
Abstract
Minimum quantity lubrication is a technique to have the advantages that cutting fluids bring yet keeping their use at minimum. For the cutting fluids, inedible vegetable oils are potential for minimum quantity lubrication machining. Castor oil was selected in this study as the cutting fluid for turning of hardened stainless steel (hardness of 47–48 HRC). The hard turning was with minimum quantity lubrication (50 mL/h flow rate and 5 bar air pressure) at various cutting speeds (100, 135, and 170 m/min) and feeds (0.16, 0.20, and 0.24 mm/rev). The machining responses were tool life, surface roughness, and cutting forces. Design of experiments was applied to quantify the effects of cutting parameters to the machining responses. Empirical models for tool life, surface roughness, and cutting forces were developed within the range of cutting parameters selected. All machining responses are significantly influenced by the cutting speed and feed. Tool life is inversely proportional to cutting speed and feed. Surface roughness is inversely proportional to cutting speed yet is proportional to feed. Cutting forces are more influenced by feed than by cutting speed. A combination of low cutting speed and feed was the optimum cutting parameters to achieve long tool life, low surface roughness, and low cutting forces.
Keywords
Introduction
Machining involves cutting action in separating the chip from the bulk (machined workpiece) as well as friction in contact regions between cutting tool and chip and between cutting tool and workpiece. This nature induces high temperature in cutting region as well as high cutting forces, particularly in high production machining. These might lead to rapid wear of cutting tool, dimensional deviation of the machined parts, and damaged surface integrity. 1 To tame the negative effects of high cutting temperature and forces, cutting fluids are commonly used. Cutting fluids work well to some extent. However, in high production machining, cutting fluids are at times not effective to strip the heat generation out of the cutting zone. Another concern is that the cost for use and handling (including disposal) of cutting fluids is high, can be around 17% of the overall production costs.2,3 And of course, use and disposal of cutting fluids can be problematic to the environment. Therefore, minimizing the use of cutting fluids when possible is encouraged. 4
An alternative is a technique called minimum quantity lubrication (MQL). This technique involves spraying small amount of cutting fluid (flow rate of 10–100 mL/h) on the cutting zone area with the aid of compressed air. Positive results have been reported on the use of MQL compared to conventional flood cooling technique or to dry machining (no cutting fluid used) on steel workpieces, especially in terms of tool life, cutting forces, and surface finish.3,5–9 Byrne et al. 5 reviewed that for turning of steels, MQL results better surface finish and tool life compared to dry turning by lowering temperature and providing lubrication at the tool–workpiece interface. They also reviewed that in turning carbon steel, MQL results better surface finish and cutting forces compared to flood cooling. 5 Dhar et al.3,6 reported that MQL provides better performance than conventional flood cutting when turning AISI 4340 steel using carbide tools in terms of tool wear and surface roughness. Khan and Dhar 7 reported that MQL improved machinability when turning carbon steel by uncoated carbide tool using vegetable oil as cutting fluid in terms of wear rate and surface finish. Varadarajan et al. 8 found that during turning of hardened steel (AISI 4340 with 46 HRC hardness) by coated carbide tools, the cutting force, tool life, and surface finish resulted under MQL were better than when dry and flooded turnings were conducted instead. Leppert and Peng 9 found that when turning stainless steel 316L, the residual stresses resulted by turning under MQL were better than or comparable to when under flood cooling.
Of interest among available cutting fluids are those of vegetable oils, especially nonedible ones. Vegetable oils have the image of environmental friendliness in terms of resource renewability, biodegradability, and performance efficiency in many applications. For MQL, vegetable oils are commonly used for their superior lubrication and high-pressure performance.3,10 This study explores the use of castor oil as the cutting fluids for turning of hardened stainless steel under MQL conditions. Different machining input parameters (i.e. cutting speed and feed) are varied to evaluate the MQL technique’s performance. Tool life, surface roughness, and cutting forces are the machining responses evaluated.
