
Abstract
The ordinary Portland cement is a main binding material in normal concrete or high-performance fiber cementitious composites. However, the carbon dioxide (CO2) emission during the ordinary Portland cement manufacturing process is up to about 7.0% of global manmade CO2. The ordinary Portland cement is also known to have toxic substances. The purpose of current research is to develop a near-environmental and strain-hardening fiber low cementitious composite in which the binder is mixed by replacing 60% of the amount of cement with ground granulated blast-furnace slag with or without using alkali activators, or replacing with fly ash. Five mixture proportions with proper fluidity and viscosity of the composites in order to easily mix fibers and to uniformly disperse fibers were determined according to reducing the amount of cement and replacing it with ground granulated blast-furnace slag with or without alkali activators, or replacing with fly ash. The mechanical characteristics of the strain-hardening fiber low cementitious composite were evaluated experimentally by the slump flow, compression, and direct tension tests. The strain-hardening fiber low cementitious composite exhibited the slump flow of 520–670 mm and the tensile strain capacity of 2.3%−4.8% with multiple micro-cracks.
Introduction
From the end of the 20th century, climate change and exhaustion of resources have become a major issue among serious problems that the world is facing. In the world, the carbon dioxide (CO2) produced by the cement and concrete industry is up to about 7% of global manmade CO2, and cement is also one of the toxic substances.
In order to prevent global warming and environmental destruction arising from the manufacturing process of cement in the concrete industry, it has been of interest to reduce CO2 discharge, recycle resources, and develop highly durable materials in order to increase the life-cycle of the materials. As an effort of reducing carbon dioxide discharge, blast-furnace slag or fly ash as a replacement of cementitious material has been used, and their performance was proved through diversity works.1–3
Extensive research works in the concrete industry have been carried out to investigate diverse approaches to reducing CO2, such as reduction of CO2 emissions in cement production, reduction of energy consumption in clinker production, and reduction of clinker contents in cement. 4 To offer a possible solution for these problems, many studies have been carried out to develop low cement and slag- or fly ash–based concrete and to investigate such materials’ mechanical and chemical properties.2,3,5
On the other hand, engineered cementitious composite (ECC) is a micromechanically designed composite in order to develop extreme tensile strain capacity while requiring only a moderate amount of fiber typically less than 2% volume fraction of the fiber.6–10 To compare with normal concrete, ECC in tension can respond as a micromechanically high tensile strain material with micro-cracks that the crack width is about 100 µm less. The high durability of fiber composite materials has attracted the concrete building industry.9–11
In this study, a strain-hardening fiber low cementitious composite (SHFLC) was newly developed as a near-environmental and low-CO2 high-ductile composite material by reducing the use of ordinary Portland cement (OPC). In order to develop the SHFLC, a series of mixing designs have been developed with polyvinyl alcohol (PVA) fibers, alkaline activators, ground granulated blast-furnace slag (GGBS), fly ash, and so on. From the developed mixing design of the SHFLC, material and mechanical characteristics have been evaluated by mechanical tests such as compressive and direct tension tests of SHFLC specimens as well as by the flow test of the fresh SHFLC.
Manufacturing of SHFLC
Low cement binder with PVA fibers
Type I OPC, GGBS (specific surface: 4204 cm2/g), the power-type alkali activators composed of calcium hydroxide (Ca(OH)2) and sodium sulfate (Na2SO4), and fly ash were used as binding materials. Na2SO4 as an alkali activator in alkali-activated GGBS and OPC mortar can improve the performance of compressive strength and decrease setting time. 2 Chemical compositions of GGBS used for mixing the low cement binder are shown in Table 1. Specifically, large aggregates, which lead to higher matrix toughness, are excluded from the mixture design. The quartz sand, made by a Korean company, with a sand-to-binder ratio of 0.4 by mass was used as fine aggregates to maintain adequate composite stiffness and volume stability and to produce good workability.
Chemical composition of GGBS.

LOI: loss on ignition; GGBS: ground granulated blast-furnace slag.
