
Abstract
Natural fiber-reinforced composites (NFRCs) are increasingly used in industries like automotive and aerospace due to their eco-friendliness and lightweight properties. However, drilling NFRCs poses challenges such as delamination, poor circularity, and cylindricity, which compromise structural integrity. This study addresses these issues by optimizing drilling parameters (spindle speed, feed rate, and drill material) using a hybrid multi-criteria decision-making (MCDM) approach. The preference selection index (PSI) and technique for order preference by similarity to ideal solution (TOPSIS) methods were employed to balance conflicting objectives (minimizing delamination while improving circularity and cylindricity), with ANOVA validating the significance of parameters. Results identified the optimal combination as HSS SUPER drill, 560 rpm spindle speed, and 40 mm/min feed rate, achieving minimal delamination and superior geometric accuracy. The study demonstrates that feed rate is the most statistically significant factor (p < 0.05), while PSI and TOPSIS rankings showed strong agreement, reinforcing the robustness of the methodology. This work provides a practical framework for multi-objective optimization in composite machining, enhancing both quality and efficiency.
Keywords
Introduction
Natural fibers play a crucial role in many fields, ranging from textiles to composite materials, due to their unique properties and renewable nature. Derived from abundant natural resources such as Arundo donax L., 1 Date Palm,2–5 Ampelodesmos mauritanicus plant, 6 Silybum marianum bark, 7 Yucca treculeana L., 8 Flax, 9 jute. 10 They offer a sustainable alternative to synthetic fibers. Natural fiber-reinforced composites (NFRCs) have gained prominence as a viable alternative to synthetic composites due to their environmentally friendly characteristics, lightweight properties, and competitive mechanical performance. 11 These materials are increasingly utilized in industries such as automotive, aerospace, and marine, where weight reduction and sustainability are key considerations. 12 Despite their advantages, machining NFRCs, particularly the drilling process, presents numerous challenges, including delamination, fiber pull-out, and surface quality deterioration.13–15 Among these issues, delamination the separation of composite layers during drilling is especially critical, as it directly affects the structural integrity of the material.16,17 In addition to delamination and surface integrity issues, tool wear has been identified as a key factor influencing drilling quality in fiber-reinforced composites. Recent studies have demonstrated that coated carbide drills (e.g., TiAlN and TiN coatings) can effectively reduce tool wear and enhance hole quality in CFRP laminates. 18 Moreover, beyond single-response optimization, recent advances have emphasized the importance of multi-objective optimization in composite drilling. Multi-criteria decision-making methods have been increasingly employed to balance conflicting responses, such as delamination, circularity, and cylindricity. 19 These findings highlight the necessity of incorporating recent developments into optimization strategies for NFRCs.
Addressing these challenges requires a comprehensive evaluation of key quality parameters such as delamination factor, circularity and cylindricity, which influence the overall performance and reliability of drilled holes in composite applications.
Delamination is typically assessed using the delamination factor, defined as the ratio of the maximum diameter of the damaged zone around the hole to the nominal hole diameter. A higher delamination factor signifies more extensive damage, which can significantly weaken the composite structure.20,21 Circularity, another important parameter, measures how closely the drilled hole approximates a perfect circle, ensuring proper fastener fit and alignment in assembled structures. Poor circularity can lead to misalignment and stress concentrations, reducing the mechanical integrity of joints.22,23 Cylindricity, which evaluates the deviation of the hole from a perfect cylindrical shape along its depth, plays a crucial role in maintaining dimensional accuracy and the functional performance of drilled holes.24,25 Given that these response variables are interdependent, optimizing drilling parameters requires a multi-criteria approach to balance improvements across all quality characteristics.
The drilling of composite materials, particularly natural fiber-reinforced composites (NFRCs), has been a focal point in recent research due to the growing emphasis on sustainable materials and lightweight structural components. NFRCs, known for their favorable mechanical properties and environmental benefits, have found extensive applications in automotive, aerospace, and marine industries. However, their anisotropic and heterogeneous structure poses significant challenges during machining, leading to defects such as delamination, fiber pull-out, and poor surface integrity. Researchers like Ramesh et al. have explored the mechanical performance of various natural fiber composites, highlighting their vulnerability to damage during machining processes. 11 Studies by Lotfi et al. and Mohammed and Wolla have demonstrated that parameters such as spindle speed, feed rate and drill geometry play crucial roles in influencing delamination and surface quality during drilling.12,26 In particular, Yallew et al. and Sridharan et al. emphasized the importance of understanding the effects of matrix composition and fiber treatments on the machinability of NFRCs, focusing on minimizing defects such as delamination and improving hole quality.20,22 Despite these advancements, much of the existing literature remains focused on single-objective optimization approaches, which fail to comprehensively address the multi-response nature of drilling challenges.
