
Abstract
The demand for sustainable materials is increasing in the textile industry. This study examines the mechanical and comfort properties of blended yarns and fabrics composed of organic cotton and pineapple leaf fiber (PALF) in various blend ratios. Blends were prepared with organic cotton/PALF ratios of 90/10, 80/20, and 70/30, with yarn counts of 10 and 16 Ne, and twist multipliers of 4.3 and 4.8. Key parameters, including tensile strength, elongation, tear strength, stiffness, abrasion resistance, air permeability, and moisture management of the fabric, were assessed to determine the feasibility of these blends for textile applications. The results revealed that higher PALF content enhanced the tensile strength of the yarn, with the highest breaking force observed at 856.80 cN for the 70/30 blend with a 4.8 twist multiplier. Additionally, fabrics with a higher percentage of PALF exhibited higher air permeability and moisture management, achieving maximum moisture management of 0.75, making them suitable for applications where breathability and moisture control are required. However, higher PALF content also led to reduced abrasion resistance, with cycles ranging between 16,000 and 18,000, slightly lower than those of higher organic cotton content blends. These findings highlighted the potential of organic cotton/PALF blended fabric, especially in a 70/30 ratio, as a viable, sustainable alternative to conventional cotton textiles in applications with enhanced comfort and mechanical performance.
Keywords
Introduction
Efforts to reach net-zero emissions by 2050 have driven extensive research on future greenhouse gas (GHG) projections (IPCC Sixth Assessment Report, Mitigation of Climate Change, 2022). 1 The Intergovernmental Panel on Climate Change (IPCC) has been developing emission scenarios through 2100 since 1990, considering factors like population growth, economic shifts, and technological progress. 2 To address global warming, initiatives like Climate Action Tracker have merged forecasts from various strategies to reduce CO2 and other greenhouse gases. While essential, the textile and apparel industry is a major CO2 emitter, responsible for 6%–8% of global emissions, or about 1.7 billion tons annually. 3 To reduce environmental impact, the industry is increasingly using eco-friendly, renewable fibers, supporting a sustainable approach that aligns with the United Nations’ Sustainable Development Goals. The textile industry is one of the oldest and biggest industrial sectors; thus, it has an influential place in the world economy. However, the environmental impact of this industry has become a critical issue in the last few decades. 4 Since it is the second biggest manufacturing industry in the world, after agriculture, it contributes significantly to environmental problems related to high pollution, high water intake, and large amounts of waste and by-products.5,6 This has been fueling a global shift toward more sustainable practices, with a growing focus on the use of natural fiber, due to helping take down the ecological footprint created by synthetic materials.7,8 Natural fibers certainly are highly demanding due to the fact that they are biodegradable, renewable, and require less energy in their production, making them more environmentally friendly.9,10 Recently, organic cotton has become a major natural fiber in the textile industry due to its enormous ecological benefits. Organic cotton cultivation strictly excludes synthetic pesticides or fertilizers and thus is likely to minimize environmental impacts and provide real benefits to biodiversity and soil health. 11 Also, the inculcation of organic cotton farming is, generally, less water-intensive and more importantly, less likely to cause degraded water quality, as estimation says that substantial amounts of water are used up by cotton cultivation. 12 Organic cotton is also associated with improved working conditions for farmers by eliminating exposure to harmful chemicals and more often conducting fair trade that supports rural communities. 13 Despite all these advantages, organic cotton production is nevertheless limited by several factors, including lower yields compared to conventional cotton, higher production costs, and more labor-intensive farming practices. A shortage in its supply and more expensive prices make the textile industry look for other alternative or complementary natural fibers, which will be able to increase sustainability while decreasing costs.
Major pineapple leaf fiber PALF-producing countries are the Philippines, Thailand, India, and some African countries where pineapple cultivation is significant. The Philippines accounts for about 72% of the world’s production of PALF. 14 The global PALF production is estimated to range between 30,000 and 50,000 metric tons annually. 15 Most of these PALFs are utilized in the textile and paper industries. Demand for PALF is increasing because it is lightweight, high in strength, and eco-friendly. PALF is processed from the leaves of the pineapple plant, which are normally burnt or disposed of as agricultural waste after harvesting the fruit. 16 This makes PALF a very good example of upcycling, where waste materials get transformed into valuable products, hence closing the loop of a circular economy. Not only is the extraction of PALF going to add value to agricultural waste, but it will also provide further income for farmers, especially in areas where pineapple cultivation is extensive.17,18
PALF is further distinguished by a high cellulose content, conferring excellent mechanical properties on the fiber with high tensile strength, stiffness, and durability.19,20 These properties make PALF quite useful for a wide array of applications, ranging from textiles and composites to industrial products.21,22 Besides, compared with synthetic fibers, it is lightweight, biodegradable, and has less influence on the environment, thus becoming more favorable. Produced fabrics for textile use were successful, given their strength, flexibility, and durability. 23 It is also used as a reinforcement material in composite materials, improving mechanical performance and the environmental sustainability of the final product. 24 The application of PALF in both textiles and composites will thus enhance the global move toward more sustainable materials to help decrease the environmental impacts from various industries.25 –28
This blend of organic cotton and PALF in yarn and fabric production creates a high potential for innovation in the textile industry. Organic cotton commands much credibility about softness, breathability, and comfort, and hence is suitable for garments and home textiles. 29 However, its somewhat higher price and lesser durability compared with some synthetic fibers make it usable for only some applications. PALF has huge advantages in terms of strength, durability, and environmental sustainability, and thus can make for a very good complementary material to organic cotton. Therefore, blending these two fibers into yarns and fabrics will likely result in textile products combining the finest attributes from both materials: comfort, durability, and sustainability. This may overcome some of the limitations of using each fiber separately.
The research shall be targeted toward establishing the mechanical properties and potential applications of yarns and fabrics resulting from organic cotton and PALF blends. The study shall involve spinning these fibers into yarns and subsequently weaving these yarns into fabrics. The study shall further be replicated with a detailed comparison of their mechanical properties through standardized testing methods that shall include, among others, tensile strength, elasticity, durability, and wear resistance properties. This work thus contributes to the principle of circular economy and biobased material substitution toward the aim of sustainable textile practice with natural and biodegradable fibers that would replace or complement traditional feedstocks. The world textile industry is polluting the environment. Therefore, there is a need to use highly sustainable materials/fibers and their blends for textiles to reduce their harmful effect on the environment. In the current study, for the first time, an organic cotton fiber is blended with pineapple fiber to develop 100% sustainable yarn and fabric for textile applications. In previous studies, pineapple fiber has been blended with conventional cotton, which is not considered highly sustainable. Moreover, by blending organic fiber, the comfort properties of the fabric may also improve. In previous studies, mostly the yarn was developed, and fabric behavior, especially the comfort properties, was not analyzed. In current studies, organic cotton is blended with pineapple fiber to develop yarn and fabric. The mechanical and comfort properties of pineapple/organic cotton blended fabric are reported for the first time in the literature. By reducing synthetic fibers and promoting sustainable ones like organic cotton and PALF, this research will promote eco-friendly textile products to answer dynamic customers’ demand for “green” textiles. 22 The comparative research analysis is given in Tables 1 and 2.

