
Abstract
To thoroughly investigate the influence of ultrasonic vibration on the removal process and the removal mechanism, scratching experiments are conducted, and chip shape characteristics are examined. The application of ultrasonic vibration produces a protective shielding effect on the material’s surface cracks, thereby effectively reducing the risk of surface damage to the work piece. Additionally, the critical cutting depth in dynamic conditions can be increased, leading to enhanced plastic removal and reduced occurrence of surface fracture and fragmentation. The aluminum matrix interacts with the reinforcement particles, leading to their removal through plastic deformation. Moreover, certain portions of the substrate material undergo a phenomenon known as substrate coating. The elimination of SiC particles is achieved through the synergistic interaction between brittleness and plasticity, which arises from the continuous variation in the instantaneous cutting depth a p (t) of the abrasive on the tool within a specific amplitude range. This process involves phenomena such as particle displacement, detachment, and extraction.
Introduction
An aluminum-based silicon carbide (SiCp/Al) is a particle-reinforced metal matrix composite, for which aluminum alloy serves as the matrix and SiC particles act as the reinforcement. In accordance with design requirements, the specific form, proportion, and distribution are employed to create a distinct interface of multi-phase composite with comprehensive superior performance beyond that of a single metal.1–3 SiCp/Al composite material exhibits high strength, modulus, and hardness, as well as excellent wear and corrosion resistance properties, a low expansion coefficient, and lightweight characteristics. Consequently, this material has found wide-ranging applications in sectors such as the automotive, instrumentation, aerospace, and military sectors.4,5 Despite SiCp/Al composites possessing outstanding properties, however, the presence of SiC reinforcing particles within the matrix material leads to increased brittleness and reduced fracture toughness along with an inclination to develop various surface defects during processing. These factors subsequently reduce tool life and processing efficiency.6,7 Furthermore, the progressive increase in the volume fraction of the reinforced phase poses increasingly complex challenges concerning processing conditions.8–10 Therefore, the achievement of high-quality and efficient processing has become an important factor influencing the applications of this material.
Ultrasonic vibration assisted grinding (UAG) is a processing method that combines ultrasonic vibration with ordinary grinding. 11 This approach is particularly suitable for the machining of various difficult-to-machine materials because it effectively reduces the grinding force, heat generation, and wheel blockage and enhances the quality of the machined surface while simultaneously increasing the material removal rate.12–14 Due to the distinct physical properties of SiCp/Al matrix material and reinforcing particles, the processing mechanism fundamentally differs from that of conventional brittle materials. Therefore, it is essential to consider the comprehensive influence of Al matrix and SiC particles on the removal process. The Investigation of the ultrasonic-assisted grinding removal mechanism for SiCp/Al composites plays a crucial role in achieving high-quality and high-efficiency machining for this material. This research holds paramount importance in actively controlling machining quality and promoting its engineering applications, particularly in explaining the role of ultrasonic vibration effects during the machining process.
A comprehensive investigation into the processing mechanism of SiCp/Al composites has been conducted by researchers from various perspectives. Huang et al. 15 conducted experiments on SiCp/Al composites with higher volume fractions using a diamond grinding wheel under dry conditions. The findings revealed diverse chip shapes, including Al-matrix chips, SiC particle chips, and Al-SiC mixed chips. Cracks were observed in the cutting deformation zone, and these cracks exhibited different growth patterns due to the high shear stress acting as the mechanism for chip formation. The removal mechanism for both ultrasonic assisted machining and conventional machining on SiCp/Al composites was investigated through comparative experiments. The study findings indicated that the introduction of ultrasonic vibration altered the tool-workpiece