
Abstract
Water cavitation micro-forming (WCMF) with high quantum efficiency and excellent accuracy are essential for the applications in micro-forming. In this study, based on the size effects, an effective regulation of the cavitation micro-forming was realized. Surprisingly, micro-forming of graded 2 titanium ultra-thin metallic sheets was retained at field of special forming with WCMF. Based on the Hugoniot Elastic Limit of the material, the deformation and fracture behaviors of the case were effectively modified via water-jet shock time varying. In addition, the relationship between the deformation and the fracture of the material and the obtained water-jet cavitation shock time was established. Particularly, the cavitation energy displayed a high efficiency (within 90 s) and have a significant contribution to the appearance of the parabolic dimples. Therefore, this work opens up new opportunities for the development of special forming with excellent micro-forming performance through manipulation of water-jet cavitation shock time.
Introduction
Titanium alloys have been regarded as the new generation of materials owing to their high performance, mechanical properties and unique structure in a great number of research in recent years. Due to their combination of physicochemical properties, they have considerable application potential in general machine manufacturing, metal processing, forming, etc. 1 Compared with other titanium alloys, graded 2 titanium possesses better formability, strength with higher resistance to corrosion resistance due to its higher iron and oxygen component. 2 Meanwhile, with the trend of product miniaturization, increasing demand for micro-parts occurs in different industries. 3 In the micro-scale, size effects affect the forming quality of micro parts, which creates new requirements for effective forming techniques. 4 Accordingly, various techniques including electron, 5 ultrasound, 6 and laser 7 forming processes were used to micro-forming the titanium parts. Unfortunately, these techniques have some issues such as pollution, high cost and accuracy, etc.5,6 These problems hinder the further development and application of graded 2 titanium in the field of micro-forming. Therefore, it is a key challenge to explore a new effective technique for micro-forming graded 2 titanium metallic parts with high performance systematically.
With the rise of the forming technology, water cavitation has been applied to some forming processes, which have become a research hotspot for metal parts. Water cavitation caused many adverse effects that are to be avoided or possibly controlled in any hydraulic equipment and industry. As a result, water cavitation is considered a variety of scientific and industrial applications (high-pressure cleaning, jet cutting, etc.) via cavitation bubble clouds which are generated by water jet cavitation. 8 Compared with above mentioned techniques, water cavitation has obvious advantages of energy savings, low cost and accuracy in the field of forming processes. 9 Zhuang et al. 10 studied cavitation erosion behaviors and damage mechanism of Ti-Ni alloy plate impacted by water jet with various shock time and different standoff distances. They investigated that the cavitation erosion degree increases progressively at first and then decreases stepwise with a standoff distance of 12 mm for 4 h shock time. Wang et al. 11 proposed a method based on laser-induce cavitation forming. They discovered that the influence of the impact energy on the deformation behavior of pure copper foil is extremely relevant to the forming depth, surface quality, thickness thinning, and micro-hardness distribution. Chen et al. 12 proposed applying laser-induced cavitation to form a single pit in aluminum foil and demonstrated the feasibility and reliability of the technology through simulations and experiments. However, as a punch-less forming technology, a work-piece only can be formed by laser-induced cavitation within the need for optics devices, which brings some issues of cost and accuracy. 13 In addition, Xiong et al. 14 established a micro-jet impact model and a micro-jet velocity inversion model to quantitatively characterize the cavitation erosion process and cavitation degree, respectively, to specify the water jet cavitation forming technology. However, their proposed models are only reliable when the cavitation pit diameter-to-depth ratio is approximate to 1 which cannot adapt to various situations. Currently, our group15–17 reported a wide application in micro-forming, and a recorded thinning rate as high as 13.6% was obtained. Subsequently, it was found that the graded 2 titanium ultra-thin metallic sheets have complicated deformation and fracture behaviors in the process of water cavitation, which has not been taken seriously by other researchers. The mechanism of this phenomenon needs to be further explored.