Comparative fiber properties of PALF and selected natural fibers.

Materials and methods
Materials
Organic cotton and pineapple leaf fibers (PALF) were collected from the local market. Organic cotton is cultivated without the use of synthetic pesticides and fertilizers, contributing to its sustainability profile and reducing potential environmental impacts associated with conventional cotton farming. Similarly, PALF is derived from the leaves of the pineapple plant, an agricultural by-product that is typically discarded after fruit harvest. Utilizing PALF not only provides an alternative income source for pineapple producers but also supports waste reduction by repurposing agricultural residues.
Methods
Collection and analysis of fibers
The organic cotton fiber, as shown in Figure 1(a), and pineapple leaf fiber, as shown in Figure 1(b), were collected from the industry, and the properties were tested using a High-Volume Instrument (HVI): the results for organic cotton and pineapple leaf fiber are presented in Table 3.

(a) Organic cotton fiber and (b) pineapple leaf fiber (PALF).
HVI results of Organic cotton and pineapple leaf fibers.

The organic cotton fiber was tested according to ASTM D 4604 by using an HVI machine. PALF diameter was measured by using SEM images. PALF tenacity and elongation were measured according to ASTM D 3822, and denier was measured according to ASTM D 1577.
Yarn and fabric production
The organic cotton fibers and pineapple leaf fibers were mixed in different proportions with two different twist multiplier (TM) settings and two different counts. The number of runs is shown in Table 4.
Design of experiment for yarn development.

Yarns of 10 and 16 Ne were manufactured on the ring spinning machine with different blend ratios of organic cotton and pineapple leaf fiber, with two twist multipliers of 4.80 and 4.30, as shown in Figure 2. The 100% cotton yarn of 10/1 Nec and 16/1 Nec was also developed as a standard sample to compare the properties of PALF blended samples with 100% cotton yarn on the same parameters.

Yarn produced with different blend ratios, count, and twist multipliers.
The yarn was investigated for its physical properties. After the manufacturing of yarn in a ring spinning machine, the yarns are sent for the weaving process to produce fabric from the yarn made by the blend between organic cotton and pineapple leaf fibers with different blend ratios, counts, and twist multipliers. For the weaving process, the weave design, ends per inch, and picks per inch were kept constant. The plain-woven fabrics with 54 EPI (ends per inch) and 44 PPI (picks per inch) were developed from the above-mentioned yarn samples. The same yarn was used in warp and weft directions for fabric development.
Characterization of yarn and fabric
The morphological structure of the organic cotton fiber and pineapple leaf fiber has been analyzed through NOVA NANO SEM (scanning electron microscopy). The USTER TESTER 6 was employed by ASTM standard 1425. This equipment provided comprehensive results for yarn evenness, imperfections index (IPI), and hairiness. Additionally, the USTER TENSORAPID 5 was utilized for the yarn strength and elongation tests, following ASTM D 2256 standards. The yarn samples’ morphology was characterized using an optical microscope at a 1.6× magnification level.
Air Permeability (mm/sec) of both the face and back of the samples was assessed using ASTM D 737 standard. The tests were conducted under controlled conditions, with a temperature of 21°C, relative humidity (RH) of 65%, pressure of 100 Pa, and an area of 20 cm2. For the moisture management of the fabric, AATCC 195 was employed. The tear strength of the fabric for its warp and weft was assessed using ASTM D 1424 standards, and the tensile strength of the fabric for its warp and weft was also assessed using ASTM D 5035. The areal density of the fabric samples was assessed using ASTM D 3776, and the abrasion resistance of the fabric was assessed under the ASTM D 4966 standard. Each yarn and fabric test was repeated three times, with mean values reported. Potential measurement errors were minimized by conducting all tests in controlled laboratory conditions (21°C ± 2°C, 65% ± 5% RH).
Statistical analysis
Descriptive statistics were conducted to summarize the central tendencies and variability of key properties in the organic cotton and PALF blended yarns, such as tensile strength, elongation, air permeability, and abrasion resistance. Using Minitab statistical software, metrics including the mean, standard deviation, minimum, and maximum values were calculated to provide a clear overview of the data’s spread and distribution. Additionally, normal probability plots were created to assess the normality of each variable’s distribution, which is essential for understanding the statistical assumptions behind further analysis. In addition to descriptive statistics, interfacial statistics were applied to test the significance of factors on responses. A one-way ANOVA was conducted for each parameter to examine differences across blend ratios, yarn count, and twist multipliers.
Results and discussion
Cotton yarn and fabric results (standard sample)
The 100% cotton yarn results are given in Table 5.
Cotton yarn (standard sample) results.

The 100% cotton fabric results are given in Table 6.
100% cotton fabric (standard sample) results.

