
Abstract
Microneedle (MN) delivery system has been greatly developed to deliver drugs into the skin painlessly, noninvasively, and safety. In the past several decades, various types of MNs have been developed by the newer producing techniques. Briefly, as for the morphologically, MNs can be classified into solid, coated, dissolved, and hollow MN, based on the transdermal drug delivery methods of “poke and patch,” “coat and poke,” “poke and release,” and “poke and flow,” respectively. Microneedles also have other characteristics based on the materials and structures. In addition, various manufacturing techniques have been well-developed based on the materials. In this review, the materials, structures, morphologies, and fabricating methods of MNs are summarized. A separate part of the review is used to illustrate the application of MNs to deliver vaccine, insulin, lidocaine, aspirin, and other drugs. Finally, the review ends up with a perspective on the challenges in research and development of MNs, envisioning the future development of MNs as the next generation of drug delivery system.
Keywords
Introduction
Skin is an important organ evolved to protect the body against unwanted influences, such as excessive water loss, invasion of harmful chemicals, and to prevent the pathogens. There are 3 layers in human skin, including the epidermis, dermis, and hypodermis. 1 –3 The stratum corneum is part of the epidermis and the outermost skin layer, which is the primary barrier of skin and consists of 15 to 20 layers of corneocytes. 4 –7
Transdermal drug delivery is an essential alternative to oral and hypodermic administrations to deliver drugs. Compared with oral and hypodermic administrations, transdermal drug delivery can overcome the problem of absorption and degradation of drugs occurring in the gastrointestinal tract or the liver; it is convenient, inexpensive, noninvasive, painless, and self-administrated; as well as it can provide sustained release of drugs to improve patient compliance. 2,8,9 However, the stratum corneum imposes significant restrictions on the successful delivery of drugs, especially the high-molecular-weight drugs. 1,10,11 Therefore, numerous technologies have been developed to enhance the permeability of drugs via stratum corneum, including chemical enhancement approaches, such as applying the chemical penetration enhancers, physical and electrical enhancement approaches, such as thermal ablation, electroporation, ultrasound, jet injection, and microneedles (MNs). 3,10,12 Generally speaking, these methods enhance the delivery of the drugs through stratum corneum either via pore formation or through improved diffusive interaction, and the principles and mechanisms of these methods have been illustrated well in the studies by Zhang 10 and Leite-Silva. 12 Hereinto, MN, as the novel technique to increase the permeability of drugs, has been used widely in recent years.
Microneedle can be single or an array, consisting of hundreds or even thousands of microprojections, with a length up to 2 mm and a diameter up to hundreds of microns, which are attached to a base support. 13,14 The major advantage of MN delivery system is that the system can be used to penetrate into the skin noninvasively and painlessly to improve the safety and comfort for the patients. 2 In addition, MN delivery system can precisely deliver drugs from small molecules to macromolecule (eg, protein, insulin) and vaccine. 15
Since the first concept of MN was proposed as a drug delivery device in a US patent in 1971 by Gerstel and Place, 16 the MNs have been developed for delivery of drugs over several decades. Now, MN has been explored into various structures (out-of-plane MNs and in-plane MNs), materials (silicon, ceramic, glass, metal, and polymer), geometries (octagonal, 15 cylindrical, 17 rectangular, 18 pyramidal, 11,19 –21 conical, 22,23,24 and quadrangular 25 ), and morphologies, that is, solid MN (first reported in 1971 by Gerstel and Place 16 ), hollow MN (first reported in 1971 by Gerstel and Place 16 ), dissolving MN (first reported in 2005 by Miyano et al 26 ), and coated MN (first reported in a patent in 1975 by Pistor 27 ). Meanwhile, a variety of manufacturing techniques (such as etching, micromolding techniques, and lithography) for any MNs mentioned above, comprehensively considering the factors, including materials, structures, morphologies, geometry, and size, have also been reported in numbers of literatures.
In this article, we pay attention to MN as a transdermal drugs delivery system and make an overview of the MN delivery system. First of all, types of MNs are summarized. After that, MNs fabricating techniques based on materials are summarized. Then, the applications of MNs in drug delivery are reviewed. Finally, a perspective on the challenges in research and development of MNs is illustrated. We hope this review, providing the basic information related to MNs, could be helpful for the further researching of MN delivery system.
Classification of MNs
The main purpose of MNs is to penetrate into skin via the microprojections, without hurting any nerves to improve the patient comfort and ensure the safety. Microneedles can be classified into different types based on the parameters, including drug delivery methods, materials, and structures.
Classified by Drug Delivery Methods
Solid MNs
Solid MNs are developed to deliver drugs into skin based on the mechanism of “poke-and-patch” approach. In this approach, solid MNs are penetrated into the skin to disrupt the stratum corneum and create transient microchannels and then a patch with the drug formulations is applied onto the skin so that the drug can diffuse slowly into the skin through the transient microchannels, 1,13,28 –30 as shown in Figure 1A.

