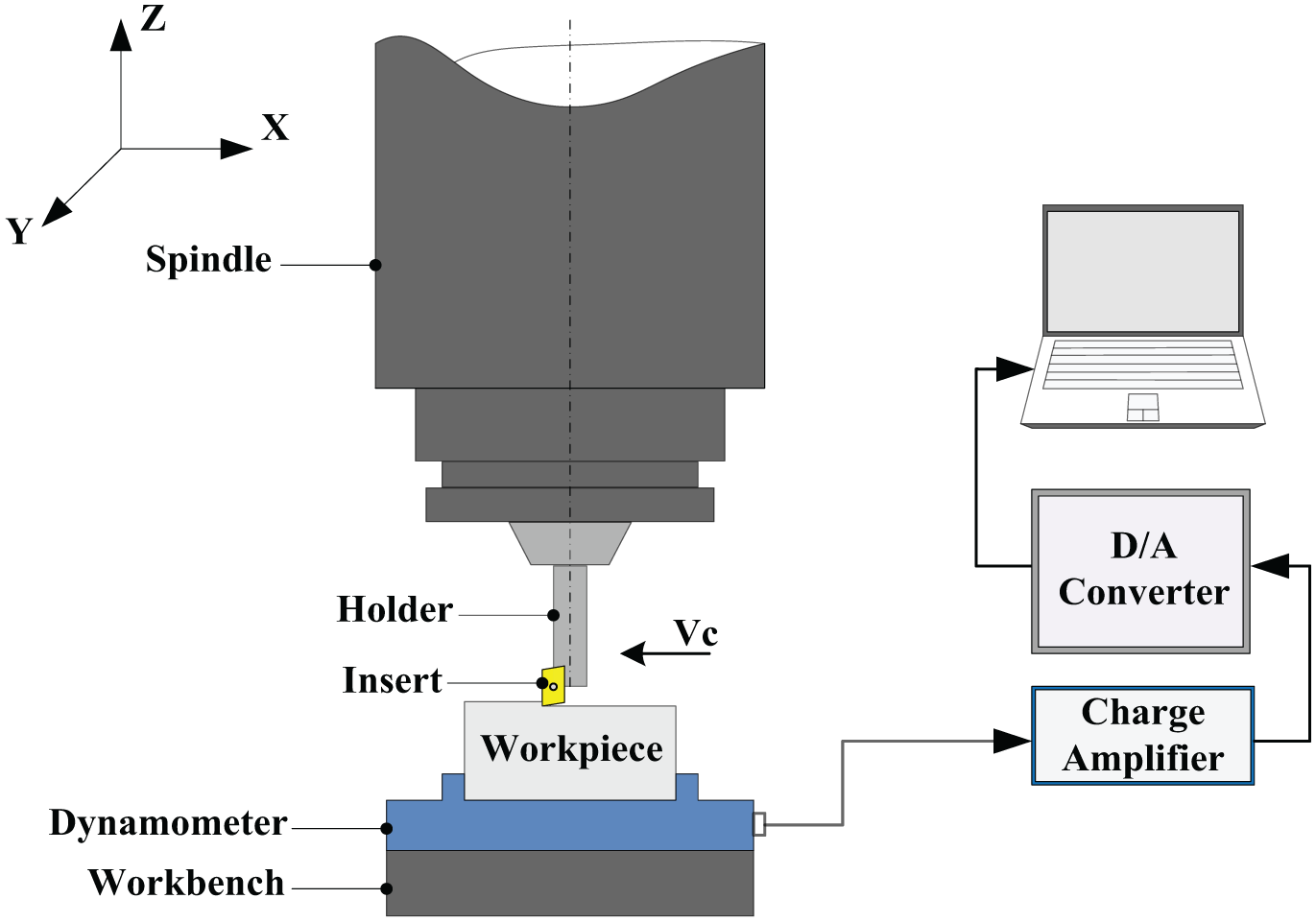
Schematic diagram of the cutting setup and cutting force instrument.