Recently, a large number of scholars at home and abroad have studied the tendency to incorporate the anisotropy model for fracture estimation during the micro sheet forming processes which is by utilizing the reinforcement model and flow law. Swift 18 in 1952 established Swift Reinforcement model which is the earliest and widely used reinforcement model. Frederick et al. 19 proposed a new reinforcement model with nonlinear terms in the basis of Ziegler linear model, which has been widely applied. Chaboche 20 improved on the previous model and described reinforcement behavior more accurately. Hill and Hutchinson 21 conducted biaxial tensile experiments on sheet metal and proposed a new strengthening model. For some anisotropic metal materials due to the uneven distribution of lattice and texture produced in the process of processing, the hardening behavior also showed anisotropic characteristics. The reinforcement mechanism mentioned above cannot be accurately described its mechanical behavior. Thus, the distortion strengthening mechanism is proposed and the characterization of plastic deformation of metal materials is introduced to describe the anisotropy problem. Khan et al. 22 proposed a distortion strengthening model through experiments on Al-1100 aluminum alloy. Safaei and Park et al. 23 verified that yield function and plastic potential function had significant influence on cup shape, and proposed a model combining uncorrelated flow assumption with mixed hardening, adding the prediction of softening effect to the classical Chobache model. Barlat et al. 24 described the plastic behavior by varying strain paths through an anisotropic strengthening model.
Water cavitation micro-forming with high efficiency and excellent accuracy is essential for the graded 2 titanium metallic sheets in micro-forming. It is a punch-less forming technology that is different from these traditional forming technologies creatively. Meanwhile, it has remarkable advantages of energy savings, low labor cost and forming accuracy compared with other punch-less forming technologies in the field of forming processes. In addition, surface roughness parameters, micro-structural and mechanical properties, as well as of chemical composition of different locations were investigated based on their influence on the deformation and fracture behaviors of the micro parts. This excellent micro-forming performance indicates that this work will open a new perspective to develop water cavitation micro-forming for real applications in metallic micro-forming fields in the future.
Experimental procedure of the water cavitation micro-forming
Material and methods
Figure 1 shows that graded 2 titanium foil with size 60 ×60 ×0.06 mm was used as the specimen due to its application in the high-speed industry. Both its chemical composition and mechanical properties are shown in Tables 1 and 2. Additionally, the mechanical properties of graded 2 titanium alloy listed in Table 2 include tensile strength (

Topography of graded 2 titanium ultra-thin metallic sample before WCMF.
Nominal chemical composition of graded 2 titanium alloy (

Mechanical properties of graded 2 titanium alloy.

Figure 2 presents the true stress strain curve of the graded 2 titanium alloy at room temperature which is simulated with the software JMATPRO (Version 7.0 by Sente Software Ltd.). In the elastic deformation stage, the true stress increases obviously with the increasing tendency of the logarithmic strain at high strain rates. Then the plastic deformation causes the adiabatic heating in the dynamic compression which has not a efficient diffusion. Owning to this phenomenon, the thermal softening behavior due to dislocation annihilation compensates for the strain hardening behavior based on dislocation multiplication. Meanwhile, there is a dynamic equilibrium between the thermal softening and the strain rate hardening behavior. 26 Compared with research of other titanium alloys in previous work, the graded 2 titanium alloy exhibits excellent dynamic plasticity.27,28 The dynamic ductility of the graded 2 titanium alloy is mostly greater than that of the other titanium alloys. According to the micro-structural characterization in Tables 1 and 2, it can be inferred that the graded 2 titanium alloy with the excellent dynamic plasticity is an extremely good choice in this case.

True stress strain curve of the graded 2 titanium alloy at room temperature.
Micro-forming mechanism
Figure 3 presents the forming mechanism of water-jet cavitation shock micro-forming in this study. Cavitation bubbles are produced in the shear layer of the high-speed jet from cavitation nozzle and expend in floating water. Numerous cavitation bubbles travel downstream with the accumulation and development in the environment of the ambient fluid. The instantaneously generated micro-jet flow and shock wave create the highly concentrated energy since the bubbles collapse onto the surface of the metallic sheet. The boundary of the shock compression pressure is approximate10.7 GPa. The total pressure was calculated as

(a) Schematic drawing of mechanism of WCMF method, (b) sample after WCMF progress, and (c) plastic deformation regions of the sample.