Diagrams showing various microneedle drug delivery approaches. (A) Solid microneedles, for skin pretreatment to create microchannels, followed by the application of transdermal patch; (B) coated microneedles, for deposition of drug formulations into the skin, followed by removal of microneedles; (C) dissolving microneedles, incorporated into the substrate of microneedles, remaining in the skin and dissolving over time to release the drugs; and (D) hollow microneedles, for inserted into the skin and continuous infusion of drug through the created microchannels.
The solid MNs are efficient enough to enhance the delivery of drug with wide range of molecules. For examples, Zhang et al 31 fabricated the solid silicon MN arrays with the length of 150 µm to deliver peptides. The porcine ear skin was pretreated with solid MNs and then 4 types of peptides with different molecular weight were used to illustrate the drug permeability. The experiment results showed that the solid MN arrays promoted the delivery of peptides, but the peptides permeability decreased with the increase in molecular weight of peptides. Nayak et al 32 used the “poke-and-patch” method to enhance the permeation of lidocaine hydrochloride. Following solid MNs treatment about 5 minutes, lidocaine hydrochloride was efficiently delivered into the skin and crossed the minimum therapeutic drug threshold in less than 70 minutes. Recently, Bhatnagar et al 33 fabricated the MNs, containing 36 needles in 1 cm2 area, to deliver 2 antibreast cancer drugs, such as tamoxifen and gemcitabine. It was confirmed that the “poke-and-patch” approach greatly enhanced the permeation of gemcitabine.
Coated MNs
Coated MNs are used for transdermal drug delivery based on the “coat-and-poke” manner. Specifically, MNs coated with drug formulation are inserted into the skin, then the drugs dissolve from the MNs and enter into the skin, and finally MNs are pulled out of the skin, 29,34,35 as shown in Figure 1B. This approach is simple because it just takes one step to deliver the drug through the skin. However, the MNs can only be coated with a small amount of drugs, resulting in a very low drug delivery efficiency. 1 Multiple coating approaches have been developed, including dip-coating, 36,37 gas-jet drying, 38 spray coating, 39 electrohydrodynamic atomization (EHDA)-based process, 40 and ink-jet printing, 41 –44 to overcome the drawback of drug wastage and loss, variable coating thickness, and inaccurate drug dosage. These coating approaches are illustrated well in Figure 2. Briefly, the dip-coating process is a simple process to coat the MNs. As shown in Figure 2A, the MNs are dipped into the formulation and then removed from the formulation to form a liquid film on the MNs. Finally, the liquid layer dries to form a solid film coating on the MNs. Gas-jet drying was proposed to overcome the slow drying process, which always induce the reducing and varying dose in the dip-coating process. The gas-jet can disperse a small amount of coating solution to wet the MNs, remove the excess coating solution, and dry the coating solution simultaneously, as shown in Figure 2B. Spray-coating process is similar to the conventional coating method to obtain the film coating on the MNs. As shown in Figure 2C, there are 3 steps to form the intact film coating. The spray coater generates the formulated microdroplets, such asatomization. After that, the droplets deposit and adhere onto the surface of the MNs and then the drops coalesce to form the film coating on the substrate. The principle of EHDA process is that the atomized droplets are produced by electrical force. The atomized liquids jet out of the capillary nozzle exit by jet and then are collected onto the electrically grounded substrate below the nozzle tip, as shown in Figure 2D. In the ink-jet printing process, as shown in Figure 2E, the microdroplets are ejected by a piezoelectric dispenser onto the surface of MNs to form the uniform, accurate, and reproducible coating films. The droplet size depends on the parameters, such as amplitude, pulse width, and excitation frequency. More illustrations of these approaches are discussed by Haj-Ahmad et al. 9