As shown in Figure 1, PVA fibers with a length of 12 mm, a diameter of 39 µm, and a surface treated by an oiling agent were used as a reinforcing material to mix the SHFLC in order to improve the brittle characteristic of the composite. The tensile strength, elastic modulus, and elongation of PVA fibers were 1620 MPa, 42.8 GPa, and 6.0%, respectively.

PVA fibers.
Mixing of SHFLCs
Table 2 shows the details of the mix proportions used in SHFLC in the present study. In all cases, PVA fibers were mixed with 2.0% volume fraction of the composite. In each case of mixing, however, the amount and the kind of alkaline activators and the ratio of water to binder are different. Mix L1 is a standard mixing specimen since the binder is composed of OPC of 100%, but the binders in all other mixing specimens are composed of OPC of 40%. Mix L2 and Mix L3 are composed of OPC of 40% and GGBS of 60% in the binder, and Mix L4 is composed of OPC of 40% and alkali-activated blast-furnace slag (AAS) of 60% in the binder.
Mix designs of SHFLC.
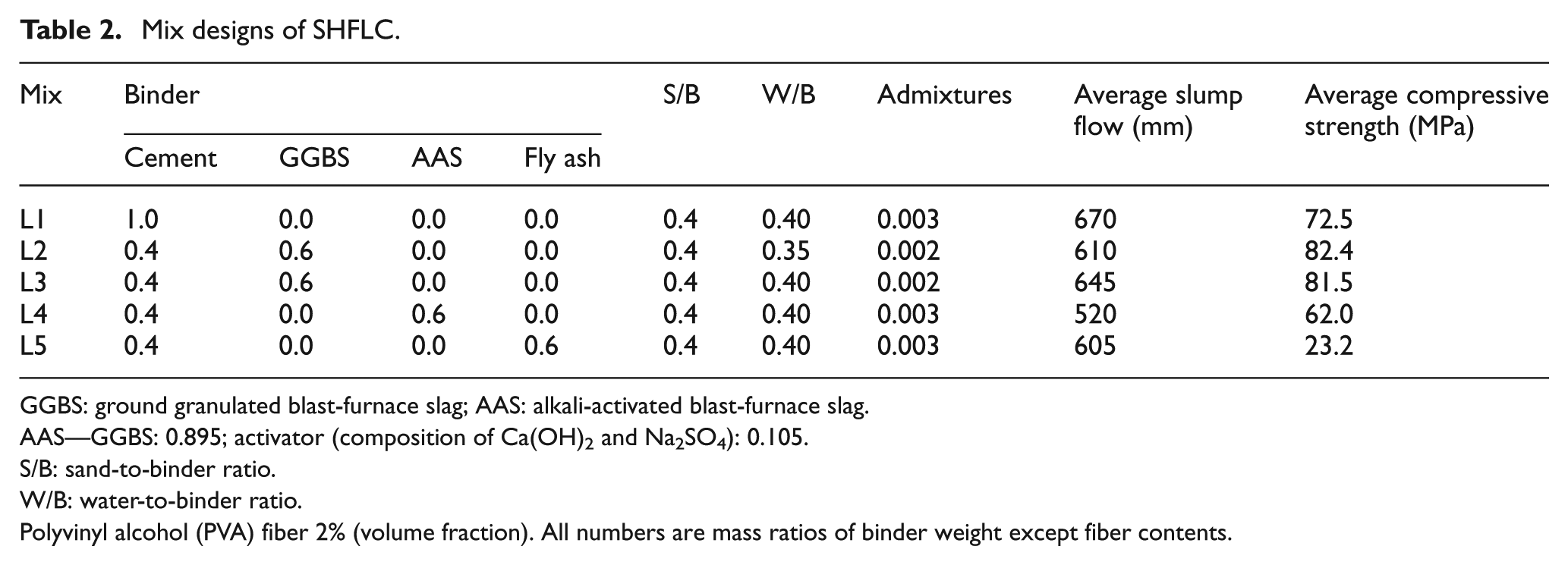
GGBS: ground granulated blast-furnace slag; AAS: alkali-activated blast-furnace slag.
