
Abstract
The finned surface can increase the specific surface area, which could enhance the boiling efficiency of the working medium to realize the enhancement of heat transfer performance. This research adopted a step punching method to form a radial microgroove structure on the surface of a copper plate. The scanning electron microscopy analysis indicates that when the pressed metal is in the deformation range, it will flow under extrusion and is subject to the reaction force from the metal outside the deformation range, so a micro-finned structure nearby the punching tool is formed. And the deformation area of the formed microgroove is higher than the workpiece’s primitive surface. The relationships of the punching interference length Li with θc, ac, and αpt are analyzed; and the influence of forming parameters on the groove surface morphology as well as the relationships among these parameters are discussed. When the punching depth ac is 0.3 mm and the punching feeding angle θc is 2°–4°, the finned surface of the radial V-shaped microgrooves can be obtained.
Introduction
With the increase in the micro/optoelectronic device’s power and integration, the thermal power of per unit volume is also increased causing a rapid rise in heat flux. The traditional heat dissipation through finned metal surface is unable to meet the requirements of heat dissipation, and a new demand for high-efficiency heat transfer technology has been presented. Phase-change heat transfer can realize the highly effective heat transfer by heat absorption and release of the working medium in the vaporization–condensation cycle process, and the heat transfer efficiency could be enhanced over 10 times. A two-phase flow heat transfer thermal module with high heat transfer efficiency can effectively decrease the temperature of high-power heat sources in smaller areas. 1 Comparing finned surface with common smooth surface structure, both the heat transfer area and heat dissipation efficiency are increased for the former under the same conditions.2,3 This kind of structure using a finned surface to improve the heat transfer performance is called surface functional structure.
Enhanced boiling structure such as grooves, fins, and porous surface are fabricated using mechanical processing, 4 electroplating, 5 spraying, 6 sintering methods, 7 and so on. Mechanical processing methods have attracted more attention due to the efficiency and low cost. Xu et al. 8 fabricated the square micro-cavity with micro-channels, the circular micro-cavity with cross keyway, and micro-gear cavity by the micro double-staged laminated object manufacturing (LOM) process. The micro-cavity mold had good surface quality by optimized technological parameters, such as the copper electrode with diameter of 0.5 mm and surface roughness of 0.07 μm. Hafiz and Adrian 9 put forward three pairs of pin-fin tubes made of copper, brass, and bronze. The only geometric parameter changed was the pin height, and the testing results showed that copper pin-fin tubes possessed the highest heat transfer enhancement efficiency under the same condition. Dogan et al. 10 have investigated thermal performance of various shapes of thin fin-arrays on a horizontal base plate. An optimum fin shape yielding the highest average heat transfer coefficient has been determined. Tang and colleagues11,12 proposed some interesting processing methods of fins, cracks, and microgrooves to improve the heat transfer performance. Lee and Seo 13 studied the heat and flow characteristics of temperature-sensitive ferrofluid in the square cavity with and without the magnetic intensity. Das et al. 14 fabricated some tunnels with circular grooves, rectangular grooves, and round base as the enhanced boiling structure with different processing parameters by controlled spark erosion through a series of repetitive sparks between workpiece and wire. Ben-Mansour and Habib 15 investigated the natural convection heat transfer from discrete heat sources to nanofluids.
This article proposed a radial microgroove structure and its forming method and analyzed the relationships among the punching interference length Li, feeding depth ac, feeding angle θc, and cutter edge angle αpt. At the same time, the forming conditions of radial microgrooves and the influence of punching parameters on the groove surface morphology are also discussed.
Experiments
The article adopted a punching method to form a boiling structure which is composed of the radial microgrooves at the base of finned surface. The workpiece is fixed on the rotating disk and the installation direction of the punching tool is consistent with the workpiece’s axial direction, and the punching tool makes an up-and-down reciprocating movement. When the punching depth ac is defined, the tool’s downward movement realizes the punching and hence forms a radial microgroove. Then, the tool moves upward and the rotating disk revolves a certain angle. When the tool moves downward again to perform the punching, another microgroove is formed, and the included angle of the two microgrooves is equal to the rotating disk’s revolving angle. The two microgrooves’ ends coincide at the workpiece’s center. This forming process is repeatedly performed until the whole boiling structure with radial V-shaped microgrooves is completed. This structure is beneficial to the flowing of liquid working medium from the evaporation surface’s circumference to the central area. The punching tool is made of high-speed steel with a thickness thp = 5 mm, and its cutting edge can be formed by the intersection of the two inclined planes with an included angle αpt, as shown in Figure 1.

Forming schematic diagram of radial microgroove and punching tool.