SEM analysis
SEM images of organic cotton fiber and PALF fiber are shown in Figure 3. The SEM image of organic cotton and pineapple fiber reveals distinct structural differences between the two fibers. Organic cotton fibers typically display a smooth, cylindrical surface with slight twists, characteristic of their natural cotton structure. The surface shows irregularities or fine surface fibrils, which are inherent to the cotton fiber’s cell wall. On the other hand, pineapple fibers exhibit a more complex, rough surface with visible ridges and a more fibrous texture. The structure of pineapple fiber is typically more angular or flattened compared to cotton, reflecting its origin from the leaves of the pineapple plant. These differences in surface texture and morphology suggest that pineapple fibers may have different processing requirements and properties, potentially offering benefits in terms of strength and durability.
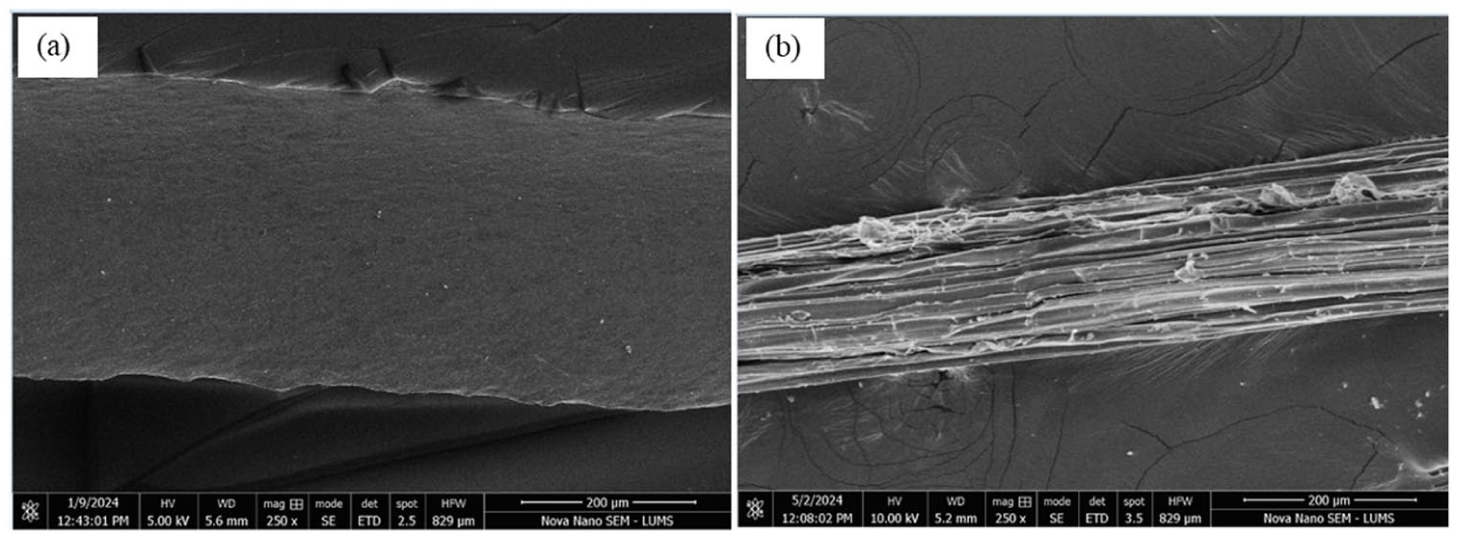
SEM analysis: (a) organic cotton fiber and (b) PALF fiber.
Microscopic images of developed yarn
Microscopic images of developed yarn samples are shown in Figure 4.

Microscopic images of developed yarn samples.
There are variations in fibers’ alignment, uniformity, and surface features from one sample to another in the microscopic images of the yarn samples. Samples 1, 4, 9, and 10 have somewhat smooth and even fiber distribution; therefore, they show a high degree of alignment of the fibers and homogeneous yarn formation, which explains better mechanical properties like higher tensile strength and abrasion resistance. In contrast, samples 2, 5, 6, 7, and 8 show more fiber protrusions and irregularities along the yarn surface, thus indicating a less homogeneous fiber alignment. This could increase the hairiness of the yarn, which might reduce its strength and enhance its wear sensitivity. Samples with more surface irregularities correspond to lower mechanical performance. On the other hand, smoother samples correspond to higher performance metrics. These differences in the alignment of fibers and surface characteristics among these samples could only have resulted from changing the blend ratio, spinning process, and twist multiplier used, which is important for the overall quality and performance of the yarn.
Yarn unevenness, hairiness, and IPI analysis
The results of yarn unevenness, hairiness, and IPI of developed cotton and PALF blended yarn are shown in Figure 5. Results indicate that both the blend ratio of organic cotton to pineapple leaf fiber and the twist multiplier influence yarn properties. Samples with a higher percentage of PALF (30%) usually show more unevenness and hairiness, especially at the lower twist multiplier of 4.3, as in Sample 12. It is attributed to the coarser and stiffer nature of PALF fibers in comparison with organic cotton fibers, which gives rise to more irregularities and surface fibers. On the other hand, samples with higher organic cotton content, such as 90%, would generally tend to have less unevenness and hairiness, particularly when the twist multiplier is increased to 4.8, like Sample 10. Most likely, the higher TM will result in better fiber alignment and cohesion, significantly diminishing the effects of surface hairiness and unevenness. The interaction of fiber blend and twist multiplier, thus, shows that the parameters require strict control to produce optimized yarns, from the strength of PALF and the smoothness of cotton. 34
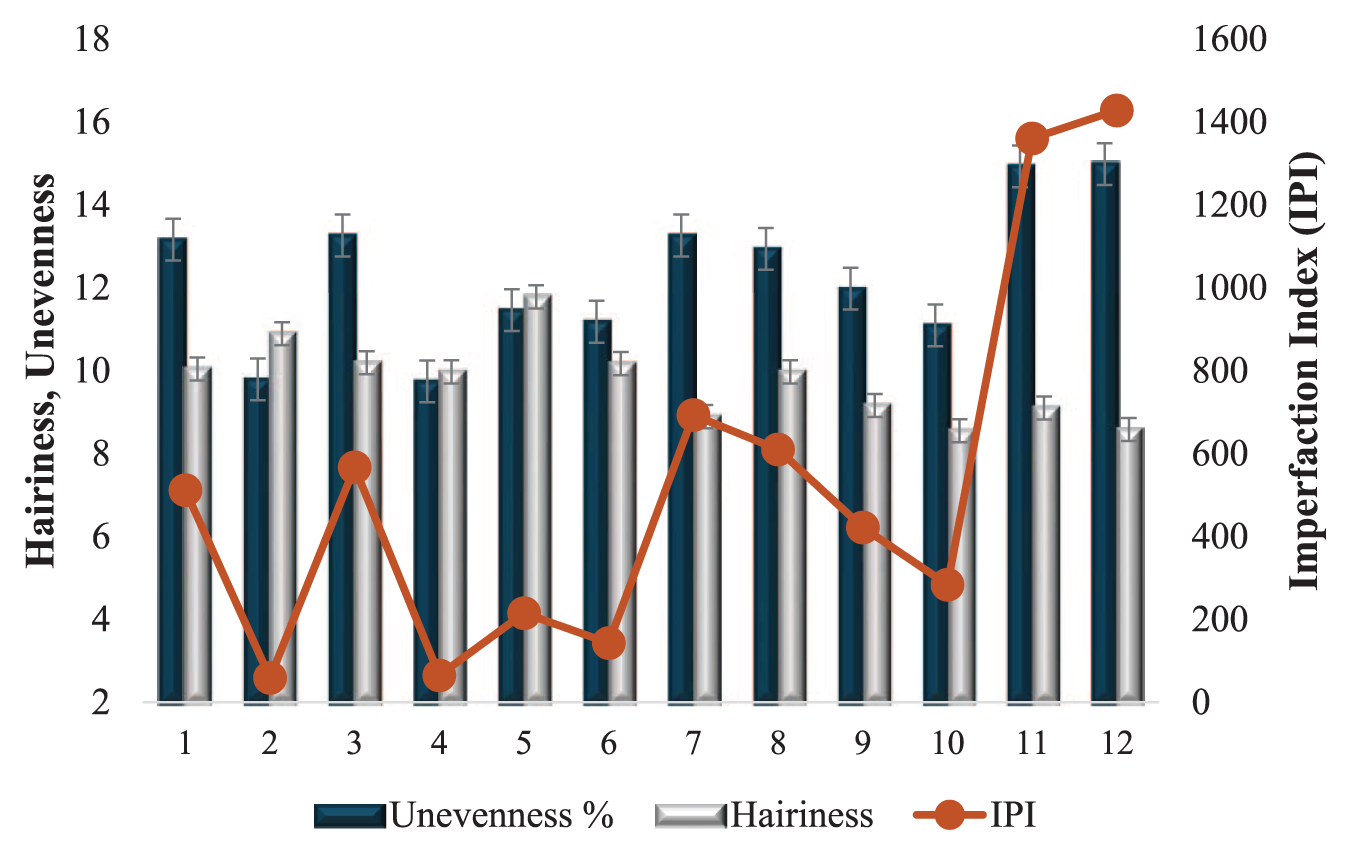
Yarn hairiness, unevenness, and IPI results of all developed samples.
Yarn-breaking force, tenacity, and elongation analysis
The results of breaking force (cN), tenacity (cN/Tex), and elongation (%) of developed cotton and PALF blended yarn are shown in Figure 6. Results also established how the blend ratio related to the twist multiplier and the general properties of the yarn, like breaking force, tenacity, and elongation. Yarns with a high percentage composition of PALF at 30% and low TM, gave lower values of breaking force, tenacity, and elongation, thus indicating that while PALF imparts strength to the yarn, it leads to brittleness when the twist is not sufficient.35,36

