
Abstract
Magnesium-lithium (Mg-Li) alloys, due to their high specific strength, have great potential in the modern aviation industry. The superplastic characteristics, microstructure evolution, mechanical properties, and forming process of LZ91 Mg-Li alloys at 200°C–300°C were studied in this paper. Tensile tests show that the optimal elongation of tensile specimens is 812.6% at 300°C under a strain rate of 5 × 10−4 s−1. The flow stress of the material increases with strain during the high-temperature tensile testing due to the grain coarsening . Meanwhile, low dislocation densities were observed during tension, which is not sufficient for dynamic recrystallisation to occur. The finite element method is used to investigate the forming schemes of a narrow-mouth box component. Finally, this component was manufactured by the powder pressure bulging process at 300°C experimentally.
Introduction
Magnesium-Lithium (Mg-Li) alloys, are known as the lightest structural materials, have the potential to be widely used in aerospace industries due to their high specific strength, good low-temperature toughness, excellent damping capacity, and thermal conductivity.1–5 Conventional magnesium (Mg) alloys have strong anisotropic due to lack of slip systems.6,7 With the addition of Li, the c/a ratio decreases from 1.624 (pure Mg) to 1.607 (Mg-17 at.% Li), from which the non-basal slips are operable.8–14 Previous work has shown that prismatic slip was prevailing in Mg-Li alloy with increasing lithium contents. 9 When the Li content in Mg ranges from 17 to 30 at.%, the body-centred cubic (BCC) β-lithium phase appears, which improves the formability of Mg alloys dramatically at ambient temperatures.
It is generally accepted that with increasing temperatures, polycrystalline materials deform primarily by grain-boundary sliding (GBS). To accommodate GBS, other deformation behaviours occur simultaneously, such as diffusion flow, recrystallisation, dislocation slip and grain-boundary migration. 15 There was numerous experimental evidences suggesting that polycrystalline metals with fine, uniform, equiaxed grain size exhibited large tensile strains at elevated temperatures, which is called superplasticity. Due to the large tensile strains, the superplastic forming of metallic materials has been recognised as a viable manufacturing technology.
Many scholars have studied the superplastic characteristics of Mg-Li alloys.16,17 An Mg-Li alloy was processed by high-pressure torsion at room temperature with an average grain size of 500 nm to investigate its superplasticity. 16 The tensile test results indicated that the Mg-Li alloy exhibited superplasticity at 50°C, and the ductility of the alloy can reach 330% under the strain rate of 10−2 s−1 when the temperature increases to 100°C. Ji et al. 12 investigated the low-temperature superplasticity of Mg-10%Li-1%Zn alloy during the equal channel angular extrusion process. The alloy exhibited an elongation of 391% at a strain rate of 10−3 s−1 and a temperature of 150°C.
While most of the studies focused on the severe plastic deformation (SPD) of magnesium-lithium alloy, limited works concerned about superplasticity of this alloy processed by conventional metalworking (e.g. forging, rolling and extrusion). Considering the simple process and economic benefit of traditional forming operations compared with SPD, it is necessary to investigate the superplasticity and formability of Mg-Li alloy. To this end, this study focuses on the superplastic characteristics, microstructure evolution and the forming process at elevated temperatures using a hot-rolled LZ91 Mg-Li alloy.
Materials and experimental procedures
The hot-rolled alloy LZ91 sheet is provided from Chongqing University .The chemical composition of the alloy, determined by inductively coupled plasma atomic emission spectroscopy (ICP-AES), is given that 8.75 wt.% Li and 0.94 wt.% Zn. The microstructure of the rolled sheet, which consists of α-Mg and β-Li, is shown in Figure 1.