AAS—GGBS: 0.895; activator (composition of Ca(OH)2 and Na2SO4): 0.105.
S/B: sand-to-binder ratio.
W/B: water-to-binder ratio.
Polyvinyl alcohol (PVA) fiber 2% (volume fraction). All numbers are mass ratios of binder weight except fiber contents.
The AAS is an alkali-activated GGBS in which the ratio of GGBS to the alkali-activator is 0.895:0.105 by weight, and the alkali activator is composed with Ca(OH)2 and Na2SO4. Mix L5 is composed of OPC of 40% and fly ash of 60% in the binder. Each of the compositions was mixed in a Hobart vertical mixer. Solid ingredients, including binder and sand, were added to the mixer and mixed for approximately 3 min. Water was slowly added and the mixture was then mixed for another 3 min.
The optimized amounts of admixtures such as the super plasticizer (SP), methyl cellulose, and deformer were used to achieve the proper rheology to ensure uniform fiber dispersion. 12 The admixtures were added into the mixer for achieving proper viscosity of the matrix. Once a consistent mixture was reached, the fiber was gradually added, taking care to ensure uniform fiber dispersion. The whole mixing procedure for each batch took about 10 to 15 min. After the mixing, as shown in Figure 2, each of the mixture was cast into a slump cone to measure the slump flow of the fresh composite and molds of compressive and tension tests while a moderate vibration was applied. The molds were covered with plastic sheets and cured in air at a room temperature of 23 °C ± 3 °C for 1 day. The hardened specimens were then removed from the molds and cured in water until 28 days in a laboratory room at a temperature of 23 °C ± 3 °C.

Mixed fresh SHFLC and casting: (a) mixed fresh SHFLC, (b) casting of dog-bone specimen, and (c) casting of cube.
Slump flow and compression test
The fluidity of each mixture of the fresh SHFLC was investigated by the slump flow test. The slump cone in accordance with ASTM C1611-14 13 and an acrylic plate were used. The compressive strength of the hardened SHFLC after moisture curing of 28 days was measured using a 50 mm × 50 mm × 50 mm specimen of the cubic mold according to ASTM C109-07. 14
The measured slump flow tested from the five types of fresh SHFLC is listed in Table 2. The slump flow test was performed two times for each case of mixing, and the measured average slump flow, as shown in Figure 3, was about 670 mm for Mix L1, 610 mm for Mix L2, 645 mm for Mix L3, 520 mm for Mix L4, and 605 mm for Mix L5. The slump flow of Mix L3 in which cement was replaced 40% by GGBS decreased 8.9% compared to Mix L1 and the slump flow of Mix L4 in which cement was replaced 40% by AAS decreased 22% compared to Mix L1. Furthermore, the slump flow of Mix L5 decreased 9.7% compared to that of Mix L1. These test results show that the slump flow decreases by replacing cement with by-product. Although a little segregation in L1 and L4 was observed, the measured results were still sufficiently suitable to have self-compacting and workability as a fiber-reinforced cementitious composite.
