
Abstract
Composite materials have revolutionized the aerospace industry since their inception in the late 1980s, with advanced composites now comprising a substantial portion of modern airframes. This paper investigates the intricate relationship between drilling parameters and delamination in polymer matrix composites, focusing on the optimization of cutting speed and feed rate to minimize damage during drilling operations. Utilizing thermoplastic matrix composite, experiments were conducted to analyze the force, momentum, and delamination factors associated with varying drilling parameters. Through statistical analysis and regression modeling, the developed delamination factor equation demonstrates strong correlation and compatibility with measured data, with an average error of 1.2%. This robust framework offers practical strategies for optimizing drilling operations and improving composite performance, contributing to the ongoing advancement of aerospace technology. This research contributes to the advancement of aerospace technology by addressing a critical aspect of composite manufacturing for thermoplastic matrices, complementing existing knowledge on thermoset composites.
Introduction
Composite materials have been used especially in the aerospace industry since the late 1980s and now cover the vast majority of airframes. While 10% of the entire weight of the Airbus A310 model in 1987 was composite, today 50% of the entire material used in the Boeing 787 Dreamliner model is advanced composites. 1
Composites are materials in which two or more materials are combined and their superior properties are intended to be used together. In this way, combinations of physical, chemical and mechanical properties that cannot be achieved with isotropic materials are obtained. Commonly discussed issues in reinforcement and matrix material selection are reinforcement and matrix compatibility, mechanical properties, thermal properties, production and material costs. In the aerospace industry, polymer matrix composites are used due to their specific strength properties and their ability to reduce weight by 30%-80%. 2 Materials used as polymeric matrices can be divided into two main groups: thermoset and thermoplastic Of these, thermosets lose the ability to change their form when cured, which is due to the strength of the tightly linked molecular chains. Thermosets have a 3D network and are interconnected by covalent bonds and do not melt through reheating which are conventional composites such as carbon fiber reinforced epoxy (CF/Epoxy). 3 Thermoplastics, on the other hand, are a polymeric material with the ability to undergo heat treatment, softening when heated and solidifying again when cooled. This means that thermoplastic can be shaped and allows it to change its shape several times.2–5 These properties favor the use of thermoplastic matrix composites over thermosets in terms of sustainability by self-repair 6 and recyclability. 7
The aerospace industry is currently witnessing a transformative phase with the increasing adoption of thermoplastic composites, driven by their unique set of advantages including rapid processing, recyclability, and enhanced toughness.8,9 However, despite their potential, the understanding of drilling-induced damage in thermoplastic matrices remains underexplored, presenting a significant research gap. This study seeks to address this gap by carefully investigating the dynamics at play during drilling operations in thermoplastic composites. By shedding light on the nuanced relationship between drilling parameters and delamination, this research not only expands the breadth of knowledge in aerospace engineering but also offers practical implications for industry practitioners.
Composites are combined via mainly two methods which are mechanical joint and bonding in terms of production and design processes. 10 Drilling operation is compulsory preprocess of mechanical joint. Among all machining processes, drilling is of great importance, accounting for about 25% of all metalworking processes, and about 40% of the chips removed from work pieces are removed by drilling processes.6,7 Furthermore, up to 60% of unsatisfied hole is caused by delamination damage of composites in aircraft assembly.11–13 In this context, thoroughly researching literature in terms of thermoset and thermoplastic matrix polymer composites drilling, according to the results of research on the processing properties of carbon/ polyimide (PI) and carbon/polyether ether ketone (PEEK) thermoplastic composites under varying cutting conditions, it was determined that the thrust force during drilling is inversely proportional to the cutting speed and directly proportional to the feed rate. 14 This behavior was found to be in the same trend as delamination formation. 14 When this situation is examined for thermoset composites, it appears that similar behavior is valid. While observing similar behavior, tool speed (rpm) 500, 1000, 1500, 2000 and 2500 and feed rate (mm/rev) 0.05, 0.10, 0.15, 0.20, 0.25 were determined as control parameters. When the delamination formed as a result of drilling under these parameters were examined, delamination factors were determined in the range of 1.6-1.9. 15
Another study investigates how drilling composite materials with a Vertical Machining Center (VMC) affects the thrust force. With drill diameter (6, 9 and 12 mm), solid carbide drills, spindle speed (5000 rpm) and feed rate (100 mm/min) as input parameters, the results show that spindle speed decreases the thrust force very slightly, while feed rate and drill diameter increase it significantly. Thrust force are directly proportional to hole dimensions, so a drill diameter of 6 mm, a spindle speed of 5000 rpm and a feed rate of 100 mm/min were found to be ideal settings for reducing thrust force. 16 Although there is general acceptance in the literature on the relationship between thrust force, feed rate and spindle speed, the optimum operating points show high variability in material specificity. For example, in one material, 6 mm drill diameter, spindle speed 5000 rpm and feed rate 100 mm/min was found to be the optimum point, 17 while in another study, feed rate 8 mm/min and spindle speed 1200 rpm were found. 18 Moreover, in these studies, drilling parameters were modeled by regression analysis with measured forces and delamination. 18 It has been found that various researches have been carried out on cutting parameters such as cutting tool type and bit geometry, work piece material, hole diameter, cutting speed and feed rate, which are among the factors affecting the machining performance in the drilling process. 19
As for drilling operations in composites, almost all of them were carried out on conventionally used thermoset matrix composites. 20 In these studies, the effects of the parameters controlling the drilling process in thermoset matrix composites on composite materials were investigated. These effects were usually measured by measuring the thrust force and moment during the drilling operation and correlated with the damage to the composite material. 15 The main associated damage was delamination. 21
The reason for the study is the prediction that by determining the optimum values of the moment and thrust force due to the cutting speed and feed rate used during drilling, so delamination can be minimized. Within this scope, delamination is characterized through specimens created using different drilling parameters. By drilling under various drilling parameters, the amount of thrust force, drilling moment and delamination are determined and the relationship between them also is revealed by statistical methods.
Experimental Procedure
Materials
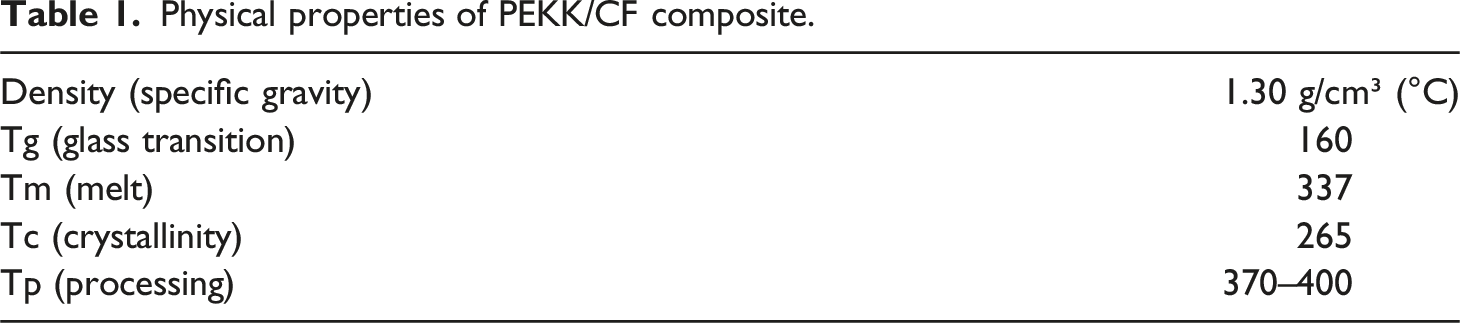
Physical properties of PEKK/CF composite.
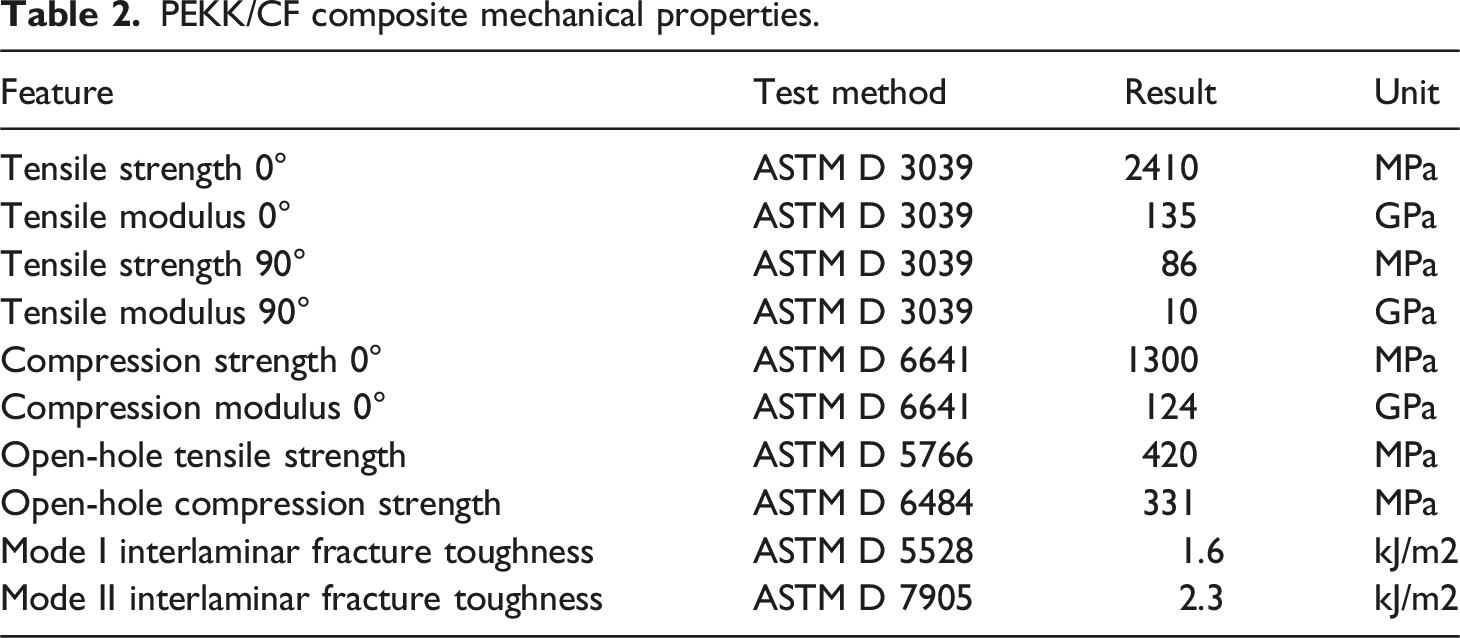
PEKK/CF composite mechanical properties.