Experimental details
WCMF technology is applied in the progress in this study. The diagram of the experimental setup of WCMF technology is shown schematically in Figure 4. A cavitation nozzle with throat diameter 1.5 mm and 30° expansion angle was used to produce effluent with cavitation bubbles. Furthermore, the stand-off distance from the cavitation nozzle to the surface of the material was setup as approximate 120 mm. A high-speed camera (X213, Revealer, China) with frame rate of 1800 FPS is applied to achieving the dynamic progress of WCMF induced by cavitation nozzle. To ensure the water flow locate on the surface of the sample and concentrate cavitation shock region accurately, the metal mold frame was employed on the material as well. Besides, the WCMF device can be coordinated based on a 3D motion platform. Subsequently, the samples were impacted under different water-jet cavitation shock time varying from 30, 60, and 90 s.
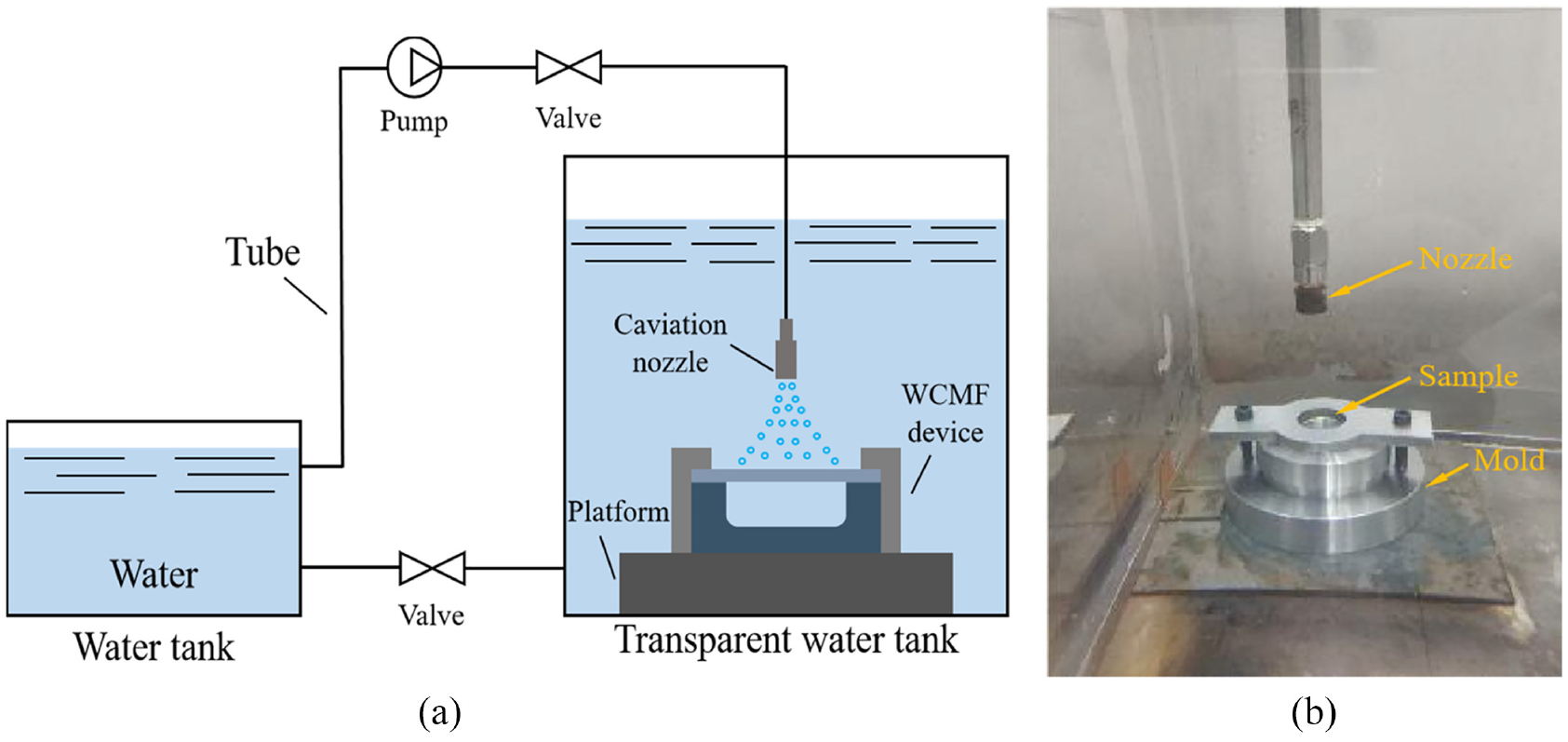
(a) Schematic diagram of experimental platform of the WCMF technology and (b) enlarged image of WCMF box system.