Yarn B-force (cN), tenacity (cN/tex), and elongation (%) results of all developed samples.
On the other hand, samples with high organic cotton composition and high TM, such as sample 4, have maximum tenacity and elongation. This is because improved twist enhances fiber cohesion and hence the load-bearing capacity. Again, these samples suggest medium to high unevenness and hairiness. This can be interpreted to show some trade-offs between strength and surface smoothness. For example, the intermediate blend ratios of 80% cotton and 20% PALF also have balanced properties, but the effect of TM is still obvious. Further confirmation is provided by the fact that higher IPI values are obtained in samples with higher content of PALF and lower TM, contributing to irregularities and poor yarn quality.37,38
Fabric GSM analysis
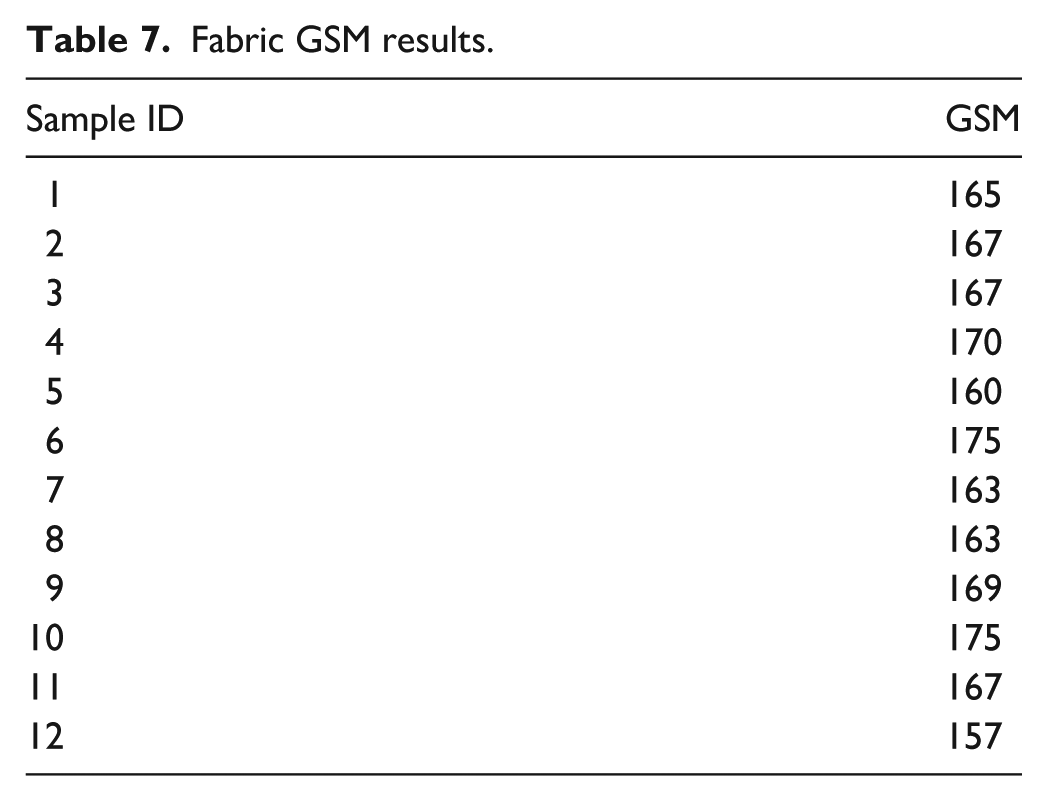
The developed fabric GSM results are given in Table 7. The results indicated that, as the fabric construction is constant, so the GSM is almost same in all developed samples.
Fabric GSM results.
Fabric air permeability analysis
Air permeability results of woven fabric samples developed from organic cotton and PALF blended yarns are shown in Figure 7.
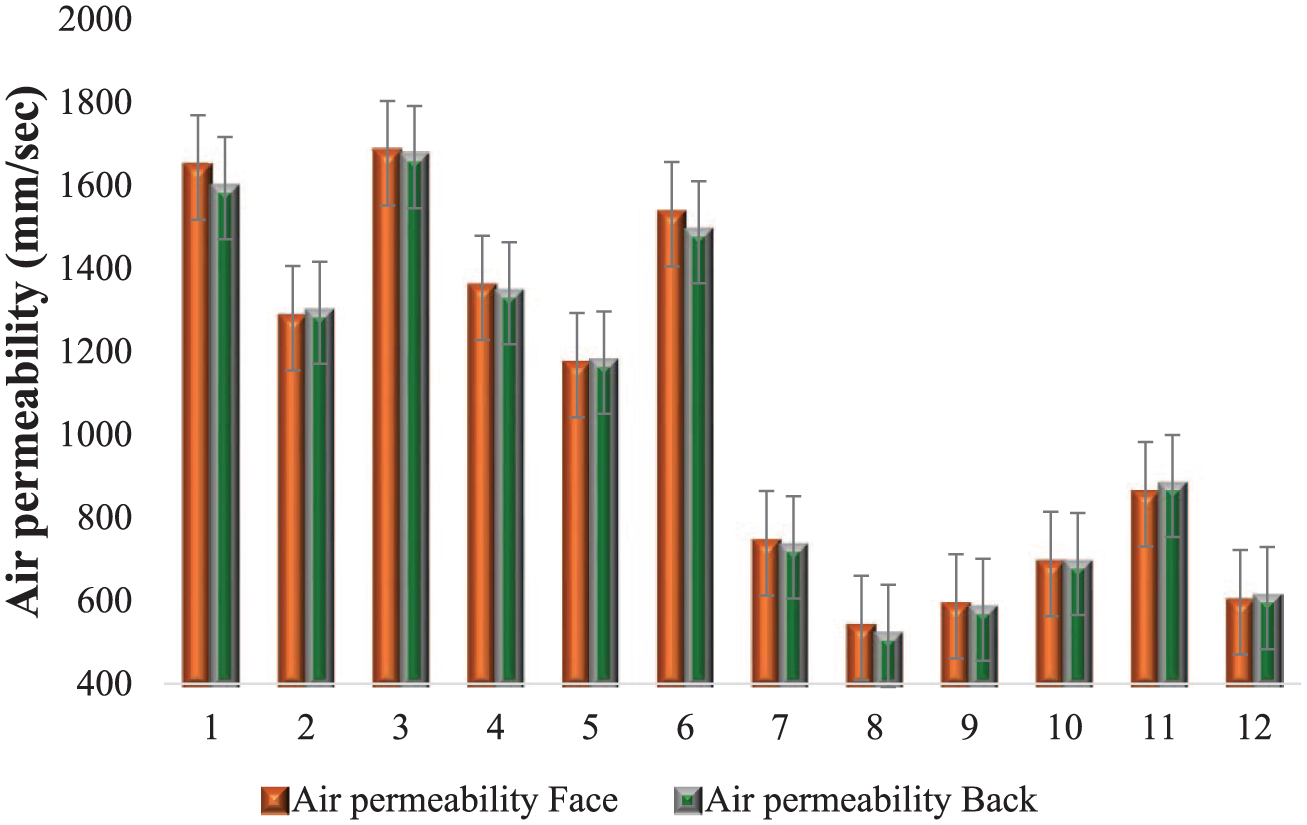
Air permeability results of developed fabric samples.
The results on air permeability show that both blend ratio and yarn count significantly affect fabric breathability. Fabric woven from yarns with a higher proportion of PALF such as in Samples 7, 8, and 9 exhibited lower air permeability on the face and back sides. This is because stiffer and coarser fibers of PALF generate a denser structure with reduced porosity, hence manifesting higher resistance to the passage of air. In contrast, fabrics with a higher percentage of organic cotton such as Samples 1, 2, and 3 showed maximum air permeability, which is because cotton fibers are finer and softer and hence allow more air to pass through. Moreover, the yarn count is also a factor; the finer the yarns, the more moderate the air permeability is expected to be, for example, 16 Ne of Sample 11. This can be explained by the fact that finer yarns have a tighter structure that reduces airflow in comparison with coarser yarns, such as 10 Ne. In most of the samples, the difference between face and back permeability is very low, which indicates a non-significant variation of the structure through the thickness of the fabric.39,40
Fabric moisture management analysis (OMMC)
Moisture management of fabric refers to the fabric’s ability to absorb, wick, and quickly evaporate moisture, thereby keeping the wearer dry and comfortable. The moisture management results reveal that fabrics with a higher blend of pineapple leaf fiber exhibit improved moisture management properties, as indicated by higher moisture management values. This shows that incorporating pineapple leaf fiber enhances the fabric’s ability to handle moisture, particularly in the tested blend ratios as shown in Figure 8.