Results and discussion
Effect of cutting speed and feed rate on cutting force
Cutting force is normally composed of three components, including feed force Fx, radial force Fy, and axial force Fz. The feed force and radial force are more susceptible to cutting parameters change, whereas the cutting condition has no significant influence on axial force. Similar behaviors on cutting forces were also observed in high-speed end milling of titanium alloy. 16 Thus, in this study, the measured feed force and radial force as the dominant objectives are evaluated to research into the machinability of dry milling magnesium alloy.
Figure 4 describes the cutting speed influencing on cutting forces for milling magnesium alloy at different feed rates. It can be observed that the feed force and radial force decrease with the cutting speed increasing in the range of 50–400 m/min, and the maximum cutting forces occur at lower cutting speed with higher feed rate. This phenomenon could be explained by the higher friction due to longer tool–chip contact length at high feed rate.17,18 Besides, with the furthered increasing of cutting speed, the cutting temperature between the tool and workpiece would be raised which generates the softening-effect of material, so the material is easily to be removed. 19 Therefore, the cutting forces gradually decrease from low to high cutting speed.
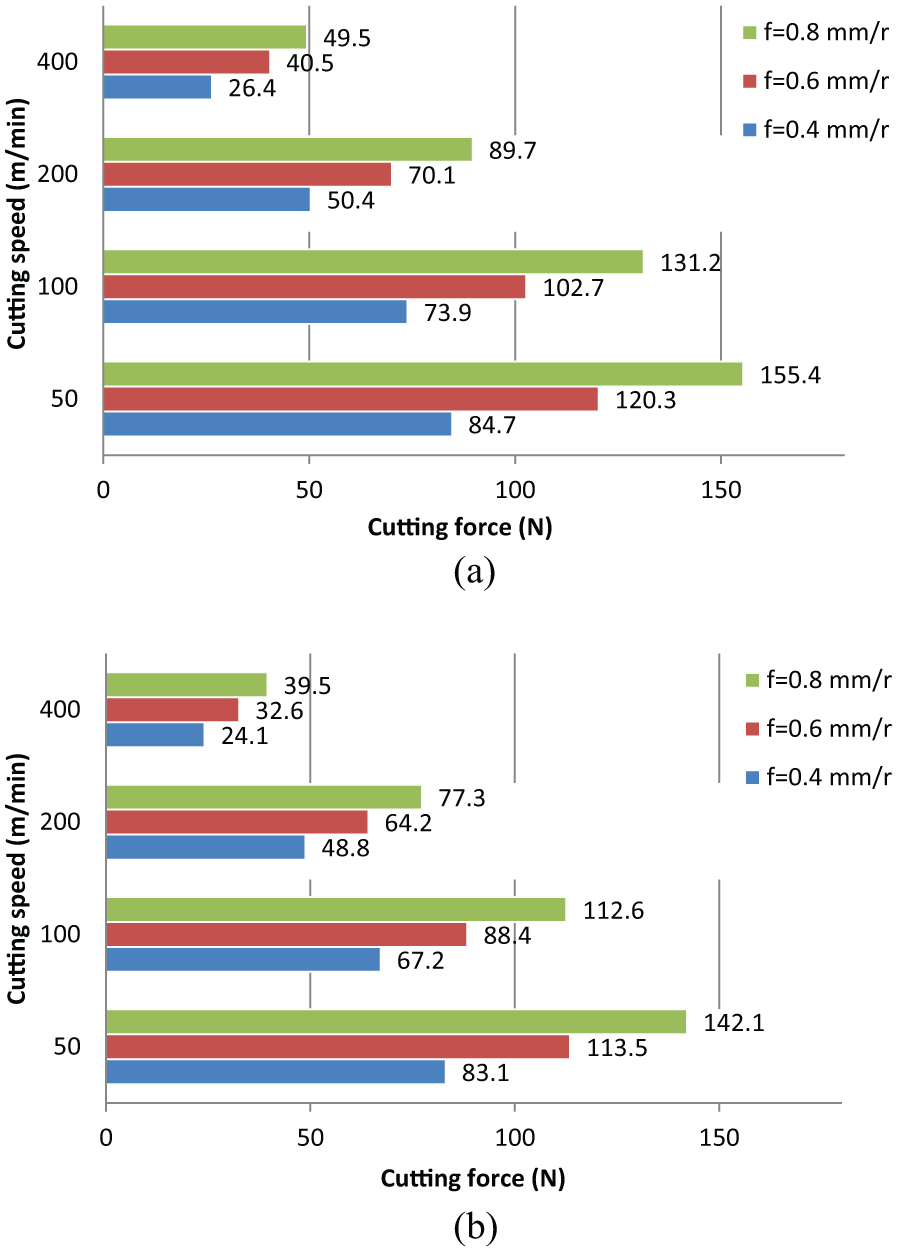
Cutting speed and feed rate versus cutting force: (a) feed force Fx and (b) radial force Fy.