interaction and that a primary material removal mechanism was attributed to SiC particle fracture. Additionally, the resulting ground workpiece exhibited a smeared layer of aluminum.16–18 Du et al. 19 investigated the removal modes and mechanisms of high volume fraction SiCp/Al composites, taking into account the impact and squeezing effect of grit on SiC particles using a single diamond grit tool. The findings demonstrated that aluminum mixed with excess SiC particles was abraded from the surface, while SiC particles could be removed through various means. Moreover, fewer particles were eliminated by fracturing during the material removal progress, resulting in an improved machined surface. Sun et al. 20 examined the forming mechanism of particle damage and chip formation in processing SiCp/Al composites. Three novel conceptual models describing the course of chip formation were proposed, and these models incorporated various fracture types. Guo et al. 21 conducted the high-speed grinding of SiCp/Al composites at varying speeds and analyzed the resulting surface and subsurface damage. The findings suggested that dynamic recrystallization mechanisms governed Al grain refinement, leading to improved surface quality. 21 A multi-phase simulation model was developed by Du et al to analyze chip formation and surface integrity in the ultrasonic elliptical vibration machining of SiCp/Al composites. The findings demonstrated that the implementation of elliptical vibration resulted in a more continuous serration pattern, facilitated the fracture of SiC particles, and enhanced machining performance. 22 Wu et al. 23 applied rotary electrochemical discharge machining to process SiCp/Al composites. The experimental results demonstrated a notable increase in the material removal rate, accompanied by a notable reduction in tool wear.
There are still certain limitations in the existing literature regarding the analysis of the removal mechanism for SiCp/Al composites through ultrasonic-assisted grinding. Specifically, there is a lack of comprehensive analysis of the effect of ultrasonic vibration on material removal combined with a scratching experiment and the shape characteristics of grinding chips. This article presents an in-depth analysis of the UAG removal mechanism for SiCp/Al composites with a reinforced particle volume fraction of 45%, an average particle size of 3 μm, and an aluminum alloy matrix. This investigation is based on scratching experiments and chip shape characteristics, with additional examinations conducted to explore the impact of ultrasonic vibration on the removal process. This provides a theoretical foundation for achieving high efficiency and superior processing quality for this material.
Machining process analysis
When processing SiCp/Al composites with medium and high volume fractions, the material removal mode tends to resemble that of brittle materials due to the increased content of reinforcement particles. However, the influence of the aluminum matrix cannot be disregarded. Generally, material removal is attributed to the combined action of reinforcement particles and an aluminum matrix. Figure 1 presents a schematic illustrating the material removal mode of SiCp/Al composites during UAG processing. UAG refers to a combination of axial ultrasonic vibration and ordinary grinding, for which material removal modes include the following: (1) direct impact by abrasive particles on the material surface leading to fracturing and detachment with high-speed impacts; (2) abrasion by abrasive particles on the material surface similar to conventional grinding for scraping and plowing off materials; and (3) accelerated material removal through the joint effect of axial impact and abrasion.
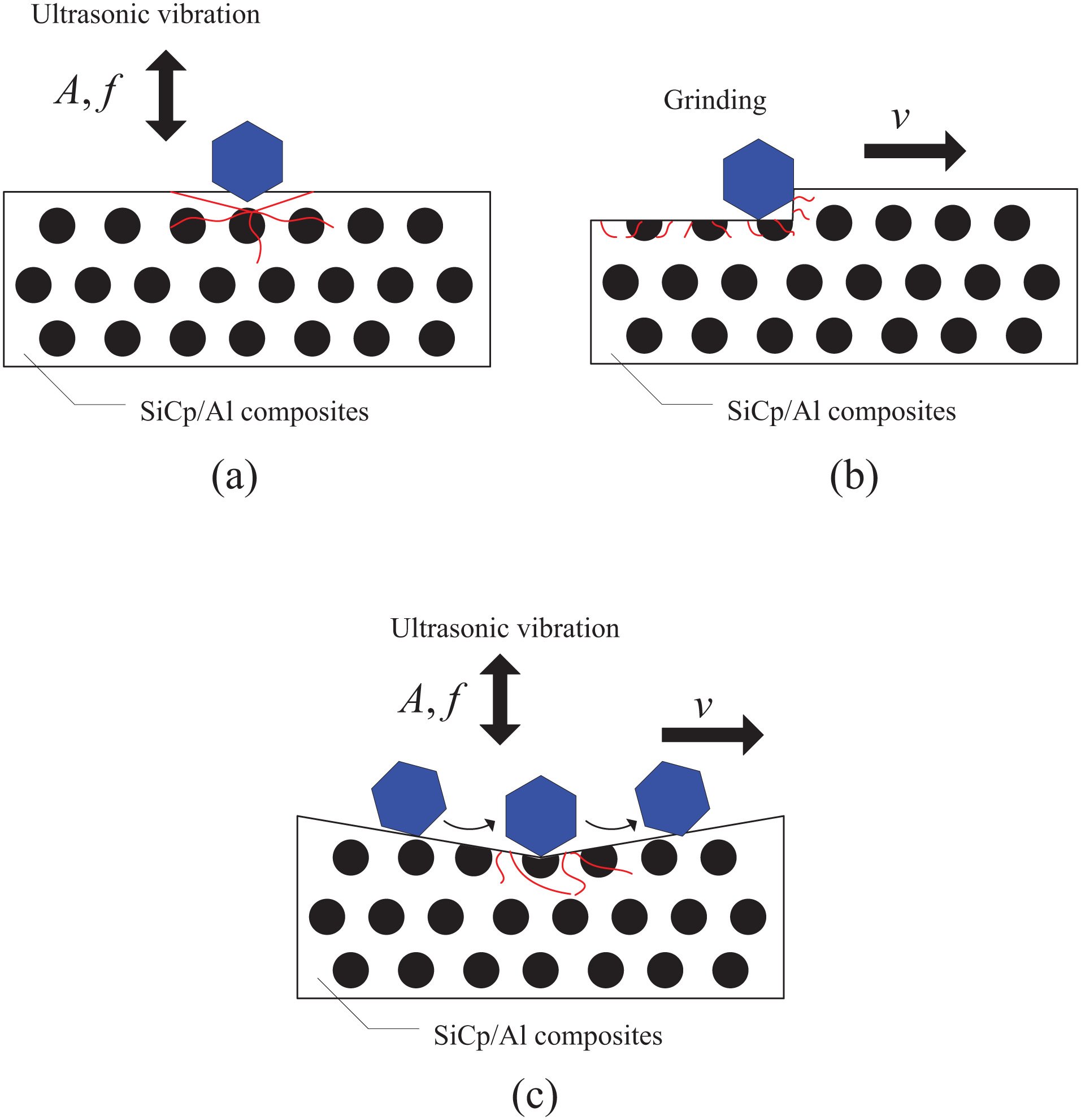
Removal modes of SiCp/Al composites in UAG. (a) Impacting, (b) Erosion, and (c) Interaction.
The surface formation characteristics of the workpiece processed by ordinary grinding and UAG are illustrated in Figures 2 and 3, respectively. The shaded areas in the figures represent the material residue on the workpiece surface after machining, which is generated due to gaps between abrasive particles on the tool. The cutting thickness in the UAG process varies with vibration amplitude during a vibration cycle, thanks to axial ultrasonic vibration. UAG results in a lower residual height on the workpiece surface than that achieved using ordinary grinding, reducing the fractured zone and enhancing the removal ratio of ductility domain grinding for improved machining surface quality.

