
Abstract
While electronic textiles (e-textiles) hold significant potential for improving everyday life, scalability remains a key challenge, particularly in optimizing circuit routing for effective signal transfer and reliable connections without compromising textile properties. Interconnects are essential for transmitting electrical power, data, and signals within these structures. Weaving, the most commonly used fabric production method, offers distinct advantages for integrating yarn-based interconnects. Despite various studies on weaving techniques for integrating electronic circuits into textiles, a notable gap exists concerning the impact of weaving parameters on interconnect performance. This review addresses this gap by analyzing how weaving parameters, classified into yarn properties, weave construction, machine parameters, fabric properties, and environmental conditions, affect the functionality of yarn-based interconnects. It was revealed that these parameters significantly influence the electrical conductivity, resistivity, reliability, durability, washability, comfort, and mechanical properties of the interconnects. The findings provide a framework for developing flexible, durable, and esthetically appealing woven e-textiles by enhancing the understanding of how weaving parameters influence interconnect performance.

Keywords
Introduction
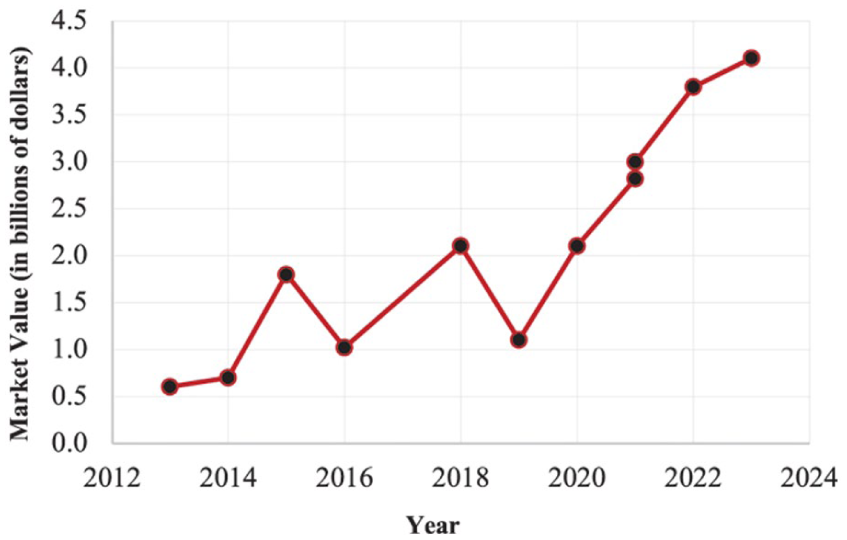
In its inception, clothing primarily aimed to fulfill esthetic needs, gradually evolving to serve an essential role of shielding the body of the wearer from environmental elements. 1 This evolution was further driven by the introduction of synthetic and technical fibers, progress in material science, computer science, electronics, and nanotechnologies, resulting in the emergence of electronic textiles, commonly referred to as e-textiles.2,3 According to the International Electrotechnical Commission (IEC) 63203-101-1:2021, e-textiles include fibers, yarns, fabrics, or any textile final product integrated with a minimum of one electronic component or device. E-textiles hold significant potential for wearable, flexible, and large-area applications across industries such as healthcare, communication, entertainment, sports, space exploration, and security monitoring. 4 The global e-textile market, valued at approximately US$600 million in 2013, 5 is projected to grow to around US$15 billion by the year 2028 6 (Figure 1).
Despite their promise, e-textiles face critical challenges in transitioning from prototypes to scalable commercial products.18 –21 Many remain at lower Technology Readiness Levels (TRLs), 22 struggling to meet the durability and reliability standards required for mass-market adoption. The fundamental challenge lies in reconciling the flexibility, lightness, and washability of textiles with the rigidity and fragility of electronic components. Achieving this balance requires addressing issues such as efficient power and signal transfer, circuit durability, and scalability. Among these challenges, the design and integration of interconnects are particularly decisive for ensuring reliable functionality and scalability of e-textiles.
Interconnects facilitate the linkage between multiple devices or a conductor to another and are specifically engineered to align with the mechanical and electrical properties of textile materials. 4 A connection is a point of contact where two elements, such as a power source and a textile circuit, join to enable the transmission of signals or power. In e-textiles, connections typically involve connectors, which link the textile to external electronics and allow for detachable interactions.23,24 By contrast, interconnects create permanent or semi-permanent electrical pathways within the textile, enabling continuous transmission of signals or power between integrated components. While connectors link external elements to the textile, interconnects form the underlying conductive structure within the fabric. Standard connectors include fasteners, USB ports, buckles, hook-and-loop closures, and zippers.
Two main categories of materials are typically utilized to develop interconnects: polymers, which contribute to the creation of fibers and yarns, and metals. While metals are economical and provide robust strength and dependable electro-conductivity, they lack the flexibility and comfort inherent in yarn-based interconnects. 25 Yarn-based interconnects provide a continuous length and can be integrated into the fabric using traditional weaving, knitting, or braiding techniques with minimal or no modifications to existing machinery. This seamless integration is essential for incorporating electronics into textile structures without compromising the desirable properties of clothing (such as washability and drapability).
Weaving, the most widely utilized fabric manufacturing technique, 26 offers a structured approach to integrating yarn-based interconnects into woven e-textiles. By interlacing warp and weft yarns, weaving enables the formation of conductive pathways that mimic an electrical grid, facilitating efficient circuit routing. Unlike knitting, woven fabrics exhibit reduced stretch, which minimizes strain on integrated conductive threads 27 and can improve durability. Moreover, weaving parameters, including yarn properties, weave construction, environmental conditions, and other relevant factors, significantly influence the performance, durability, and scalability of yarn-based interconnects in woven e-textiles.28 –32 Effectively addressing these parameters is essential for overcoming current limitations, such as poor mechanical reliability and limited scalability, and advancing e-textiles toward higher TRLs.
While prior studies have explored the weaving technique to integrate electronic circuits into textile structures,4,28,33 –35 a comprehensive review addressing the effect of weaving parameters on the performance of yarn-based interconnects in woven e-textiles is notably absent, leaving a significant gap in the literature. This review article aims to address this gap. The discussion begins with a concise analysis of interconnects, covering the materials used and various integration techniques for yarn-based interconnects. Additionally, it thoroughly examines the influence of weaving parameters on their performance. Finally, key conclusions are identified, and recommendations for future research are presented.