The lay-up configuration showing the quasi-isotropic structure of the composite is shown in Figure 1. Thanks to its quasi-isotropic structure, the composites produced show the same mechanical properties in all directions on the plane. In this way, it is expected to be homogeneously affected by damage during drilling. PEKK/CF composite lay-up.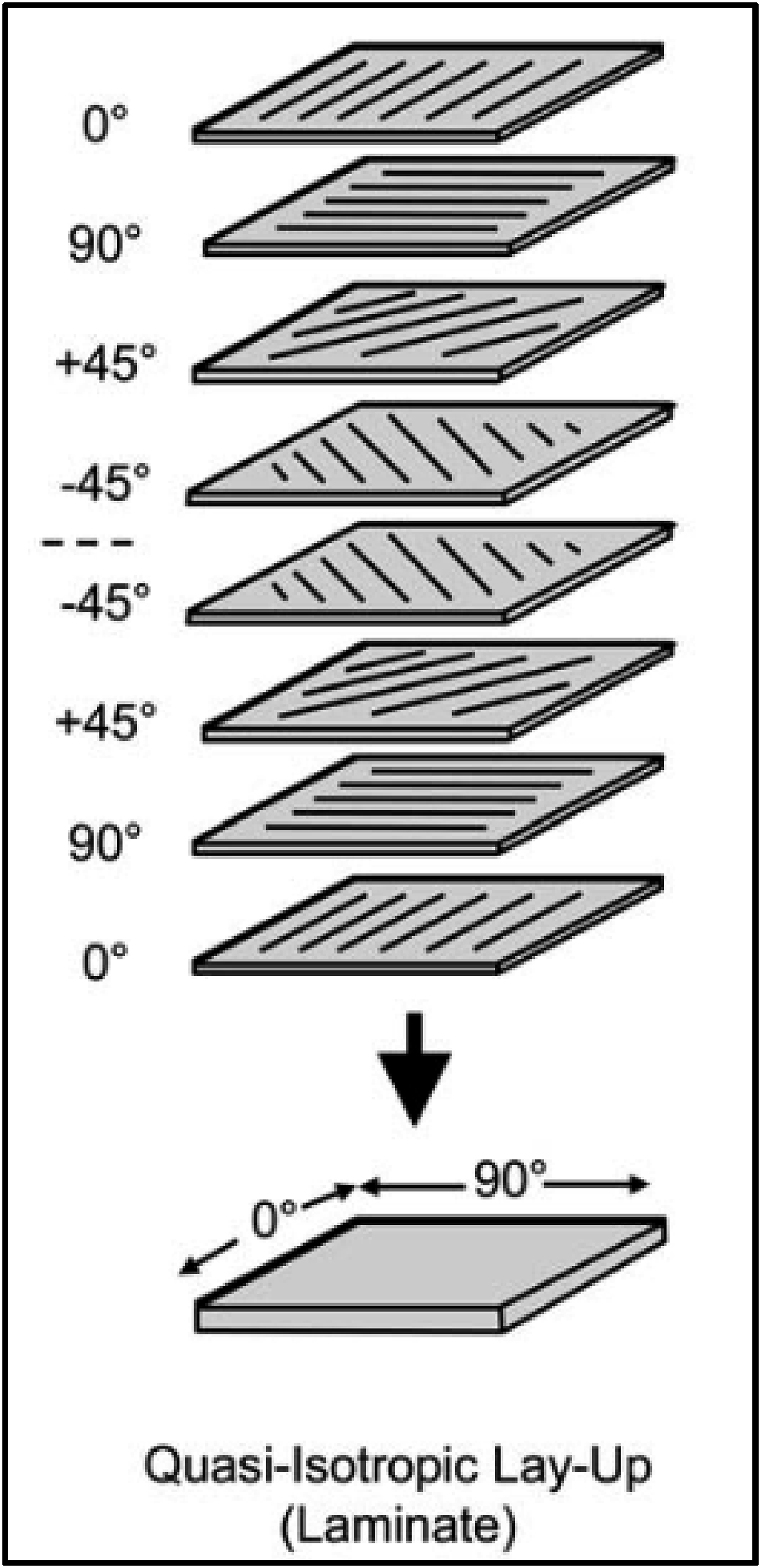
Drilling and Data Acquisition
Drill is model Z2 + Z4 (Dagger Drill) made by Karcan Cutting Tools Industry and Trade Inc. that is specialized drill with diameter 4.81 mm for polymer matrix composites. Dagger drill without coating is selected since it produce lower delamination than other drills such as brad drill or twist drill.
23
Moreover, dagger drill reduce up to 30% delamination with respect to helix drill.
24
Dagger drill is shown in Figure 2. Dagger drill.
CNC machine tool properties.

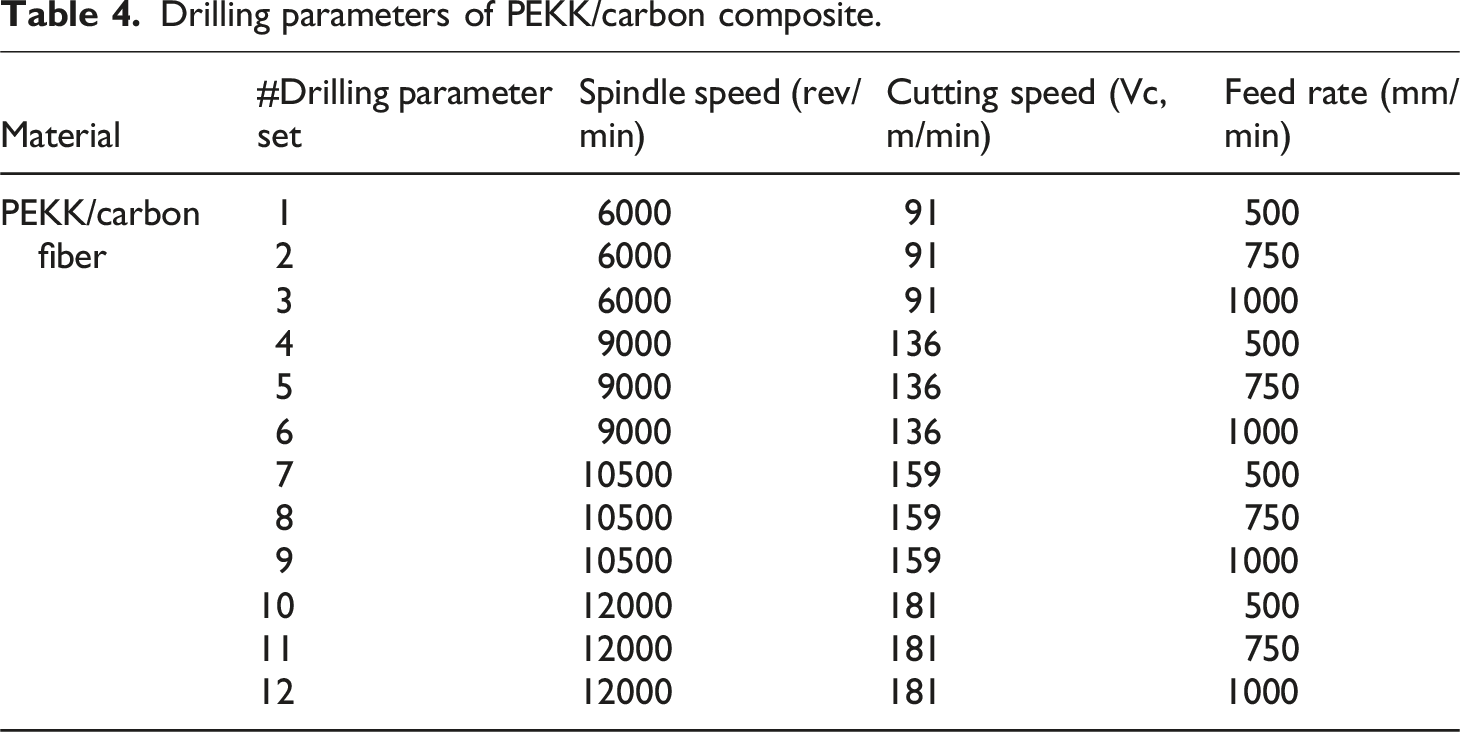
Drilling parameters of PEKK/carbon composite.
Three composite plates with 110 × 220 mm dimensions were used for drilling studies. Four of 12 different drilling parameter sets were applied on each plate. 32 drilling operations were repeated for each set in order of number shown in Figure 3 against heating damage. In total, 384 successful holes are drilled for the research without taking account of experimental setup adjustment. Aluminum metal base plate is used for experimental setup which is minimize delamination by constructing thrust force induced compression load around hole during drilling.