Surface characteristics for ordinary grinding.
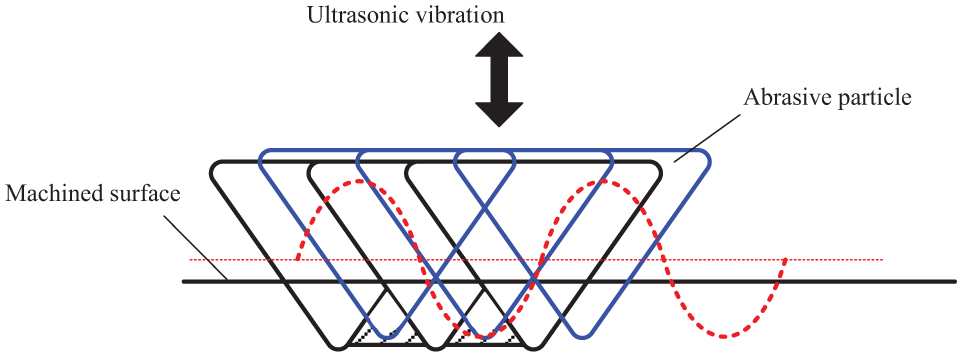
Surface characteristics for UAG.
Thanks to the plasticity of the aluminum matrix and the brittleness of SiC particles in SiCp/Al composites, it is crucial to consider the dual-phase material properties when analyzing their removal methods. In the UAG process of SiCp/Al, the removal mode of SiC significantly affects both the abrasive debris morphology and machining surface formation. Although the cutting depth does influence the removal mode of SiCp/Al composites, it does not solely reduce the brittleness removal ratio due to decreased cutting depth. Instead a corresponding fluctuation occurs that is primarily related to reinforcement particle removal modes.
Experimental procedures
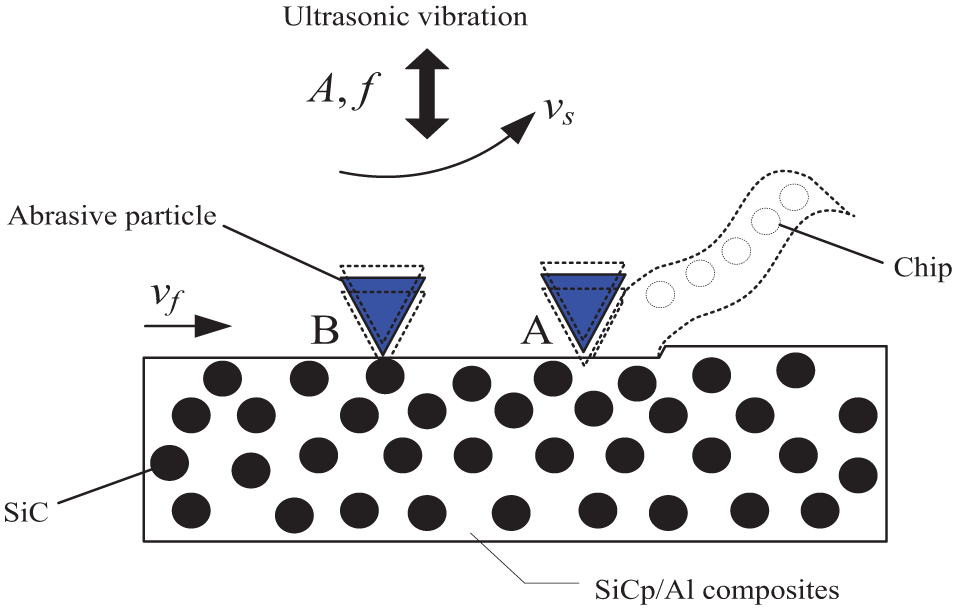
A single particle scratch experiment is a commonly employed method for investigating the material removal mechanism that effectively captures the material removal process and mode during machining. Given the fact that SiCp/Al composites are two-phase materials, the removal mode is jointly determined by both the aluminum matrix and silicon carbide reinforced particles, distinguishing the removal mode from any single-phase material. The scratch model of a single particle in SiCp/Al composites within UAG is illustrated in Figure 4.