Overview of interconnects
Desired characteristics
Interconnects in e-textiles are essential for enabling multiple electrical functions by creating conductive paths within the textile structure. 36 They function as channels for the transmission of electrical power from conventional sources as well as for the transfer of data and electrical signals. 37 They facilitate fiber-to-fiber connections, making them critical components in flexible electronics. 36 To perform effectively, interconnects must have low bulk resistivity, flexibility, and the ability to integrate seamlessly into the fabric while being strong and stable under environmental conditions. Equally important is wearability, which ensures that the interconnects do not compromise the comfort, drape, or softness of the textile. Furthermore, interconnects must demonstrate resistance to physical stresses, including laundering, abrasion, puncture, and folding. 38 This is essential to maintain device functionality in the event of accidental damage, such as cuts or abrasions to the line. Figure 2 summarizes the desired characteristics of yarn-based interconnects.

Desired characteristics of yarn-based interconnects.
Materials and fabrication techniques
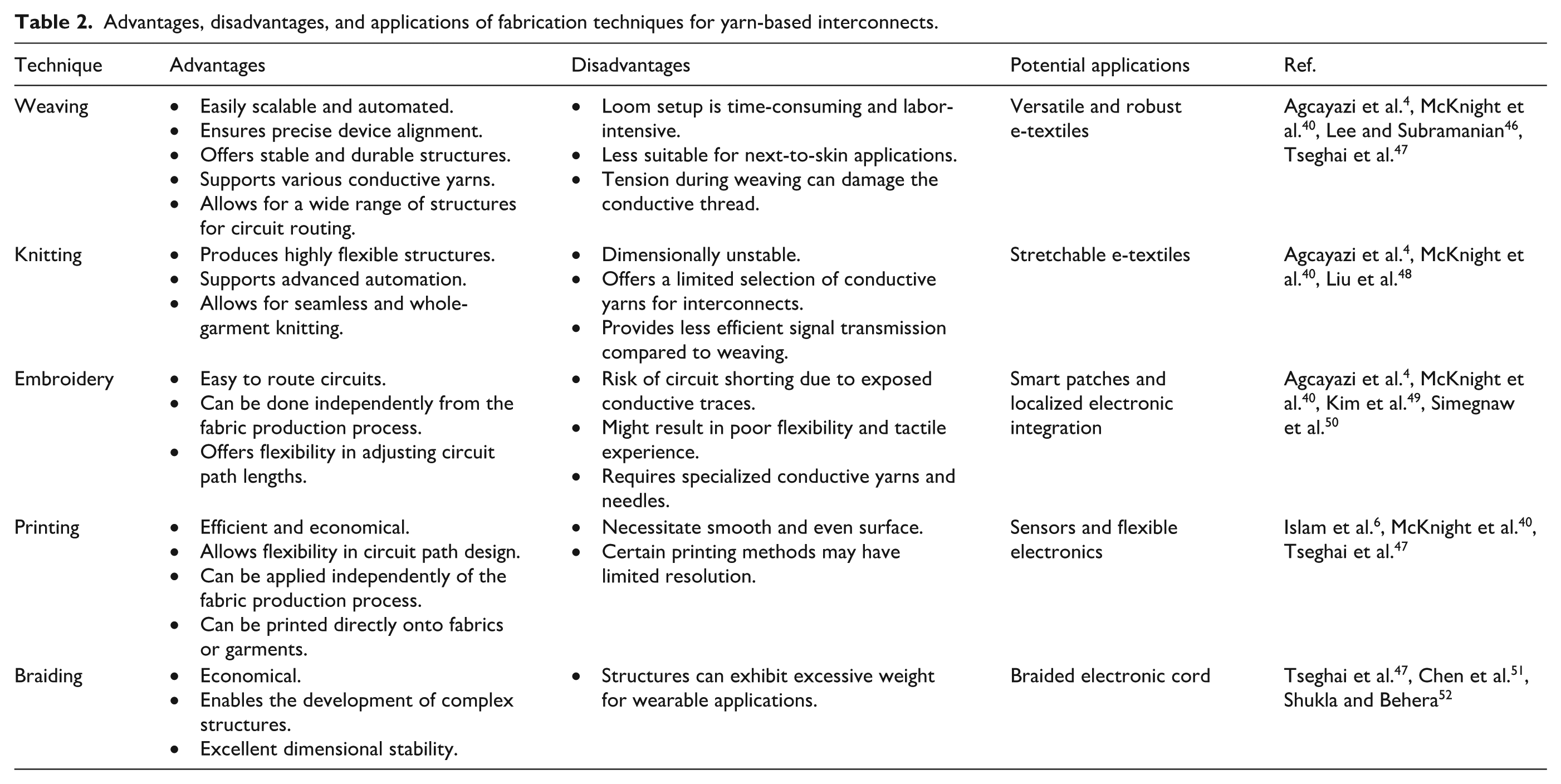
Several metals are commonly utilized for interconnects in e-textiles, including aluminum, silver, copper, and gold. 39 Metals such as gold are often used as wires or as coatings on polymeric fibers within textile structures. However, metals tend to exhibit higher stiffness compared to polymers, which can lead to issues such as buckling, even in pre-strained gold metallization, resulting in variations in electrical conductivity. Conductive polymers present an alternative but are prone to degradation over time due to exposure to environmental factors such as oxygen, light, temperature, and moisture. These challenges can be mitigated using yarn-based interconnects, which can offer improved stability and performance in e-textile applications. Conductive yarns, which exhibit conductivities spanning from 5 Ω/m up to several kΩ/m, hold significant potential for advancing e-textiles, especially as interconnects integrated within fabrics.19,40 Hybrid conductive yarns are composed of conventional fibers, typically polyester or polyamide, combined with conductive metal microwires such as copper, brass, stainless steel, nickel, or ferrous alloys. 41 The material selection influences whether the resulting knitted or woven fabrics exhibit conductive or resistive properties and allows for the integration of additional electronic functionalities through embroidery. Furthermore, fabric manufacturing techniques such as weaving, knitting, embroidery, printing, and braiding can be used to integrate yarn-based interconnects into textiles. Table 1 demonstrates a comparative analysis of the commonly used materials for interconnects, whereas Table 2 comprehensively evaluates the advantages, disadvantages, and potential applications associated with fabric manufacturing techniques.
Comparison of different interconnect materials.

Advantages, disadvantages, and applications of fabrication techniques for yarn-based interconnects.