Optical micrographs of the rolled alloy LZ91 sheet.
According to ASTM E8 method, the tensile specimens having gauge length of 25 mm, gauge width of 6 mm, and thickness of 1.6 mm, are sectioned from the alloy LZ91 sheet along the rolling direction using electrical discharge machining. Conventional superplasticity is only found at relatively low strain rates, typically about 10−4 to 10−3 s−1. Mg-Li alloy is susceptible to oxidation at temperatures in excess of about 350°C. Thus, tensile tests are performed on the Instron-5500R testing machine at the temperature of 150°C, 200°C, 250°C, 300°C and 350°C. The strain rates of the tensile test was chosen to be 1 × 10−4 s−1, 5 × 10−4 s−1, 1 × 10−3 s−1 and 5 × 10−3 s−1, respectively. The tensile specimen was stretched at the same condition for three times to assure the trustworthiness of the results. After tension, the microstructures within the gauge section of the specimens under different temperatures and strain rates are characterised by the optical microscope (OM) to observe the grain size evolution. Furthermore, the dislocation density evolutions are measured in a field-emission gun (FEG) transmission electron microscopy (TEM), using a JEM 2010F instrument (JEOL, Akishima, Tokyo). The TEM discs are ground by silicon carbide paper with decreasing grit sizes down to 100 µm, followed by an ion milling process for the final thinning. Finally, a narrow-mouth box component is manufactured in a heated hydraulic press by powder bulging process.
Results and discussion
The superplastic characteristics of LZ91 alloy
The effect of temperature and strain rate on the true stress-strain curves for the as-received material is shown in Figure 2(a) and (b), respectively. The temperature ranges from 150°C to 350°C while the strain rate ranges from 1 × 10−4 s−1 to 5 × 10−3 s−1. The alloy has been found to exhibit obvious superplastic deformation with an elongation of 812.6% (true strain of 2.17) at 300°C under a strain rate of 5 × 10−4 s−1. The flow stress decreases with increasing temperature, and the material exhibits flow softening behaviour after the flow stress peaked. The material also experiences a positive strain rate sensitivity, as demonstrated in Figure 2(b), which can be described by a power-law:


The true stress-strain curves of LZ91 alloy at a strain rate of (a) 1 × 10−4 s−1, (b) 5 × 10−4 s−1, (c) 1 × 10−3 s−1, and(d) 5 × 10−3 s−1.
where σ is the flow stress, K is a material constant, and m is the strain rate sensitivity.
It can be seen from Figure 2 that the material shows a strong hardening behaviour at high temperatures and low strain rates. This can be attributed to the significant grain growth during deformation. A coarse-grained material is harder and stronger than the fine-grained one at high temperature because the latter has a higher grain boundary density to promote GBS. More details about the hardening behaviour are stated in Section 3.3.
Figure 3(a) shows the true stress-strain responses under different strain rate at 250°C. Mg-Li alloy is susceptible to oxidation at temperatures in excess of about 300°C. Therefore, we simulate the forming process at 250°C using the strain rate sensitivity value at 250°C (Figure 3(a)) and fabricate the narrow-mouth box component at the same temperature. The strain rate sensitivity exponent m can be determined from the logarithm of tensile stress versus logarithmic strain rate, as shown in Figure 3(b). The value of m is calculated to be 0.65, which is higher than the value for GBS dominated plastic deformation (m = 0.5).

(a) The true stress-strain curves of LZ91 alloy at 250ºC; (b) Plot of the logarithm of tensile stress versus logarithmic strain rate to determine the strain rate sensitivity m. The strain rate sensitivity m is calculated to be 0.65 for LZ91 alloy.
Constitutive equation
The Arrhenius equation is employed to describe the relationship among the strain rate, flow stress and temperature. It has the form of equation (2),

where
At low stress, equation (2) reduces to a power relationship given by

and at high stress, to an exponential relationship:

The constants α, β and n1 are related by α = β/n1.
Taking the logarithm of both sides of equations (2)–(4) yields:



From equations (5) and (6), the constants n1 and β can be determined from the evolution of stress, as shown in Figure 4. The values of n1 and β are calculated to be 2.050 and 0.103, respectively. The value of n determined from the plots of ln (