30
All drilling operations were performed according to the numbering shown in Figure 3 in order to prevent the heating that occurred during drilling from damaging the sample. Drilling plate.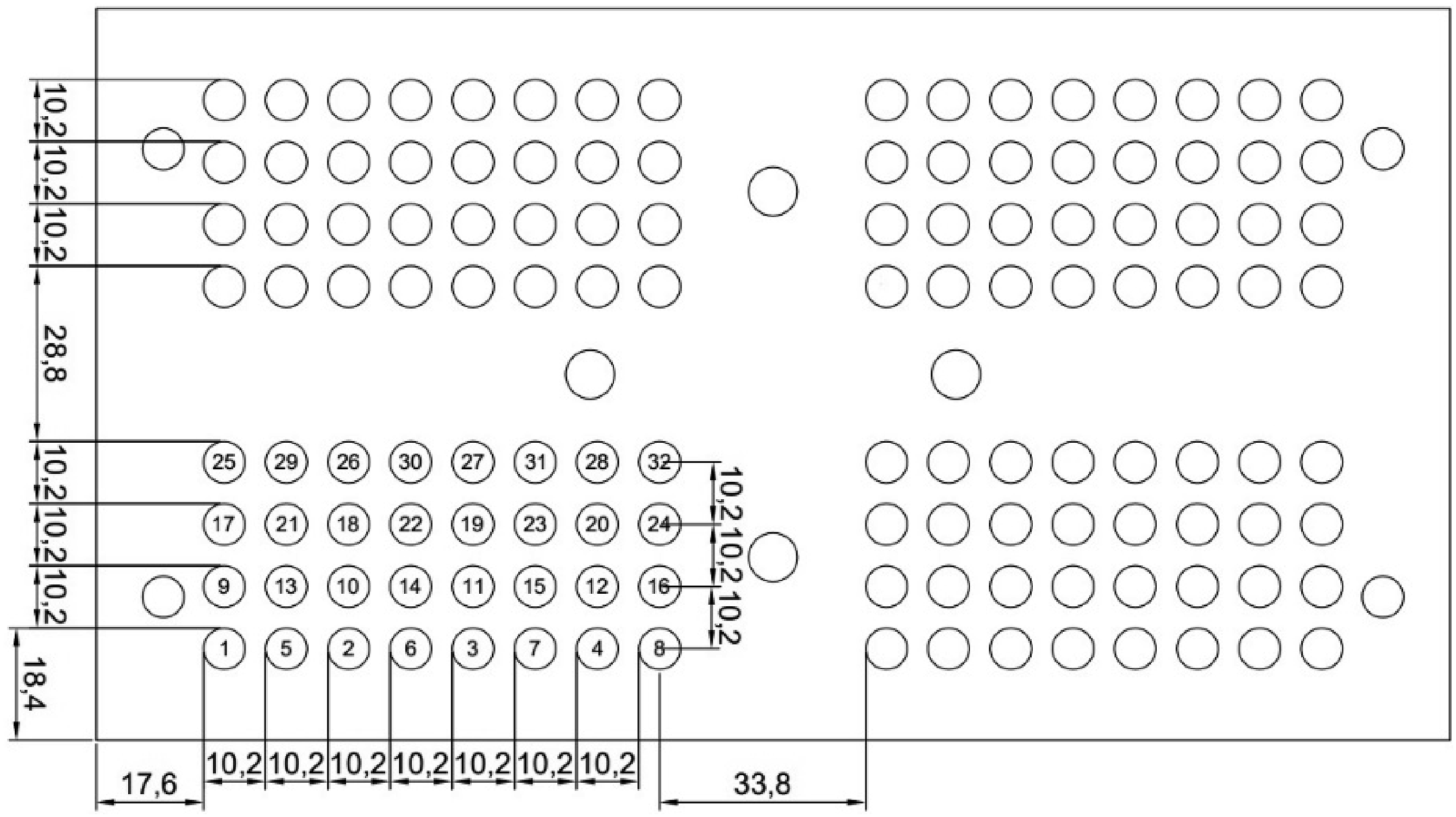
The cutting forces generated during the drilling operation were measured with a Kistler 9272a Multipurpose Dynamometer capable of 1 kHz data acquisition rate. The measurements obtained from the dynamometer will be amplified with an eight-channel Kistler Amplifier and transferred to the computer and the data will be evaluated with Kistler Dynoware software and the force and moment changes depending on the processing parameters were transferred to the graphs. In this way, the force and moment values of the specimens depending on the drilling parameters were determined. Drilling and data acquisition sketch was shown in Figure 4. Drilling and data acquisition experimental setup.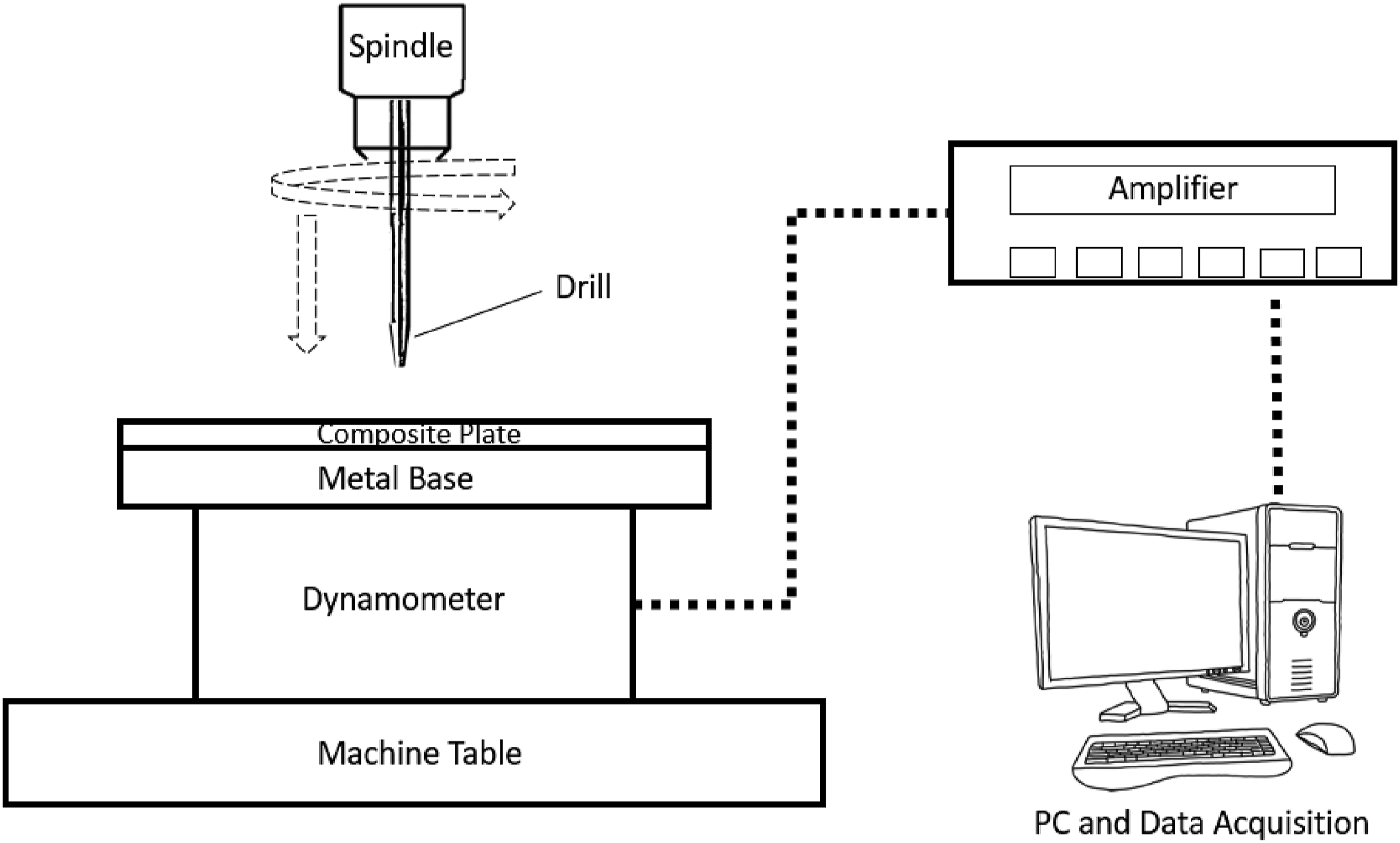
Delamination Determination and Statistical Analysis
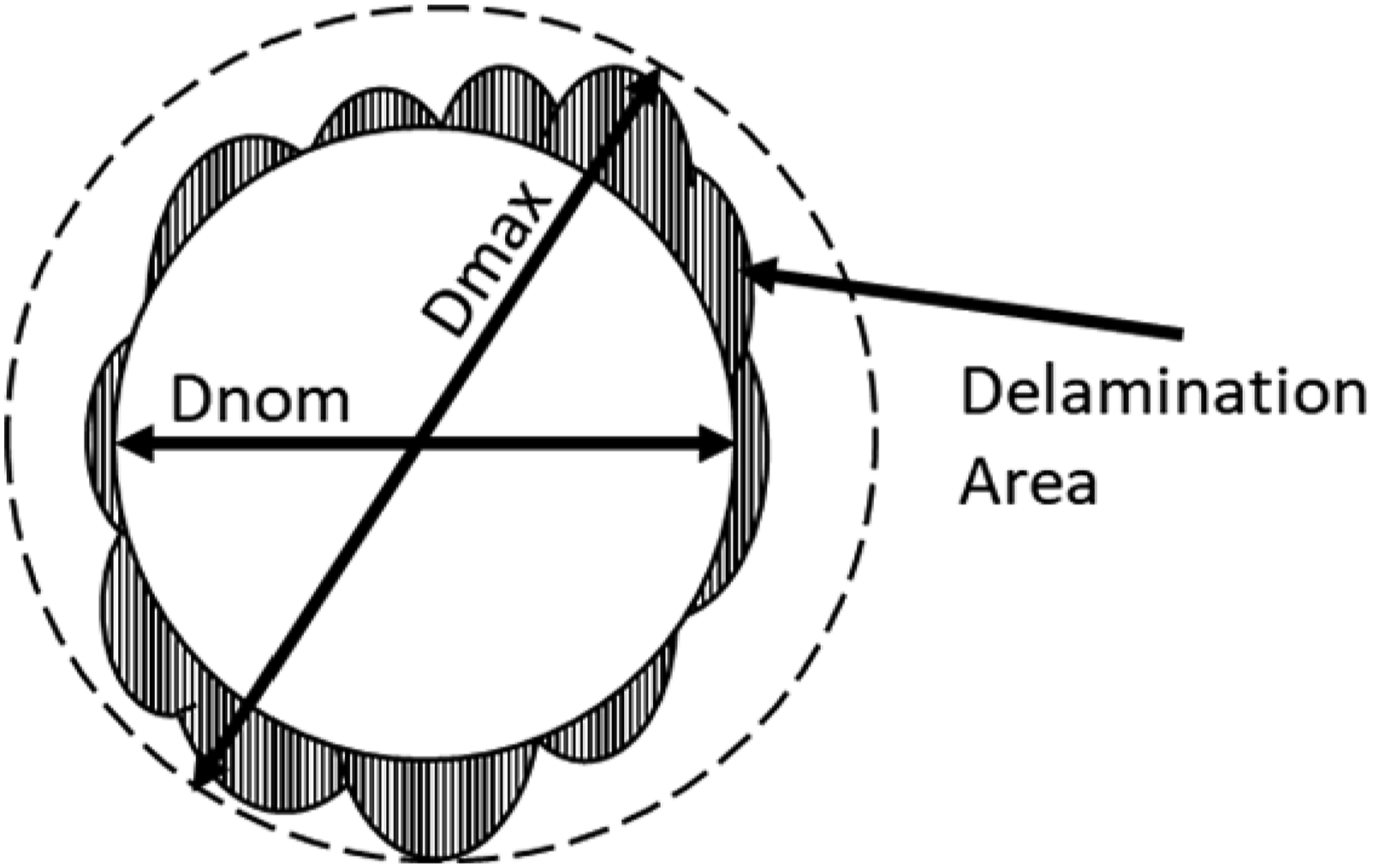
After the drilling operation was completed, the amount of delamination were determined with Zeiss Digital Microscope. Delamination amounts of enter and exit side were measured and maximum of them were used for delamination factor calculation in order to find out maximum damage of drilling. Delamination factors (Fd) were calculated according to the maximum damage that visualized in Figure 5.