In Figure 4, it also shows the cutting forces related to the effect of feed rate in milling magnesium alloy. It can be seen that the ascent rate of cutting forces is basically approximate at feed rate for different cutting speeds, while the feed force and radial force in magnitude both are the lowest at 0.4 mm/r for all cutting speeds. The reason might be that the more amounts of materials were removed due to the improved chip load with the increase of feed rate. 20 Consequently, in the case of dry milling magnesium alloy, the cutting forces are larger at high feed rate than that at low level.
Effect of cutting speed and feed rate on surface roughness
Based on the previous studies, the surface roughness, Ra, of machined surface is closely related to the impacts of cutting condition, including cutting parameters, tool characteristics, and coolant.21–23 This article mainly focuses on the effect of cutting speed and feed rate on surface roughness in dry milling AZ91D alloy.
Figure 5 depicts the effect of cutting speed on surface roughness at different feed rates. The experimental results indicated that the surface roughness became higher with an increase in the cutting speed at all feed rates. The combined effect of low cutting speed and low feed rate contributes to generate the best surface quality for milling magnesium alloy.

Cutting speed and feed rate versus surface roughness.
Specifically, when cutting speed increases from 50 to 100 m/min or from 200 to 400 m/min, respectively, at feed rate of 0.6 and 0.8 mm/r, the surface quality is significantly worsen. And yet the surface quality is relatively steady between 100 and 200 m/min. Cutting speed increasing in the range of 50–100 m/min, the probable reason for the decreased surface quality is that the mass chips gathered at the tool rake face unable to exhaust resulting in high cutting force. When the cutting speed increases from 200 to 400 m/min, the cutting temperature reaches to a certain threshold that caused the material softening, thereby inducing the surface quality deterioration. In addition, at high cutting speed, part of chips might not be discharged timely, so that the formed FBU was adhered on the cutting tool as a result of material softening at high cutting temperature. The FBU probably triggers unstable cutting issuing in poor surface quality. When the feed rate is at 0.8 mm/r, the surface roughness even slightly declines. This phenomenon might be due to the reason that the cutting temperature was not enough to make magnesium alloy melt in this cutting speed region. Meanwhile, the chips were rapidly flowed away which suppresses the FBU formation. Consequently, when the cutting speed varies in the range of 100–200 m/min, the surface roughness value is essentially the same at each feed rate, and the cutting speed in this range can produce a relatively stable surface quality.
Figure 5 describes the variations in surface roughness with respect to the different feed rates. With the increasing feed rate, the raised chip load leaded to aggravated friction at the interface of rake face–chip while the cutting temperature raised to melt material in the cutting zone. The influence of cutting speed at low feed rate (0.4 mm/r) on surface roughness can be nearly neglected, indicating a steady cutting process. In addition, with the increasing cutting speed, the surface roughness becomes more sensitive to the changes in feed rate.