Experimental
The machining was conducted on two-axis computer numerical control (CNC) lathe turning machine (Colchester-Harrison Alpha 1350S). The cutting tool was TiAlN-coated carbide insert with designation of CNMG 120408 (Kennametal KC5010). Coated carbide tool was mounted on a right-hand tool holder with an ISO designation of MCLNR 1616H12 making −5° side rake angle and back rake angle, 5° side and end cutting edge angle, and 0° relief angle. The workpiece was AISI 420 stainless steel bar, hardened to 47–48 HRC. The chemical composition of this martensitic stainless steel workpiece is 0.38% C, 0.9% Si, 0.5% Mn, 13.6% Cr, 0.3% V, and balance Fe as informed by the manufacturer (ASSAB Steel).
Cutting parameters were cutting speed of 100, 135, and 170 m/min; feed of 0.16, 0.20, and 0.24 mm/rev; and constant depth of cut of 0.2 mm. Flow rate of cutting fluid and air pressure for MQL were 50 mL/h and 5 bar, respectively. Castor oil with 190 mm2/s viscosity, 0.95 g/cm3 density, and pH of 7.18 was used as the cutting fluid. The components of castor oil are palmitic, stearic, oleic, linoleic, ricinoleic, saturated fatty acid, and unsaturated fatty acids. 11
The measured responses were tool life, surface roughness, and cutting forces. Tool life was determined by measuring tool wear using digital microscope (Zeiss Stemi 200-C). It was measured at every preset cutting time until the tool wear met one of the tool life criteria. The measurements were taken without removing the tool out from its holder to avoid deviation error. The criteria of tool life were set at maximum flank wear of 0.12 mm, when the tool is broken (catastrophic failure) or if the surface roughness of the machined workpiece is beyond 1.6 µm. Surface profilometer (Mitutoyo SJ-301) was used to measure the surface roughness, Ra, set at cut-off length of 0.8 mm. The surface roughness was measured on different parts of the machined surface, and the average was taken at the end of tool life. The three components of cutting forces were measured using dynamometer (three-axis Kistler 9265B) connected to the CNC lathe. Forces were measured per cut, and the average was taken at the end of tool life.
The response data collected of tool life, surface roughness, and cutting forces were analyzed using regression to determine the relationship with factors investigated (cutting speed and feed). A regression was performed whereby an observed, empirical variable (response) is approximated based on a functional relationship between the estimated variables. Statistical software (Stat Ease's Design Expert) was employed for the convenience of designing the experiments conducted and analyzing the data collected. Three-level factorial design with two investigated factors with three center points was used for the experimental design. A total of 11 sets were conducted (Table 1). Statistical analysis was conducted according to the method reported previously for machining experiments with a three-level factorial design with two input factors. 12
Design layout of the experiments.

Results and discussion
Tool life
Result of tool life at various input factors is presented in Figure 1. Maximum tool life of 33.7 min was obtained at low combination of cutting speed and feed, whereas the shortest tool life was 1.5 min at high combination of cutting speed and feed. Overall, the tool life of carbide tool when turning the hardened stainless steel under MQL is higher than tool life of carbide tool used in hard turning of the same stainless steel workpiece and the same cutting parameters but under dry condition. 13 Comparing with similar turning using MQL for workpiece of lower hardness (AISI 4340 of 46 HRC) at lower speed (of up to 120 m/min) and feed (of 0.1 mm/rev), 8 the tool life reported here is comparable.