Role of weaving
While each fabric manufacturing technique offers distinct advantages and disadvantages, weaving demonstrates several key benefits, particularly for the integration of yarn-based interconnects. The use of a warp and weft system allows conductive yarns to be incorporated in both directions, providing greater design flexibility in designing circuits within the textile. Additionally, the ability to vary the tension between the warp and weft enables the creation of fabrics with diverse mechanical properties. Weaving also allows for the formation of stable, robust structures ideal for creating durable e-textiles. Handlooms offer additional flexibility, enabling more significant manipulation during weft insertion, making it possible to create unique patterns that accommodate complex designs. Moreover, weaving facilitates the integration of insulation layers directly within the fabric, protecting the conductive elements without requiring additional materials or processes. Another notable advantage of weaving is the capacity to construct multi-layer fabrics, where electronic components can be embedded or concealed without compromising the esthetics or functionality of the fabric. Table 3 outlines critical woven fabrication parameters that impact the performance of yarn-based interconnects.
Woven fabrication parameters of yarn-based interconnects.

Influence of weaving parameters on interconnect performance
The weaving parameters that impact the properties of interconnects can be categorized into five main groups: yarn properties, weave construction, machine parameters, fabric properties, and environmental conditions (Figure 3). A yarn is a textile product with a relatively small cross-section, composed of fibers and/or filaments, with or without twist, suitable for interlacing in processes such as weaving, knitting, or sewing. 62 Conductive yarn specifically refers to yarn with electrical conductivity. Relevant yarn properties include factors such as count, 63 twist, composition, 64 bending behavior, 65 coefficient of friction, tensile behavior, 66 and creep. 67 Three fundamental weave constructions are plain, twill, and satin. Machine parameters include loom speed, 68 warp tension, beat-up force, backrest roller height and depth, 69 and shed angle. Fabric properties refer to the number of warp yarns and weft yarns in a unit length, 70 crimp, 71 cover factor, 72 as well as fabric width. 34 Additionally, environmental conditions of interest consist of temperature and relative humidity. 65 In contrast to traditional woven fabrics, woven e-textiles utilize both conventional and conductive yarn. The conductive yarn establishes interconnect paths, while the non-conductive yarn provides essential insulation 73 and separation (for preventing crosstalk). This section exclusively discusses how weaving parameters influence the performance of interconnects, explicitly focusing on instances where conductive yarns are utilized to create woven interconnects for signal transfer.
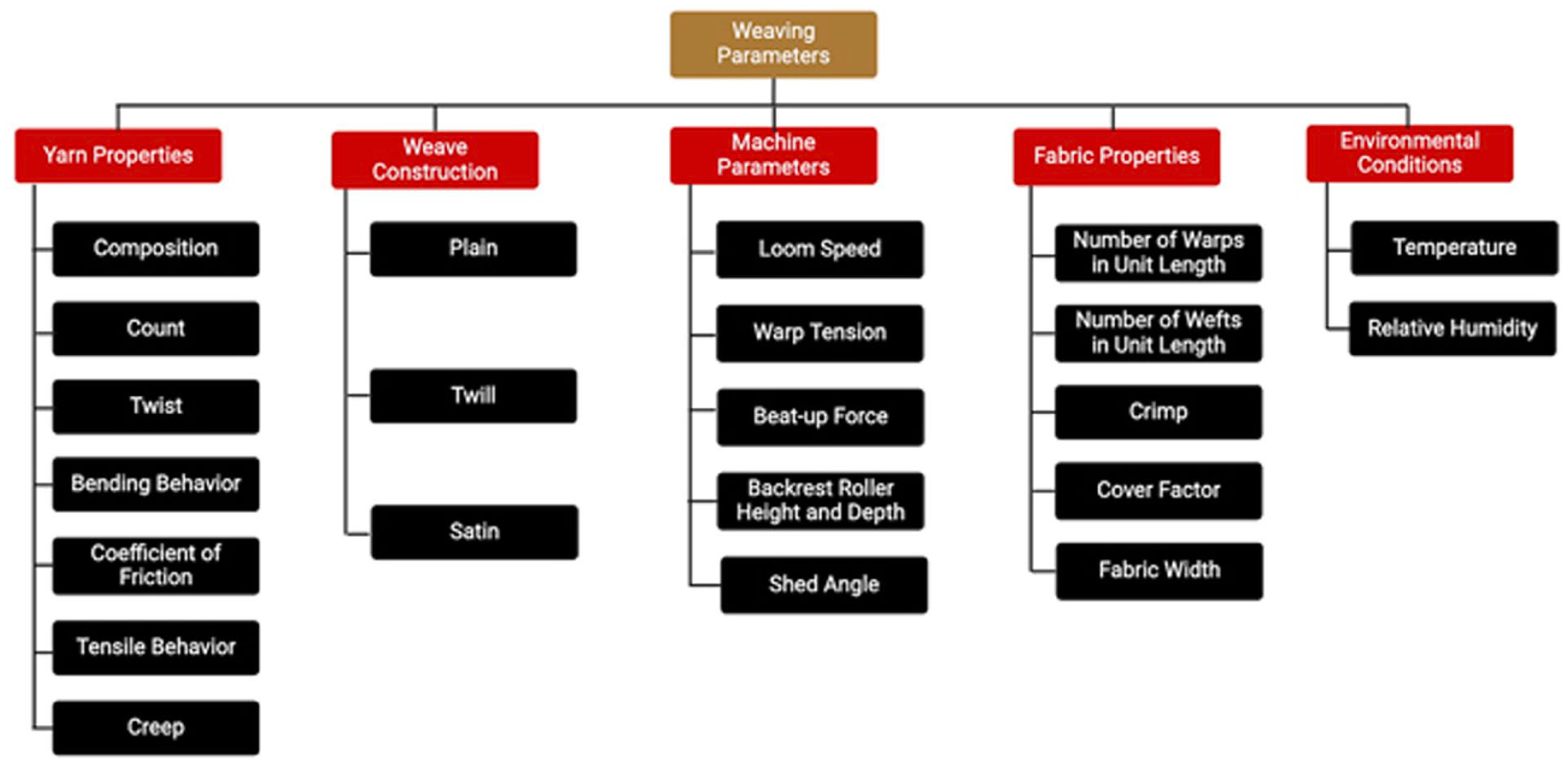
Weaving parameters that impact the properties of interconnects.