Scratch model for single diamond of SiCp/Al composites.
The etching experiment employs SiCp/Al composites with a particle volume fraction of 45%, an average particle size of 3 μm, and an A12 matrix material. The experimental setup used is the DMG Ultrasonic 70-5 ultrasonic processing center, and the material parameters are presented in Table 1.
Parameters for SiCp/Al composites.

The experimental materials require refinement and polishing prior to the experiment. A standard four-sided pyramidal diamond Vickers indenter with an angle of 136° between its opposite surfaces is used. The granularity is 10, the transverse edge measures 0.15 μm, the handle body has a diameter of Φ 6.36 × 10, and the total length is 25 mm. The indenter is securely fastened to the ultrasonic tool handle using a clamping ring. To accurately analyze material removal mechanisms, a variable cutting depth experiment is conducted at a feed speed of 10 mm/min, an amplitude of 10 μm, and an ultrasonic vibration frequency of 31,500 Hz. Figure 5 illustrates the schematic diagram of the scratch experiment while Figure 6 depicts the experimental setup.

Schematic for scratch experiment.
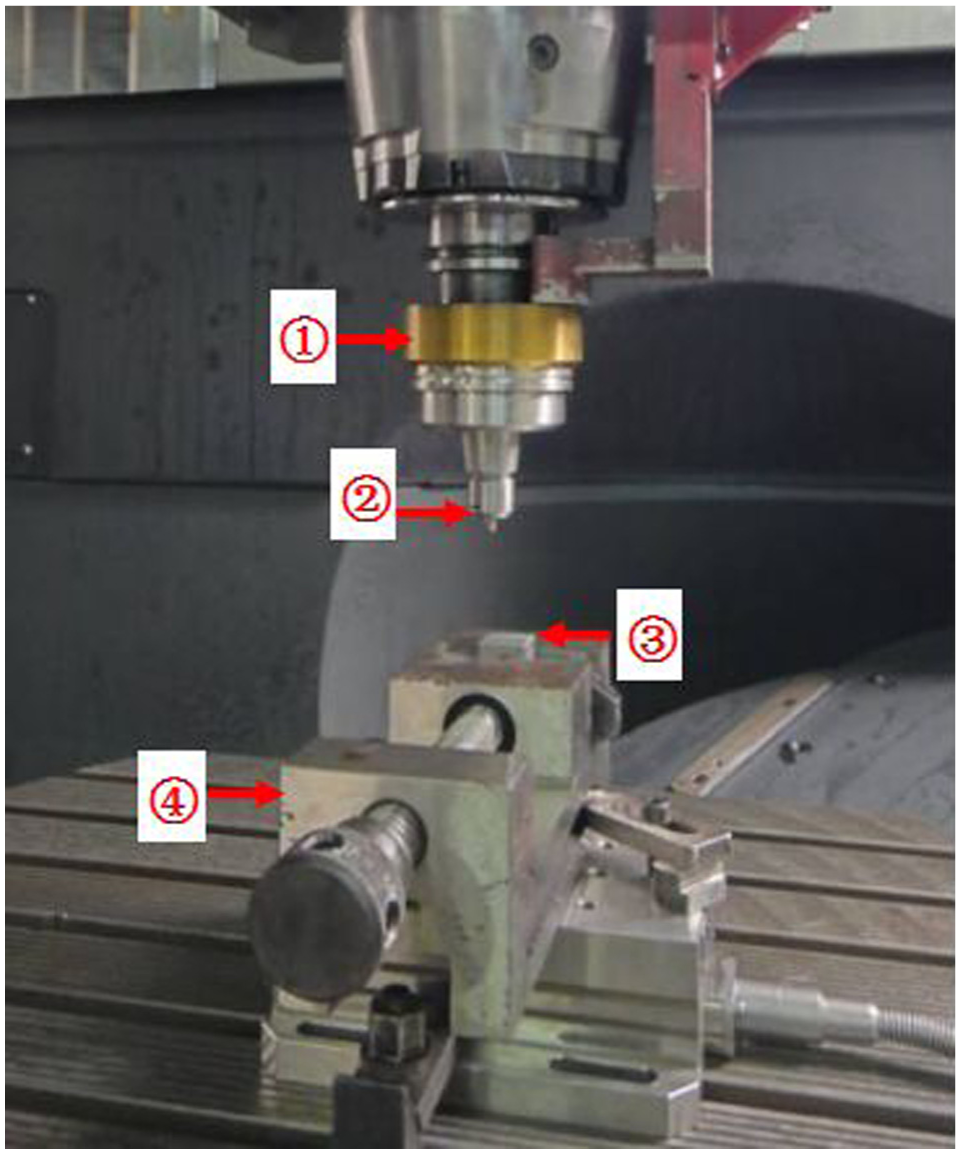
Scratch experimental setup. ① Ultrasonic tool system, ② diamond indenter, ③ workpiece, and ④ fixture.
Results and discussion
The SEM image of the groove is presented in Figure 7. The removal mode for the SiCp/Al composites differ significantly from that for monolithic metallic materials due to the presence of reinforced SiC particles. The removal process exhibits discontinuity, which is characterized by the occurrence of numerous cracks and the fragmentation of SiC particles at the bottom of the groove. These particles subsequently dislodge and become embedded in the matrix.