In this work, Figure 5 shows the WCMF on graded 2 titanium ultra-thin metallic sheet samples under different water-jet cavitation shock time. Figure 5(a) shows the formation of the initial cavitation micro-forming shape onto the material surface, when the water-jet cavitation shock time is 30 s. The high-speed jet from the nozzle is blocked by the surrounding liquid, the velocity of the jet is decreasing and few vacuoles are found in the middle of the jet due to the small pressure change. The impact force of the annular belt in the water jet action zone is largely reduced. The external jet and dynamic jet shear strongly with the surrounding static water outside the center. The pressure changes obviously and the number and development of cavitation are abundant. Therefore, the annular band is the strongest under the impact of cavitation collapse. Although a few vacuoles are outside the cavitation impact zone, it diffuses outwards with the jet flow, and their effect on the material is limited. Depending on this working principle regarded to the theory of cavitation water jet, as a result, the fracture behavior displayed a ring distribution. The crack occurred in this annular band as well showed in Figure 5. Due to the effluent with cavitation bubbles cover over the mold frame, the mold frame absorbs the cavitation energy and leads to the in-completed formation of the material surface which is not obvious, and even though the cavitation energy expands and forms a micro-crack on the target surface of material in Figure 5(c). As clearly shown in Figure 5(d) and (e), the formation of the material can be gradually observed when the water-jet cavitation shock time vary from 30 to 60 s. Additionally, the fracture on the target surface appears from the micro-crack shown in Figure 5(f). This is because most level of the cavitation energy depends on the cavitation shock time in in water during the micro-forming period. The pressure inside of the cavitation bubbles is extremely high, so the cavitation bubbles release and impact the material surface led to the formation and fracture in this stage. When the water-jet cavitation shock time is equal to or more than 90 s, the main fracture is formed on the surface of the graded 2 titanium ultra-thin metallic sheet. Because of the confining function of the mold frame, the material is still not broken.

WCMF on graded 2 titanium ultra-thin metallic sheet samples under different water-jet cavitation shock time: (a) low magnification image of sample under 30 s, (b) backside of sample under 30 s, (c) high magnification image of the rectangle area “c” in (b), (d) low magnification image of sample under 60 s, (e) backside of sample under 60 s, (f) high magnification image of the rectangle area “f” in (e), (g) low magnification image of sample under 90 s, (h) backside of sample under 90 s, and (i) high magnification image of the rectangle area “i” in (h).
Results and discussion
Optical microscopy (OM) and micro-structures
KEYENCE VHX-1000C true color confocal microscope is applied to observing the topographies of the surface of the WCMF samples. The results of OM perform that the formed ultra-thin metallic sheet samples fall into three different depths of phenomenon bulge as shown in Figure 3. Meanwhile, Figure 6(a) shows 3D micro topography of the bulge sample. It demonstrates that the forming area concentrate onto the material. Varying form 116.3 to 359.5 μm, the different bulging depths are displayed by different colors. Figure 6(b) depicts that the central area with 30 s water-jet cavitation shock time occurs fractional plastic deformation. Demonstrably, a linear relationship existed between the curvature of the center region and the water-jet cavitation shock time. At this point, the plastic deformation was symmetrically distributed like the center region. When the water-jet cavitation shock time increases from 30 to 90 s, the depth of WCMF increases from 110 to 170 μm. The water-jet cavitation shock time displayed a rapid growth trend at this stage which indicates the cavitation energy increases. Thus, the cavitation energy plays a significant role in forming the material at this moment. Figure 7 presents the different curves of the average surface roughness (Ra) from the shock compression region to the bugle region under different water-jet cavitation shock time. The relationship between the roughness, the horizontal distance and the water-jet cavitation shock time is significant as well. The average surface roughness (Ra) and the water-jet cavitation shock time is relatively high. The value of Ra in compression region exceeds the other, as illustrated in Figure 7, gradually decreases with the water-jet cavitation shock time.