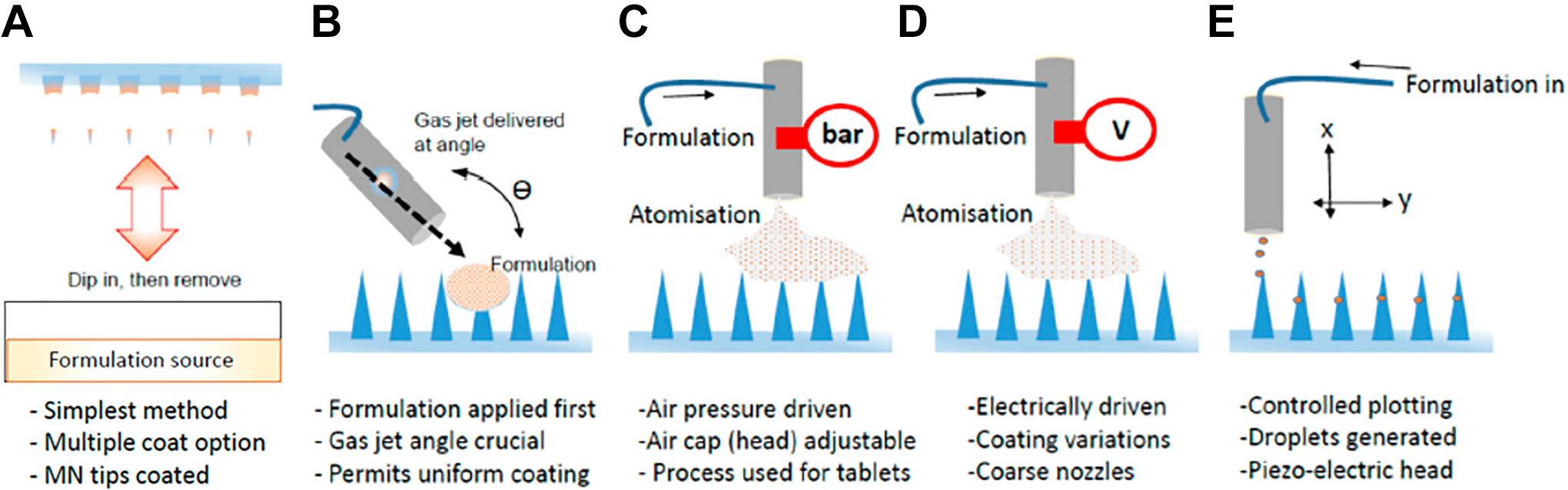
Illustration of coating approaches used to coat microneedles: (A) dip-coating, (B) gas-jet drying, (C) spray coating, and (D) electrohydrodynamic atomization–based process, and (E) ink-jet printing. (Images reprinted with permission from Haj-Ahmad et al. 9 )
Besides, numbers of proper surfactants, such as utrol F-68 NF 36 and poloxamer 188, 38 and thickening agents, such as alginic acid 45 and CpG, 46 were used to facilitate MN coating, and stabilizer, such as trehalose, was used to reduce the damage of bioactive drugs in the process of coating/drying. 47 In addition, optimizing MN structures (eg, grooves, 48,49 pockets, 50 nanopatterning, 51 pores 52 ) was employed to increase coating amounts or facilitate the delivery of drugs into the skin.
Coated MNs can be used to deliver various drugs into the skin. For example, Baek et al
18
fabricated the biocompatible coated MNs made of poly (
Dissolving MNs
Dissolving MNs deliver drugs into skin based on the mechanism of “poke-and-release” method. Quite different from “poke-and-patch” method, drugs are usually encapsulated within MNs, and MNs remain on the skin after being inserted into the skin and then the drug releasing is realized when MNs completely degrade or dissolve in the skin, 1,8 as shown in Figure 1C. These MNs have various advantages, such as easily-made, convenient, and high drug loading. 53 Furthermore, these MNs can eventually dissolve in the skin, thus leaving no biohazardous sharp waste and ensuring a safe disposal for remaining MNs. 54
To date, minimally invasive dissolvable MNs are effective and convenient for transdermal drug delivery. Li et al 55 fabricated the dissolving MNs made of polylactic acid (PLA) for the delivery of insulin using thermal micromolding technique. The relationships between MN dimensions, drug concentration, drug viscosity, administration time, and drug penetration into the skin were discussed. It was concluded that the shorter MNs had a better mechanical stability, while the longer MNs were more appropriate for drug permeation. The increasing of drug concentration induced the increasing of drug permeation amount, but not affected the drug permeation rate. However, with the increase in drug viscosity, the drug permeation amount decreased. Prolonging the administration time on the skin at 1 hour, the drug permeation amount achieved to a stable value and essentially unchanged after 1 hour. The in vivo study revealed that dissolving MN system promoted the insulin absorption to reduce the blood glucose levels to 29% of initial level at 5 hours. Bhatnagar et al 20 fabricated the dissolvable MNs made of the mixture of polyvinyl alcohol (PVA) and polyvinylpyrrolidone (PVP) for the codelivery of doxorubicin and docetaxel. It was concluded that the pyramidal-shaped MNs fully dissolved within 1 hour after inserted into the excised skin, reduced the tumor volume and tumor weight in 4T1 tumor-bearing athymic nude mice, and indicated greater survival compared with intratumoral injection. Besides, Sullivan et al 54 fabricated the PVP MNs to deliver influenza vaccine. In detail, the MNs have a length of 650 µm and a diameter of 20 µm in the tip. The MNs dissolved 89% ± 3% (by mass) after 5 minutes application in ex vivo study and 83% ± 6% (by mass) after 15 minutes application in in vivo study and induced a strong cellular and humoral immune response after a single immunization with a low antigen dose, which can confer protective immunity against fatal viral challenge.
Hollow MNs
Hollow MN deliver drugs via the “poke-and-flow” approach. Similar to the hypodermic injection, the liquid drug can continuously flow into the skin via the holes in the hollow MNs driven by the pressure, as shown in Figure 1D. Hence, the flow rate of drug can be accurately controlled by special equipment, such as micropump. 34 Comparing with the solid MNs, hollow MNs are likely to promote force-driven fluid flow, thereby allowing faster drug delivery rates. Furthermore, the painless, long-term, and continuous drug delivery can be achieved by hollow MNs with precise and tunable dosage according to the need of the patients.