SEM photograph of scratch groove.
SEM images of abrasive chips in the UAG process of the SiCp/Al composites are shown in Figure 8. It is evident from the images that the aluminum matrix is intimately mixed with SiC particles, resulting in a diverse array of granular and finely continuous abrasive chips. This indicates the presence of two distinct material removal modes during processing, namely the brittle removal mode and the ductile removal mode. The application of ultrasonic vibration can enhance the proportion of plastic material removal during processing, thus facilitating an improvement in the surface quality.

SEM photographs of abrasive chips. (a) S = 10,000 r/min; F = 300 mm/min; a p = 0.06 mm; A = 10 μm. (b) S = 10,000 r/min; F = 300 mm/min; a p = 0.04 mm; A = 10 μm.
In the ultrasonic-assisted machining of SiCp/Al composites, the formation of grinding chips is closely related to the material removal mechanism. The morphology and formation characteristics of grinding chips directly reflect the material removal mode, which in turn determines the features of the chips. SiCp/Al composites consist of an aluminum matrix and a SiC particle-reinforced phase, along with an interface phase between them. During grinding, the material removal process results from the combined effects of the matrix, the reinforcing phase, and the interface. Different material removal mechanisms lead to the formation of grinding chips with distinct morphologies. Due to its high plasticity, the aluminum matrix tends to undergo plastic flow, slip, or even tearing under the extrusion and shearing forces exerted by the grinding grains, resulting in strip-like, curled, or torn plastic chips. In contrast, the hard and brittle SiC particles are prone to brittle fracture under the impact or localized stress from grinding grains, forming fine, fragmented chips. When the interfacial bonding strength between the SiC particles and the aluminum matrix is low, stress may concentrate at the interface under grinding forces, leading to interfacial cracking and the eventual pull-out of SiC particles from the matrix. In such cases, intact SiC particles appear in the grinding chips, often accompanied by torn aluminum chips caused by particle extraction. If the grinding chips are predominantly large, curled aluminum chips with only a small amount of SiC fragments, it indicates that plastic deformation of the matrix is the dominant removal mechanism. Conversely, if the chips mainly consist of numerous SiC fragments and fractured aluminum sheets, brittle fracture of the reinforcing phase dominates. The presence of many intact SiC particles in the chips suggests either weak interfacial bonding or excessive localized stress leading to particle pull-out.
Analysis of removal mechanism for SiCp/Al composites
No damage to reinforcement particles
During the cutting process, the abrasive particle on the tool does not come into direct contact with or cause any damage to the SiC particles, as depicted in Figure 9. The aluminum matrix contains reinforcement particles that are eliminated through plastic deformation. There are two scenarios in this removal process. In the first scenario, at position A, there is no contact between the abrasive particle and the SiC particle. In the second scenario, at position B, even if there is some contact between the particles, only minimal or no damage occurs due to the very small contact area resulting in only elastic deformation. As a result of the plastic deformation of the aluminum matrix, both the rotating and pressed-in SiC particles as well as a portion of the reinforcing particles are cut away to form plastic chips. In Figure 10(a), plastic removal without damage to the reinforcement particles can be observed during the scratch experiments; while in Figure 10(b), complete SiC particles can be seen within these plastic chips. Additionally, Figure 8(a) illustrates the shapes of both plastic removal chips and pressing particles.
Material removal of unbroken reinforced particle.

Plastic removal of SiCp/Al composites. (a) Plastic removal, (b) SiC particle.
Breakage and fracture of reinforced particles
The removal of SiC particles is primarily attributed to the impact, shear, and extrusion exerted by the abrasive particles on the tool. Moreover, the axial high-frequency vibration significantly enhances the impact effect on the SiC particles, thereby facilitating their easy removal through crushing. As depicted in Figure 11, position A represents breakage that predominantly results from the interaction between abrasive and SiC particles during grinding, while position B signifies breakage that is mainly caused by the impact of abrasive particles on SiC particles due to axial ultrasonic vibration. In UAG machining, axial ultrasonic vibration and grinding are mutually complementary and inseparable; thus, UAG machining concurrently leads to SiC breakage induced by both ultrasonic vibration and grinding impacts. Driven by axial ultrasonic vibration and grinding, the abrasive particles impact the SiC particles and create shear, resulting in the generation of microcracks when the applied forces exceed the fracture strength. Subsequently, these microcracks continuously expand and converge with the continuous action of abrasive particles, ultimately leading to the breakage of SiC particles. Moreover, due to the impact of ultrasonic vibration, finer fragmentation of the SiC particles occurs, facilitating plastic removal and reducing surface defects. The machined SiC particles will exhibit a diverse range of shapes and sizes, forming granular or clumpy chips within the aluminum matrix, as illustrated in Figure 12.

Crushing removal of reinforced particles.