Results and analysis
Interference length analysis
Step punching process can be used to realize the forming of the radial microgroove structure. Punching belongs to a metal plastic forming process and is a green forming method without chips, which uses punching tool’s up-and-down reciprocal movement to make the cutting edge shape the workpiece. When the cutting edge contacts the workpiece’s surface and plows into it gradually, the metal sheared by two inclined extrusions will flow to both sides of the punching tool. When the metal in the deformation range flows under extrusion pressure, it is subject to the reaction force of the metal outside the deformation range, forming a finned structure nearby the punching tool, as shown in Figure 2. Known from the forming process, the shape of radial groove is mainly affected by ac and θc. Thus, the deformation region of the formed microgrooves is higher than workpiece’s original surface, as shown in Figure 2(a).
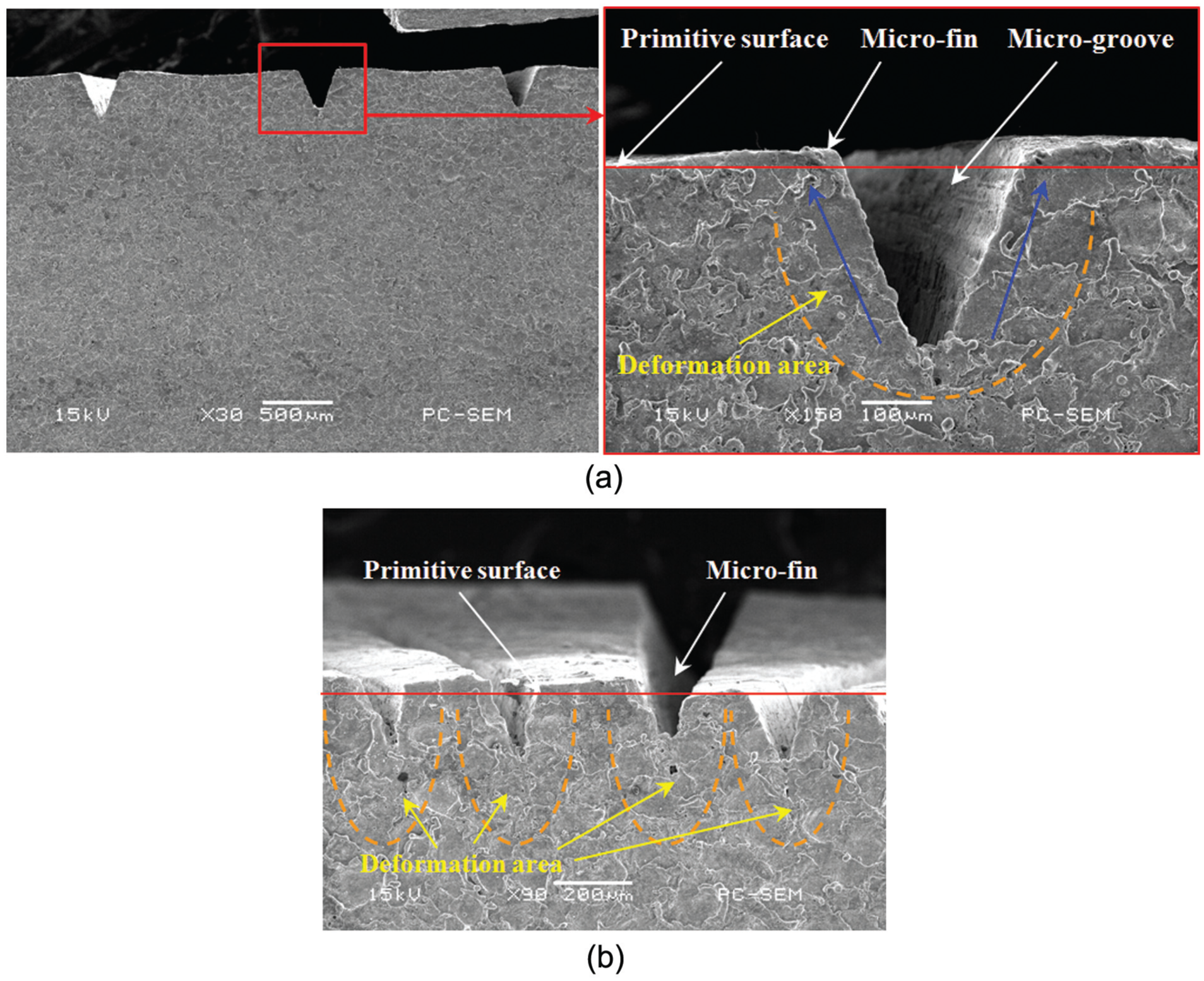
SEM of microgroove by punching method: (a) microgroove sectional view away from the center of workpiece and (b) microgroove sectional view near the center of workpiece.