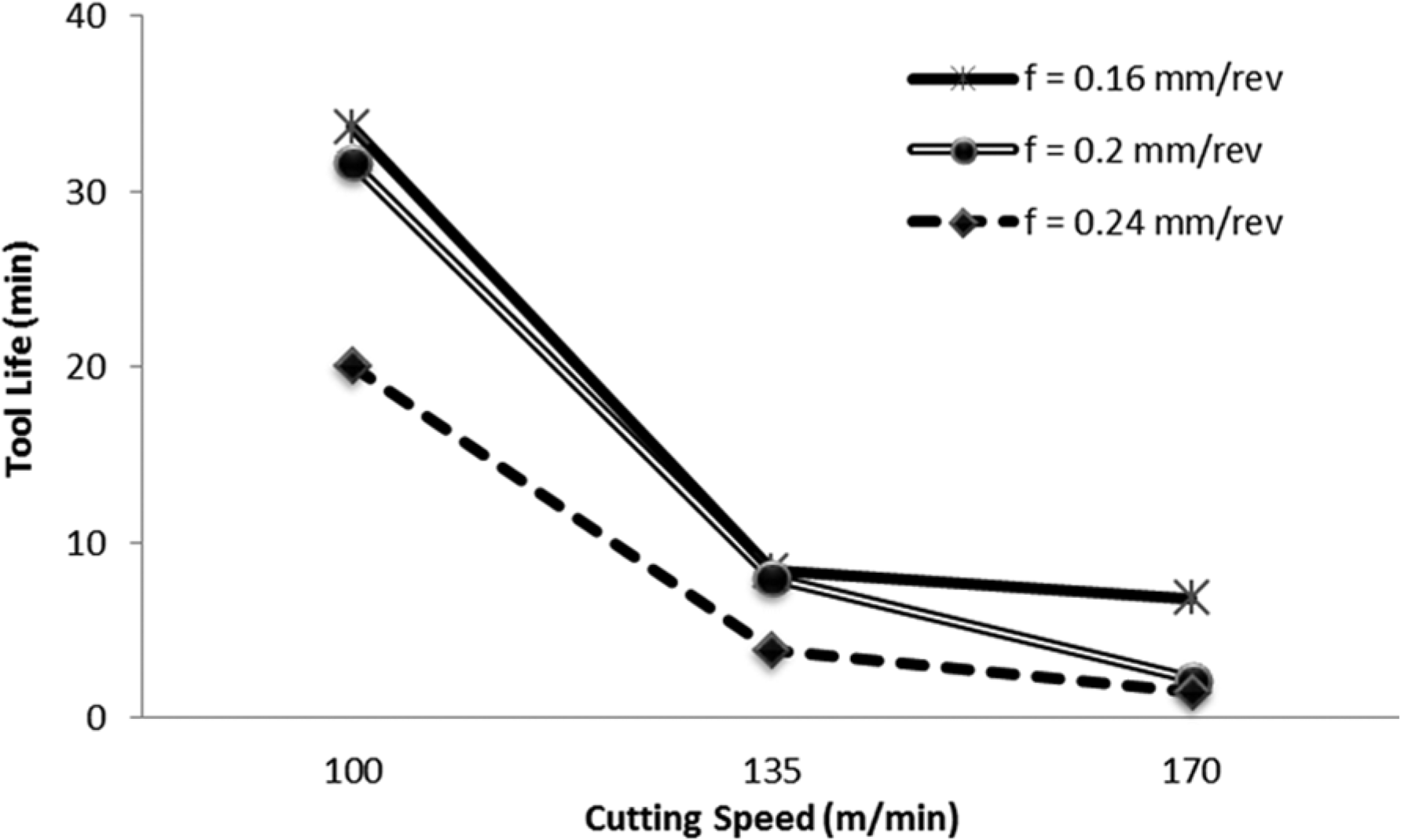
Tool life of coated carbide tool at different speeds and feeds.
Surface roughness
The obtained surface roughness (Ra) values are better than the acceptable range of finish turning (i.e. 0.75–1.5 µm 13 ), as shown in Figure 2. Compared with similar hard turning process performed dry 13 that showed Ra values below 0.4 µm, the resulted surface roughness in this MQL hard turning is comparable.

Surface roughness of coated carbide tool at different cutting speeds and feeds.
Cutting forces
Cutting forces generated during metal cutting have a direct influence on heat generation, tool wear, and machined surface quality. 14 Cutting forces are resolved into three components, namely, feed force (fx), tangential force (fy), and radial force (fz).
Feed force is in parallel direction to the workpiece axis (feed action) and is the smallest cutting force component. The lowest values of forces were at combination of high cutting speed and low feed rate (Figure 3). The tangential force normally appears as the largest force among the three cutting forces. The lowest values of tangential force were at low combination of cutting parameters (Figure 4). Radial force in direction toward the axis of workpiece was at the lowest combination of high cutting speed and low feed (Figure 5), similar to the trend for the other two cutting forces.

Feed force of coated carbide tool at different speeds and feeds.