15
Delamination factor parameters.
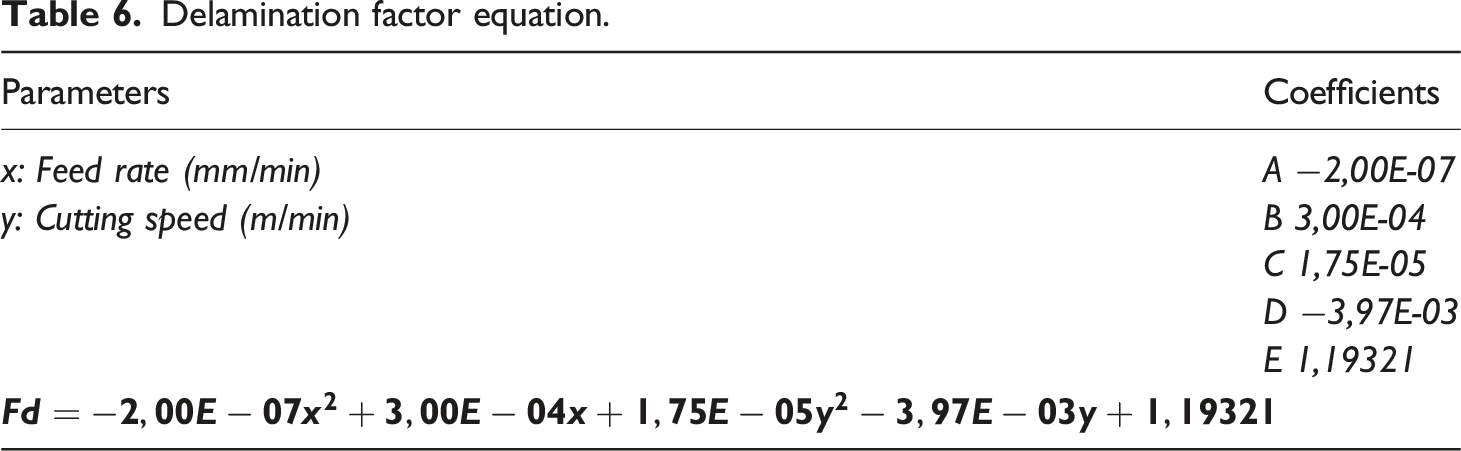
Delamination data and drilling parameters are analyzed by statistical methods which is regression analysis. Second degree equation for delamination factor was obtained depend on drilling parameters. Function of the delamination factor equation was shown in equation (2).
Results and Discussion
Force and Moment Results
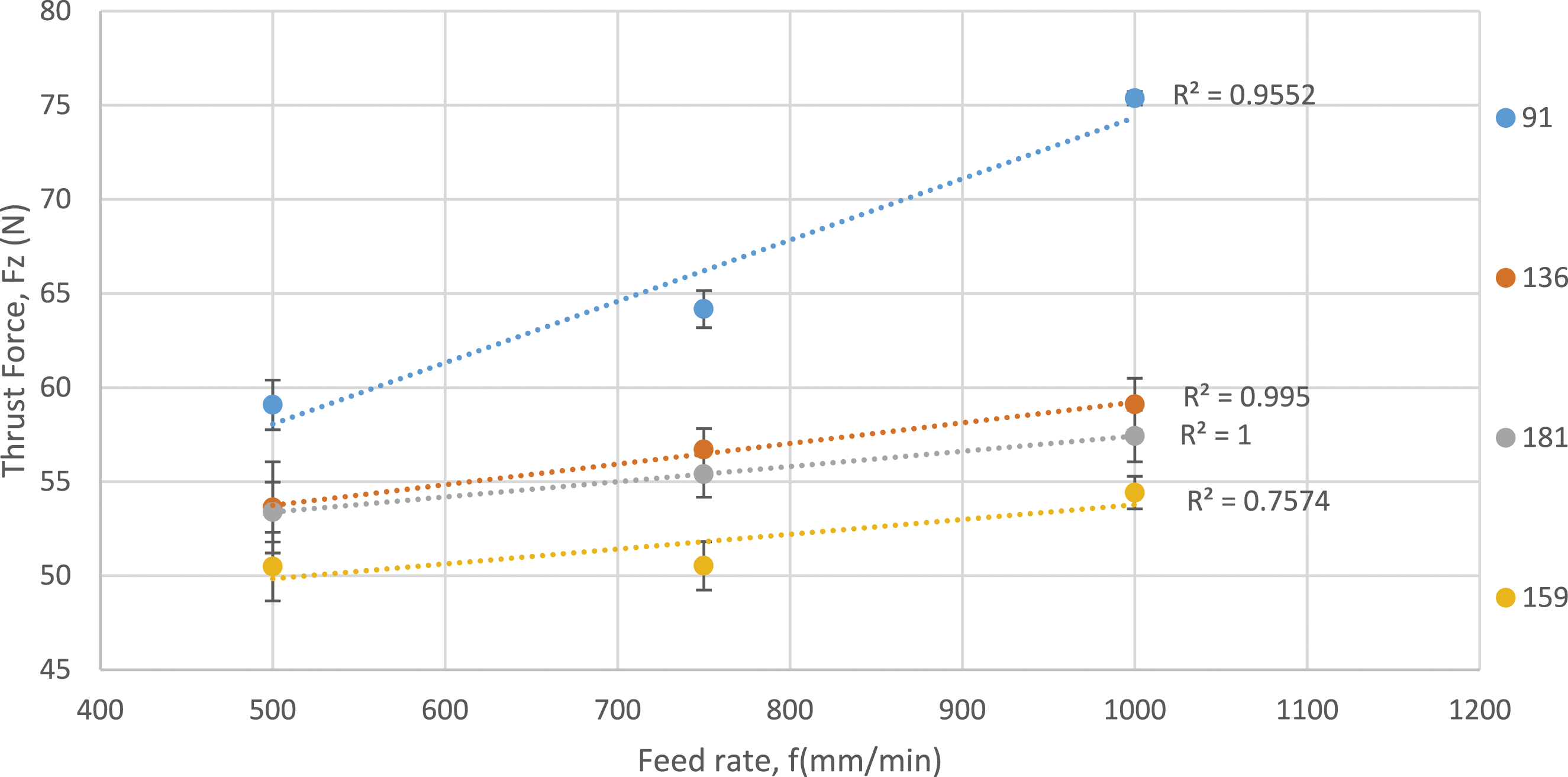
Force data acquired by dynamometer are proportional to feed rate for each cutting speed (Vc). Slope of individual cutting speeds may vary but general approach is linear and proportional to feed rate.