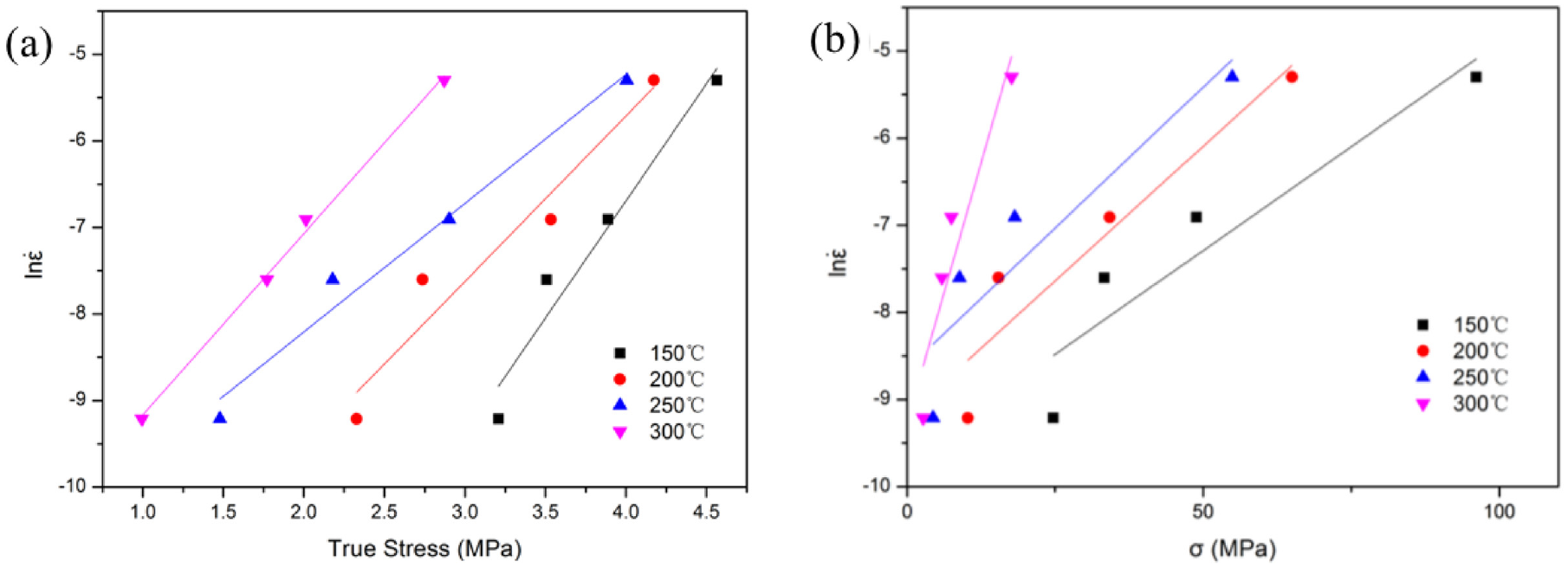
Relationship between (a) ln (

A typical plot of ln (
It can be concluded from the plot of


A plot of
Figure 7 shows the Zener-Hollomon parameter compensated by temperature as a function of flow stress with a Pearson’s correlation coefficient of 0.963, which means that the hyperbolic sinusoidal model in equation (2) can be used to describe the hot deformation behaviour of the alloy. Based on the above calculation, the constitutive equation that describes the flow stress as a function of the strain rate and deformation temperature for LZ91 alloy is established as


Plot of the Zener-Hollomon parameter as a function of flow stress.
The increase in tensile stress during tension
The grain structures of the gauge section in specimens after the tension test at 300°C and various strain rates are shown in Figure 8. It can be clearly seen that grain growth proceeds more rapidly as the strain rate decrease. At the strain rate of 5 × 10−3 s−1, the grain size is determined to be 6 μm. With the lower strain rate, the average grain size increases from 12 μm at the strain rate 1 × 10−3 s−1 to 40 μm at the strain rate 1 × 10−4 s−1. The grain structures of the gauge section after tensile testing at a strain rate of 5 × 10−4 s−1 and temperatures of 150°C and 350°C are shown in Figure 9. It is evident that the grain coarsening behaviour of LZ91 alloy occurs at 350°C.

Microstructure of LZ91 Mg-Li alloy after tension at 300ºC. The strain rate is (a) 5 × 10−3 s−1, (b) 1 × 10−3 s−1,(c) 5 × 10−4 s−1 and (d) 1 × 10−4 s−1.

Microstructure of LZ91 Mg-Li alloy after tension at the temperature of (a) 150ºC and (b) 350ºC with a constant strain rate of 5 × 10−4 s−1.
Strong strain hardening behaviour can be observed from the true stress-strain curves, especially at higher temperatures and lower strain rates, resulting primarily from concurrent grain growth during the tension test. A fine-grained material has a greater total grain boundary area compared with one that is coarse-grained, and thus grain boundary sliding accommodated by dislocation slip and/or diffusional flow occurs more easily in fine-grained material. Therefore, the grain growth is coinciding with the increase in tensile stress at higher temperature and lower strain rates, as shown in Figure 2, during tension.
It is generally observed that dynamic recrystallisation takes place in the course of hot working. The deformed material undergoes recrystallisation due to the presence of strain energy. However, in this research, the rates of dislocation multiplication and the formation of new dislocations are slow during superplastic forming at a relatively low strain rate. Hence, the strain energy induced by plastic deformation is insufficient to initiate dynamic recrystallisation in the specimen at elevated temperature. As shown in Figure 10, the dislocation densities within the gauge section of the tensile specimen at different strain are fairly low. Thus, the dynamic recrystallisation might be unable to refine the grain structure of LZ91 alloy during superplastic forming. This process also contributes to the increase in flow stress at higher temperature and lower strain rates.