(a) 3D surface topography of a WCMF sample and (b) 2D curves of the WCMF samples under different water-jet cavitation shock time.

Roughness curve under different water-jet cavitation shock time.
The experimental results reveal that there is a critical value of cavitation energy (a certain strain and strain-rate) for the occurrence of the dynamic failure. Due to the limited hardness of the target material, the dynamic failure between shock compression and bulge regions prevents the increase of deformation degree of the sample, which limits the development and application of WCMF. The mold frame directly fix the sample, therefore, no more strain marks are created. Thus, excellent surface finish can be obtained in WCMF. However, the deformation induced by cavitation shock load has an effect on the surface. To evaluate this effect, the corresponding surface roughness in shock compression and bulge regions are measured using KEYENCE VHX-1000C confocal microscope.
Scanning electron microscopy (SEM) morphology observations
Scanning electron microscope (SEM) is applied to demonstrating the deformation and fracture behaviors of the WCMF samples. The results of display that fracture behaviors are produced on the surfaces of the samples by WCMF. Meanwhile, fracture behaviors are characterized by investigating the elementary composition in energy dispersive X-ray spectroscopy (EDS) in SEM. As a result, the spectrum of elements presents in the grade 2 titanium material rendering to the weight percentage ratios is demonstrated by EDS analysis in Figure 12.
Figure 8 displays the occurrence of regional high strain and dynamic failure phenomena in the WCMF specimens under different water-jet cavitation shock time. When water-jet cavitation shock time is approximately 30 s, there is no failure existing in the bulge region shown in Figure 8(d). Subsequently, fractional failure occurs in this region and extend along the outline of the micro-mold shown in Figure 8(e). Afterward, Figure 8(c) and (f) shows that degraded failure is obtained at approximately 90 s water-jet cavitation shock time. Considering about the distribution of the strain marks, it can be noted that the surface roughness of the center region is smoother than the surrounding annular region which substantiates the occurrence of regional high strain. Also, the plastic strain prefers existing in the surrounding annular region at this point. When the water-jet cavitation shock time rapidly increases, the cavitation energy induced by WCMF increases. Obviously, the plastic strain displays a rapid growth trend in the center region. Hence, fracture behaviors with failure are created eventually.

Regional high strain and dynamic failure phenomena in the WCFM specimens under different water-jet cavitation shock time: (a–c) presents the low magnification image of WCMF specimens under 30, 60, and 90 s, respectively and (d–f) correspond to the aera “d,”“e,”“f” in (a), (b) and (c), respectively.
Figure 9(a) presents the SEM microscopic morphology of the WCMF graded 2 titanium ultra-thin sheet sample with thickness of 60 μm under 30 s. With the increase of water-jet cavitation shock time, depending on the water-hammer effect of cavitation water-jet, the surface of the WCMF sample is affected by the overall extension, tension and plastic deformation. Obviously, numerous strain marks can be found on the top surface of bulge edge. Due to the water-hammer effect, the bulge surface formed a strain marks region on the surface in Figure 9(b) and (c).

SEM microscopic morphology of WCMF graded 2 titanium ultra-thin sheet with thickness of 60 μm under 30 s: (a) low magnification image of sample, (b) high magnification image of the rectangle area “b” in (a), and (c) high magnification image of the rectangle area “c” in (b).