31
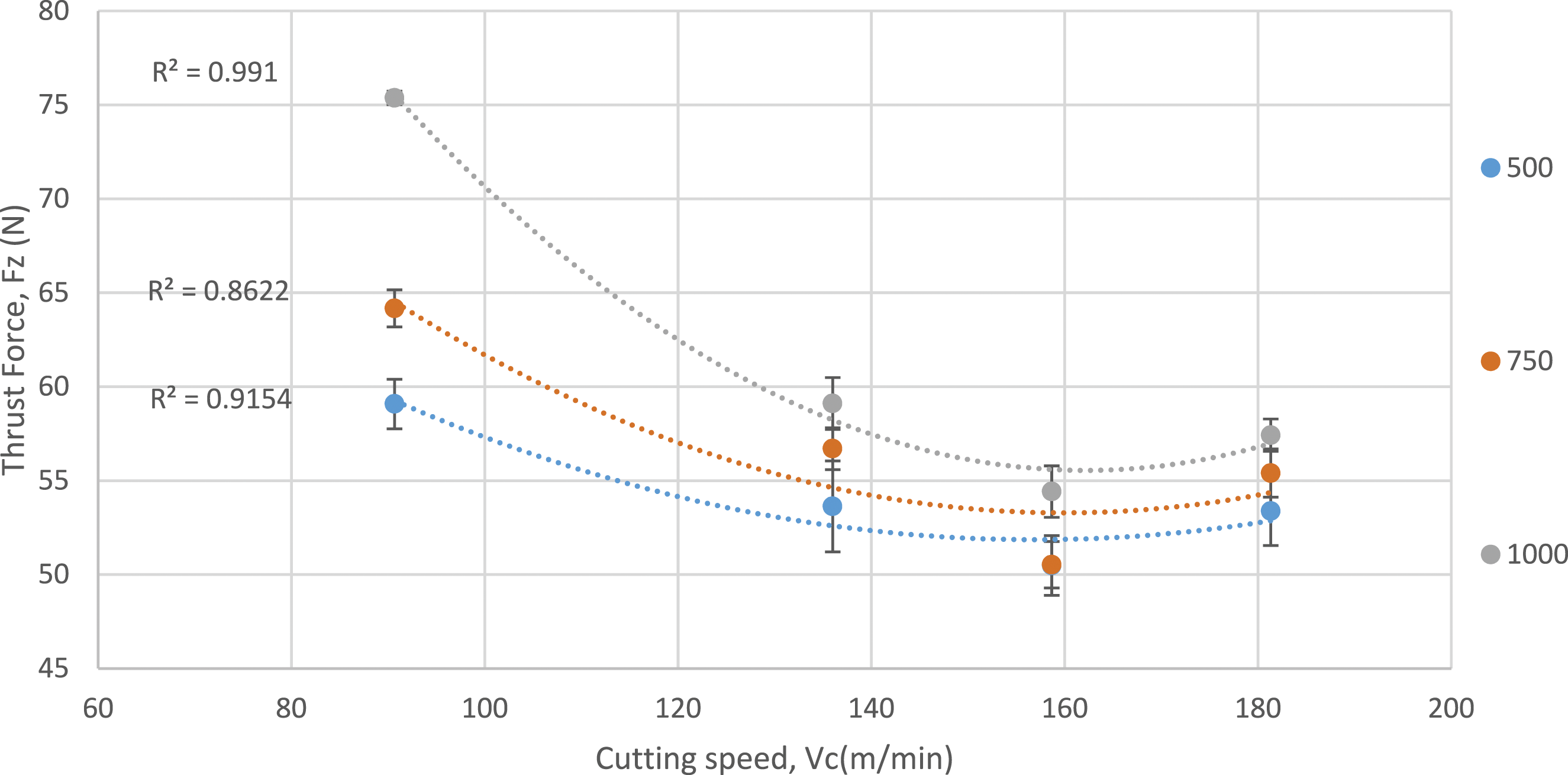
On the other hand, thrust force values with respect to cutting speed are inversely proportional during drilling.27,32,33 Thrust force results shows that downward tendency is stop even if cutting speed is increased. Thrust force evaluation, feed rate and cutting speed versus maximum thrust force graphs are shown in Figures 6, 7 and 8 respectively. Thrust force evaluation during drilling. Fz versus f graph. Fz versus Vc graph.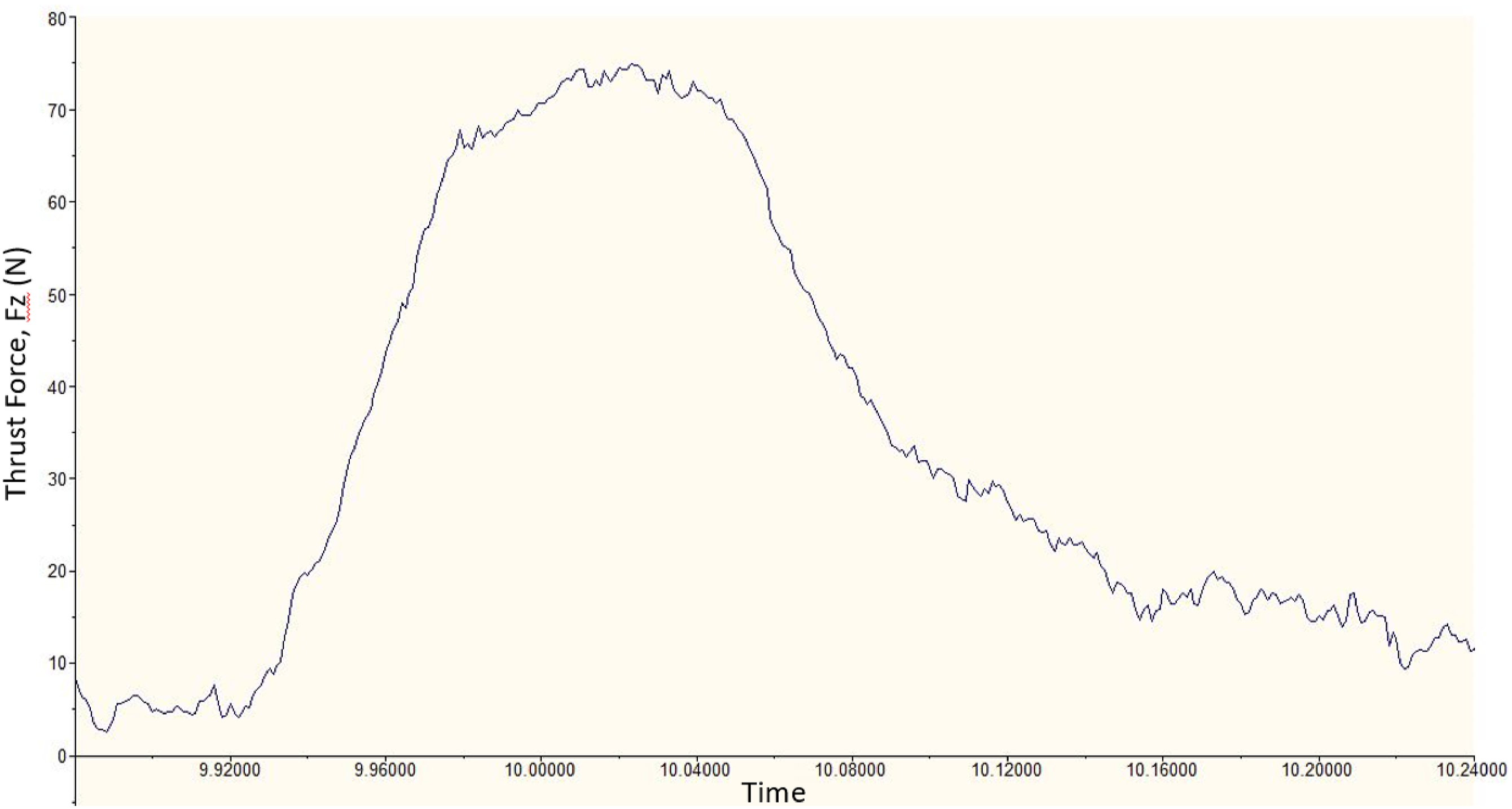
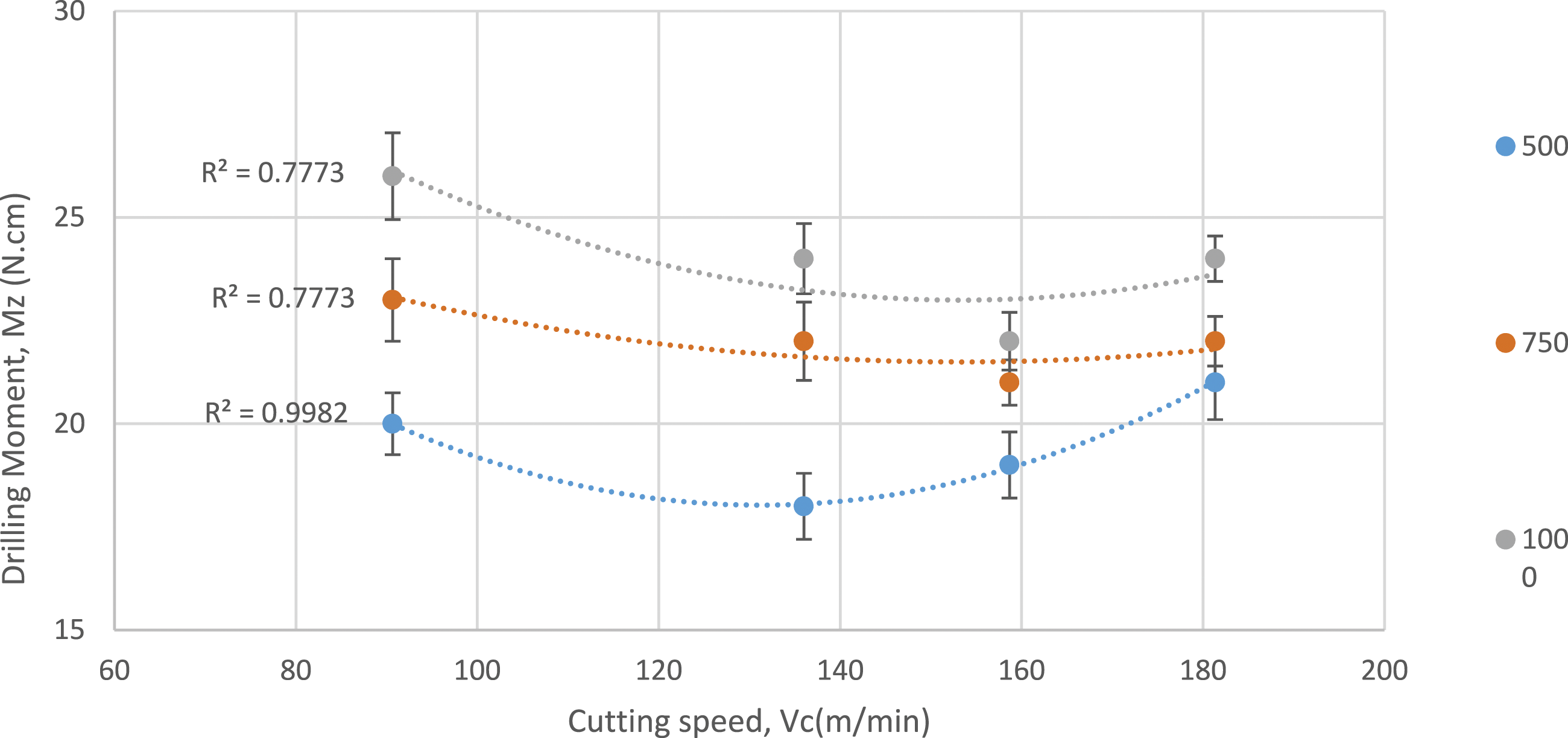
Feed rate and cutting speed analyzed in terms of moment caused by drilling. Feed rate versus moment during drilling have similar relationship with force versus feed rate which is proportional.34,35 However, drilling moment versus cutting speed is found parabolic function, having minimum point, which compatible with some research.