Wvp can be supposed as the groove crown width, Dvp is the groove depth, and ac is the punching depth. Known from the process of punching, the relationship between groove crown width Wvp and the punching depth ac is

After the first groove is completed, a feeding with certain angle is necessary to perform another punching, and the workpiece center is just the coincident point of radial groove structure. After the tool punches a certain depth, the groove has a certain width. Therefore, the grooves close to the coincident point will interfere mutually, and the interference length is related to the feeding angle θc. The feeding angle can be supposed as θc, and the relationship between Li and θc is

As can be seen, relationships among ac, αpt, and Li under different θc are shown in Figure 3. The impact on the length of Li is consistent with ac and αpt. When αpt increases gradually, Li will also increase gradually under the same ac. But the incremental rate of Li decreases with the decrease in ac because the greater the included angle of punching tool αpt, the greater the extrusion pressure between materials near the center of workpiece, which leads to greater Li. Under the same αpt condition, Li increases with the increase in ac. But the incremental rate of Li increases with the increase in αpt. So, the Li increases with the increase in ac and αpt.

Relationship among ac, αpt, and Li under different θc: (a) θc = 2° and (b) θc = 4°.
The interference length Li is affected not only by the cutting tool’s parameters but also by the process parameters. Relationships among θc, αpt, and Li under different ac are shown in Figure 4. The impact on the length of Li is adverse from θc and αpt. Under the same αpt condition, when θc increases gradually, Li will decrease gradually. The incremental rate of Li also decreases with the increase in θc because the spacing of deformation zone increases in the same radius when θc increases. So, the Li decreases with the increase in θc under certain αpt.
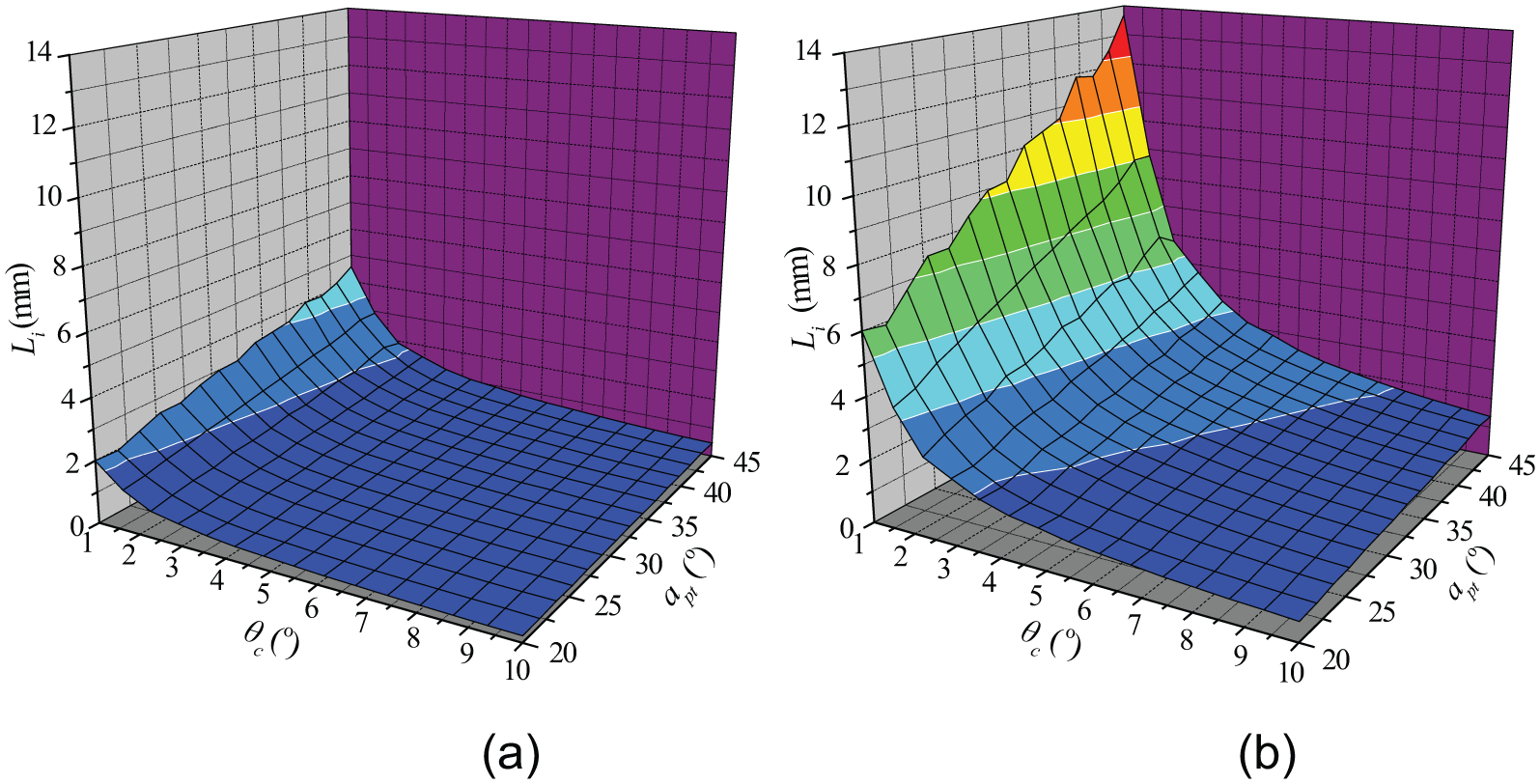
Relationship among θc, αpt, and Li under different ac: (a) ac = 0.1 mm and (b) ac = 0.3 mm.