SEM images of chips.
The removal mode of reinforced SiC particles in UAG aligns with the removal mechanism observed in brittle materials, thereby demonstrating consistency. The critical cutting depth a cr for the precision grinding of brittle materials is represented by the following equation:

In the expression, k is a constant related to the material processing characteristics, E is the elasticity modulus of the material (in MPa), H v is the material hardness (in MPa), and K IC is the static fracture toughness of the material (in Mpa m1/2).
If the processing of the material surface’s brittle damage within 10% is identified as plastic removal, the corresponding k-value is 0.15. Equation (1) is derived under static load conditions, and it cannot correctly reflect the dynamic fracture characteristics of SiC particles with the axial high-frequency dynamic impact during UAG processing. Additionally, and the critical cutting depth should be calculated with the dynamic fracture toughness K ID to conform to real-life conditions. The K ID of the metal materials is approximately 60% of that of K IC , and is approximately 30% or less for brittle materials such as SiC.
Figure 13 displays a schematic of a SiC particle cut by the diamond abrasive grain. According to the fracture mechanics theory of ceramic materials, it can be inferred that there is a correlation between the applied load and the characteristic size 2l of the indentation, as illustrated in the following equation:

In the equation, P is the applied loading (in N), and k is the coefficient related to indentation geometry, that is, the Vickers indenter, with k = 1.854. In the machining process, merely half of the wear particle carries the load. According to the microhardness testing method, the contact area between the wear particle and the workpiece surface is

Based on equations (2) and (3), the following expression can be obtained:

The critical load for machining SiC is

In the expression, λ is the correction factor. Based on equations (4) and (5), the dynamic critical cutting depth of a single SiC abrasive is

Ultrasonic vibration exhibits a softening effect on materials, which can effectively reduce their hardness value (H v ) and simultaneously mitigate the elastic yield between the tool and the workpiece material. This action not only minimizes dynamic impact but also stabilizes the processing procedure. Furthermore, this action enhances the dynamic fracture toughness of the material. Thus, the application of λ ultrasonic vibration can notably augment a cr .

SiC particle cut by diamond abrasive grain.
During the UAG processing of SiCp/Al, achievement of SiC plastic removal requires that the abrasive cutting depth on the tool should be less than or equal to the dynamic critical depth. When a p surpasses a cr , SiC removal occurs in a brittle manner. Although the enhancement of processing efficiency typically entails using a cutting depth greater than a cr , the instantaneous cutting depth a p (t) of the abrasive on the tool, which is influenced by axial ultrasonic vibration, exhibits a continuous variation in amplitude range according to the sine law. Consequently, the instantaneous cutting depth of the abrasive on the tool exhibits time variability due to the action of ultrasonic vibration. During the process of abrasive cutting depth alteration, there may arise a situation in which the instantaneous cutting depth a p (t) of the abrasive is less than or equal to the dynamic critical depth a cr . Therefore, SiC particle removal must be a combination of brittle and plastic removal. Figure 14 schematically illustrates the schematic process of SiC particle removal during machining across varying cutting depths.

SiC particle removal with different cutting depths.
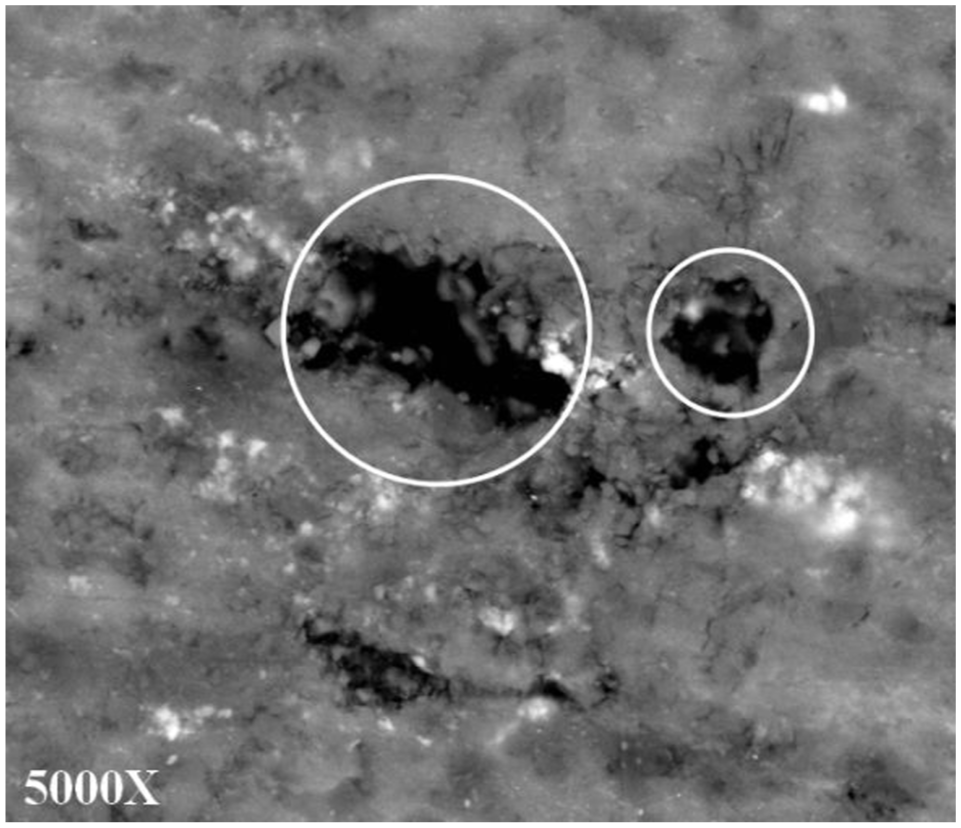
Position A in Figure 14 depicts a scenario in which the instantaneous cutting depth a p (t 1 ) surpasses the critical depth, resulting in the predominant removal of SiC particles through a brittle process. Conversely, position B signifies a situation in which the instantaneous cutting depth a p (t1) is less than or equal to the critical depth, thereby leading to the primary elimination of SiC particles via a plastic method. The SEM image presented in Figure 15 shows the surface of the SiCp/Al composite. The region designated as A signifies the brittle elimination of SiC particles, whereas the area denoted by B indicates the plastic removal of SiC particles.