36
Unlike other linear relationships that determined during drilling, drilling moment versus cutting speed is the most important parameter due to nonlinear behavior. Because minimum damage of the composite due to drilling is the primary purpose of the research. Therefore, cutting speed effect on drilling moment is the most dominant effect of delamination, which is the deterministic damage of the composite due to drilling. Feed rate and cutting speed versus maximum drilling moment graphs are shown in Figures 9 and 10 respectively. Mz versus f graph. Mz versus Vc graph.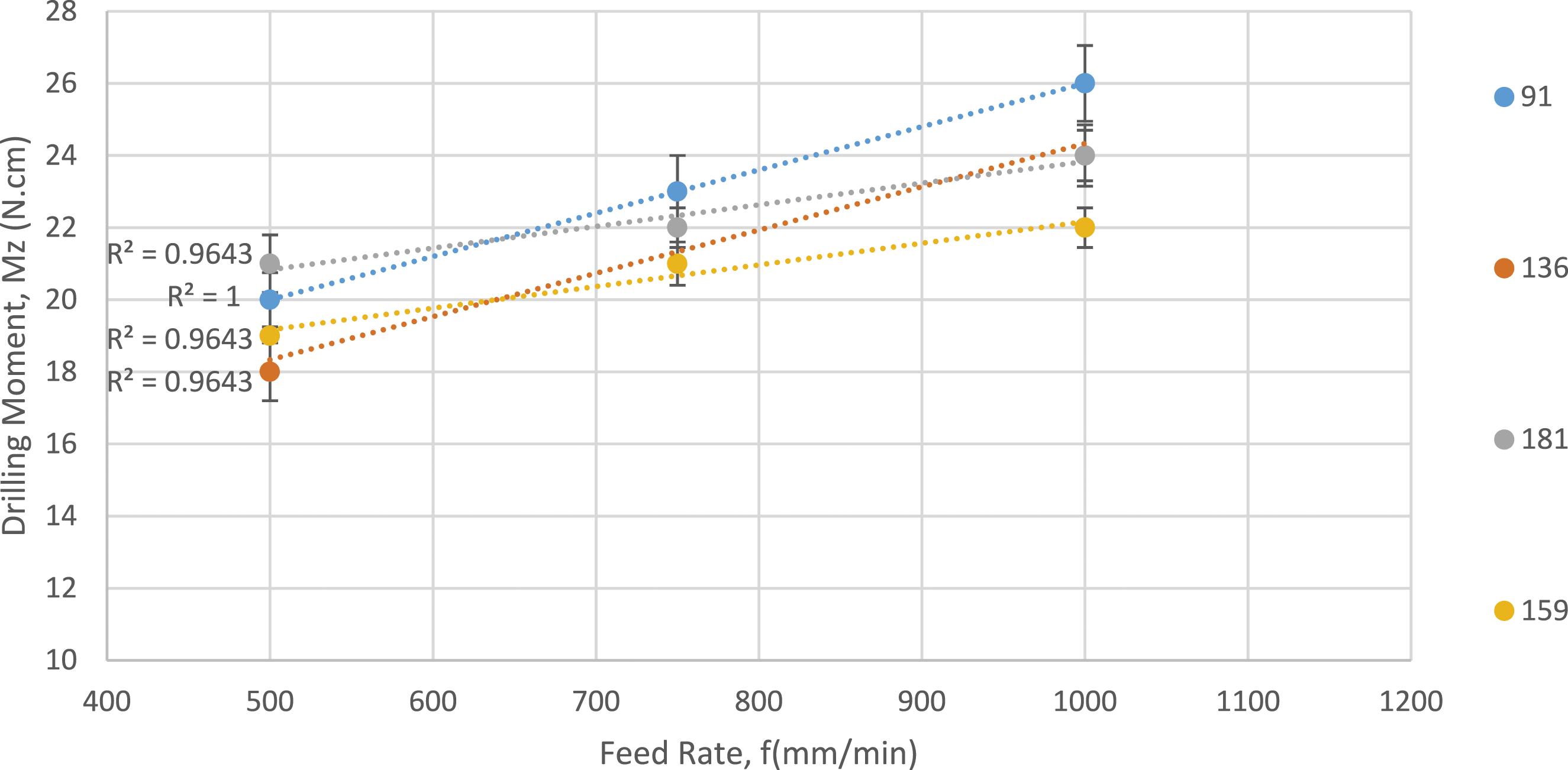
Delamination Results
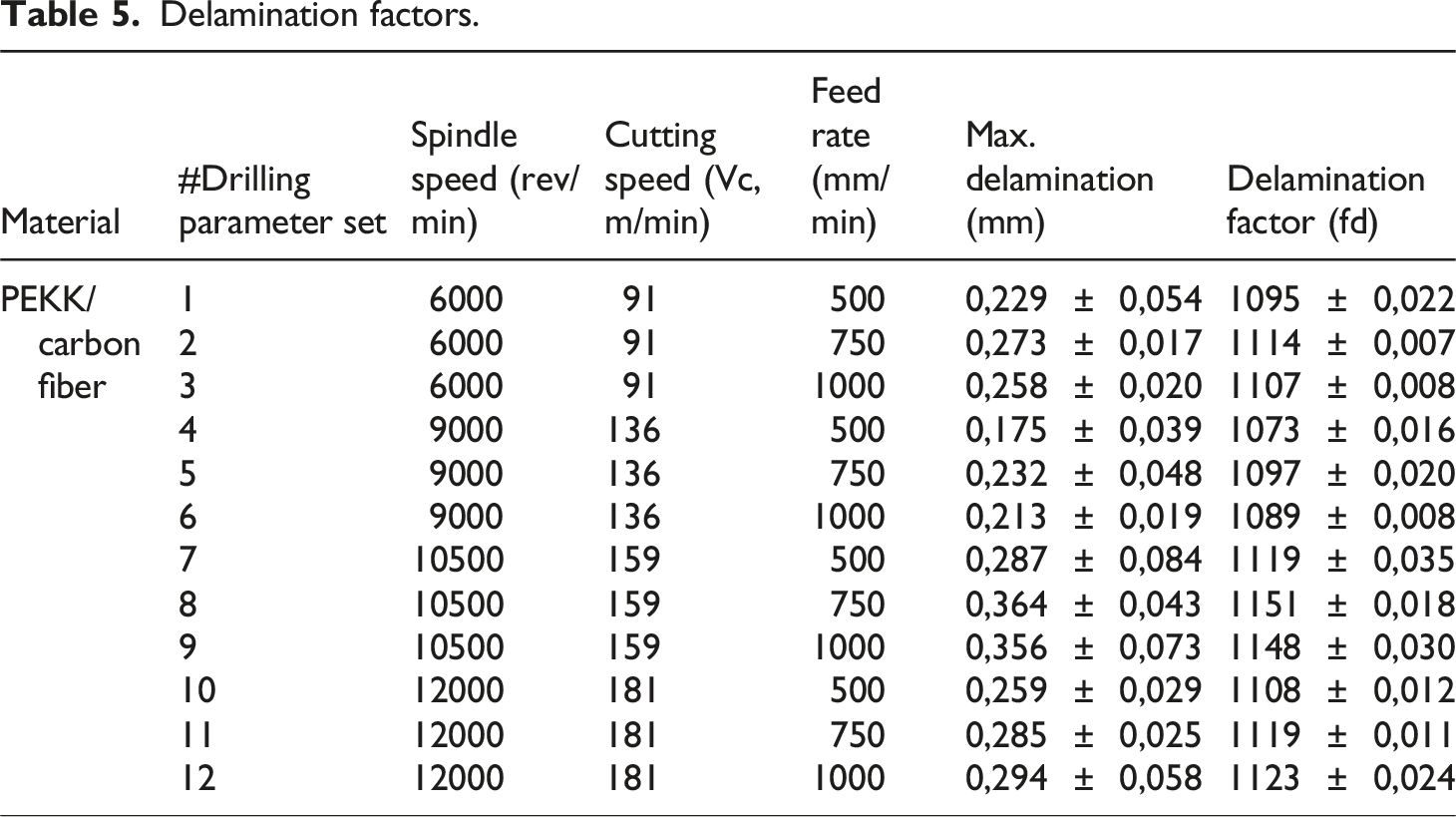
Maximum delamination is measured by digital microscope for each drilling parameter set in order to calculate delamination factor per equation (1). Microscopic image of delamination measurement is shown in Figure 11. Measured delamination and calculated delamination factor values depend on drilling parameter sets are tabulated in Table 5. Microscopic image of delamination. Delamination factors.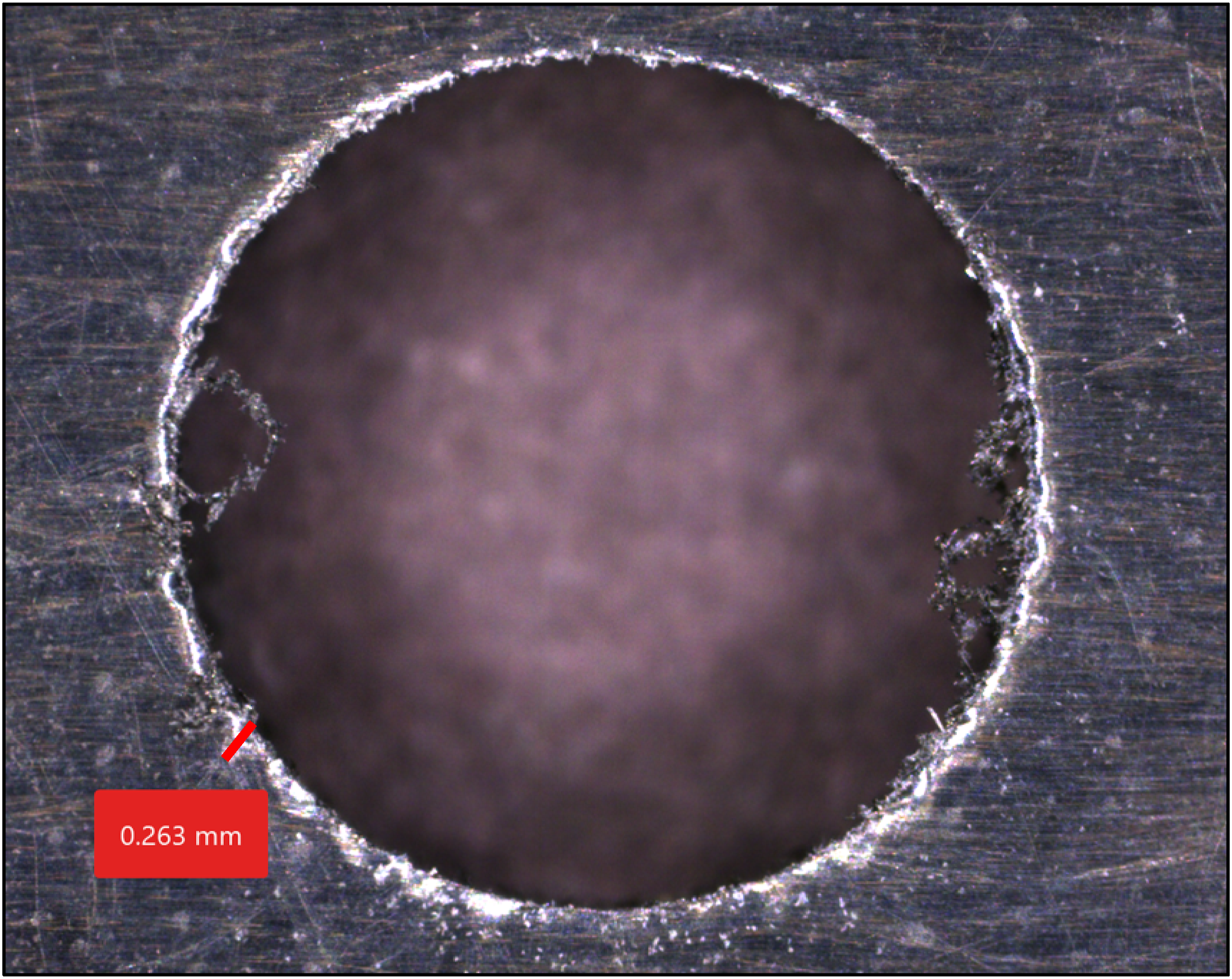
Delamination factors are evaluated with respect to feed rate and cutting speed in order to minimize drilling damage. Delamination factor results shows that feed rate and cutting speed , which is directly related with spindle revolution, have combined effect on delamination during drilling.