Hollow MNs have also been extensively used to deliver various drugs. For examples, Vinayakumar et al 56 developed a hollow stainless MN to deliver insulin into a diabetic rat. In detail, the hollow MN array with a height of 300 µm and an outer diameter of 110 µm at tip and 150 µm at the base was fabricated using femtosecond laser micromachining. The insulin was delivered into the dermis of the rat skin through hollow MN by peristaltic pump. The insulin successfully diffused into the blood stream and the blood glucose level significantly decreased to the normal level after 5 hours, indicating that the hollow MNs can efficiently replace the subcutaneous insulin delivery. Pamornpathomkul et al 57 used the hollow MNs combined with a nanocarrier delivery system to deliver plasmid DNA vaccine encoding ovalbumin. It was concluded that this complex system was good at enhancing the permeation of plasmid DNA vaccine encoding ovalbumin into skin, without inducing infection or pinpoint bleeding and inducing a strong immunoglobulin G immune response. Besides, hollow MNs are suitable for the blood extraction based on the transportation mechanism of poke and flow. Li et al 58 fabricated a hollow MN by drawing lithography technique. In detail, the hollow MN with a bevel angle of 15° has a length, inner diameter, and tip diameter of 1800, 60, and 120 μm, respectively. The hollow MNs are penetrated into the skin without rupture and extracts 20 mL mouse blood in vivo, indicating that the hollow MNs have potential applications in blood analysis systems for diagnosis.
Classified by Structure of MNs
Microneedles can be divided into 2 types based on the structures, including in-plane and out-of-plane MNs. The out-of-plane MNs show that the length of MNs is perpendicular to the substrate, 59 –61 as shown in Figure 3A. It is easy to enhance the efficiency of drug delivery on large areas of skin by out-of-plane MNs through increasing the density of MN arrays. Out-of-plane MNs can be hollow or solid MNs. Furthermore, it is also easy to manufacture the out-of-plane MNs, and the out-of-plane MNs have widely used to deliver drugs, as shown in Table 1. However, it is a challenging task to fabricate the out-of-plane MNs with high aspect ratio structures. 69 In contrast, the in-plane MNs show that the length of MNs is parallel to the substrate, 69,70 as shown in Figure 3B. The in-plane MNs can be produced into production with a wide range of lengths and easily combined with the microfluid chip techniques, but the density of in-plane MNs cannot be high enough. 1,2,8,113 Until now, only some literatures have been reported related to the in-plane MNs to deliver drugs, as shown in Table 1. For examples, Li et al 70 fabricated the in-plane silicon MNs with conical structure, tapering smoothly from the base to the apex by micromachining method. The surface of the MNs was treated with oxygen plasma to make the surface hydrophilic. These in-plane MNs were robust enough to penetrate porcine skin, being intact after the repetitive penetration. Khandan 81 developed the in-plane titanium (Ti)-based MNs for passive ocular drug delivery. In detail, the in-plane MNs with length from 500 to 1500 μm, width from 50 to 200 μm, thickness of 50 μm, and needle tip angle of 60° were developed using methods of photolithographic patterning and dry-etching. The results showed that the MNs were stiffness enough for reliable corneal insertion and provided potential for enhanced safety. Additionally, Kolli and Banga 25 fabricated the solid maltose in-plane MNs for transdermal delivery. The in-plane MNs were manufactured to be 508.46 ± 9.32 µm in length with a radius of curvature of 3 µm at the tip, and to create microchannels with 55.42 ± 8.66 µm in diameter in the skin to improve the delivery of nicardipine hydrochloride.

(A) Out-of-plane and (B) in-plane microneedles.
Overview of Microneedle Arrays Manufactured by Various Methods Based on Materials.

Abbreviations: AP, amylopectin; CMC, carboxymethyl cellulose; EDM, electric discharge machining; MNs, microneedles; PEGDA, polyethylene glycol diacrylate; PCL, polycaprolactone; PGA, polyglycolic acid; PLA, polylactic acid; PLGA, polylactic-co-glycolic acid; PLLA, poly (
Classified by Materials of MNs
Traditionally, materials used for MNs are inorganic materials, metals, and polymer. We subsequently introduce each type of materials in detail.