Moisture management (OMMC) results of developed fabric samples.
The OMMC values for Samples 5, 8, and 12 are higher than average, it was due to the high percentage of PALF fibers in those samples, which exhibited better moisture management performance. This phenomenon can be explained by the enhancement of the fabric in absorbing and transporting moisture caused by hydrophilic PALF. In contrast, for the organic cotton-rich fabric samples, Sample 2 showed lower OMMC, which is also be attributed to the characteristics of cotton itself in terms of its slow nature of absorption and wicking properties. These results indicate that the blending of PALF with organic cotton is a potential route toward modification in the moisture management properties of fabrics related to quick-drying and breathable material applications.
Fabric tear strength analysis
The results of fabric tear strength in both warp and weft directions are shown in Figure 9. The results of the fabric tear strength indicated the durability and resistance of the fabrics to tearing, which is influenced by factors like blend ratio, yarn structure, and fabric construction. Samples with high values of tear strength, like samples 3, 5, and 2, have better durability, likely due to the stronger warp and weft yarns that can support larger forces before tearing. It also gives comparatively high values for air permeability and moderate values for OMMC; thus, the samples appear to be well-balanced between breathability and strength. Samples 4 and 6 did not tear at all during the testing, which points to extremely high tear resistance. Samples with lower tear strengths, like Samples 12, 8, and 9, have weaker fabric structures. This could be the result of lower yarn density or weak fibers that make the fabric easier to tear. In general, the results obtained prove that there is a high potential for tear strength to improve once the correct blend ratio and ideal yarn structure are attained, making such fabrics appropriate for use in industries where strong and durable materials are needed.