37
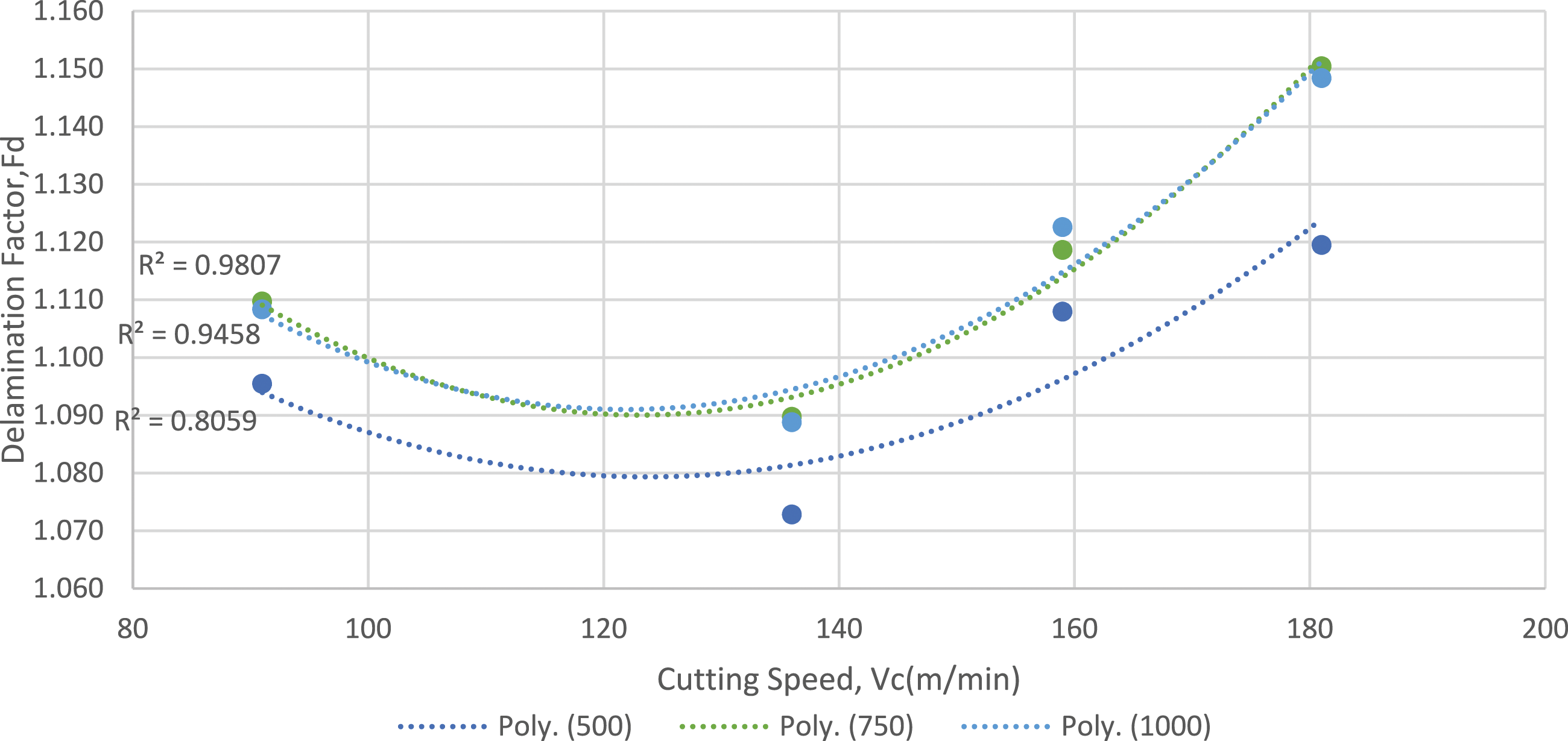
Delamination factors depending on drilling parameters are shown in Figure 12. Delamination factors are determined between 1.07 and 1.15 that are satisfactory since they are lower than 1.4
38
Delamination factors.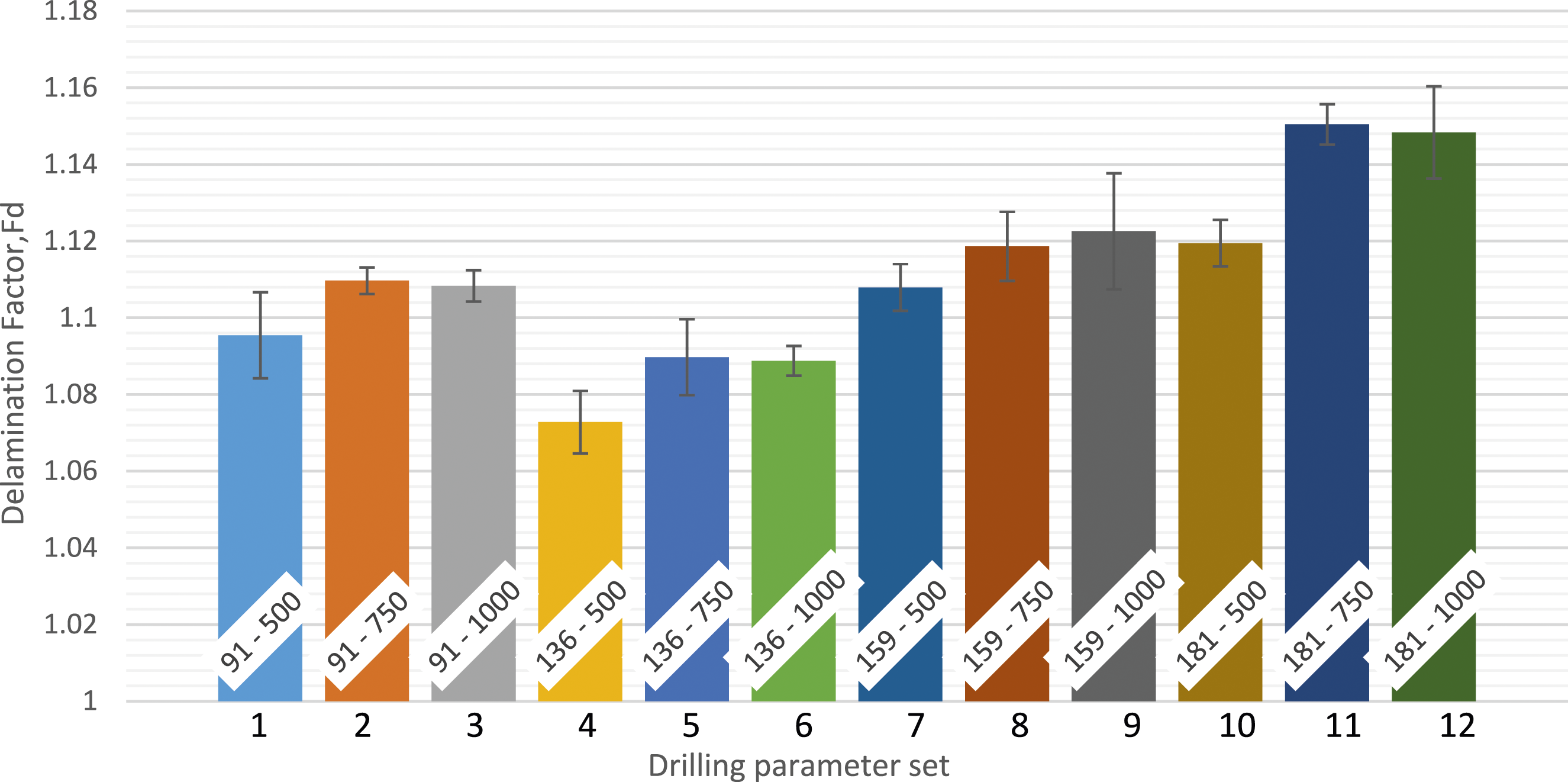
Singular effect of feed rate and cutting speed on delamination factor are examined independently to understand each parameter’s impact on delamination. In this way, delamination factors are found directly proportional to feed rate of drilling which is shown in Figure 13. This behavior is similar to thrust force and drilling moment that are explained in section 3.1. However, cutting speed and delamination have polynomial relationship which is shown in Figure 14. This relationship results with optimum point of cutting speed which is 130 m/min to minimize damage during drilling. Optimum point of delamination in polymer composites is supposed result depending on thrust force and drill torque.39–43 Furthermore, behavior of momentum that formed during drilling and delamination factor against cutting speed are compatible each other. Fd versus feed rate. Fd versus cutting speed.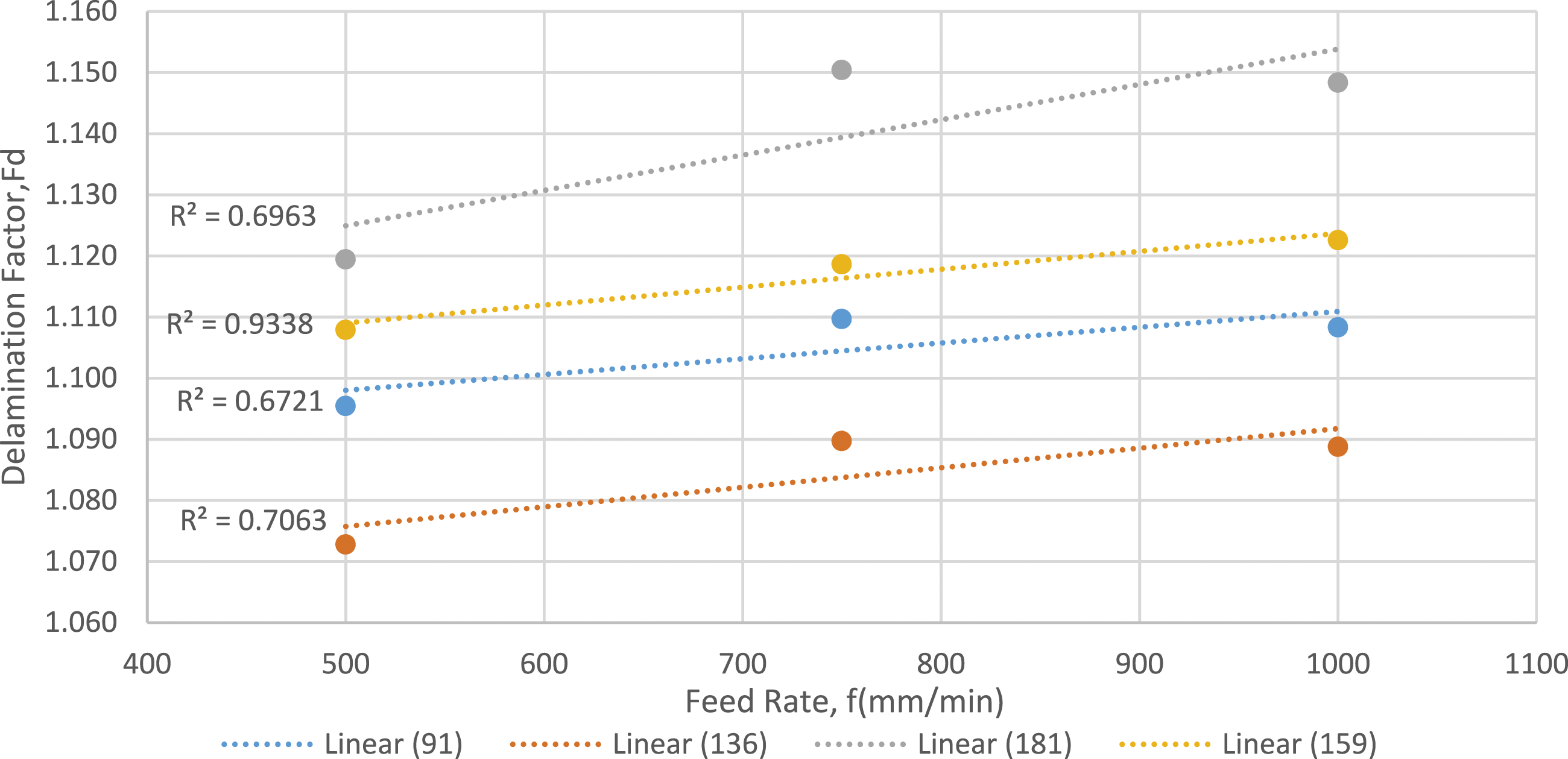
Delamination factor equation.
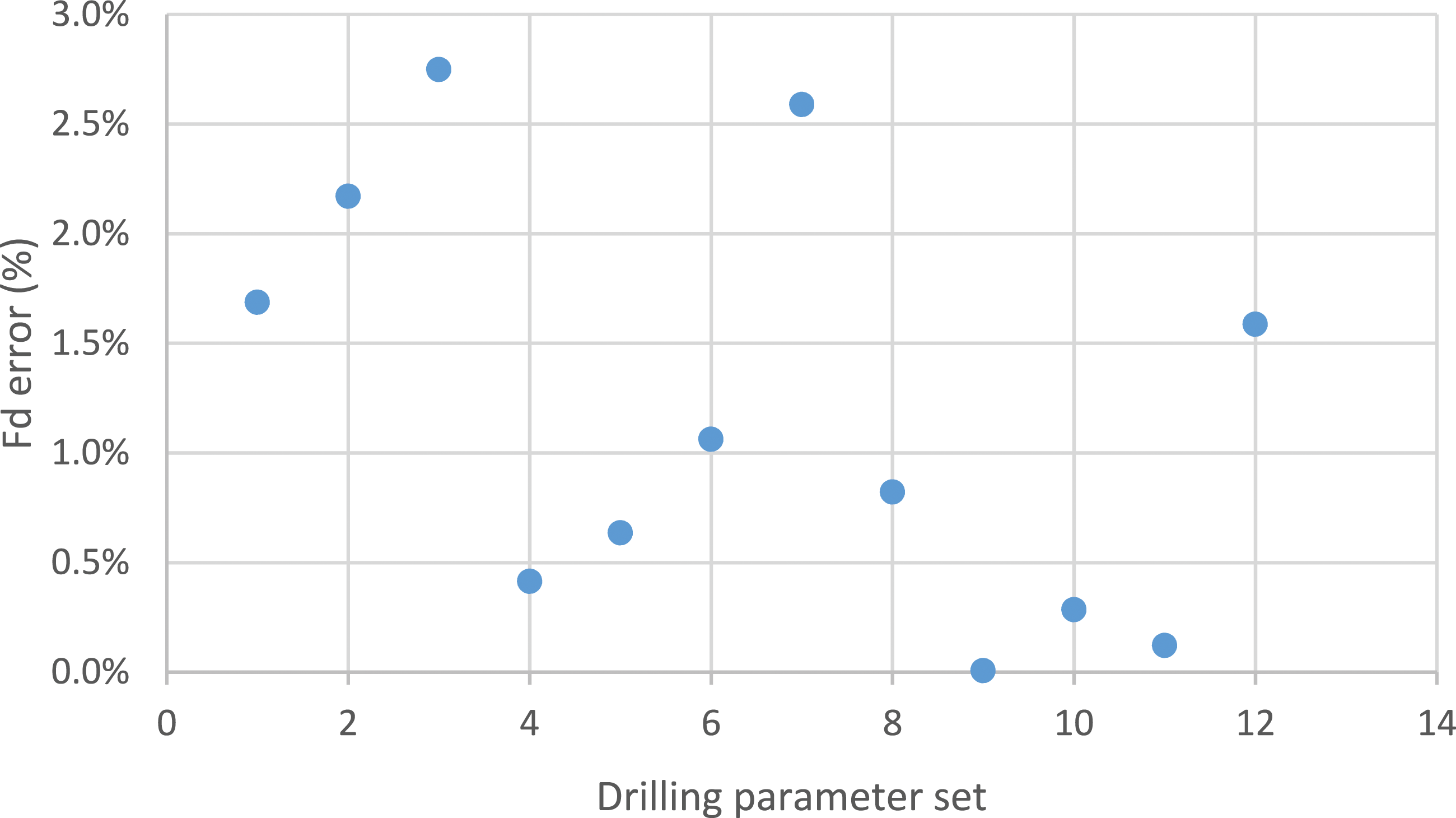
Error distribution between measurement and model.
Conclusion
The primary objective of this study was to predict and minimize delamination in composite materials by identifying optimal drilling parameters, specifically focusing on the moment and vertical force generated by varying cutting speeds and feed rates. Through meticulous experimentation and statistical analysis, the relationship between drilling parameters and delamination has been explored in depth.
The force data acquired during drilling operations revealed a proportional relationship with feed rate, while exhibiting an inverse proportionality with cutting speed. These findings underscore the intricate dynamics at play during drilling, highlighting the importance of both feed rate and cutting speed in mitigating delamination.