Previous studies on NFRCs drilling have predominantly focused on single-objective optimization, typically aiming to minimize delamination or enhance surface roughness. For example, research on jute-polypropylene composites has demonstrated that spindle speed and feed rate can significantly influence delamination levels, 27 while other studies have investigated the effects of matrix material and fiber treatment on reducing damage.21,28 However, most of these studies fail to consider the multi-objective nature of the problem, where improving one quality metric, such as delamination, may lead to deterioration in others, such as circularity or cylindricity.29–31 Traditional optimization techniques like Taguchi and response surface methodology (RSM) are often limited in scope, focusing on single-response optimization or requiring complex weighting mechanisms to balance multiple responses.32,33 These methods may not effectively capture the trade-offs between conflicting objectives, such as minimizing delamination while maximizing the geometric precision of drilled holes.
Traditional methods such as the Taguchi method and response surface methodology (RSM) have been widely used for optimizing drilling parameters but often fall short when dealing with multiple conflicting objectives simultaneously.34,35 Taguchi-based designs, while effective for reducing variability, struggle to accommodate multi-response optimization without the addition of complex weighting schemes. 36 Similarly, RSM has been utilized for predicting and optimizing responses like surface roughness and cutting forces but often lacks the flexibility needed for simultaneous optimization of geometric and mechanical outcomes. 37 A more comprehensive approach is required to address these limitations and achieve an optimal balance between multiple response variables.
To overcome the limitations of single-objective optimization, multi-criteria decision-making (MCDM) methods have been increasingly applied in the optimization of machining processes. These techniques such as technique for order preference by similarity to ideal solution (TOPSIS) and analytic hierarchy process (AHP) have been explored in recent studies for multi-objective optimization in composite drilling.38,39 While these methods offer robust frameworks for handling multiple responses, they require subjective input from experts and complex pairwise comparisons, which can introduce bias and limit the objectivity of the results. 40 Therefore, there is a growing need for more straightforward and objective methods capable of handling multi-criteria optimization in composite machining.
The preference selection index (PSI) method offers a promising alternative due to its simplicity and objectivity in addressing multi-criteria optimization problems. Unlike methods such as TOPSIS and AHP, PSI does not rely on subjective weight assignments or expert judgments, making it particularly suitable for practical manufacturing applications. 31 The PSI method has been successfully applied in various domains, including material selection, supply chain management, and process optimization, demonstrating its versatility and efficiency.41–43 Recent studies have applied PSI in machining contexts, such as optimizing turning and milling processes, showing promising results in balancing conflicting objectives like surface finish and tool wear. 44
Despite the growing interest in natural fiber-reinforced composites (NFRCs), the application of advanced multi-criteria decision-making (MCDM) methods like the preference selection index (PSI) in drilling optimization remains largely unexplored. While PSI has been successfully applied in other fields such as material selection and supply chain management, 31 its potential for optimizing machining processes, particularly in NFRCs, has not been fully realized. Existing studies often rely on single-objective optimization techniques, such as Taguchi or response surface methodology (RSM), which may not adequately address the multi-criteria nature of drilling operations. 27 This gap highlights an opportunity to integrate PSI with statistical tools like ANOVA to provide a more comprehensive and statistically validated approach for multi-response optimization in drilling operations.
To further enhance the robustness of the research, the TOPSIS method was also employed to verify the results obtained from the PSI method. TOPSIS is another widely used MCDM technique that ranks alternatives based on their relative closeness to the ideal solution, providing an additional layer of validation. 45 By comparing the results from PSI and TOPSIS, this study ensures the reliability and consistency of the optimization process, thereby improving the overall quality of the research.
The primary objective of this research is to optimize drilling parameters “spindle speed, feed rate, and drill material” for NFRCs using the PSI method in combination with ANOVA and TOPSIS, in order to:
Minimize delamination factor (Fd): Reducing delamination is critical for maintaining the structural integrity of NFRCs.
Improve circularity and cylindricity: Enhancing these surface quality metrics ensures better dimensional accuracy and functional performance of drilled holes.
Statistically validate the results: ANOVA is used to determine the significance of each parameter and their interactions, while TOPSIS provides an additional verification of the optimal parameter settings.
Develop a systematic multi-criteria optimization approach: By integrating PSI, ANOVA, and TOPSIS, this study offers a practical methodology for balancing multiple performance metrics in composite manufacturing.
By addressing these objectives, this research contributes to enhancing machining efficiency and quality in NFRCs drilling applications, providing a robust framework for multi-criteria optimization that can be applied to other composite materials and machining processes. While metaheuristic approaches such as GA and NSGA-II have shown promise in multi-objective optimization of composite machining, they often involve complex parameter tuning and require significant computational resources. In contrast, the present study introduces a hybrid PSI–TOPSIS–ANOVA framework that ensures computational simplicity, statistical validation, and cross-verification of rankings. This integration highlights the novelty of our work and makes the proposed methodology highly practical and accessible for industrial applications.
Materials and methods
This section describes the manufacture of the composite material used, experimental setup, and measurement techniques used in the study on the machinability of date palm fiber-reinforced composites. Additionally, Figure 1 presents an organizational chart illustrating the overall experimental workflow, providing a clear visual representation of the different stages involved in the study.