Impact of yarn properties on interconnects
Conductive yarns utilized in the production of e-textiles can be organized into several types: metallic yarns, plated yarns, composite conductive yarns, inherently conductive polymer yarns, and yarns composed of novel nano-materials and nano-composites. 74 Figure 4 illustrates microscopic images of different types of conductive yarns. In literature, metallic threads such as copper and steel are commonly used for constructing interconnects within woven electronic circuits. Dhawan et al. produced plain woven fabrics using polyester yarns alongside steel and copper yarns utilized as conductors for interconnect development. 28 They identified resistance welding as a highly efficient method for creating interconnects and disconnects. The researchers found a contact resistance of 0.267 Ω for copper interconnects and 0.4323 Ω for the steel counterparts. They stated that woven circuits can be manufactured on cam, dobby, or jacquard looms. However, the jacquard loom should be preferred because of its ability to weave more elaborate circuit designs and manipulate each warp thread independently.
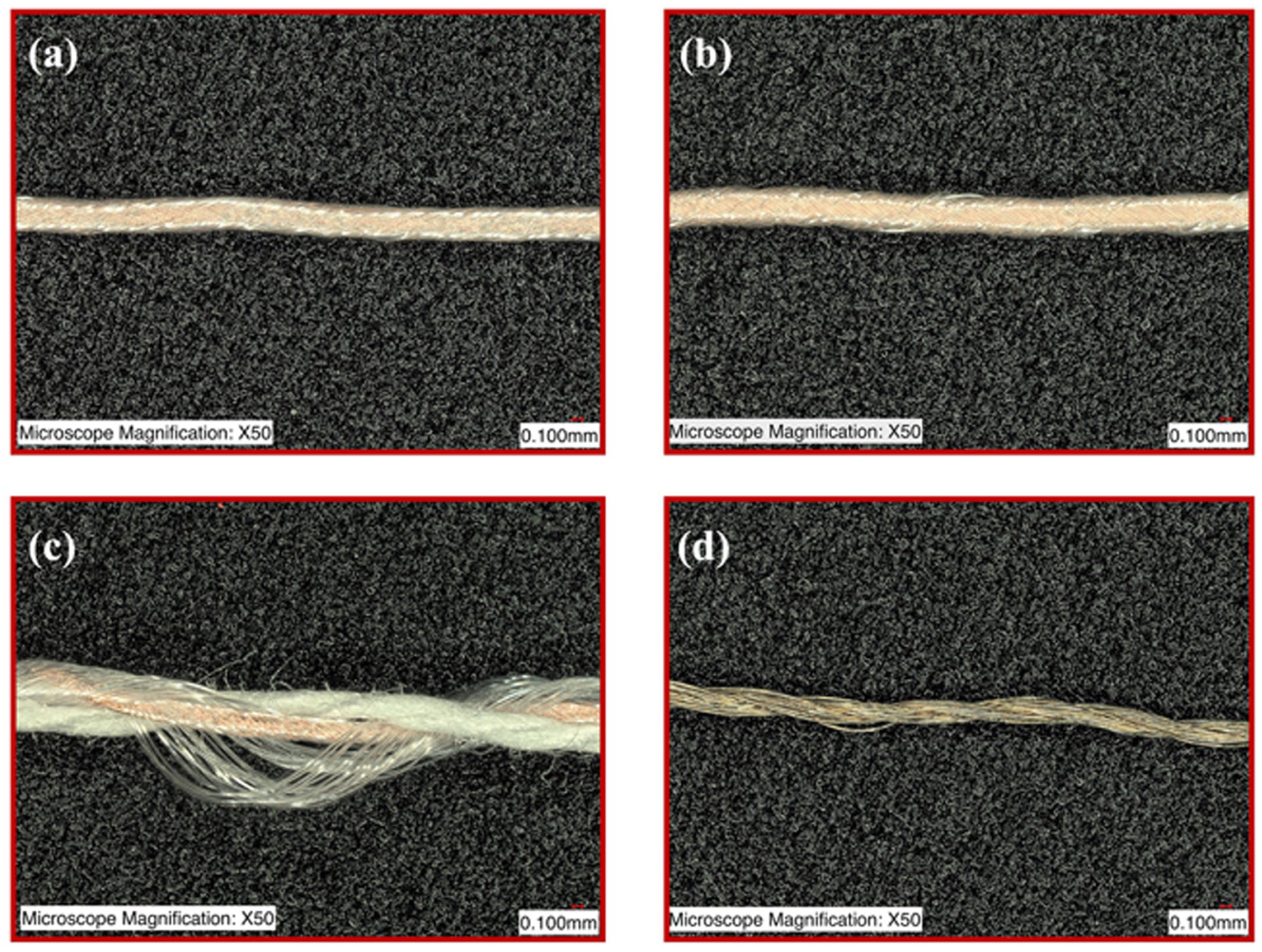
Microscopic images of different types of conductive yarns: (a) non-insulated (38.8% polyester, 10.6% stainless steel, 52.2% copper), (b) insulated (same composition as a), (c) plied yarn (non-insulated yarn twisted with 20/2 Ne cotton), and (d) silver-plated (100% polyamide).
In a later study, Dhawan et al. determined the degree of electromagnetic interference within woven circuits and examined strategies for its mitigation. 53 They developed three sets of samples containing bare copper, coaxial, and twisted pair threads, which were woven into a fabric to establish parallel interconnection lines. Their findings revealed that utilizing coaxial and twisted pairs of copper threads instead of bare ones significantly diminishes crosstalk between adjacent threads in a woven circuit setup. Vries et al. investigated the reliability of conductive metallic yarns, composed of 20 silver-plated copper filaments with a diameter of 0.04 mm, to determine how the electrical and mechanical failures of these yarns are influenced by woven fabric parameters such as thickness and picks per centimeter. 75 Their results showed that conductive yarns extracted from textiles fail at lower strain levels compared to those still integrated within the fabric. Additionally, mechanical testing of the bare yarn established a minimum strain threshold for electrical failure. Furthermore, another study used yarn plying, twisting cotton or wool with metallic wire, and double weaving to produce an interactive textile featuring 13 different sections. 27 These regions were designed to link touch sensation with alterations in color patterns.
Irwin et al. argued that copper interconnects may be deemed unsuitable for textile integration due to their bulky, rigid, and heavy structure. 76 Alternatively, non-metallic yarns can be a viable alternative when appropriately treated. Non-metallic yarn includes inherently conductive polymers, plated, laminated, and coated conductive yarns, as well as novel nanomaterial yarns. 74 Metallic fibers can be blended with traditional textile fibers to create spun yarns using standard ring spinning machines, with appropriate adjustments to the process parameters. 77 The electrical conductivity of these yarns is determined by the proportion of stainless-steel fibers, the degree of twist, and the nature and surface properties of the traditional textile fibers. Increasing the level of twist can significantly reduce electrical resistance, even with the same stainless steel fiber content, as additional twist promotes contact between conducting materials. Polyester-stainless steel hybrid yarns exhibit superior electrical conductivity and mechanical properties compared to viscose-stainless steel hybrids.