Analysis of feed rate and cutting speed in terms of momentum further elucidated their impact on drilling-induced damage. While feed rate exhibited a proportional relationship with momentum, cutting speed demonstrated a parabolic function, indicating a critical threshold for minimizing composite damage. The identification of an optimum cutting speed of 130 m/min represents a significant advancement in reducing delamination during drilling operations.
Delamination factors, calculated based on maximum delamination measurements, provided valuable insights into the combined effect of feed rate and cutting speed on drilling damage. Furthermore, the singular effects of feed rate and cutting speed on delamination factor were examined independently, revealing their direct proportional relationship with feed rate and polynomial relationship with cutting speed.
The formulation of a delamination factor equation through nonlinear regression analysis further solidifies our understanding of the complex interplay between drilling parameters and delamination. With a coefficient of determination (R2) exceeding 70% and minimal error between predicted and measured delamination factors (average error: 1.2%), the proposed model offers a robust framework for optimizing drilling processes and enhancing composite performance.
In conclusion, this study advances our knowledge of drilling-induced delamination in composite materials and provides valuable insights for minimizing damage during manufacturing processes. By leveraging optimal drilling parameters identified through rigorous experimentation and statistical analysis, manufacturers can achieve superior composite quality, thereby contributing to the continued advancement of aerospace technology.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.