Statistical analysis of cutting force and surface roughness
According to the basic observation and discussion above, it is obviously necessary to dig into the results from the experiments. For better precision and interpretation, this study would use statistical method to analyze the experimental results. Apparently, the main impacting factors, that is, the independent variables, include feed rate f and cutting speed V, and the main dependent variables include Fx, Fy, Ra, and the resultant force Ft (
Thus, the basic influencing models are established as follows




where LFX, LFY, LFT, and LRA are referring to the logarithm of Fx, Fy, Ft, and Ra, respectively. LNF and LNV are referring to the logarithm of f and V, respectively. α0, β0, θ0, and γ0 are the constant terms. εi is the random disturbance term. The coefficients of LNF and LNV represent the influencing intensity of the independent variables f and V.
Software Stata 12.0 was used for statistical analysis of the experimental data and the results are shown in Table 3. According to the basic statistic theory, it normally prefers the higher value of R2 which represents the goodness of fit, and the higher t-statistics represent the significance of the coefficients. Thus, M (1b), M (2b), and M (3b) are chosen as the final forms of the basic equations (1)–(3), respectively.
Results of coefficients of the dependent variables based on the robust OLS regression.

Probability values in parentheses are the t-statistics; *, **, and *** denote statistical significance at the 10%, 5%, and 1% levels, respectively.
First, as the above table, it is obvious that the final forms of equations (1)–(3) are consistent. In brief, the results of M (3b) would be discussed to illustrate the impact on cutting force from f and V. In accordance with the results of M (3b), the specific form of equation (3) is

For this reason, the influential intensity of f on the resultant force Ft is linear, and 1% rise of f could lead to 0.801% rise of Ft. Meanwhile, the influence of V shows a trend of quadratic curve opening downward (inverted U-shape), which demonstrates Ft increasing with increasing V until equal to 41.35, and then Ft begins decreasing with further increasing V (Figure 6(a)). Furthermore, the changing rate of Ft declined with improving V (Figure 6(b)). When V equals 232.36, its influential intensity reaches the opposite of the intensity of f. On this level, the positive influential intensity of f is always higher than the negative intensity of V in experimental range. Therefore, given the same change rate of f and V, the former would cause a more significant change in Ft. However, when V exceeds 232.26, its negative influential intensity would take the leading contribution to Ft. In terms of cutting force for dry milling AZ91D magnesium alloy, it can be concluded that the feed rate provides higher contribution than cutting speed while the feed force is slightly larger than the radial force for variations of cutting parameters. Thus, the high cutting speed and low feed rate are more suitable for milling magnesium alloy under dry condition.

Sketch of the impact on LFT from LNV, which includes (a) the trend of LFT changing with LNV and (b) the trend of the LFT′ changing with LNV.
Second, according to the results of M (4c), the specific form of equation (4) is

Thus, Ra is declining with the increase of f (Figure 7(a)), but the absolute intensity of Ra increases with the increase of f (Figure 7(b)). This information demonstrates that the rise of f at a higher value would cause more reduction of Ra, and this phenomenon can be abstracted as the negative influential intensity of f increasing linearly with the slope equal to −1.750. Meanwhile, the influence of V on Ra shows linearly monotonic increasing trend, and 1% improve in V would lead to 0.146% increase in Ra. When f exceeds 1.09, its negative influential intensity would be higher than the positive intensity of V, which means the V is always the leading contribution for Ra within the range of this study.