Organizational chart illustrating the overall experimental workflow.
Materials
The composite material used consists of date palm fiber reinforced with iso-polyester resin, with a fiber weight fraction of 40%. The composite was prepared using hand lay-up process molding technique, which ensures uniform fiber distribution and a high-quality matrix-fiber bond. The fibers were arranged in two equal crossed plies, each 5 mm thick, to improve the structural integrity and mechanical properties. To achieve optimal polymerization, the prepared composite samples were cured at 75°C for 12 h in an oven. Three rectangular samples (85 × 60 × 10 mm3) were fabricated for experimentation. The iso-polyester resin was selected due to its strong adhesion properties, good chemical resistance, compatibility with natural fibers. 46 The date palm fibers were chosen due to their eco-friendly nature, cost-effectiveness and mechanical properties, making them a promising alternative to synthetic reinforcements. 47
Drilling experiments
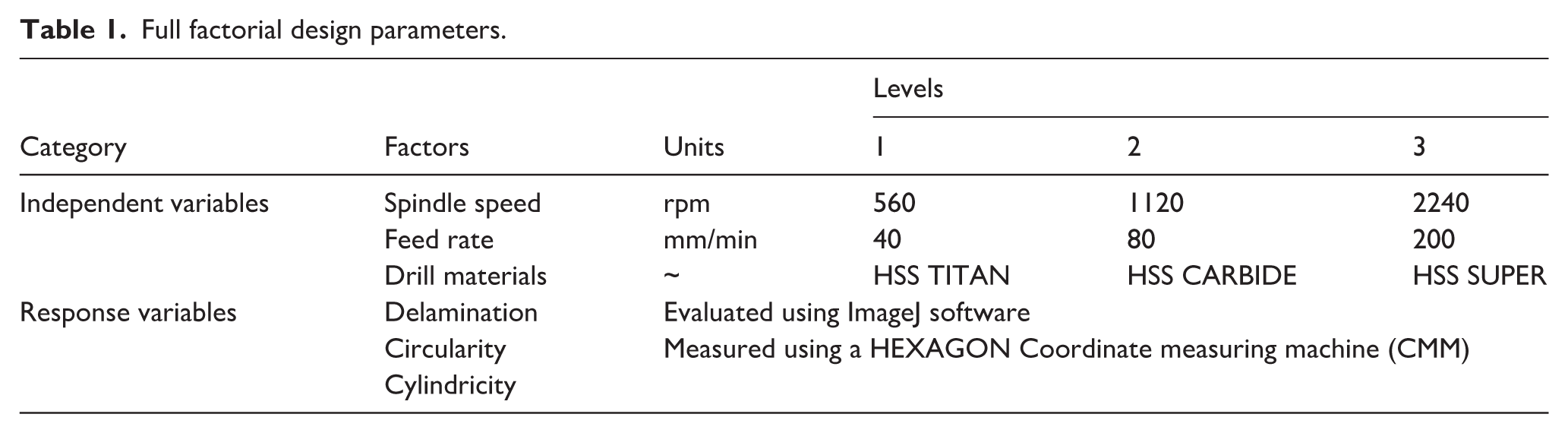
Drilling experiments were conducted using a CNC machine (DOOSAN DNM 6700) with three types of drill bits: HSS TITAN, HSS CARBIDE and HSS SUPER (Figure 1). The experiments were performed at three levels of spindle speed (560, 1120, and 2240 rpm) and feed rate (40, 80, and 200 mm/min), following a full factorial design (Table 1). The choice of these parameters was based on previous studies that highlighted their significant influence on the drilling performance of natural fiber-reinforced composites.20,48 The drilling process was carried out under dry conditions to avoid any potential contamination from cutting fluids, which could affect the composite’s properties. 47 Figure 2 provides a detailed visualization of the experimental drilling setup, which is fundamental to understanding the methodology and ensuring the reproducibility of this study.
Full factorial design parameters.