Due to the limitation of the workpiece’s thickness, the punching depth ac cannot be oversized. Considering the punching process and the interference situation, the cutting tool’s included angle αpt is 30°.
Influence of punching depth ac on V-shaped microgroove appearance
The structure appearance under different ac can be shown in Figure 5. In Figure 5(a), the punching depth is 0.2 mm, and the spacing of grooves dc is 0.4 mm. From the figure, it can be observed that the grooves have no interference, and the forming mechanism of various grooves is consistent with that of a single groove.

SEM of microgroove under different punching depths: (a) ac = 0.2 mm, dc = 0.4 mm; (b) ac = 0.3 mm, dc = 0.4 mm; (c) ac = 0.3 mm, dc = 0.6 mm; and (d) ac = 0.5 mm, dc = 1.0 mm.
In Figure 5(b), the punching depth is 0.3 mm and the spacing of grooves dc is 0.4 mm. Obviously, the forming of current groove may affect the previous groove because the increased punching depth will reduce the metal thickness between the original surface’s grooves. Another reason is that the copper plate with low hardness will distort easily. When the current groove forms, the metal between the grooves will incline to the previous groove under extrusion action, making the previous groove’s width reduce and the depth-to-width ratio increase. If the spacing is the same and the punching depth increases further, the groove’s inclination will further increase. When the punching depth is the same and the spacing increases to 0.6 mm, the groove’s appearance is as shown in Figure 5(c). At this time, interference will still occur, and the metal between grooves will incline. But with the increase in spacing, the inclination will reduce. When the punching depth increases to 0.5 mm, and the spacing is 1.0 mm, the form between the grooves is consistent with a single groove, as shown in Figure 5(d). As it can be seen, the interference is dependent on both punching depth and groove spacing. So, the final groove appearance is also determined by these two factors.
Influence of feed angle θc on V-shaped microgroove appearance
Known from the punching process, the groove’s one end begins at the original point, and the other end approaches the inner wall of the evaporation end surface. The radial groove appearance is shown in Figure 6. Obviously, the farther the groove is from the center, the larger the groove’s spacing is. Because the groove’s spacing is small near the circle center, there is always a mutual influence, which is different from the situation of parallel punching. In parallel punching, the current groove may affect all the grooves. But in radial punching, the current groove only affects the previously formed groove’s section close to the center. As the spacing increases, the influence may reduce gradually. The interference length Li between two grooves will increase gradually as the θc decreases.

Microgroove appearance under different feeding angles: (a) θc = 4° and (b) θc = 6°.
When ac or θc is changed, different radial grooves will be obtained. Because the radial groove has the shortest distance for the liquid working medium flowing from the periphery to the center, the θc should be selected as smaller as possible. But due to the limitation of practical punching process, if the value of θc is too small, the interference length Li will be too long, causing damage to the groove. Therefore, it is more appropriate that the range of θc should be chosen within 2°–4°.
Conclusion
A step punching method is adopted, which takes the workpiece’s center as the coincidence point of the boiling structure’s radial microgrooves. The grooves close to the coincidence point may interfere mutually. Li has a non-linear relationship with θc, ac, and αpt. The impact on the length of Li is consistent with ac and αpt, and is adverse from θc under certain αpt.
The interference length Li is determined by the punching depth ac, feeding angle θc, and the punching tool’s cutting edge angle apt simultaneously. When the current groove is formed, the metal between the grooves will incline to the previous groove under extrusion action, which will lead to reduction of the previous groove's width and the increase of depth-to-width ratio.
The different radial V-shaped microgrooves have been formed when the parameters such as punching depth ac and feeding angle θc are changed. The radial groove has the shortest distance for the liquid working medium flowing from the periphery to the center. The smaller the feeding angle is, the longer the interference length will be, which will cause damage to the groove.
Footnotes
Academic Editor: R Xu
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research was supported by the National Nature Science Foundation of China (51205072, 51275099), the Natural Science Foundation of Guangdong Province (S2013010013469, S2011040004110, S2012010009505), the project of DEGP (Yq2013127, 2013KJCX0143), Guangzhou Prefecture University Research Program (2012A083), and Guangzhou Key Laboratory for Monitoring and Control of Electromechanical Equipment (2060402).