Figure 10(a) shows the SEM observations of low magnification of WCMF graded 2 titanium ultra-thin sheet sample with thickness of 60 μm under 90 s. A number of dimples can be observed in Figure 10(b) and (c) which indicates that the main mode of fracture is ductile fracture. Meanwhile, inter-crystalline fracture is able to be observed in both images as well, which suggests that brittle fracture also appears in the fracture behavior of the WCMF graded 2 titanium samples. Typically, it has been established that formation of spall fracture involves nucleation, growth, and coalescence of pores. The plastic deformation and fracture are induced by the slip and twinning behaviors of numerous dislocation vacancy loops in the micro-structure.
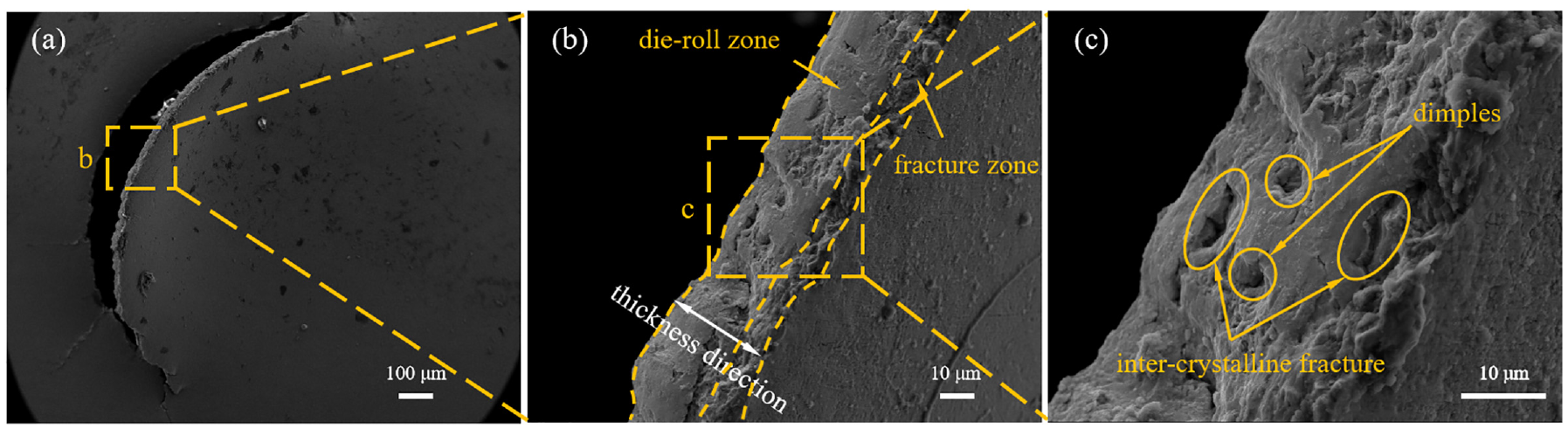
SEM microscopic morphology of WCMF graded 2 titanium ultra-thin sheet with thickness of 60 μm from 60 to 90 s: (a) low magnification image of sample, (b) high magnification image of the rectangle area “b” in (a), and (c) high magnification image of the rectangle area “c” in (b).
Figure 11(a) shows the SEM micro-morphology of the WCMF graded 2 titanium ultra-thin sheet sample with thickness of 60 μm under 90 s. Generally, fracture behaviors appear on the most surface of the WCMF sample after a certain period of time. However, the morphology of the cavitation shock time 60 and 90 s are quite different. It can be seen that larger dimples exist on the thickness direction of the material surface. These dimples can be described as parabolic shape shown in Figure 11(c). The dimples along the thickness direction are elongated by the stress of cavitation shock. In addition, no inter-crystalline fracture is formed. Considering the HEL of the material, there is a critical value of water-jet cavitation shock time for the occurrence of the dynamic failure. Therefore, it is indicated that the fracture behavior turns into ductile fracture by the increasing cavitation shock time, and the cavitation energy abruptly increase due to the appearance of the parabolic dimples. Furthermore, the physical mechanism of the deformation induced by WCMF cavitation under high hydrostatic pressure is rather complicated. Softening hyper-elasticity for material deformation and fracture occur in the progress of WCMF cavitation, which creates the phenomenon that the micro morphology characteristics of graded 2 titanium ultra-thin metallic sheets fracture behavior induced by water-jet cavitation under high water pressure has great difference from conventional mechanical fracture behaviors, such as shear, fatigue fracture and so on.