Inorganic materials
The inorganic materials used to fabricate MNs are silicon, 62,63,70,114 glass, 115 –117 and ceramic. 74,75 Until now, the inorganic materials have been used as structural materials to fabricate solid MNs, coated MNs, and hollow MNs. 39,61,63 –65,70,75,76,118 Hereinto, silicon is the most common inorganic materials for manufacturing various MNs. The silicon is relative high hardness; therefore, the silicon MNs are easily to be penetrated into skin. However, silicon MNs are easy to break off during the process of insertion into the skin due to the fragile property. Therefore, these MNs may stay underneath the skin after used and induce inflammation because silicon is not well established as biocompatible materials like some polymers and metals (such as Ti, stainless steel [SS]), which limits their wide applications. 1,8,66 Glass is also a kind of brittle material, and the glass MNs may meet the same problems after penetrated into skin. Ceramic has generated great interest from researchers over years and also widely been used to produce MNs. Alumina, zirconia, and calcium sulfate hemihydrate are commonly used to fabricate MNs. However, most sintered ceramics (eg, alumina) are brittle and nonresorbable, which may induce unwanted inflammation after breaking in the skin. 75,119 Hence, biodegradable bioceramic MNs (BCMNs) have been developed and proved to have improved mechanical strength to be penetrated into the skin, without keeping so much biohazardous sharp waste in the skin. Moreover, the BCMNs can control the drug release well via controlling the factors, such as the porosity, surface, and degradation. 75,76
Metal
Various metals, such as SS, 51,61,84,88 Ti, 81,83,120 and nickel (Ni),92 have been used as structural materials to fabricate solid MNs, coated MNs, and hollow MNs. Metals have strong mechanical strength and toughness for the transdermal drug delivery system. 53 However, metals are nonbiodegradable, which may produce unwanted biohazardous tip waste induced by the broken MNs left behind in the skin, even though some metals, such as SS and Ti, have been safely used as biomaterials in medical treatment for decades. 121,122
Polymer
Nowadays, polymeric MNs have attracted great attention of researchers because most polymeric MNs are biocompatible and biodegradable to avoid harsh side effects in the skin, providing a safe device for the delivery of drugs. 30,104,112,123 Polymeric materials have been efficiently fabricated into solid MNs, coated MNs, dissolving MNs, and hollow MNs, including polymethyl methacrylate, 21,97,124 PLA, 55,94,112 polyglycolic acid, 101,98 polylactic-co-glycolic acid), 95,125 PVP, 22,54,104,126 polycaprolactone (PCL), 102,127 PVA, 103,105 and carboxymethyl cellulose (CMC). 106,128,129 However, most polymers are too soft to induce the buckling failure during the insertion process. 8 Therefore, some complex structural materials such as PCL-polyethylene glycol (PCL/PEG), 127 CMC-amylopectin, 106 PVP-cyclodextrin, 130 and PVA-PLA 131 are used to prepare the MNs to increase the mechanical strength during insertion process. Besides, geometry properties of polymeric MNs have been investigated well to improve the mechanical strength. For example, Li et al 55 systemically investigated the mechanical stability of PLA MNs, evaluated by the relationship between percentage of successful insertions and the number of MNs on the patch. In detail, the MN array with heights of 0, 600, 700, and 800 µm were prepared and used to treat porcine cadaver skins. The results showed that the MN patches with lower height resulted in better mechanical strength. Chen et al 102 fabricated MNs with various types of aspect ratio and the results demonstrated that the MNs with a smaller aspect ratio also exhibited higher mechanical strength. Gittard et al 132 also proved that a decrease in the aspect ratio of MN induced to an increase in mechanical strength. Recently, a type of MN array with separable arrowhead was fabricated. This MN array combines the mechanical strength of metal and dissolving property of polymer to eliminate biohazardous sharp waste and improve strength of MNs so as to be penetrated into skin for the enhancing capacity of delivering drugs. 133
Other materials such as sugars (eg, maltose, trehalose, sucrose) are also attractive materials to fabricate the dissolving MNs. For example, Loizidou et al 134 fabricated the MNs based on sugar materials of CMC/maltose, CMC/trehalose, and CMC/sucrose, respectively, by the vacuum deposition method. Nguyen and Banga 135 also prepared the MNs based on maltose by micromolding technique. The maltose MNs can rapidly dissolve and increase the permeability of drugs through skin.
Fabrication of MNs
To accurately produce the microstructures of the MNs, many researchers have attempted to develop fabricating methods of MNs based on the materials. Table 1 presents an overview of various techniques to fabricate the MNs made of polymer, inorganic materials, and metal.
Fabrication of Inorganic Material MNs
Since the first solid MNs made of silicon by reactive ion etching (RIE) 136 was reported, the techniques to fabricate the silicon MNs have been developed for years. Not only wet-etching and dry-etching but also electrochemical micromachining have already been used to fabricate silicon MNs, such as solid, hollow, in-plane, and out-of-plane MNs. These methods have also been used together to make silicon MNs. For example, Jurčíček et al 61 prepared the hollow silicon MNs with a height of more than 100 µm and a hole diameter of 10 to 25 µm under the condition of 40% KOH solution and a water bath temperature of 87°C using the deep RIE and anisotropic wet-etching technique. These manufacturing techniques in Table 1 offer the potential for high production of MNs, but the processing of some methods for making silicon MNs requires clean room and the manufacturing methods for MNs are relative expensive and complicated. 2,8,35
Micromolding is the most common method to make BCMNs or ceramic MNs. Generally, in this fabricating method, the MN master templates were first prepared by microfabrication methods, after that the ceramic slurry was filled into the cavities of molds, and then the ceramic MNs were formed when the ceramic materials were dried. 119 Traditionally, poly(dimethyl siloxane) mold 74,77 was usually used to fabricate ceramic MNs or BCMNs with nanopores. The porosity, grain size, and morphology of MNs can be controlled well through slurry process. 137 Cai et al 76 have prepared the BCMNs with flexible and self-swelling substrate (BCMN-Gs) by the micromolding technique. The process of micromolding technique used to produce this BCMNs is illustrated in Figure 4. Briefly, the homogenous paste, which is the mixture of α calcium sulfate hemihydrate and water, was filled in the cavities of the negative replica and then the needles formed after cured in the ambient conditions. Finally, the warmed gelatin solution was poured on the top of the mold and cross-linked in the desiccators overnight under ambient conditions. In addition, 2 photon polymerization micromolding was also developed to fabricate the ceramic MNs. 7 8,138

Micromolding process to fabricate BCMN-G. BCMN-G indicates bioceramic microneedle with gelatin substrate. (Images reprinted with permission from Cai et al. 76 )
Glass MNs are usually manufactured by pulling of glass rods using pipette puller. 115 –117,139 For example, Mahadevan et al 116 used a pipette puller to fabricate the glass MNs based on borosilicate glass capillary tubes. Peter et al 139 fabricated the MNs with fine gradually tapered shape (angles between 0.02° and 0.66°) by pulling of borosilicate glass rods using a micropipette puller. The MNs were cut into different finial length by platinum wire. After that, the tips were fire polished until smooth and then the MNs were bent into a 90° cantilever by the microforge.