Tear strength results of developed fabric samples.
Fabric tensile strength analysis
The results of fabric tensile strength in both warp and weft directions are shown in Figure 10. The tensile strength results, which measure how much pressure the fabric can handle at its maximum before breaking, show big differences in the two directions for the most diverse samples. Overall, the tensile strength in the warp direction is mainly higher than in the weft direction for most of the samples, because it shows that the warp yarn is stronger and more compact in comparison to the weft. The Sample 4, the tensile strength is 714 N in the warp, displaying probably a very strong fabric structure in that direction due to possibly a high yarn density or strong fibers. This can be asserted by the weft tensile of the same sample, which had 371 N. In contrast, Sample 1 shows a much less strong weft tensile strength of 183 N, meaning that the weft yarns are much less strong, or the weft structure is less dense, which will tend to lead to fabric breaking more easily under stress in the weft direction.

Tensile strength results of developed fabric samples.
In general, the tensile strength results showed the predominance of the warp yarn contribution to the overall strength of the fabric. The variation in these results between samples is due to the yarn quality, fabric density, and fabric construction.
The tensile strength results indicate that fabrics with higher percentages of pineapple leaf fiber generally exhibit enhanced tensile strength, particularly in the warp direction. This shows that pineapple leaf fiber significantly contributes to the fabric’s durability and resistance to breaking under tension as shown in Figure 8. Sample 4 demonstrates the highest tensile strength, with a remarkable value of 714 N in the warp direction and 371 N in the weft direction. This indicates that it possesses superior resistance to breaking under tension, making it exceptionally durable and ideal for applications where strength is critical, such as in heavy-duty fabrics or upholstery materials.
Fabric abrasion resistance analysis
The abrasion resistance values of organic cotton and PALF blended fabric are given in Table 8. The abrasion resistance test results on fabric samples show a high degree of variability, thereby indicating the differences in durability against wear and tear. Samples 2, 3, and 6 have the highest abrasion resistance, resisting from 20,000 to 25,000 cycles. This can be interpreted to mean that these fabrics are either made from stronger and more resistant fibers or the weaves are much denser, probably due to a greater proportion of robust fibers like cotton or a well-balanced fiber blend that improves resistance to surface wear. Samples 1, 4, 11, and 12 have only moderate durability, with an abrasion resistance of between 18,000 and 20,000 cycles. These fabrics can be made up of slightly weaker fibers, or the weave might not be as tight as the very strongest samples, but they would still be durable.
Abrasion resistance values of organic cotton and PALF blended fabric.
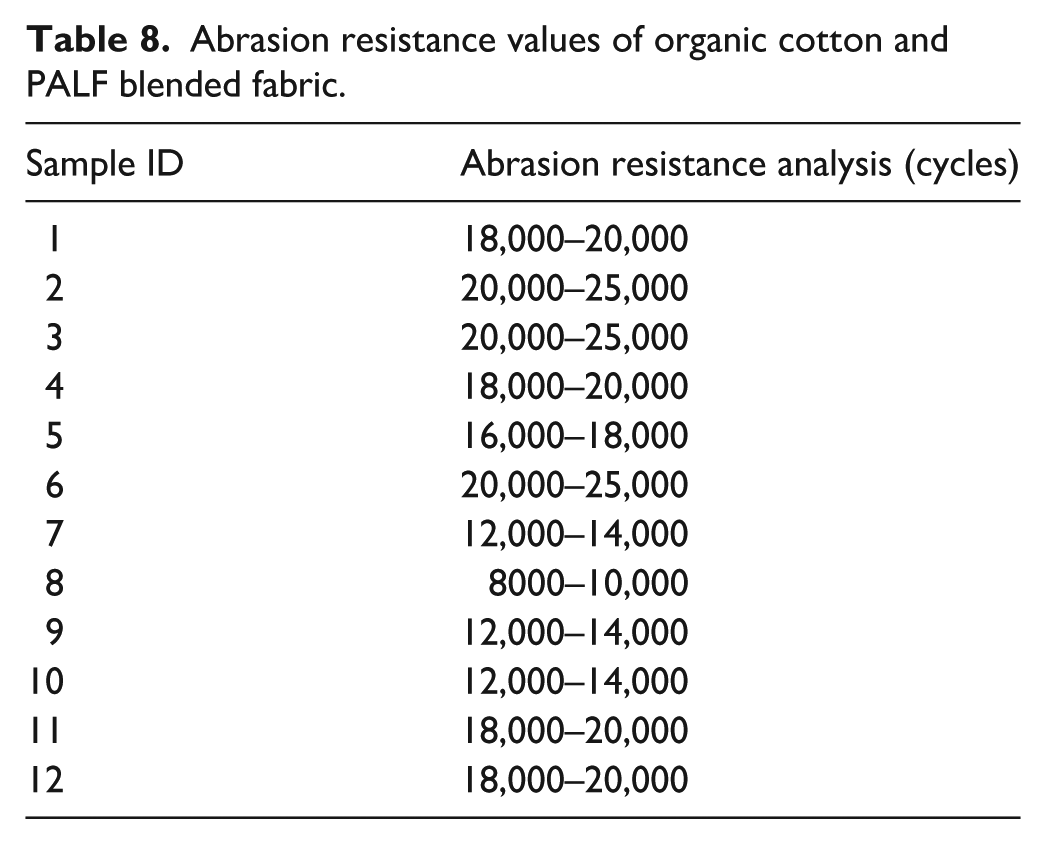
Contrast these then with the much weaker abrasion resistance of samples 7, 9, and 10, which might stand up to around 12,000–14,000, and 8, which would only cope with 8000–10,000. It means that these fabrics are less solid, due to a higher share of weaker fibers or an argument weave that makes them more easily worn out. The very low abrasion resistance for sample 8 suggests that it could comprise fibers that are more susceptible to degradation by friction or have their fabric structure not optimized for durability. Results clearly show that the abrasion resistance of these samples depends on blend ratio and fabric construction; some of them have been designed for maximum durability, while others may optimize another aspect of their performance.