Shekhar et al. utilized established textile manufacturing techniques such as plaiting, coiling, and twisting to create elastic conductive yarns. 44 These yarns were fabricated using various blend ratios of stainless steel and elastomeric yarn. The elastic conductive yarn with a conductive coverage of 85.36% offered superior electrical connection points. Additionally, with a thickness of 0.69 mm and a linear density of 534 tex, this yarn was compatible with traditional weaving and sewing machines, making it suitable for e-textile applications that require multiple electrical connections. Bhattacharya et al. explored electroplating following the integration of conductive yarn into woven textiles to enhance conductivity and strengthen the mechanical contacts between warp and weft yarns. 54 They utilized jacquard weaves with a warp density of 50 yarns per cm and a weft density of 40 yarns per cm. This electroplating process resulted in a notable improvement in both the electrical performance of the conductive yarns and the contacts between warp and weft. Furthermore, mechanical testing revealed the superior electrical performance of the electroplated textiles under mechanical strain. Similarly, Zhang et al. utilized a vapor deposition technique to transform plain-woven fabrics composed of linen, silk, and bast fibers into metal-free conductive electrodes. 78 These conductive coatings are durable, retaining their effectiveness even after washing and ironing, and can be worn on the body with minimal impact on performance.
Lou et al. created woven fabrics using a rapier loom, integrating recycled polypropylene and metal wire ply yarns as the weft and PVC-coated PET filaments as the warp. 56 Their objective was to achieve effective electromagnetic shielding. They discovered that wrapping copper reinforcement wires reduced the surface resistivity of the fabrics. The lowest surface resistivity, 28.7 Ω/sq, was observed in fabrics woven from yarns with a wrap count of 4.5 turns/cm. Seidu and Jiang explored the design and performance of braided electronic yarns in woven textiles to achieve red light intensity effects. 57 They found that the heat distribution and dissipation of the stainless-steel conductive threads had minimal impact on the wear comfort of the electronic textiles. Furthermore, washing tests showed that the braided electronic yarns remained robust and durable, even after undergoing 20 cycles of high agitation and mechanical stress.
Chen et al. examined three types of conductive yarns: stainless-steel filaments, silver-plated spun nylon filaments, and copper filaments encased in twisted polyester filaments with a polyurethane coating. 29 The stainless-steel yarn had a high linear density, a large diameter, and low stretchability but also featured a high electrical resistance (up to 15,000 Ω/m) that increased significantly with strain or load. The silver-plated nylon yarn showed favorable mechanical properties, suggesting its potential for weaving, knitting, and sewing despite its lower resistance. On the other hand, the copper yarn, made of polyester-wrapped copper and stainless-steel filaments, combined the strengths of pure metal conductive yarns and traditional textile-based conductive yarns, offering good strength and stretchability. Additionally, its resistance did not significantly change with strain or load. Notably, the electrical resistance of yarn is generally affected by the yarn count and the length of the conductive yarn in relation to the direction of the applied tensile force. 79 As the length of the conductive yarn increases and its cross-sectional area decreases, the electrical resistance increases. Table 4 summarizes the electrical performance and mechanical properties of various conductive yarns.

Weave structure and its effect on interconnect performance
Woven fabrics are constructed by interlacing two perpendicular sets of yarns. The lengthwise yarns are referred to as the warp, while the widthwise yarns are known as the weft. The interlacing pattern formed by the warp and weft yarns is termed the weave. The interlacing pattern of these two sets of yarns significantly influences the structure and esthetic of a fabric. 82 Consequently, fabrics constructed from identical yarns can exhibit substantial variations in appearance and qualities based on their weave. The weave structure also impacts fabric flexibility and strength, especially its modulus. 83
While there are countless possible weave patterns, it is widely recognized that the three primary types are plain, twill, and satin. 82 Each of these three fundamental weaves possesses distinct textural characteristics, and most other weave structures are derived from these basic patterns. Figure 5 provides a microscopic examination of plain, twill, and satin weaves incorporating conductive yarns in the weft direction. Additionally, Table 5 presents several frequently used weave structures, accompanied by corresponding weave diagrams and fabric characteristics.

Microscopic view of plain, twill, and satin weaves with integrated conductive yarn: (a) plain, (b) 5/1 right-hand twill, (c) 6-end sateen.

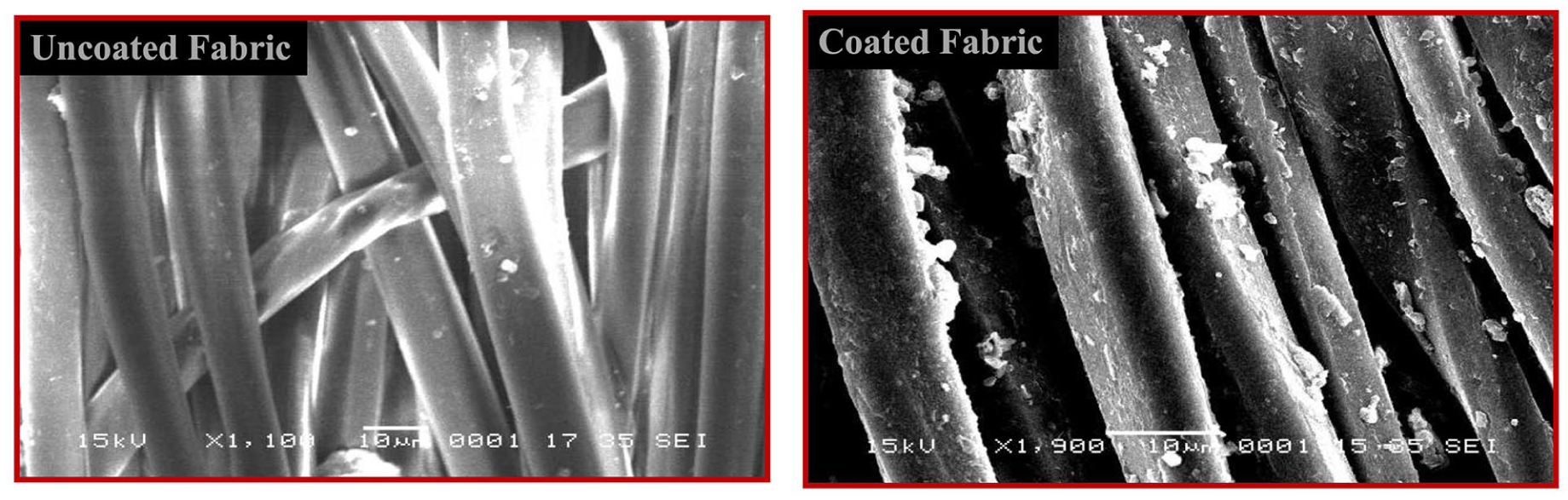
The weave construction can affect the mechanical properties and electrical performance of yarn-based interconnects. Neelakandan and Madhusoothanan compared the electrical conductivity of plain, twill, and satin fabrics coated with polyaniline. 30 They found that plain weave fabrics had higher resistivity due to poor polymer coating at interlacements. Twill fabrics showed lower resistivity than plain, while satin fabrics, despite longer float lengths, exhibited slightly higher resistivity than twill. This indicates that a higher number of interlacements can disrupt the uniform application of the polymer coating, which may reduce conductivity, while longer float lengths limit the number of conductive pathways. Figure 6 presents a scanning electron microscope (SEM) image, which illustrates that the polymer deposition on individual filaments is discontinuous. However, another study reported that cotton fabric in a satin weave exhibited lower electrical resistivity compared to a plain weave. 88 These optimal electrical properties were correlated with higher moisture content, lower yarn crimp, and reduced inter-yarn spacing within the satin weave structure. Zhao et al. indicated that maintaining a constant weft density while varying fabric structure resulted in minimal changes in electrical resistance. 31 A transition from plain weave to twill and subsequently to satin corresponded to a decrease in electrical resistance.