Fabrication of Metal MNs
Ti and SS are the 2 types of metals to fabricate MNs due to their biocompatibility and good fracture toughness. Various fabricating methods, including dry-etching, wet-etching, laser cutting, electroplating (or electrodeposition), micromilling, electric discharge machining (EDM), and micromolding techniques, have been used either alone or in combination to make Ti or SS MNs, as shown in Table 1. Ni, as a common metal, has also been used to make hollow and solid MNs by electrodeposition or electroplating. Other methods, such as twisted-light laser ablation 140 and electrochemical corrosion, have been developed to make metal MNs. Hereinto, electrodeposition and laser machining are often used to produce the hollow metal MNs.
Fabrication of Polymeric MNs
Polymer materials are now widely used to fabricate the MNs because polymers are inexpensive and easy to mass production due to their uncomplicated fabrication and low cost. 1,3,141 –143 The most common manufacturing technique for polymeric MNs is micromolding method, including hot embossing, injection, and casting. 144 –148 After the master mold for MNs are fabricated, MNs can be produced efficiently and stably via micromolding techniques until the mold breaks. These maser molds with desired microstructures were usually produced via techniques such as LIGA (the abbreviation of lithographie, galvanoformung, and abformung), EDM, micromilling and microgrinding techniques, and laser percussion drilling, which have been described in detail in the reference. 149 Other methods, such as photolithography, heat imprint lithography, and laser writing, were also used to fabricate polymeric MNs. Dardano et al 108 have used the photolithographic approach to fabricate MNs made of polyethylene glycol diacrylate (PEGDA) with different shape, length, and tip. In the group of Kang, 109,110 photolithographic approach was widely used to prepare the polymeric MNs. Recently, the 3-dimensional printing has been developed for polymeric MNs. All these methods have been achieved based on the advantage of versatility of polymer, including viscosity, dissolution properties, and postmodification. 13,150 –156
Application of MNs
Microneedles are convenient, safe, and painless enough to achieve the comfort of patient and now widely used in transdermal, ocular, and intracellular delivery. 10,12,34,131 Hereinto, transdermal drug delivery is the main area for the application of MNs.
Microneedle Delivery of Vaccine
Traditionally, most vaccines are administered intramuscularly or subcutaneously, and the route of administration is relatively painful. Today, MNs array system has been widely studied for delivery of vaccine and is comparable to the conventional routes of administration.
DNA vaccines are considered to be the effective candidates of conventional vaccines because they can generate strong cellular and humoral immune responses, are inexpensively, and can be manufactured easily. 51,157,158 However, DNA vaccines often exhibit an immune response weaker than expected when administered intramuscularly to patients because of the low efficient delivery of plasmid DNA into host cell, which induces the low expression of encoded antigen. 159 Thus, a suitable DNA vaccines delivery system is considered a key method to improve the immunization results. Microneedles can deliver DNA vaccine into the skin to improve the immune responses induced by the enhancing expression of encoded antigen and become an effective delivering method for DNA vaccines.
Kim et al 158 used the MNs coated with pH-responsive polyelectrolyte multilayer assembly to deliver functional polyplexes containing DNA vaccines. It was concluded that in in vivo experiment on mice, compared with the traditional subcutaneous injection method, MNs were able to release polyplexes rapidly into skin and induced strong humoral immune response. The mechanism of polyplexes containing DNA vaccine releasing from MNs is shown in Figure 5A. In brief, after the 16 bilayers of heparin and albumin were coated alternatively on the MNs, cationic polyplexes containing plasmid DNA were deposited on the outermost of heparin film layers via electrostatic interaction. Finally, multilayer films rapidly disintegrated to release polyplexes from MN arrays after inserted into skin at pH 7.4. In addition, Man-DA3 is utilized to form the polyplexes for target gene delivery to the resident antigen-presenting cells (APCs) into dermis, and dermal APCs can express high levels of mannose receptors and mannose receptor-related receptors. The mechanism of delivery of polyplexes with surface mannose moieties into intradermal resident APCs after release from the MNs was illustrated in Figure 5B.