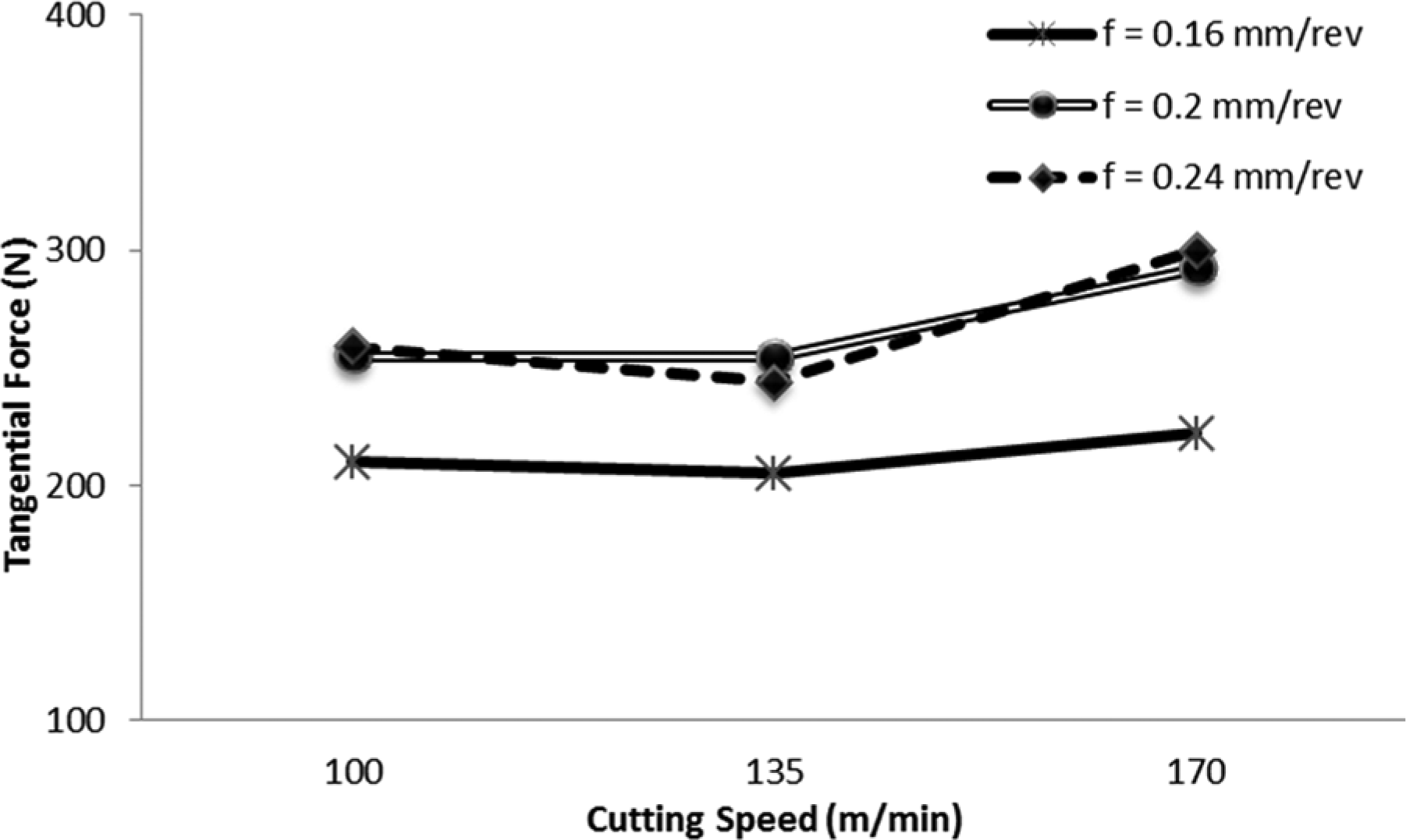
Tangential force of coated carbide tool at different speeds and feeds.

Radial force of coated carbide tool at different speeds and feeds.