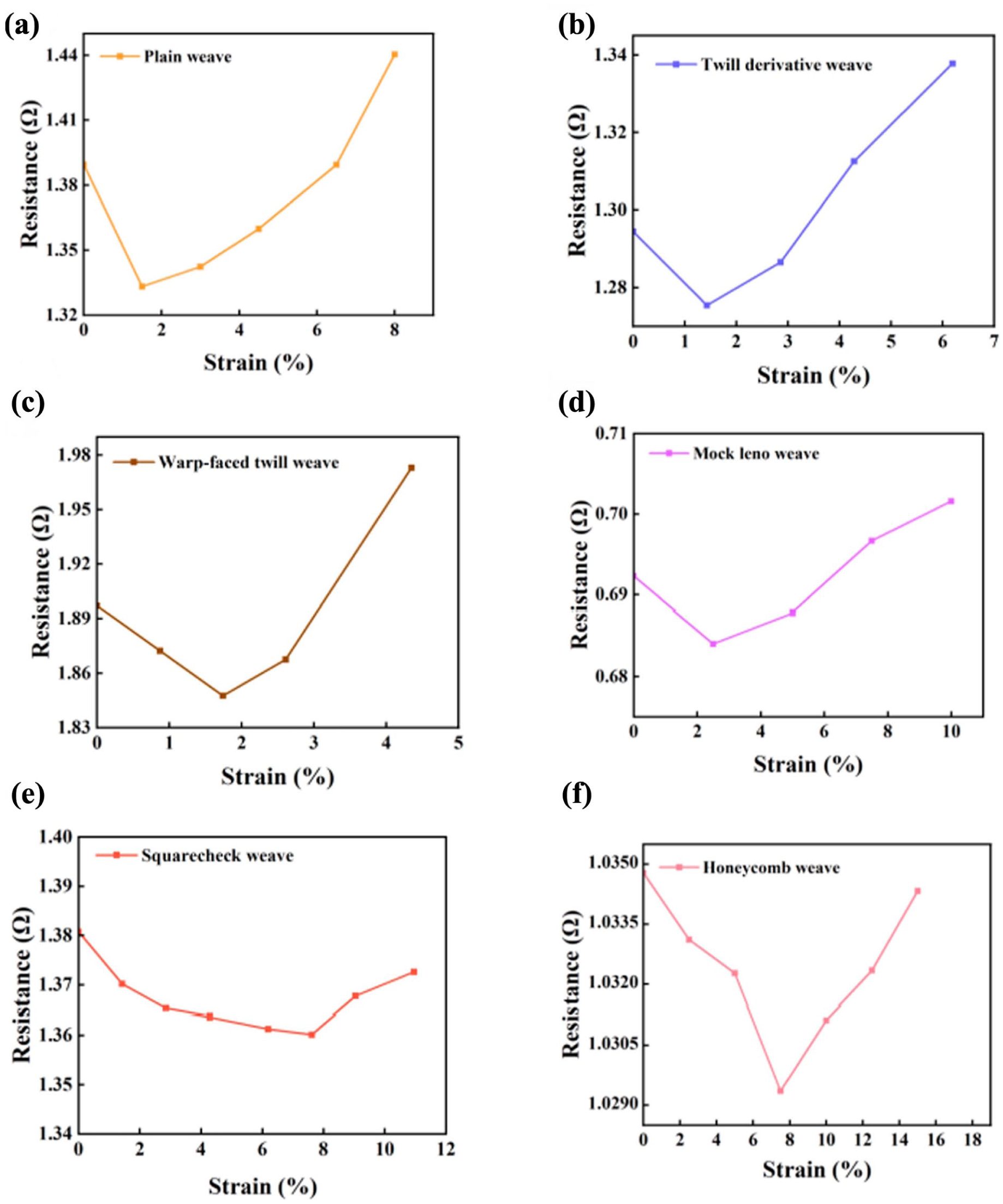
Similarly, another study concluded that weave structure influences fabric resistance. Conductive fabrics exhibit a consistent pattern of decreasing resistance initially followed by an increase upon elongation. 59 This resistance change is characterized by an inflection point, the point of minimum resistance, which occurs at varying stages of elongation for different fabric weaves. The timing of this inflection point is significantly influenced by weave structure: tighter weaves tend to reach the inflection point earlier in the elongation process, while looser weaves exhibit a delayed inflection point. The inflection points for plain weave, warp-faced twill weave, and twill derivative weave were reached more quickly, while those for honeycomb weave and mock leno weave appeared later in the stretching process (Figure 7). Furthermore, four distinct weave-based electrocardiogram (ECG) electrodes, varying in conductive yarn content and weave pattern, were evaluated. 89 Honeycomb weave electrodes demonstrated inferior ECG signal quality compared to plain weave electrodes, characterized by amplified P and T wave voltage ranges. Plain weave electrodes constructed entirely from conductive filaments exhibited superior signal quality, evidenced by reduced noise and enhanced P and T wave clarity when compared to electrodes incorporating both conductive and non-conductive yarns.