SEM micro-morphology of WCMF graded 2 titanium ultra-thin sheet with thickness of 60 μm under 90 s: (a) low magnification image of sample, (b) high magnification image of the rectangle area “b” in (a), and (c) high magnification image of the rectangle area “c” in (b).
Energy dispersive X-ray spectroscopy (EDS) analysis of graded 2 titanium ultra-thin sheet
Figure 12(a) shows the EDS analysis of graded 2 titanium ultra-thin sheet that the spectrum of elements of oxygen, carbon, aluminum. Figure 12(b) to (d) illustrates the percentage distribution of each element at three different locations which is confirmed the elemental composition by EDS analysis. In particular, three different selected regions are able to represent different micro-topography in the fractured surface of graded 2 titanium ultra-thin sheet. In high magnification images of Figure 12(b) to (d), there are micro-cracks, lamellar cleavages and dimples which indicates the occurrence of the intricate phenomenon in the fractography of the WCMF sample. It can be identified that the elements O, C, Ti, etc., exist in non-eq1 phases and the same result can be exhibited in the spectrum of elements analysis results. The main mechanism of the deformation and fracture behaviors of the grade 2 titanium ultra-thin metallic sheets is affected by cavitation mechanism. Meanwhile, the different distribution of elements is attributed to the macroscopic the deformation and fracture behaviors. Significantly, these particles, as cracks initiators, 25 can have influence on the deformation of WCMF samples and can also contribute to a non-uniform deformation.
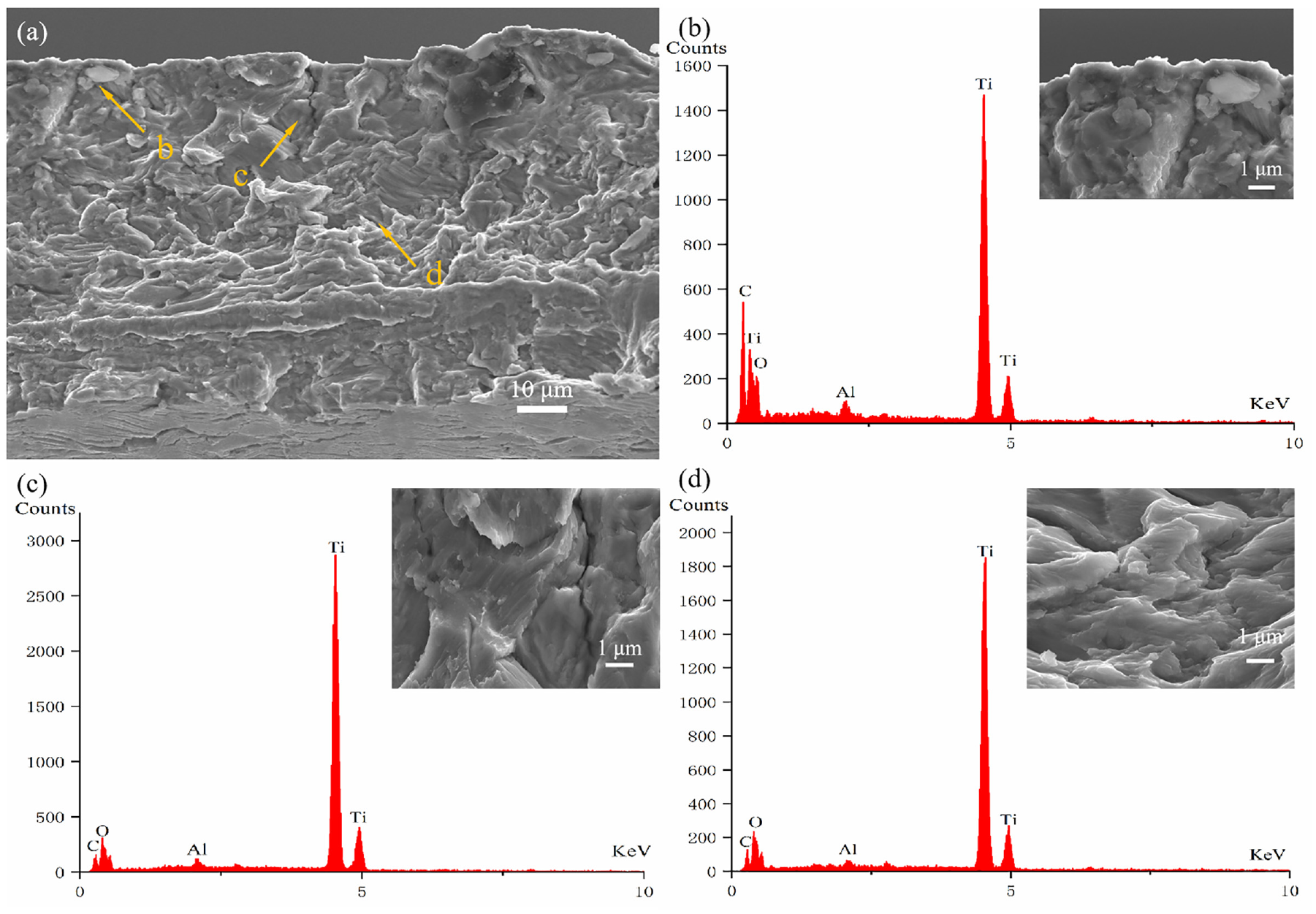
Fractured surface for EDS: (a) fractography and (b–d) element analysis at three locations of graded 2 titanium ultra-thin sheet.
Conclusions
The deformation and fracture behaviors of graded 2 titanium ultra-thin metallic sheets under various operating parameters including design of ultra-thin metallic sheets and water-jet cavitation shock time was reported in this paper. The relationship between the roughness, the horizontal distance and the water-jet cavitation shock time was realized. In addition, the relationship between the deformation and the fracture of the material and the obtained water-jet cavitation shock time was established. Therefore, this study paves a way for the water cavitation in the fields of micro-forming. Generally, the following points can be concluded:
The deformation induced by water-jet cavitation shock load has influence on the surface. For water-jet cavitation shock time ranging from 30 to 90 s, as it increases, the Ra in compression region rapidly decreases. However, the Ra in bugle region slowly decreases due to shock flattening. Additionally, regional high strain occurs in the surrounding annular region, and the fracture behaviors are affected by the cavitation energy. Meanwhile, it can be exhibited that the elements, O, C, Ti, etc. existing in non-equilibrium phases, as cracks initiators, have influence on the deformation of WCMF samples and contribute to a non-uniform deformation as well.
Based on HEL of the material, there is a critical value of water-jet cavitation shock time for the occurrence of the dynamic failure. As the water-jet cavitation shock time increases, the fracture mode varies from a ductile fracture with brittle fracture to a ductile fracture. The serrated and anomalous fracture boundaries and filaments indicates that side-effect may exist and have influence on fracture behaviors, and cavitation energy make a great contribution to the appearance of the parabolic dimples. The influence of the shock compression on the deformation structure of grade 2 titanium has been investigated. It has been established that, at the loading modes under study, the plastic deformation and fracture are induced by the slip and twinning behaviors of numerous dislocation vacancy loops in the micro-structure.
The physical mechanism of the deformation of an ultra-thin sheet induced by WCMF cavitation under high pressure is complicated and needs to be further studied, depending on softening hyper-elasticity for material deformation and fracture in WCMF cavitation. It indicates that the micro morphology characteristics of graded 2 titanium ultra-thin metallic sheets fracture behavior induced by water-jet cavitation under high water pressure has great difference from conventional mechanical fracture behaviors.
This work indicates the significant difference and establish the relationship between the roughness, the horizontal distance and the water-jet cavitation shock time which creates an evaluation method for mechanical properties and abilities of cavitation resistance of materials.
Footnotes
Handling Editor: Chenhui Liang
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The present work was supported by the National Natural Science Foundation of China (51575245 and 52105259). The corresponding content is sponsored by Natural Science, Talent Foundation (2014-23) of Jiangsu Province an and Key Project of Jiangsu Province (BE2015134).