Empirical equations
From the tool life, surface roughness, and cutting forces data, empirical models can be developed through regression analysis. For the tool life as a function of cutting speed and feed, first, the power transformation should be determined. The ratio between the maximum value of tool life and minimum value was 22.5. Considering this ratio is greater than 10, transformation power is required to develop the mathematical model for the tool life data. Square root was selected for having the minimum residual sum of square among transformation powers. Afterward, analysis of variance (ANOVA) was performed to determine the significance of the regression and each factor within the equation. It was found that square of feed and product of speed and feed were not significant factors and, therefore, were omitted from the model. From Table 2, it can be determined that the model as well as the remaining factors (speed, feed, and square of speed) are significant.
Analysis of variance for quadratic model of the tool life.
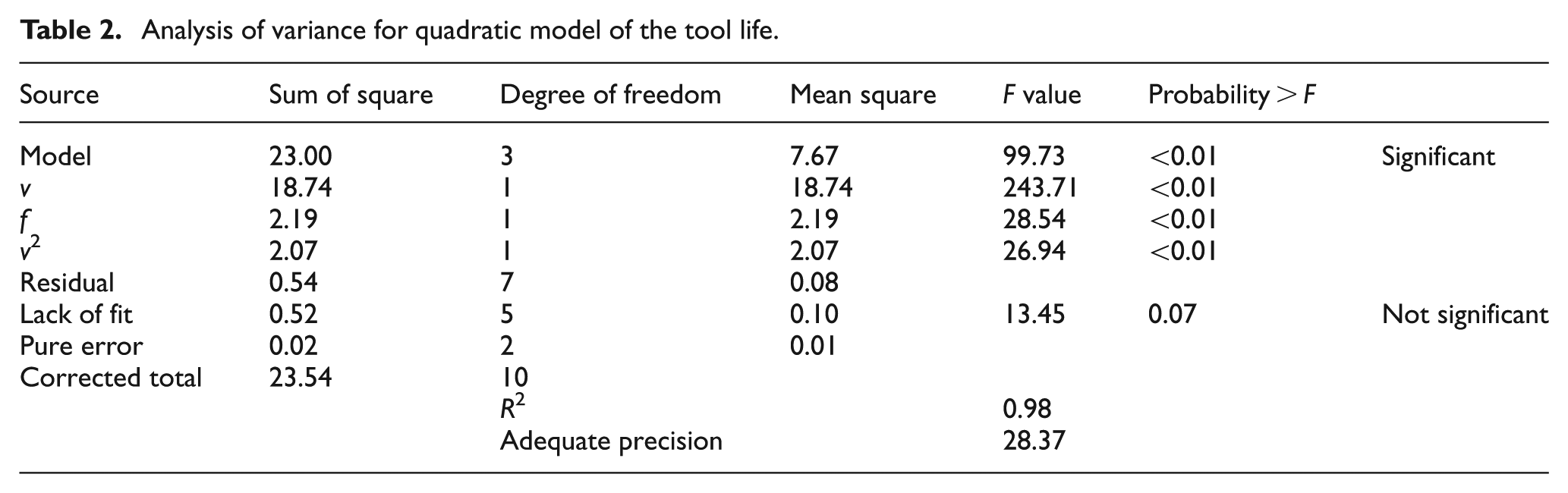
The ANOVA can also help determine which factor contributes mostly to the response. F value can be referred for this purpose, where the ranking of contribution is better for factor with higher F value. This means, for tool life, cutting speed is the most influential. This finding is as expected, similar to the result reported on similar hard turning performed in dry condition (without cutting fluid). 13
The same steps were followed to develop the mathematical model for surface roughness. Exception was for the initial determination of transformation power. The ratio between the minimum and maximum values was less than 10, which means no transformation is needed for surface roughness data. Linear model was the selected regression based on the values (Table 3), with the factor of product of cutting speed and feed was omitted for being not significant. Feed was the most influential factor, in agreement theoretically and with previous reports on turning process.15–17 Kaçal and Yıldırım 15 turned AISI S1 cold work tool steel at high speed using different cutting tools and reported that feed is more significant than speed on surface roughness. Lima et al. 16 investigated the effect of cutting speed and feed on surface roughness when hard turning AISI 4340 alloy steel and AISI D2 cold work tool steel, and their results show that feed has more effect on surface roughness than speed. Noordin et al. 17 described the performance of carbide tools in terms of surface roughness and cutting forces using response surface methodology when turning AISI 1045 steel. The ANOVA revealed that feed is the most significant factor influencing the machining responses investigated. Low Ra value was achieved at high cutting speed and low feed combination; this is in line with what was stated by Kurniawan et al. 13 when dry turning hardened stainless steel.