Configuration of the drilling equipment used in the study.
Response variables
The geometric integrity of the drilled holes was characterized by evaluating three key response parameters: delamination, circularity, and cylindricity. Delamination was specifically quantified at the entry surface, as damage at this location is a recognized and critical metric for assessing drilling-induced defects in composite materials.
The extent of delamination was determined by calculating the delamination factor. This was accomplished using ImageJ software to analyze the perimeter of each hole for signs of damage. The calculation followed the established methodology presented by Lotfi et al., 49 using the equation:

where:
Dmax is the maximum delamination diameter,
Dnom is the nominal diameter of the hole.
This parameter is crucial for assessing the quality of the drilled holes, as delamination is a common defect in composite materials during machining.
Figure 3 details the methodology for assessing hole quality. A coordinate measuring machine (CMM) was used to measure circularity and cylindricity errors. Images (a) and (b) show the CMM device, while (c) and (d) illustrate the respective measurement plans for evaluating each geometric tolerance on the bio-composite holes. This approach ensured high-precision, quantifiable data for analysis. These geometric tolerances were evaluated to determine the precision and accuracy of the drilled holes. Circularity measures how closely the hole’s cross-section resembles a perfect circle, while cylindricity assesses the hole’s overall shape along its length. 50 These measurements are essential for ensuring that the drilled holes meet the required specifications for assembly and performance.

(a, b) The coordinate measuring machine (CMM) and (c, d) its measurement plans for circularity and cylindricity errors in drilled bio-composite holes.
The experimental setup and measurement techniques were designed to provide a comprehensive evaluation of the drilling performance of the date palm fiber-reinforced composites, considering both the quality of the drilled holes and the geometric accuracy.
Methodology and implementation
Preference selection index (PSI) method
The preference selection index (PSI) method is a multi-criteria decision-making (MCDM) technique that ranks alternatives based on their performance across multiple criteria without requiring subjective weight assignments. 31 By integrating the PSI method with ANOVA and TOPSIS, a more comprehensive approach to optimizing drilling parameters is achieved. While the PSI method effectively ranks parameter combinations based on multiple performance criteria, ANOVA statistically validates the significance of these parameters. Additionally, incorporating TOPSIS serves as an extra layer of verification, ensuring the robustness of the optimal parameter selection. By comparing the rankings obtained from PSI and TOPSIS, the consistency and reliability of the chosen settings can be assessed, reinforcing confidence in the final recommendations.
In this study, the PSI method was applied to optimize the drilling parameters (spindle speed, feed rate, and drill material) for natural fiber-reinforced composites (NFRCs). The response variables considered were delamination factor (Fd), circularity and cylindricity. For all these outputs, the criterion “lower is better” was used, as minimizing delamination and improving surface quality (i.e., reducing deviations in circularity and cylindricity) are the primary objectives.
The steps involved in the PSI method are as follows:
Normalization of data
The first step in the PSI method is to normalize the experimental data to ensure comparability across different criteria. Since all response variables (delamination, circularity, and cylindricity) follow the “lower is better” criterion, the normalization formula used is:

where:
This normalization ensures that lower values of delamination, circularity and cylindricity are favored, aligning with the optimization objectives.
Calculation of preference variation value (PV)
The preference variation value (PV) measures the variability of each criterion across the alternatives. It is calculated as:

Where:
n: Number of alternatives.
Where

The PV values reflect the relative importance of each criterion. A higher PV indicates greater variability, suggesting that the criterion has a more significant impact on the decision-making process. 32
Deviation (Φj) calculation
Afterward, for each attribute, the deviation (Φj) in preference variation value (PVj) is computed as:

Weight calculation
The weight (wj) for each criterion is calculated based on the PV values. The formula for weight calculation is:

Where:
m: number of criteria.
The weights represent the relative importance of each criterion in the overall decision-making process. Criteria with higher PV values receive higher weights, as they contribute more to the variability in the data.
Calculation of preference selection index (PSI)
The PSI for each alternative is calculated as the weighted sum of the normalized values:

Where:
The PSI values rank the alternatives, with higher PSI values indicating better overall performance. The alternative with the highest PSI value is considered the optimal choice. 51
It is worth noting that in some cases, the preference variation value (
Application of PSI in this study
In this study, the PSI method was applied to the experimental data collected for delamination factor, circularity and cylindricity under different drilling conditions. The “lower is better” criterion was used for all response variables, as the goal was to minimize delamination and improve surface quality. The normalized data, PV values, weights and PSI scores were calculated for each experimental run and the results were used to rank the alternatives.
The PSI method provided a systematic and objective approach to multi-criteria optimization, enabling the identification of the optimal combination of drilling parameters (spindle speed, feed rate, and drill material) that minimized delamination and improved circularity and cylindricity.
Technique for order preference by similarity to ideal solution (TOPSIS) method
TOPSIS (technique for order of preference by similarity to ideal solution) is a popular multi-attribute decision-making (MADM) method that selects the best alternative by measuring its closeness to an ideal solution while being farthest from the worst possible option. The method assesses alternatives based on their proximity to the ideal solution, following these steps to determine their relative ranking.52,53
Constructing the decision matrix
A decision matrix (D) is created, where rows represent different experiments (m) and columns correspond to various output attributes (n) as shown in equation (8)

Normalization of the decision matrix
Each element in the matrix is normalized using a formula to ensure comparability among different criteria. This step standardizes the data by dividing each element by the square root of the sum of squared values in its column, using the formula provided in equation (9).

Where:
Weight assignment and weighted normalization
Weights (Wj) are assigned to each attribute to reflect their relative importance. The weighted normalized decision matrix (V) is then derived by multiplying each normalized value by its corresponding weight using the equation (10). While methods like AHP (analytic hierarchy process) are traditionally used for weight determination, this study employs the CRITIC method, which objectively derives weights based on data variability and correlation.

i = 1,2, . . .; m; j = 1,2, . . ., n
Where:

Determining ideal solutions
The positive ideal solution V+ (best values) and negative ideal solution V− (worst values) are identified. Benefit criteria (K) consider the maximum values, while cost criteria (K’) take the minimum value as defined in equations (12) and (13).


Calculating the Euclidean distances
The distance of each alternative from the ideal (S⁺) and worst (S⁻) solutions is computed. These distances indicate how close an alternative is to the optimal choice, as shown in equations (14) and (15).

j = 1,2, . . ., n; i = 1,2, . . ., m

j = 1,2, . . ., n; i = 1,2, . . ., m
Relative closeness calculation
The final ranking is determined using the relative closeness index (Ci), calculated as the ratio of the distance from the worst solution to the sum of distances from both the ideal and worst solutions as determined in equation (16). A higher Ci value indicates a more optimal alternative.

i = 1, 2, . . ., m; 0 ⩽ Ci ⩽ 1
Weight assignment using the CRITIC method
In multi-criteria decision-making (MCDM), assigning appropriate weights to criteria is essential for an objective evaluation. This study uses the CRITIC (criteria importance through intercriteria correlation) method instead of AHP, as it determines weights based on intrinsic data characteristics rather than subjective expert opinions. CRITIC considers both the standard deviation (to reflect variability) and the correlation among criteria (to capture conflicts) in weight calculation. 54
The assigned weights for the response variables are in Table 2:
Assigned weights for responses variables.