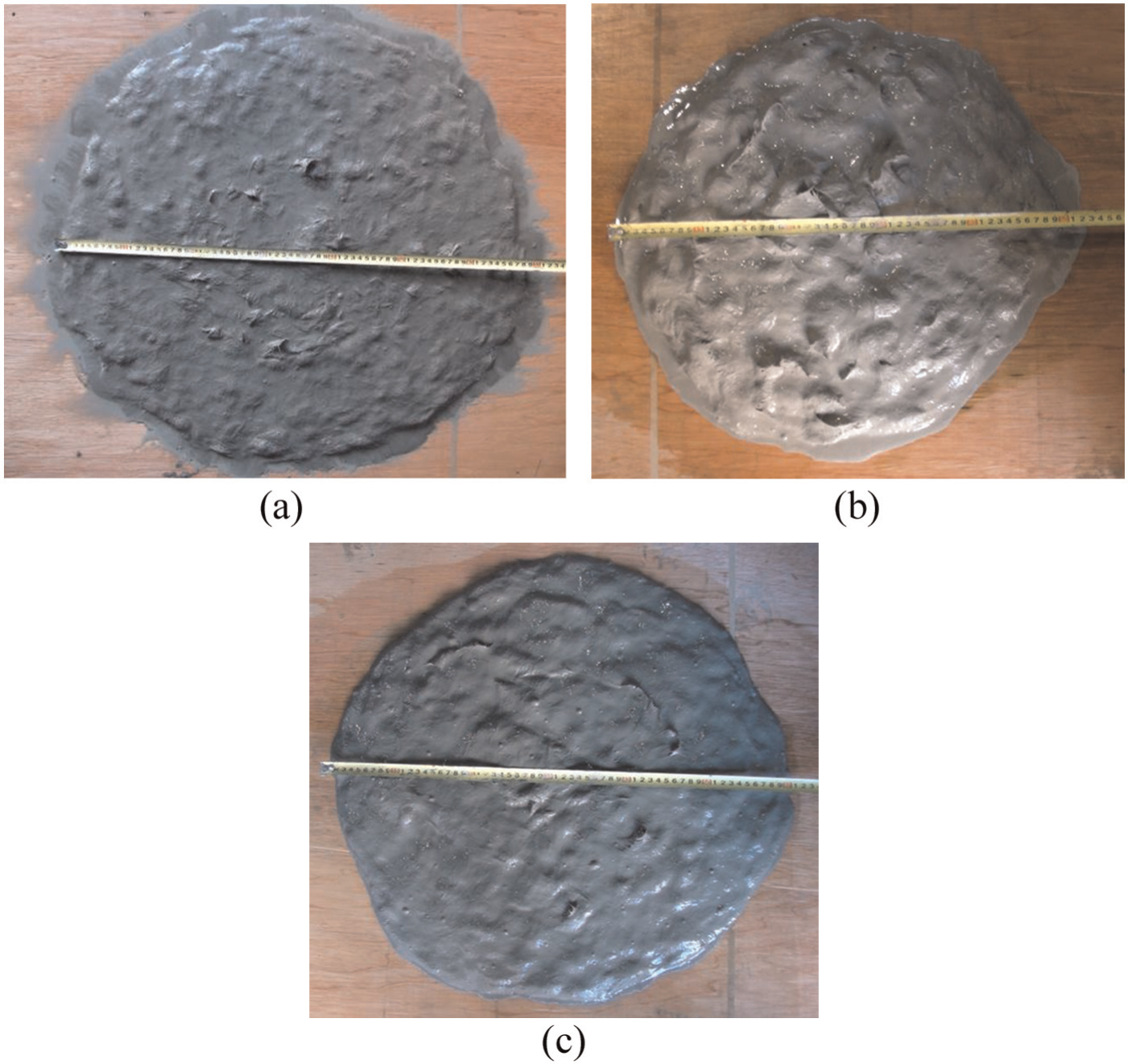
Measured slump flow: (a) L1, (b) L4, and (c) L5.
The measured uniaxial compressive strength of the five specimens is also given in Table 2. The test was performed two times for each case of mixing, and the measured average compressive strength of the hardened SHFLC after curing of 28 days ranged from 23 to 85 MPa for mixing types. As can be seen in Table 2, the compressive strength of L3 and L4 was in the range of ±15% compared to that of L1. On the other hand, the average compressive strength of Mix L5 decreased drastically compared to that of other mixtures. This may be attributed to higher amount of fly ash over critical fly ash amount which reacts fully with the hydration product as a pozzolanic reaction. From the test results, it can be concluded that the fly ash should be carefully used in fiber low cementitious composites in terms of compressive strength.
Direct tension test
In order to evaluate the high-ductile tensile strain and the direct tensile strength of the SHFLC, a series of direct tensile tests were examined. The tensile specimen was manufactured as a dog-bone-typed specimen with the cross-section of 35 mm × 20 mm as shown in Figure 4, which was suggested by Kim et al. 7

Setup of dog-bone-typed tension test: (a) specimen geometry and (b) test setup.