Analysis of variance for linear model of surface roughness.

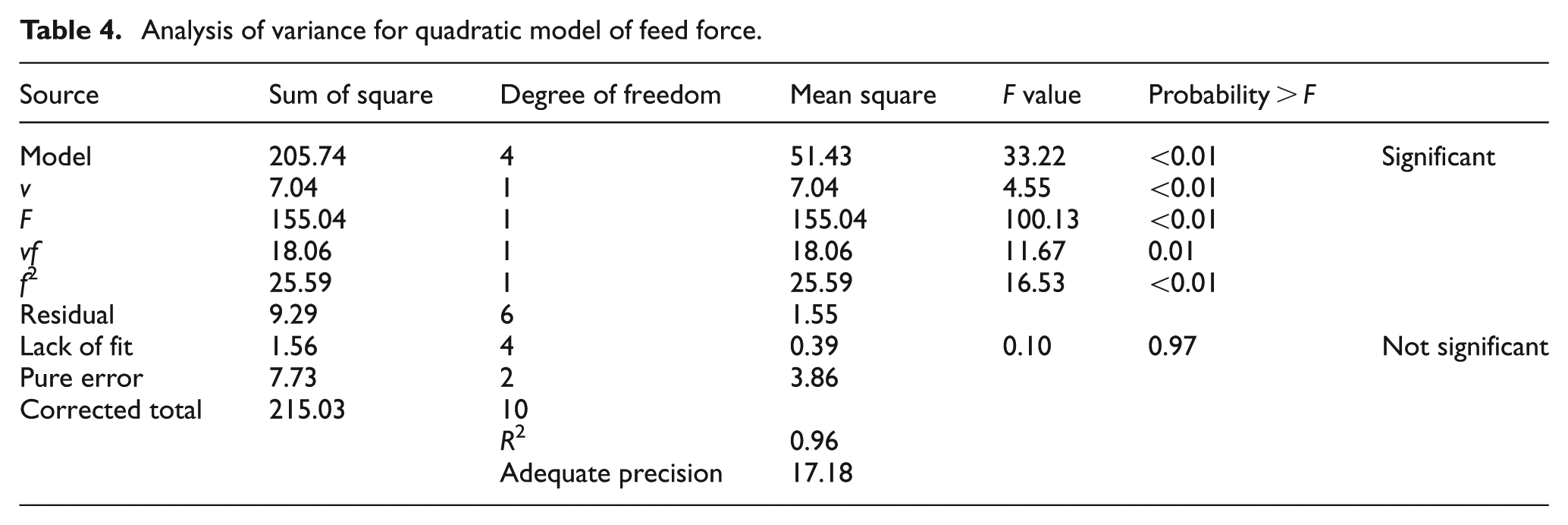
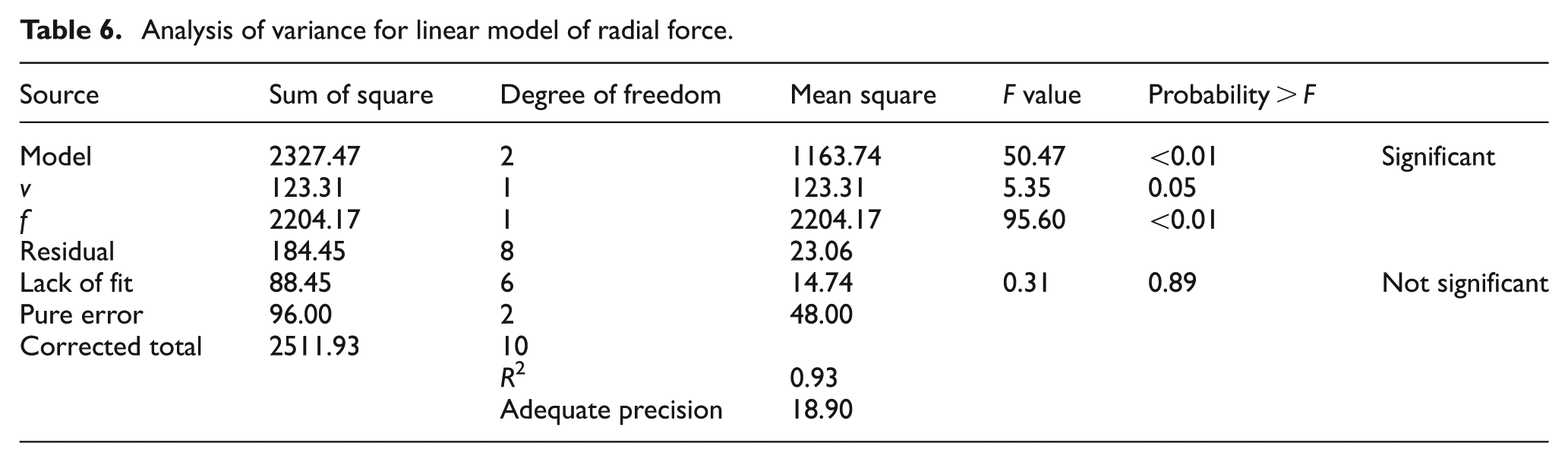
For cutting forces, each force component must be treated as a response, using similar steps in developing the empirical model. The ANOVA for the feed force, tangential force, and radial force is stated in Tables 4–6, respectively. For all three force components, it was feed which is the most influential factor. This trend is also reported previously, 18 and it was suggested that since the increase in feed widens the chip cross section, more force shall be required for chip formation.
Analysis of variance for quadratic model of feed force.
Analysis of variance for quadratic model of tangential force.

Analysis of variance for linear model of radial force.
The relationships between the factors (cutting parameters) on the machining responses are stated in equations (1)–(5)





where v is the cutting speed (m/min) and f is the feed (mm/rev).
The validation of the empirical models was done by conducting conformation run, within the validity range of the cutting parameters. The conformation run was done at 135 m/min cutting speed and 0.24 mm/rev feed, and the results are mentioned in Table 7. The actual values of all machining responses are close to the predicted values with 95% confidence interval. This means the models are valid to represent the data of measured responses for the particular turning operation in the range of parameters selected.
Actual versus predicted values of tool life, surface roughness, feed force, tangential force, and radial force for conformation run experiment.

Optimization of cutting parameters
Good machined surface finish and prolonged tool life are considered as high requisitions by customers, while low cutting forces are preferred to minimize damage on the machined surface. The results suggest that low combination of speed and feed should be selected to achieve longer tool life. On the