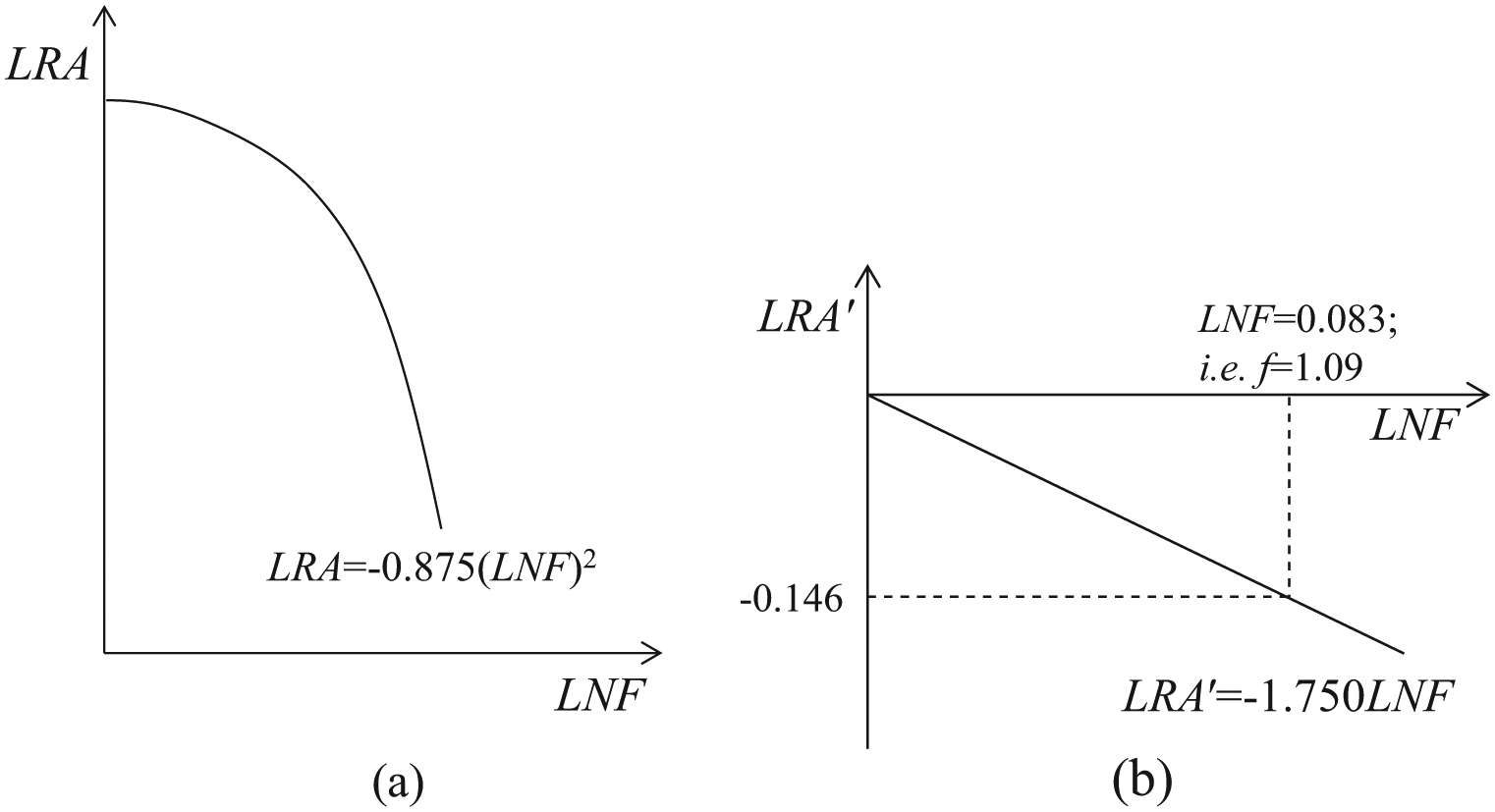
Sketch of the impact on LRA from LNF, which includes (a) the trend of LRA changing with LNF and (b) the trend of the LRA′ changing with LNF.
All in all, the varying trends of Fx, Fy, and Ft are similar in Table 3, that is, the influences of f are positive and the influential intensities of V decline with increasing V. However, the opposite fact is that the influential intensity of f decreases with increasing f and V has a constantly positive impact on Ra. This result has a certain reference value for the processing of magnesium alloy, which means higher f would lead to higher cutting force and lower surface roughness while higher V would lead to lower cutting force and higher surface roughness. Therefore, it is actually a dilemma to balance the final need of the processing. In the practical applications, although the best machined surface is generally produced at lower cutting speed, the higher cutting speed is still suggested in order to reduce processing time which cannot guarantee minimizing both the cutting force and surface roughness at the same time.