These weights are integrated into the TOPSIS framework to ensure that each response variable influences the final ranking proportionally. This data-driven weighting approach enhances the reliability of decision-making, particularly in complex engineering applications like composite drilling, where multiple conflicting criteria must be balanced.
ANOVA for optimization
After calculating the preference selection index (
A full factorial design was used to evaluate the main effects of the three parameters (spindle speed, feed rate, and drill material) as well as their interactions. The model included:
Main effects: Spindle speed (rpm), feed rate (mm/min) and drill material.
Interaction effects: Spindle speed × feed rate, spindle speed × drill material and feed rate × drill material.
The p-value for each factor and interaction was calculated based on the F-statistic. If the p-value was less than the significance level (α = 0.05), the factor or interaction had a statistically significant effect on the PSI values.
Results and discussion
The quality of the machined surfaces is shown in Figure 4, which presents images of the drilled holes.

Resulting drilled holes after the experimental procedure.
Before presenting the PSI and TOPSIS results, we will first analyze the factorial design of the three responses (delamination, circularity, and cylindricity) to examine their behavior relative to the factors of speed, feed rate and drill material. This preliminary analysis will demonstrate the inherent challenges in selecting optimal cutting parameters based solely on these individual responses, as their conflicting trends make it impossible to identify a single parameter combination that simultaneously optimizes all criteria.
This section will highlight the necessity of employing multi-criteria decision-making (MCDM) methods, such as PSI and TOPSIS, to systematically evaluate trade-offs and determine the most balanced solution.
As illustrated in Figure 5, the parameter combination of Drill 2, 560 rpm spindle speed and 200 mm/min feed rate yields the optimal performance for minimizing delamination. However, this same configuration may result in suboptimal outcomes for other critical responses, such as circularity or cylindricity.

Main effects and interaction plot for delamination.
Figure 6 demonstrates that (Drill 3, 2240 rpm spindle speed, and 200 mm/min feed rate) provides the best results for circularity. However, this combination may perform poorly for other responses such as delamination or cylindricity.

Main effects and interaction plot for circularity.
Figure 7 indicates that Drill 1, 1120 rpm spindle speed, and 200 mm/min feed rate optimizes cylindricity. However, this parameter set may compromise other critical responses like delamination or circularity, further illustrating the conflicting nature of multi-objective drilling optimization.

Main effects and interaction plot for cylindricity.
This underscores why methods like TOPSIS or PSI are essential for identifying balanced parameter combinations that satisfy all quality criteria simultaneously.
PSI ranking
The preference selection index (PSI) method was employed to evaluate and rank the experimental runs conducted on natural fiber-reinforced composites (NFRCs), based on multiple criteria: delamination factor, circularity and cylindricity. These criteria, all characterized as “lower is better,” were selected to optimize the drilling process by minimizing damage and enhancing hole quality.
The initial step in the PSI method involves normalizing the experimental data for delamination factor, circularity and cylindricity across all experimental runs. Given the “lower is better” criterion, the normalization values are presented in Table 3.
Normalized values of delamination factor, circularity, and cylindricity.

The drilling experiments were conducted using three different drill types: D1, which corresponds to HSS TITAN (10 mm); D2, identified as HSS CARBIDE (10 mm); and D3, representing HSS SUPER (10 mm). These drill variations were selected to evaluate their impact on delamination, circularity and cylindricity during the machining of natural fiber-reinforced composites.
Following normalization, the preference variation value (PV) for each criterion was calculated to assess its variability across the experimental runs, which informs its relative importance. The PV values reflect the dispersion of each criterion, with higher values indicating greater influence on the decision-making process. The weights ensure that the sum equals 1, providing an objective measure of each criterion’s contribution without external input. Table 4 presents the calculated PV values and corresponding weights based on the experimental data.
Preference variation, deviation, and weights values for each criterion.

The
PSI values, ranking, and identification of optimal parameters.