other hand, finer surface finish and lower cutting forces can be achieved by low value of feed and high value of cutting speed combination. There are conflicting effects of cutting parameters to result the best machining responses. The developed empirical equations provide the ability to select the range of cutting parameters which result in longer tool life and lower surface roughness and cutting forces by optimization option, which are the desired machining responses. The desirability values can be calculated (Figure 6), and the highest value can be determined. The cutting parameters should be set at lower speed and feed, with the optimum setting at 106 m/min of cutting speed and 0.16 mm/rev of feed.

Desirability plot of the cutting parameters to achieve the maximum tool life and the minimum surface roughness and cutting forces.
Conclusion
Castor oil was used as the cutting fluid for turning of hardened stainless steel under MQL conditions at various cutting speeds and feeds. The machining responses (tool life, surface roughness, and cutting forces) are influenced by the cutting speed and feed. Tool life is inversely proportional to both cutting speed and feed. Surface roughness is proportional to feed and is inversely proportional to cutting speed. Cutting forces are more influenced by feed than by cutting speed. Empirical models for tool life, surface roughness, and cutting forces were developed within the range of cutting parameters selected. A combination of low cutting speed and feed was found to be the optimum cutting parameters to achieve long tool life, low surface roughness, and low cutting forces.
Footnotes
Academic Editor: Pedro AR Rosa
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors wish to thank the Ministry of Education, Malaysia, Universiti Teknologi Malaysia, and Research Management Centre of Universiti Teknologi Malaysia for the financial support to this work through the Long Term Research Grant Scheme (LRGS) funding number 4L804.