Descriptive statistics analysis
Descriptive Statistics of yarn and fabric characteristics are given in Table 9.
Descriptive statistics: unevenness %, hairiness, IPI, B-force (cN), Tenacity (cN/Tex), elongation %, AP (mm/s), OMMC, tensile (warp), tensile (weft), tear (warp), tear (weft).
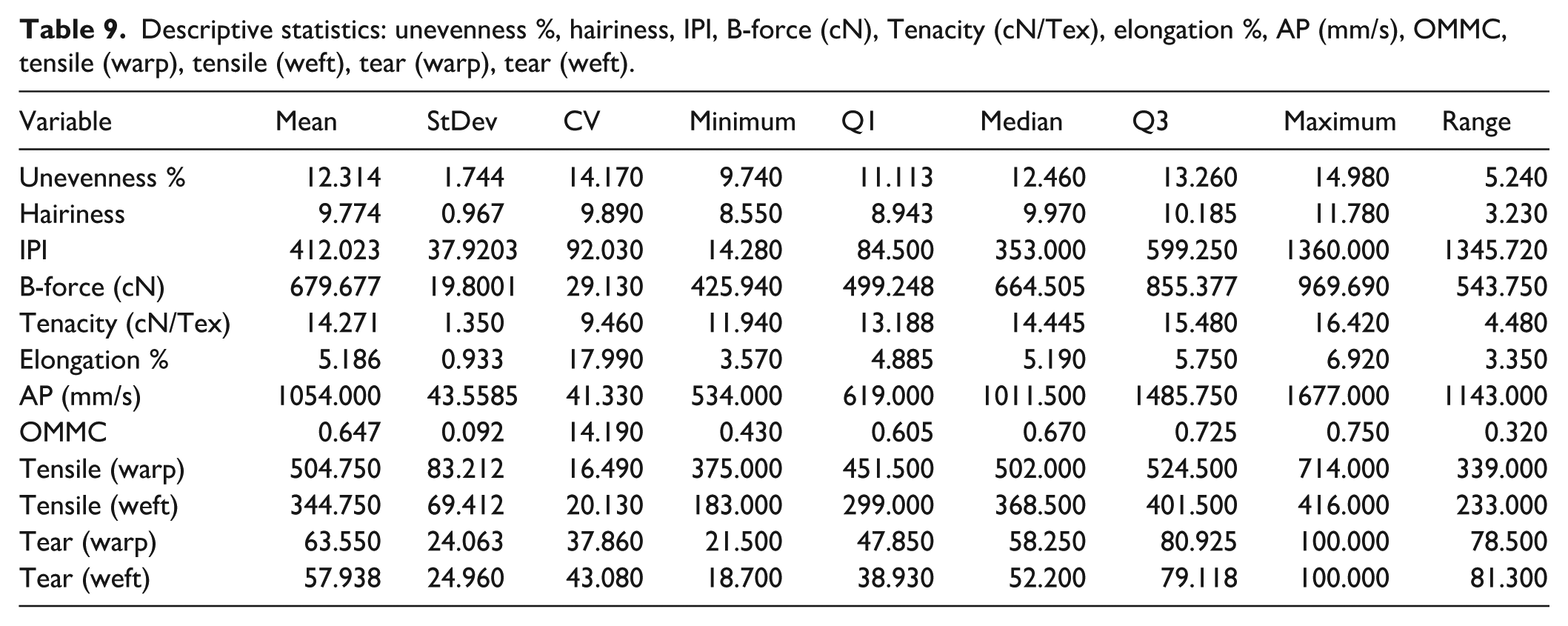
The descriptive statistics presented in Table 8 provide a comprehensive overview of the properties of the developed pineapple and organic cotton blended yarns and fabrics. Key parameters like unevenness, hairiness, imperfections (IPI), breaking force (B-Force), tenacity, elongation, air permeability (AP), overall moisture management capacity (OMMC), tensile strength (warp and weft), and tear strength (warp and weft) are summarized with measures of central tendency (mean, median) and variability (standard deviation, coefficient of variation, and range).
The mean values indicate the general performance level of each property, with, for instance, a mean breaking force of 679.677 cN and a mean tensile strength in the warp direction of 504.750 N. High variability in certain parameters, such as IPI (CV of 92.030) and tear strength in the weft direction (CV of 43.080), suggests that these properties may be more sensitive to fiber composition and blending conditions. The air permeability means the value of 1054 mm/s, coupled with a relatively high range (1143 mm/s), reflects considerable variability in breathability, which is critical for comfort in textile applications. Additionally, properties like tenacity and OMMC show relatively low variability, indicating consistency in the yarn’s strength and moisture management capacity.
Normal probability plot analysis
Normal probability plot for yarn characteristics
Normal probability plots for yarn characteristics, that is, unevenness, hairiness, tenacity, elongation, and IPI, are shown in Figure 11(a)–(e), respectively.

Normal probability plot: (a) unevenness, (b) hairiness, (c) tenacity, (d) elongation, and (e) IPI.
The results from the normal probability plots suggest that the yarn properties, unevenness, hairiness, tenacity, elongation, and imperfections index (IPI) are approximately normally distributed, as indicated by the alignment of data points with the fitted normal line. This normality suggests a consistent manufacturing process with controlled variability in the yarn quality. For instance, the low variability in tenacity and elongation may indicate uniform fiber bonding and strength distribution within the yarn, resulting in stable mechanical performance. The relatively higher standard deviations for IPI and hairiness could reflect more natural variability in these characteristics due to fiber surface properties and spinning conditions. These findings are useful in quality control, as they confirm that the yarn properties are stable and normally distributed, which is essential for predicting performance and ensuring reliability in textile applications.
Normal probability plot for fabric characteristics
Normal probability plot for fabric characteristics that is, Air permeability, moisture management, tensile strength warp, tensile strength weft, tear strength warp, and tear strength weft, is shown in Figure 12(a)–(f) respectively. The normal probability plots for the fabric properties AP (mm/s), OMMC, tensile (warp and weft), and tear (warp and weft) demonstrate a generally normal distribution of data, with the data points closely following the fitted normal line.