Tokarska et al. described electrical anisotropy in woven fabrics as the directional dependence of electrical resistance. 90 They found that fabric conductivity is influenced by its elemental composition and the quantity of metal deposited on the yarns or fabric. While both methods improve conductivity, direct metallization of the fabric with a thicker coating generally outperforms the conductivity of fabrics woven from pre-metalized yarns. In another study, Tokarska et al. investigated the factors influencing the electrical conductivity of woven fabrics and the mechanism of current flow through these materials. 91 Their findings revealed that woven structures exhibit anisotropy, meaning electrical conductivity varies depending on the direction of current flow. Higher weft density was associated with increased anisotropy, while wider threads resulted in lower anisotropy. This implies that the uneven distribution and varying width of threads within the fabric play a key role in its electrical properties.
Machine parameters and the unexplored potential in e-textile development
Weaving machine parameters significantly influence both fabric quality and production efficiency. 92 Key mechanical and physical properties of the unfinished fabric are determined by loom settings, including loom speed, 93 warp tension, 94 beat-up force, 95 the height and depth of the backrest roller, 96 and the shed angle. 69 Figure 8 demonstrates a schematic of a weaving loom.

Schematic of a weaving loom.
The weaving process requires preparatory steps for the warp yarns, including winding, warping, sizing, and drawing-in, while the weft yarn generally does not need specific preparation. 26 In weaving, the warp sheet is transformed into fabric through interlacement with weft yarns, which involves several essential operations on the loom, executed in a specific order. These operations are classified into primary, secondary, and stop motions. The primary motions consist of shedding, picking, and beat-up; secondary motions include let-off and take-up. Shedding involves dividing the warp threads into two layers to create an opening or shed through which the weft yarn is inserted. Picking is the process of moving the weft yarn across the width of the warp through the shed. Beat-up is the action of pressing the newly inserted weft yarn toward the fell of the cloth, securing it in place. The let-off motion regulates the feed of the warp into the weaving zone, maintaining a steady rate and constant tension as it unwinds from the weaver’s beam. In contrast, the take-up motion draws the produced fabric away from the weaving area at an even pace, securing uniform pick spacing, and winds the fabric onto a roller. The warp stop motion halts the loom if a warp yarn breaks, preventing excessive damage to the yarns, while the weft stop motion stops the loom if there is a break in the weft yarn. Common shedding mechanisms in weaving, which include tappet, dobby, and jacquard, vary in complexity and patterning capabilities. Tappet shedding, a fundamental and economical system, can control up to 14 heald frames, making it suitable for simpler weave structures. In contrast, dobby shedding offers enhanced versatility, capable of managing up to 30 heald frames and accommodating diverse patterns using peg chains, punched cards, or digital programing. Jacquard shedding provides the most extensive design flexibility, allowing individual control over each warp yarn to create sophisticated patterns, and is available in both mechanical and electronic configurations. Picking mechanisms include shuttle picking, projectile picking, rapier picking, water-jet picking, and air-jet picking.
Higher loom speeds in air-jet weaving can reduce weft yarn strength loss by reducing yarn breakage during the insertion process. 97 Faster insertion speeds increase yarn feeding rates and shorten weaving cycles, minimizing potential damage to yarn structure. Additionally, higher loom speeds can decrease the amount of twist lost in the weft yarn due to the shorter time the yarn remains in the shed.93,97,98 While increased loom speed can improve fabric cover by increasing warp tension and flattening crossover points, it can also affect fabric air permeability. 93 For example, the air permeability of fabrics woven with ring-spun weft yarn can increase with higher loom (air-jet) speeds, even when maintaining constant air pressures in the relay nozzles. However, the stress applied to the weft yarn can increase with higher machine speeds in the rapier loom and is additionally influenced by the elastic modulus of the thread. 99
The mechanical properties of woven fabrics are considerably influenced by warp tension. Mebrate et al. have revealed that an increase in warp tension leads to a decrease in the tensile strength, tear strength, and bursting strength of plain cotton woven fabrics. 100 This reduction is particularly pronounced in the warp direction for tensile and tear strength, where the tension is directly exerted. Additionally, an increase in warp tension resulted in a corresponding rise in the bending stiffness of fabrics in the warp direction. 101 Simultaneously, warp crimp diminished, enhancing the resistance of the yarns to bending and, consequently, elevating the bending stiffness in the warp direction. However, the bending stiffness in the weft direction remained mostly unchanged despite variations in warp tension. For fabrics woven with thicker weft yarns, the overall bending stiffness increased as warp tension intensified. Figure 9 demonstrates that increasing the weft density and utilizing coarser weft yarns result in higher bending rigidities of the fabrics in the warp direction. Furthermore, the force applied during the beat-up process is directly proportional to warp tension. 102 Nevertheless, excessive warp tension can result in yarn entanglement caused by increased friction, ultimately leading to a reduction in beat-up force. Moreover, the initial warp tension exerts a substantial influence on fabric skewness. 92 An increase in the initial warp tension results in a reduction in fabric skewness, particularly when the shed height is set at 26°, and this relationship exhibits non-linear behavior.