(A) Description of functional polyplexes released from MNs coated with pH-responsive PMA after applied on the skin. (B) Illustration of delivery of polyplexes with surface mannose moieties to intradermal resident APCs after releasing from MNs. APC indicates antigen-presenting cells; MNs microneedles; PMA, polyelectrolyte multilayer assembly. (Images reprinted with permission from Kim et al. 158 )
Zhang et al 159 conducted the experiment of delivery of DNA vaccine by MNs with pyramid shape on the shaved mouse ear pinna or dorsal skin. The results showed that the MNs can be superior to conventional syringe injection in respect of both protein expression resulting from intradermal delivery of DNA vaccine and immunogenicity. Microneedles also prolonged the protein expression compared to the syringe injection. For example, MN delivery gave a 18.6-fold higher level of green fluorescent protein expression in the ear and more than 4-fold higher in dorsal skin than syringe injection.
Every year, there is about 3 to 5 million serious diseases and 250 000 to 500 000 deaths induced by influenza. 160,161 Vaccination is the main method to control seasonal influenza via improving protection against the illness and reducing the risk of death and hospitalization caused by influenza-related complications. 162 The MNs array system has been investigated for influenza immunization due to the efficient and precise delivery of vaccine. Kim et al 47 used the fabricated SS-coated MNs to deliver influenza vaccine into skin. After coating the SS MNs with the optimized vaccine formulation, vaccine delivered into the skin via MNs induced strong systemic and functional antibodies, and provided complete protection against fatal challenge infection, similar to conventional intramuscular injection. Later on, Kim et al 45 investigated the SS-coated MNs to deliver influenza virus-like particle vaccine into skin. It was also concluded that the vaccine generated strong antibody response and provided full protection against high-dose fatal challenge infection. Numbers of human trials for assessing the safety, tolerability, and immune response generation with various MN devices, such as MicronJet (Nanopass Technologies Ltd., Ness Ziona, Israel) 160 and BD Soluvia (New Jersey, USA), 163 have been conducted. Bhatnagar et al 2 have already reviewed in detail the successful application of these MN devices on the delivery of influenza vaccine and the results reveal that the influenza vaccine is well against influenza. In summary, MN array system provides an important advance in the delivery of vaccine to enhance the strong cellular immunity, indicating that MNs will have a great influence on drugs used for vaccination in the future.
Microneedle Delivery of Insulin
Diabetes mellitus is a complex metabolic diseases caused by abnormal insulin level in the whole world. Its main manifestations are increased glucose production in the liver and decreased clearance of glucose into muscle and fat, resulting in obvious hyperglycemia in the blood. 10,164–165 There is approximately 425 million adults suffering from diabetes, and the number of globally diabetic patients is estimated to be 439 million by 2030. 10,53,166 Insulin administration is required to control blood glucose levels for patients suffering from various types of diabetes. Traditionally, the delivery of insulin is conducted by methods ranging from smaller gauge needles to insulin pen to insulin jet injector and to insulin pump. 167 However, the exogenous insulin delivered by these methods does not closely match the physiological release of insulin, which often causes inadequate glycemic control and subsequent negative consequences. For example, too low dose of insulin will induce the blindness and kidney failure for patients, while too high dose of insulin will induce hypoglycemia, which will cause seizures, loss of consciousness, and even death. 53 Microneedle delivery system is the expected technique to deliver the insulin, closely matching the need of patient. Numbers of published literatures have grown steadily these years, showing that the MN delivery system is attractive carrier for insulin delivery.
Ling and Chen 168 fabricated a dissolving MN patch composed of starch and gelatin for the transdermal delivery of insulin to diabetic rats. The dissolving MNs were administrated by a homemade applicator to the diabetic rat, as shown in Figure 6. It was concluded that the dissolving MNs are strength enough to penetrate into skin painlessly and completely dissolve after being inserted into the skin for 5 minutes. Insulin was rapidly released into skin, resulting in similar hypoglycemic effect in rats like a subcutaneous injection.

The schematic illustration of the microneedles used for delivery of insulin. (Images reprinted with permission from Ling and Chen. 168 )
Resnik et al 118 used the hollow silicon MNs with length of 220 μm, out diameter of 130 μm, and inner diameter of 50 µm to deliver insulin. The in vivo results implied that the hollow MNs improved transdermal delivery of fast-acting insulin without causing any skin irritation or inflammation at the delivery sites. At almost the same injection dose, compared with the subcutaneous injection, hollow MNs showed no significant decrease in glucose level, but significant increase in serum insulin. Zhang et al 169 used the calcium ion cross-linked alginate/maltose composite MNs with pyramidal shape to deliver insulin into rats. These prepared MNs exhibited strong mechanical properties with the maximum failure force of about 0.41 N/needle to be penetrated into the skin. It was concluded that the MNs successfully triggered the releasing of insulin and had obvious and effective hypoglycemic effect compared with subcutaneous injection. Additionally, Yu et al 77 used the fabricated BCMNs for insulin transdermal delivery. The made MNs were strength enough to be penetrated into skin. Insulin released from the MNs also exhibited an effective and obvious hypoglycemic effect. There are still many other literatures related to insulin delivered by MNs, which have not been illustrated in this review. Jin et al 170 have comprehensively introduced the MNs for insulin delivery in clinical trials. It was indicated that the MNs for insulin delivery are expected to pave the way for noninvasive regulation of glucose level for diabetic patients.