Chip analysis
The chip formation as one of machinability aspects is necessary to understand, because it is apt to influence the machining process and the accuracy of machined surface. This research discusses the influence of cutting parameters on chip morphology in milling of AZ91D alloy. From the above discussion, the variations of chip morphology are exhibited using different feed rates at constant cutting speed (200 m/min). It was observed that the formed chips mainly were the regular short curly type with little debris while the changed feed rate had no discernible effect on the length of chip. However, with the increasing feed rate, the chip quality dramatically changes. When the feed rate was increased from 0.4 to 0.8 mm/r, the chip free face became from fine saw-toothed to loose saw-toothed and damaged as a result of severe shearing mechanism. Besides that, the cracking problem was found on the two lateral borders of chip back surface. In this case, the inferior machined surface was also produced based on the previous analysis about surface roughness.
Figure 8(b) indicates the chip type using different cutting speeds at constant feed rate 0.8 mm/r. Morphology observation of the chips revealed that at low cutting speed of 50 m/min, the magnesium alloy became brittle and the chips were separated into a lot of small broken fragments that could be attributed to rubbing action and high pressure on tool rake face. 24 Simultaneously, the machined surface reached to the best level. As cutting speed increased to 100 m/min, short sheet structured chips were gradually produced. In terms of the quality of the collected chips, the arrangement of the serrated waves on free surface was comparatively tight as well as the back surface was smooth and flat. With the further increase of cutting speed from 200 to 400 m/min, the chip size became longer and the most of formed chips were curly segment in shape with few shorter fractured chips. Compared with 400 m/min, the quality on free and back surface was slightly better at 200 m/min. During the whole milling process, there was no such chip ignition occurred.

Chips morphology and size at different milling parameters: (a) effect of feed rate at cutting speed of 200 m/min and (b) effect of cutting speed at feed rate of 0.8 mm/r.
Conclusion
This present study carried out an experimental investigation about the influence of cutting speed and feed rate on varieties of machinability aspects, including cutting force, surface roughness, and chip morphology during dry milling AZ91D magnesium alloy using uncoated carbide tool. Based on analysis and discussion of the experimental results, the conclusions can be summarized as follows:
The cutting force decreases with the increasing cutting speed. And yet for a given cutting speed, cutting force increases with the rising of feed rate due to heavy chip load. In all cutting conditions, it is found that the feed force is higher than the radial force.
In this research, the surface quality can be deteriorated by higher cutting speed. However, cutting speed in the range of 100–200 m/min could be more conducive to maintain the stability of surface quality. In this range, surface roughness is nearly independent of cutting speed but closely related to feed rate.
Based on the results obtained from this work, for dry milling of AZ91D magnesium alloy, the higher cutting speed with lower feed rate is suggested for improving machined surface and production efficiency.
By the means of the empirically regression analysis, impacting processes are demonstrated numerically. The robust ordinary least square (OLS) regression results showed that V and f had nonlinear influential intensities on Ft and Ra, respectively. The negative impacts on Ft and Ra would enhance with the increases in V and f. In order to obtain better Ft and Ra, the regression in this article provided a more accurate guidance to calculate and balance the opposite effects of V and f in dry milling of AZ91D.
By considering the chip formation process, it can be concluded that the chip quality is affected by feed rate, while the chip morphology is driven by cutting speed. The chip back surface changes from fine saw-tooth to poor saw-tooth which is related to the increased feed rate. With the advance of cutting speed, the evolution rule of produced chips is found as follows: irregular fractured debris, short sheet, curly saw-tooth fined segment, and curly cracked saw-tooth loosed segment.
Ideal surface finish is produced when either better chip morphology or small broken chip was formed during the milling process. Therefore, the chip quality or chip size could be used as an important criterion for evaluating the machined surface quality.
Footnotes
Academic Editor: Liyuan Sheng
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This project is sponsored by the National Science and Technology Major Project on CNC Machine tool, China (Grant No. 2014ZX04012013).