SEM image of the SiCp/Al surface.
Enhanced particle shedding or extraction
Dislocations within SiC particles can result in particle detachment. Two types of dislocation phenomena are recognized. Original dislocations arise from the difference in the thermal expansion coefficients between the reinforcing particles and the aluminum matrix during material fabrication, while cutting dislocations are generated when SiC particles deform the surrounding matrix with the action of cutting forces during processing. Generally, the tensile stress values produced by the plastic deformation of the matrix material do not exceed the stress threshold required for SiC particle fracturing. Consequently, in the removal process of SiCp/Al, instances of SiC particle fracturing caused by the deformation of the matrix material are rare. It is assumed that the strain required for pore formation on the surface of the SiCp/Al material is ε n , and the strain necessary for pore expansion is ε g , and the strain needed for matrix fracture is ε f . When ε n + ε g > ε f , loosening occurs at the interface between the aluminum matrix and SiC particles, it results in SiC particle detachment from the material surface without fracturing, and maintaining a relatively intact shape is maintained. However, when the stress experienced by SiC particles exceeds their fracture strength, fracturing and fragmentation will occur.
During the turning and milling processes, a relatively high frequency of particle detachment from the material surface is observed, and this detachment is accompanied by limited fracturing and breaking. In contrast, UAG processing exhibits a higher incidence of fracturing and breaking, with fewer instances of particle detachment. As the majority of SiC particles are removed, a residual fraction remains on the material’s surface. At this stage, the interfacial bonding strength between the SiC particles and the matrix significantly deteriorates, reaching a value below the cutting force. Consequently, with the influence of the tool, chips may convey SiC particles and extract them from the material surface. The extraction and pulling out of SiC particles create voids on the material surface, which occasionally leads to partial detachment of the material from the workpiece surface and the formation of relatively large cavities. In extreme cases, this can significantly degrade the surface quality of a workpiece. Figure 16 presents a schematic diagrams illustrating particle extraction (position A) and particle detachment (position B). Figure 17 displays SEM images of holes in the machined surfaces.

Particle detachment and extraction.
Cavities in machined surface.
Coating of substrate material
The phenomenon of coating on aluminum substrates is attributed to the removal of aluminum material from a tool’s abrasive particles due to high-speed impact, rolling, and scratching during UAG processing. During this removal process, a portion of the material that is not completely peeled off from the processed surface covers some SiC particles with the impact and rolling of the tool, resulting in a relatively smooth surface. Figure 18 depicts the process of aluminum substrate coating, while Figure 19 displays SEM images and local energy spectrum diagrams observed in the etching experiments. The energy spectrum diagram reveals the fact that the aluminum element constitutes the highest proportion, which also explains the occurrence of a coating on the substrate.