A column was incorporated to display the
The highest

Histogram for PSIj and PSIj*.
TOPSIS ranking
Integrating TOPSIS into the analysis provides an additional validation step, enhancing the reliability of the optimal parameter selection. By evaluating the rankings generated by both PSI and TOPSIS, discrepancies or consistencies between the methods can be identified, ensuring a more thorough assessment of parameter effectiveness. This comparative approach strengthens confidence in the final selection, confirming the robustness of the recommended settings.
Table 6 presents a comprehensive overview of the calculation steps involved in the TOPSIS method, including the weighted normalized values, the Euclidean distances (Si+ and Si−), and the relative closeness index (Ci). The table also provides the final ranking based on these computed values.
Summary of TOPSIS calculation steps.
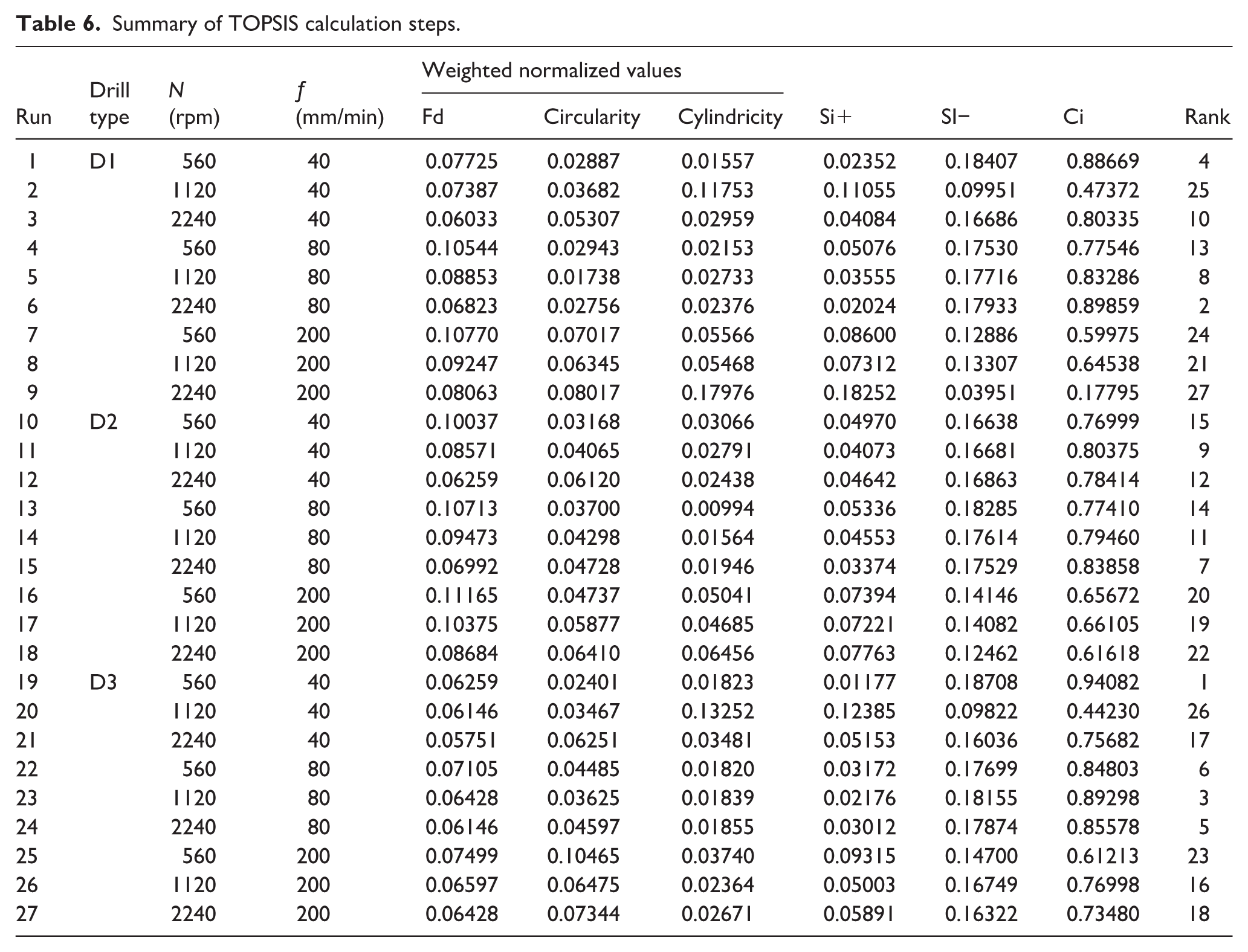
The maximum “Ci” value of “0.94082” was obtained in Run 19, which corresponds to (a spindle speed of 560 rpm, a feed rate of 40 mm/min, and the use of the HSS SUPER drill material). This result identifies this specific combination as the most optimal set of drilling parameters as identified in Figure 9.