TEM images showing the dislocation structures within the gauge section of specimens at the strain of (a) 0.25, (b) 0.75, (c) 1.25 and (d) 1.75 after tensile test at 300ºC and a strain rate of 5 × 10−4 s−1.
Superplastic forming of the narrow-mouth box component
Figures 11 and 12 illustrates the sheet thickness distribution of a narrow-mouth box component during superplastic forming by finite element analysis (FEA). The simulation results in Figures 11 and 12 were based on the Arrhenius equation and the Backofen equation in section 3.1 and 3.2. These two simulations show similar thickness distribution in Figures 11 and 12. It has been demonstrated in Section 3.1 that LZ91 alloy exhibits optimal ductility at the strain rate of 5×10-4 s-1. Hence, the strain rate for FEA was set to be 5×10-4 s-1. Due to the symmetry of the component, the simplified 1/4 model is applied for the FEA. There are 1600 elements in the component which are set as deformable, while the die is set as a rigid body. The constitute equation of FEA is described by the Backofen equation. and the strain rate sensitivity coefficient m is chosen to be 0.65 with the material coefficient K=1609 MPa, which are the same as stated in section 3.1. Since the silicon dioxide powder pressure is the source of blank holder force, the face load is applied to the whole sheet surface along the sheet normal direction.

Thickness distribution of LZ91 magnesium-lithium alloy at different stages of superplastic forming based on the Arrhenius equation: (a) 0 s, (b) 62.9 s, (c) 149.7 s, (d) 236.5 s, (e) 280 s and (f) 379 s. The units for thickness distribution were millimeter (mm).

Thickness distribution of LZ91 magnesium-lithium alloy at different stages of superplastic forming based on the Backofen equation (a) 0 s, (b) 62.9 s, (c) 149.7 s, (d) 236.5 s, (e) 280 s and (f) 379 s. The units for thickness distribution were millimeter (mm).
At the beginning, the centre section of the blank is brought into contact with the cavity and gets thinning. Then the forming process is hindered by the sheet/die interface friction. At this time, the flange of the component moves to the cavity, and thus reducing the thickness reduction at the corner. The round corner, which requires a larger forming force, was the thinnest part of the component during superplastic forming.
The thickness distribution form the flange to the bottom region of the final component predicted by FEA is shown in Figure 13. It can be seen that the thickness decreases gradually from 1.6 mm of the flange to 1.1 mm at the bottom of the component, and, in addition, the maximum thinning rate is 31% at the round corner. Thus, care should be exercised during superplastic forming at the corner and the sheet is coated with graphite to reduce friction.

The thickness distribution of the component predicted by FEA.
Considering the oxidation at high temperature, the graphite-coated sheet within the mould is put into the heated hydraulic press at 250°C. The mould is assembled as shown in Figure 14. The mould consists of four parts, namely the punch, the punch set, the camber mould and the die retainer. During forming, Mg-Li sheet is placed between the punch and the die retainer, and the silicon dioxide powder fills the upper mould cavity, which forces the sheet into close contact with the camber mould when the punch goes down. The pressure of the powder also acts as a blank-holder force. In this way, the flange part of the component could move to the cavity, thus reducing the thickness reduction at the round corner. The thickness distribution of the finished narrow-mouth box component is illustrated in Figure 15. Similar to results predicted by FEA in Figure 13, the thickness reduces dramatically at the round corner with a thinning rate of about 35%.

The assembly diagram of the mould for the narrow-mouth box.

(a) The cross-section of the finished narrow-mouth box component overlaid with thickness measurement points for LZ91 alloy; (b) The thickness distribution of the component.
Conclusion
The superplastic characteristics, microstructure evolution and forming process of LZ91 Mg-Li alloys at 200°C–300°C were investigated in this study. The following conclusions can be drawn:
The optimal elongation of LZ91 Mg-Li alloys is 812.6% at 300°C under a strain rate of 5 × 10−4 s−1.
The flow stress of the material increases dramatically with strain at high temperature, ascribing to the grain coarsening behaviour.
During superplastic forming, dislocation density is very low at a lower strain rate. Thus, the strain energy induced by plastic deformation is insufficient to initiate dynamic recrystallisation for LZ91 during tension.
A narrow-mouth box component was manufactured by the powder pressure bulging process at 300°C experimentally. The thickness reduces dramatically at the round corner with a thinning rate of about 35%.
Footnotes
Handling Editor: Chenhui Liang
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: National Nature Science Foundation of China (No. 52075448).