From the direct tension test of the five types of mixtures, the measured direct tensile stress and strain for each case were obtained as presented in Figure 5. Figure 5 showed that the SHFLCs of the four specimens, L2, L3, L4, and L5, were well developed the high-ductile and tensile strain-hardening behaviors after cracking up to the tensile strain of above 2.2%−4.8% to compare with the specimen L1 which was a standard mixture composed of the cement of 100% in the binder. The cracks of the five mix types had an averaged residual width of about 28–37 µm measured from the unloaded specimen after finishing the direct tension test.

Measured tensile stress–strain curves: (a) L1, (b) L2, (c) L3, (d) L4, and (e) L5.
Table 3 shows first cracking strength, maximum tensile strength, and tensile strain capacity measured from the direct tensile test. After cracking, the SHFLC specimen could develop its tensile strain because the SHFLC developed multiple micro-cracks after reaching its cracking strength as shown in Figure 6, same as with the characteristic of multiple micro-cracks developed in the ECCs.8,11 The first version of PVA-ECC developed by Li et al. 15 with 2.0% volume fraction of 0.8% oiled PVA fiber showed the first cracking strength of 2.90 MPa, maximum tensile strength of 4.26 MPa, and tensile strain capacity of 2.63%, which are similar to those of L1 specimen. The first cracking strength of L2 and L3 specimens increased 26% and 21%, respectively, compared to that of L1 specimen. These results are consistent with the results of compressive strength. On the other hand, L4 specimen showed higher first cracking strength than L1 specimen. This can be attributed to the change of microstructure of matrix by alkali activators. L4 specimen showed increments of 13% and 31% in the maximum tensile strength and tensile strain capacity, respectively, compared to L1 specimen. Although L5 specimen showed decrements of 21% and 17% in the first cracking strength and maximum tensile strength compared to L1 specimen, it showed an increment of 106% in the tensile strain capacity compared to L1 specimen. The tensile strain capacity of L5 specimen was superior to that of other specimens. This is attributed to the optimized interfacial property between PVA fiber and matrix and lower cracking strength of L5 specimen mixed with fly ash. From these test results, it was exhibited that the composite properties in terms of strength and ductility can be improved by optimizing the material and mixture proportion. It is necessary to perform the fracture toughness test, single fiber pullout test, 16 and micromechanical fiber bridging analysis17,18 for the investigation of the effect of cement replacement on the tensile behavior of composites micromechanically. The micromechanical investigation of the mortar and the interfacial properties of the fiber-reinforced cementless composite will be studied in a follow-up investigation.
Tensile strength and strain.


Multiple micro-cracks: (a) multiple micro-cracks in a specimen, (b) multiple micro-cracks of L3, and (c) multiple micro-cracks of L5.
Conclusion
In this research, SHFLCs were developed as a green cementitious composite low-CO2 emissive and high performance composite. The SHFLC was contained GGBS as a replacement of cement binder with or without alkali activators. The binder was mixed with fine aggregates, admixtures, and so on with PVA fibers of 2.0 vol%. The results of the direct tensile test demonstrated that the obtained SHFLC showed the high-ductile and strain-hardening tensile behaviors after cracking up to the tensile strain, and the cracks in the SHFLC were multiple micro-cracks same as in the case of the ECC material that concrete could not develop high-ductile tensile behaviors since the multiple micro-cracks generally could not observe in concrete. The obtained maximum tensile strain of the five specimens having 60% reducing the amount of cement in the binder ranged from 2.3% to 4.8% and the first cracking tensile strength ranged from 2.31 to 3.8 MPa, and the ultimate tensile strength ranged from 3.3 to 4.7 MPa at 28 days, respectively. The case of Mix L5 with fly ash exhibited lower tensile strength but higher tensile strain compared with those of other specimens.
Footnotes
Academic Editor: Yu-Fei Wu
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research was supported by a grant (14RDRP-B076268) from Regional Development Research Program funded by Ministry of Land, Infrastructure and Transport of Korean government, and supported by the Basic Science Research Program through the National Research Foundation of Korea (NRF) funded by the Ministry of Education, Science and Technology (2013R1A1A1006379, 2014R1A2A2A01004164).