Aluminum matrix coating. (a) Aluminum matrix coating, (b) Energy spectrum.
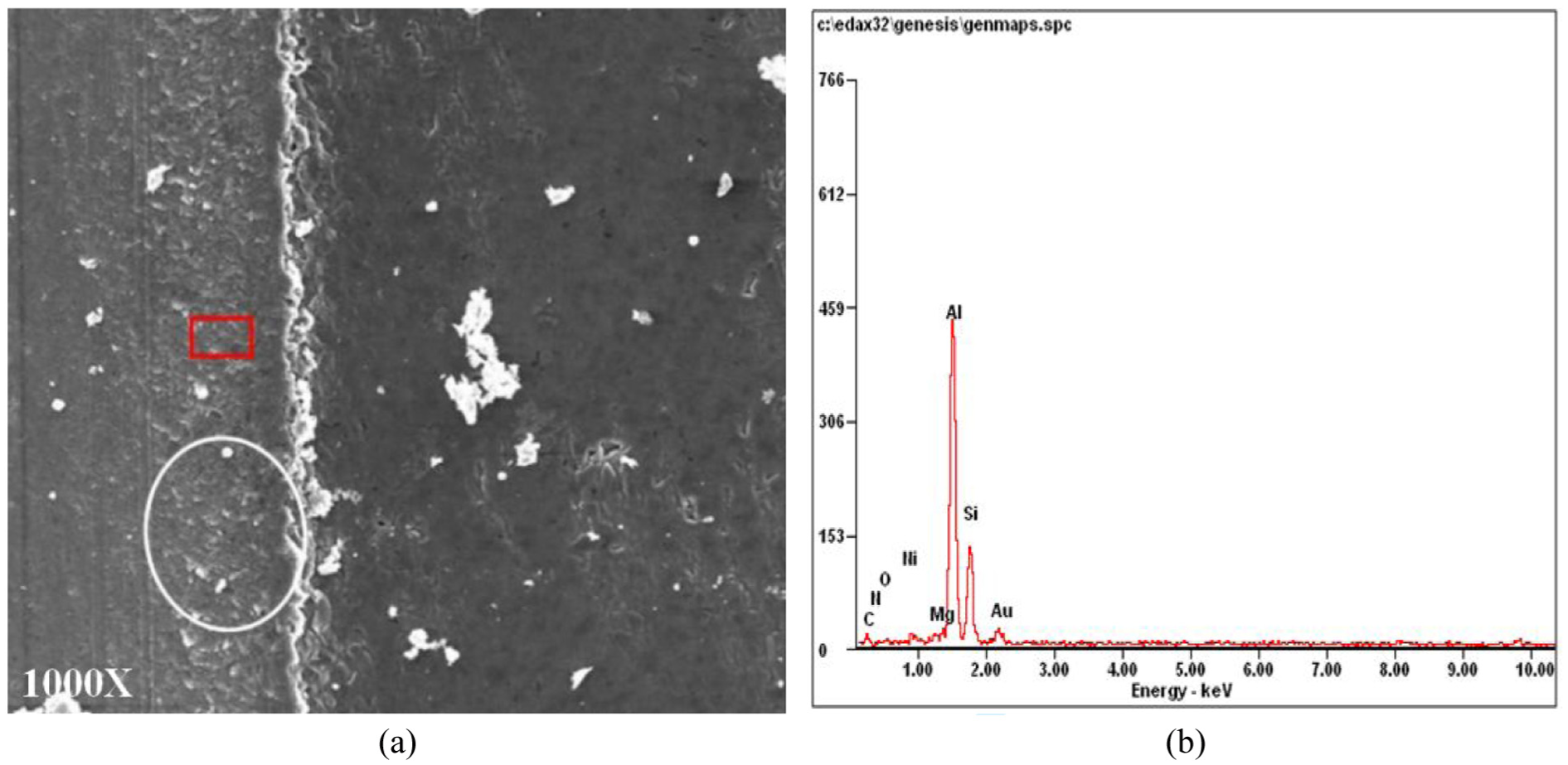
SEM graph of aluminum matrix coating and energy spectrum.
Surface roughness of machined surfaces
Based on the analysis of the material removal mechanism, a comparative experiment was carried out between ultrasonic-assisted grinding and conventional grinding. The experimental results are presented in Table 2, which indicate that ultrasonic vibration-assisted grinding could reduce surface roughness and enhance surface quality.
Processing experiment.

Conclusions
The removal mechanism for SiCp/Al composites with a 45% reinforcement phase is investigated in this study through a combination of UAG scratching experiment and an analysis of the chip morphology. Furthermore, the influence of ultrasonic vibration on the removal process is analyzed. The experimental results and analysis indicate the ultrasonic vibration can improve the processing efficiency and surface quality, and several conclusions are drawn as follows.
(1) Due to the axial ultrasonic vibration, the tool continuously impacts the workpiece surface during UAG processing, rendering the surface more susceptible to fragmentation and fracture. The trajectory of the abrasive grains on the tool assumes a three-dimensional sinusoidal curve, with a longer length than that for conventional grinding, resulting in an extended effective machining time for the tool. This enables an increased material removal rate. As the spindle speed increases, the contact time between the abrasive grains and the workpiece surface within one vibration cycle is prolonged, leading to a greater material removal volume.
(2) In the process of UAG, the application of ultrasonic vibration generates a shielding effect for the surface cracks of the material, thereby reducing the likelihood of surface damage to the workpiece. Consequently, when using UAG to process SiCp/Al, a larger cutting depth value can be selected to enhance the overall processing efficiency. Ultrasonic vibration can facilitate a material softening effect. This can effectively mitigate the material’s hardness, reduce dynamic impact, stabilize the machining process, and enhance the material’s dynamic fracture toughness K ID . This, in turn, increases the critical cutting depth under dynamic conditions, hence resulting in an amplified proportion of plastic removal from the material and minimizing surface fracture and fragmentation. Ultimately, this improves the surface quality during processing.
(3) The removal mode of SiCp/Al is distinct from that of single-phase plastic or brittle materials and is determined by the concerted action of the matrix material and reinforcing particles. During the processing, the aluminum matrix of the SiCp/Al composite interacts with the reinforcement particles, which are removed through plastic deformation. Portions of the substrate material that are incompletely detached from the machined surface generate a substrate coating effect with the impact and rolling of the tool. The elimination of SiC particles is a consequence of the synergistic action of the two modes of brittleness and plasticity, primarily due to the continuous change in the instantaneous cutting depth a p (t) of the abrasive on the tool within the amplitude range. That is, the instantaneous cutting depth of the abrasive on the tool experiences a time-varying change due to the influence of ultrasonic vibration, along with the phenomena of particle displacement, detachment, and extraction during the material removal process.
Footnotes
Handling Editor: Irene Buj-Corral
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This article is supported by National Key R&D Program of China (Grant No. 2024YFD2300104), Special Funding for Postdoctoral of Heilongjiang Province (Grant No. LBH-Z20203). The authors would like to thank their generous support.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.