Normal probability plot: (a) AP mm/s, (b) OMMC, (c) tensile warp, (d) tensile weft, (e) tear warp, and (f) tear weft.
The p-values for all variables are above 0.05, indicating that the samples do not significantly deviate from a normal distribution. For AP, tensile, and tear properties, the data alignment with the normal line suggests stable and predictable values for yarn behavior in these aspects. The relatively lower standard deviations for AP and OMMC indicate that these properties are more consistent across the sample, while the tensile and tear properties show some natural variability, as reflected by higher standard deviations, particularly for tensile (weft). Overall, the results confirm the normality of these fabric properties, ensuring their reliability for manufacturing and application purposes in textiles.
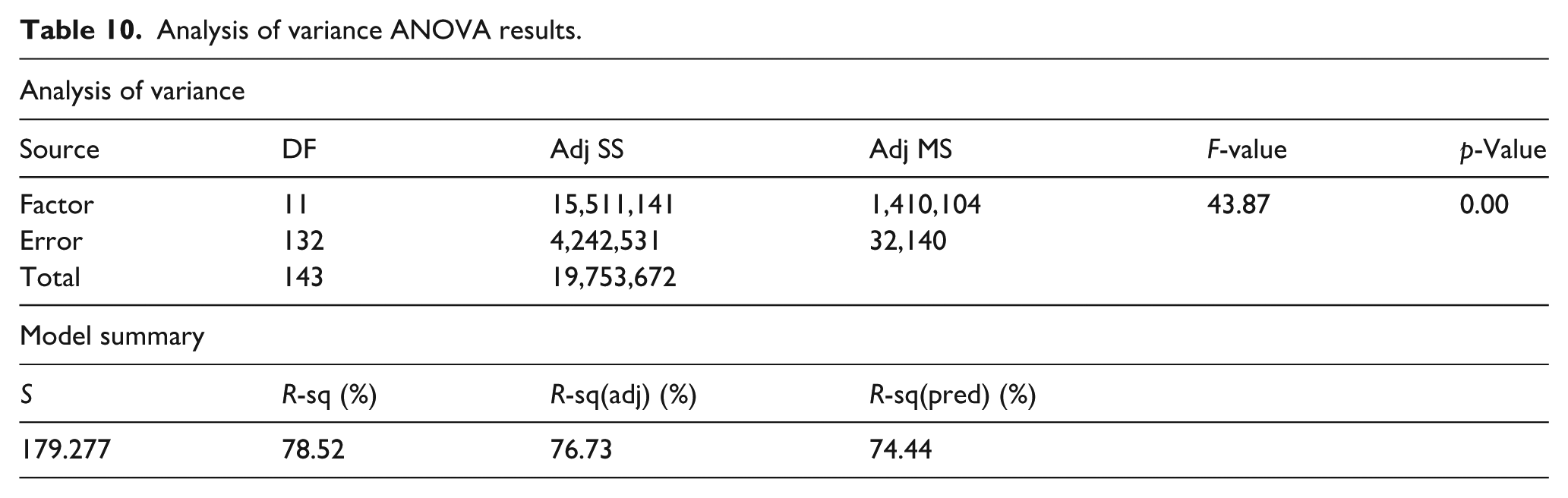
One way ANOVA results
The one-way ANOVA results are presented in Table 10. F = 43.87 and p = 0.00 (<0.05) indicate that there are statistically significant differences among the means of the measured parameters across the 12 samples. The differences observed in performance are significantly influenced by the blend ratio, yarn count, and twist multiplier. The
Analysis of variance ANOVA results.
Heat map all 12 PALF/organic cotton blend samples
Figure 13 Heatmap visualization of PALF/organic cotton blended samples across tensile strength, tear strength, air permeability, moisture management, and abrasion resistance. Darker colors indicate higher normalized performance, allowing quick comparison of sample behavior. The plot highlights that the 70/30 blends generally show superior tensile and moisture management, while intermediate blends (80/20) balance strength and durability. This provides a clear visual summary of performance attributes across all 12 samples.

Heat map all 12 PALF/organic cotton blend samples.
Conclusion
The findings from this study highlight the promise of organic cotton and pineapple leaf fiber (PALF) blends as sustainable alternatives for conventional cotton textiles, particularly in applications where breathability, moisture management, and tensile strength are critical. The analysis of yarn properties indicates that an increased content of pineapple leaf fiber generally leads to higher levels of unevenness and hairiness, while also enhancing the breaking force. However, its influence on elongation remains inconclusive. Regarding fabric properties, greater inclusion of pineapple leaf fiber appears to improve air permeability and moisture management, resulting in enhanced breathability and moisture handling efficiency. Nonetheless, these advantages are offset by a reduction in tensile and tear strength, particularly in the weft direction, along with variations in GSM and diminished abrasion resistance. In contrast, fabrics with a higher proportion of organic cotton fiber exhibit superior tensile and tear strength, greater abrasion resistance, and consistent GSM values. Sample 5 emerges as the best overall performer. This sample demonstrates a well-balanced combination of critical properties across both yarn and fabric tests. This sample has a relatively low yarn unevenness of 11.46% and moderate hairiness of 11.78, hence a consistency and smoothness in fabric texture. For mechanical strength, Sample 5 has the highest B-Force at 856.80 cN and very high tenacity at 14.62 cN/tex, thus high tensile performance. It further records the highest moisture management score at 0.75, thus guaranteeing better moisture control required for comfort at end-use applications. The air permeability is also good enough to ensure breathability, while tear strength and tensile strength, both in the warp and weft directions, are strong, with values of 81.4 and 79.27 N, respectively, for tear strength, and 520 and 288 N for tensile strength. The abrasion resistance ranges between 16,000 and 18,000 cycles, a little behind some other samples.
Footnotes
Ethical considerations
Not applicable.
Consent to participate
Not applicable.
Consent for publication
Not applicable.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Higher Education Commission of Pakistan under GCF-63.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data availability statement
The data will be made available as per requirement.
Code availability
Not applicable.