Microneedle Delivery of Other Drugs
Lidocaine is a class drug for local anesthesia and is usually delivered for pre- and postoperative anesthesia either alone or in combination with other drugs. 99,171 Transcutaneous injection are often used to deliver lidocaine. However, the traditional method can cause local and systemic effect to the patients, including unpleasant feeling (eg, fear, pain, anxiety), erythema, and edema occurred in topical application, increasing risk of unexpected diffusion and inadequate placement of lidocaine. 172,173 Hence, MN delivery system has been investigated to be an alternative traditional delivery method of lidocaine.
Kathuria et al 171 used the MNs made of PEGDA by photolithography to deliver lidocaine into skin. The in vitro and in vivo experiment results showed that MN can deliver lidocaine into the skin perpendicularly and release the active ingredient to alleviate acute and chronic pain. Zhang et al 99 fabricated the coated MNs via injection. The lidocaine was coated to the MNs by dip-coating process. The MN was used to deliver lidocaine into the skin of swine. The in vivo results revealed that the lidocaine dissolved rapidly off the MNs into skin within seconds and induced local analgesia about 1 minute, facilitating routine or emergency procedures. Additionally, Baek et al 18 also prepared the coated MNs made of PLLA using micromolding technique for the delivery of lidocaine into porcine ears. Dip-coating device was used to coat lidocaine onto the MNs. The results revealed that the lidocaine on the MNs was released into phosphate-buffered saline within 2 minutes and its storages stability could last for 3 weeks at different temperatures. These MNs also showed more efficient delivery of lidocaine than the commercial EMLA cream.
Acetyl salicylic acid (ASA, aspirin) is commonly used for pain relief and anti-inflammatory and cardiovascular treatment. Due to the gastrointestinal side effects and low bioavailability of oral administration, MNs delivery system is becoming an alternative method for the delivery of ASA. 174,175 Olatunji et al 175 conducted the experiment on the delivery of ASA on the porcine skin. The result revealed that the release of ASA from fish scale biopolymer transdermal patches via the “poke-and-patch” method was greatly enhanced after pretreating the porcine skin with the solid metal MNs.
In addition, MNs are widely used to deliver other large-molecular-weight drugs, such as protein, 28,176 DNA, 177,178 and peptides, 31,179 and small-molecular-weight drugs, such as dyclonine developed for topical anesthesia, 180 zolmitriptan developed for acute treatment of migraine, 181 naltrexone used to treat opiate and alcohol dependence, 182 and so on. Besides, MNs can be also one of the methods used to detect the tumors 183,184 and to continuously real time monitor alcohol, 185 glucose, 186 and so on for patients, since they can be penetrated into skin with negligible damage or pain.
Conclusions and Outlook
After the first MN reported for the drug delivery in 1971, MNs have been developed over 4 decades. Compared to the traditional drug delivery system, MNs have been demonstrated to be safe and successful enough to deliver various drugs. So far, MNs have been made of a variety of materials, including polymers, metals, silicon, ceramics, glass, and sugar. Researchers have already made great achievements in the fabrication techniques of MNs based on these materials. Solid, coated, dissolved, and hollow MNs have been developed to deliver drugs with wide range of molecules. Furthermore, the in-plane and out-of-plane MNs are also fabricated for the special requirement in the delivery of drugs.
Despite great successes of the MNs in the transdermal drug and vaccine delivery, there still exist some challenges for the long-term use of MNs. One of the challenges of MNs is that although doses and delivering rate of drug can be controlled well by MNs through some devices, and some MNs can be used to monitor situation of patients, most current MNs are unable to change the delivery parameters in time upon the changing condition of patients. Hence, it is urgent to develop the super-MNs in the future, which are consisted of MNs, biosensor, bioelectronics, automation, and so on, and are able to monitor patient conditions, rapidly change the delivery parameters (such as pH, temperature, and dose) in response to the information of patient, realize the diagnostic and treatment purpose simultaneously, and increase the compliance of patient with the minimal side effects.
In addition, there are already some MN devices on the market, which have brought good clinical outcomes for the delivery of insulin, influenza vaccine, and lidocaine. However, most MNs are still in experimental phases. To move more MNs into market further, narrowing the gap between laboratory research and clinical applications is a must in the future. To achieve this goal, manufacturing process should be optimized and validated to the current manufacturing standards, and more comprehensive in vivo study and clinical trials are important to achieve the requirements of regulatory system. Moreover, MNs should be designed well to balance the pain, mechanical strength, quantity of drugs, and stable drug formulation; be fabricated with a relatively low cost to obtain sufficient and reproducible penetration; and be easily handled by all patients.
In spite of these problems, due to the unique properties of MNs, more efficient and advanced MN system will be developed for the market in the near future. Definitely, MNs system for transdermal drug and vaccine delivery will have a great impact on the future medicine.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was supported by the National Natural Science Foundation of China (Nos. 51673020 and 51173015), the Fundamental Research Funds for Central Universities (No. JD1910), and the Talents Introduction Project in Beijing University of Chemical Technology (No. buctrc201909).