Histogram for Ci index.
To comprehensively evaluate the optimal drilling parameters, the three TOPSIS-PSI derived indexes (PSIj, PSIj*, and Ci) should be consolidated into a single histogram. This integrated visualization enables direct comparison across all criteria, revealing Experiment N°19 (Drill 3, 560 rpm, 40 mm/min) as the standout configuration. Its simultaneous peak across all three metrics confirms its robustness in balancing delamination, circularity, and cylindricity, overcoming the limitations of analyzing each index in isolation as presented in Figure 10.

Histogram of PSI and PSI*and Ci indexes.
ANOVA results
The ANOVA analysis (Table 7) reveals that feed rate is the only statistically significant factor influencing both
Anova results.

Discussion
The study’s results highlight the trade-offs between delamination, circularity, and cylindricity in NFRC drilling, emphasizing the need for multi-criteria optimization. Key findings and their implications are discussed below:
The PSI and TOPSIS methods consistently identified HSS SUPER drill, 560 rpm, and 40 mm/min feed rate as optimal (Run 19, Ci = 0.94082). This configuration minimized delamination (Fd = 1.11) while maintaining acceptable circularity and cylindricity, addressing the limitations of single-objective approaches.
ANOVA revealed feed rate as the only statistically significant factor (p = 0.013), underscoring its dominant influence on hole quality. Lower feed rates (40 mm/min) reduced mechanical stress, mitigating delamination, whereas higher rates exacerbated damage despite improving productivity.
Surprisingly, drill material and spindle speed showed no significant impact (p > 0.05). This contrasts with prior studies, suggesting that fiber-resin adhesion and tool sharpness may overshadow material properties in NFRCs.
The convergence of PSI and TOPSIS rankings (e.g., Run 19 ranked 1st in TOPSIS and 3rd in PSI) validated the objectivity of the CRITIC-weighted TOPSIS approach. Discrepancies in mid-ranked runs (e.g., Run 20) likely arose from PSI’s reliance on variability-based weights versus TOPSIS’s distance-based metrics.
Figures 2–4 illustrated the inherent conflicts (e.g., high spindle speeds; 2240 rpm) improved circularity but worsened delamination. This necessitated MCDM methods to navigate trade-offs, a gap not fully addressed in earlier single-objective studies.15,16
The findings guide industries toward sustainable machining practices, emphasizing slower feed rates for precision applications. Future work could explore tool coatings or fiber treatments to further reduce delamination at higher speeds.
Conclusion
This study successfully optimized drilling parameters for natural fiber-reinforced composites (NFRCs) using a hybrid PSI–TOPSIS–ANOVA framework. The key conclusions are:
The combination of HSS SUPER drill, 560 rpm spindle speed, and 40 mm/min feed rate emerged as the best compromise, minimizing delamination (Fd = 1.11) while maintaining high geometric accuracy (circularity: 0.0257, cylindricity: 0.0563).
ANOVA confirmed feed rate as the most significant factor (p < 0.05), with drill material and spindle speed playing negligible roles under tested conditions.
The integration of PSI and TOPSIS provided a robust, objective approach to multi-criteria optimization, overcoming the limitations of single-response studies. CRITIC-based TOPSIS weights enhanced reliability by eliminating subjective bias.
The results offer actionable insights for industries using NFRCs, prioritizing lower feed rates for critical applications. The framework is adaptable to other composites and machining processes.
Research could explore the effects of fiber treatments, tool coatings, or hybrid drilling techniques to further enhance machinability. Extending this methodology to other machining operations (e.g., milling) would broaden its applicability.
Finally, this study contributes to sustainable manufacturing by introducing a structured, data-based approach to enhance the machining of natural fiber composites, effectively harmonizing environmental advantages with mechanical functionality.
Footnotes
Authors’ note
The work presented is original, has not been published elsewhere, and is not currently under consideration for publication in any other journal.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported and funded by the Deanship of Scientific Research at Imam Mohammad Ibn Saud Islamic University (IMSIU) (grant number IMSIU-DDRSP2603).
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.