The beat-up process is essential for integrating the weft yarn into the cloth fell, and without it, the formation of a woven fabric would not be possible. 95 It was found that a linear correlation existed between beat-up force and warp tension and weft linear density when harnesses were aligned. However, the force decreased as weft spacing increased. Additionally, Zhang and Mohamed identified that pick spacing, warp-weft friction, warp tensions, warp sheet tension distribution, loom speed, and shed timing significantly impact beat-up force and filling movement. 103 In the three-dimensional weaving of high-thickness and high-density fabrics, insufficient force during the beat-up process causes uneven weft density and weak interlayer connections. 104
The backrest, or whip roller, is an integral component of weaving machinery. Its primary function is to support the warp yarn as it is unwound from the weaver’s beam, thus mitigating fluctuations in warp tension throughout the weaving cycle. 96 For example, the elevation of the whip roller in 3/1 twill denim fabric results in a decrease in warp crimp and an increase in weft crimp, both in the gray and finished states. Conversely, lowering the roller depth increases both warp and weft crimp percentages. The tensile strength in the warp direction initially increases with the elevation of the roller but subsequently decreases, while air permeability demonstrates an inverse trend. Adjustments to the whip roller settings further influence warp, weft, and areal densities. Particularly, a reduction in roller depth leads to a decrease in warp tensile strength and lengthwise shrinkage while enhancing air permeability. Additionally, the visibility of the starting mark and variation in 100% cotton fabric woven at a shed angle of 28° can be mitigated by increasing the height of the back-rest roller. 69
The shed is the vertical opening formed between warp yarns as a result of shaft movement. Adjusting the shed angle alters the shed geometry, which in turn shifts the position of the cloth-fell. 69 This can influence the formation of starting marks and the spacing of picks during the weaving process. For 100% cotton fabric, increasing the height of the back-rest roller at a shed angle of 28° can make the starting mark less visible and decrease variation. Using polyester weft yarn at a higher shed angle can improve pick density consistency. However, for coarser yarns woven at larger shed angles (30°), the starting mark may become more prominent. Another study revealed that the warp tension is correlated with the shedding angle, with larger angles causing higher tension attributed to the increased shedding elevation. 105 Furthermore, it was found that adjusting the front shed angle had no impact on the weavability limits, which occur when the maximum weft density is reached without disrupting the weaving process. 106
Building on the preceding discussions, it is evident that machine parameters are pivotal in determining the performance of woven textiles. For instance, loom speed can influence the twist and strength of yarns during weaving, while warp tension directly affects the tensile properties of the fabrics. Furthermore, factors such as beat-up force, the height and depth of the backrest roller, and the shed angle are critical in shaping the functional properties of woven textiles. A thorough understanding of these parameters and their effects is essential for producing high-quality textiles that are commercially viable. Despite extensive research on how machine parameters affect the performance of conventional warp and weft yarns and the resulting woven fabrics, there is a significant gap in the literature regarding the effect on e-textiles. To the best of our knowledge, no studies have specifically examined the impact of machine parameters on e-textiles at the time of preparing this manuscript. This gap is substantial, as understanding how these parameters influence the performance of yarn-based interconnects and woven e-textiles is essential for developing scalable, robust, and cost-effective e-textile solutions. Additionally, the same weaving techniques can be applied to both prototyping and full-scale production of woven e-textiles, highlighting the importance of refining the weaving process to advance the commercialization of this emerging technology.
Role of fabric properties in interconnect functionality
As discussed, the performance and functionality of woven fabrics are significantly influenced by their structural parameters. The number of warps per unit length, often referred to as the warp density or ends per inch (EPI), is an important parameter that affects thickness, 107 porosity, tensile strength, 108 weight, 109 shrinkage, 110 air permeability, 111 stiffness, 112 pilling tendency, 113 and thermal resistance 107 of fabrics. Similarly, the number of wefts per unit length, known as the weft density or picks per inch (PPI), plays a significant role in determining tensile strength, 114 tear strength, air permeability, weight, 109 shrinkage, 110 fabric thickness, 107 porosity, drape, 115 stiffness, 112 and pilling tendency. 113 According to ISO 7211-3:1984, crimp percentage is the average difference between the fully extended length of a thread and its actual length within a fabric, expressed as a percentage of the thread length in the fabric. It can be calculated using the following formula where l denotes the average measured length, in millimeters, of a sample of 10 threads extracted from the fabric, and lo denotes the length of the thread within the fabric, corresponding to its width in millimeters.

Fabric crimp is a key factor in weaving as it influences weaving processes, weft-directional shrinkage, warp yarn shortening, fabric stretchability during finishing, yarn elongation at break, and shape stability. 116 The fabric cover factor is calculated by comparing the surface area occupied by the yarns to the total surface area of the fabric. 83 The equation for cover factor (cf) is as follows where w represents the warp cover factor, f represents the weft cover factor, nw denotes the warp count, nf denotes the weft count, dw represents the diameter of the warp yarn, and df represents the diameter of the weft yarn (Figure 10):

The cover factor of a fabric significantly affects its permeability, particularly regarding the flow of liquids and gases. The width of a woven fabric is a vital parameter that needs to be established before the weaving process begins. 117 Although modern weaving technology supports a broad range of fabric widths, from about 91.4 to 406.4 cm, most fabrics are produced within a narrower range of 91.4 to 152.4 cm. Specialty narrow fabrics, including ribbons, elastics, and zipper tapes, generally have widths up to 30.5 cm. The fabric width can vary during the weaving process and subsequent finishing treatments.

Specifications of plain woven fabric.
Several studies show that fabric properties affect the performance of yarn-based interconnects in woven fabrics. Research has shown that increasing pick density leads to a reduction in surface resistivity, potentially attributed to the expanded network of conductive paths. 30 The electromagnetic shielding ability of woven copper fabric can be customized by adjusting the density of its warp, weft, and wire thickness. 58 Increasing the warp and weft density enhances shielding effectiveness primarily due to the greater amount of copper per square meter. Similar findings have been observed for plain and twill woven fabrics developed using open-end friction core-spun yarns. 118 Copper-core conductive fabrics can serve as shielding materials for electronic devices such as televisions, computers, and cell phones. 119 Additionally, enhancing the cover factor of woven fabric might improve its shielding performance.
However, when current flows along the warp direction, resistance tends to be higher. 120 This is due to denser warp weaves having more contact points between warp and weft threads, which contributes to increased resistance. Crimping, although unavoidable in textiles, is a drawback because it can deteriorate fibers and diminish their effectiveness. Stretching conductive materials can lead to a substantial loss of performance. 121
Regarding the impact of fabric structural parameters on electrical behavior, a relationship was identified between the electrical performance of flexographically printed textiles and the structural characteristics of the woven fabric. 122 It is anticipated that a greater mass per unit area of the woven fabric would result in reduced conductivity. This is due to the expansion of conductive ink within the inner layers of the textile, which impacts its overall electrical performance.
Effect of temperature and humidity on stability and performance of interconnects
Environmental conditions, particularly temperature and relative humidity, significantly influence the properties of yarns and the weaving process. The sizing process of warp yarns involves subjecting them to tension in various regions during wet and dry conditions. 123 This treatment can negatively impact the extensibility of many synthetic fibers, particularly when exposed to elevated temperatures. An increase in relative humidity boosts the moisture regain of sized yarns and slightly alters their tensile strength. 124 Additionally, relative humidity plays a major role in the abrasion resistance and weaving performance.
The relative humidity within the weaving shed is a critical factor influencing the performance of warp yarns during the weaving process. 125 Each yarn type has specific humidity requirements to ensure optimal performance, with a relative humidity range of 78%–80% generally regarded as ideal. Lower humidity levels can increase warp tension, resulting in a higher incidence of yarn breakage. As relative humidity rises, yarns exhibit greater extensibility, accompanied by a corresponding increase in hysteresis. 126 Weft yarns with higher twist factors demonstrate greater extensibility, and when relative humidity exceeds 60%, the difference in extensibility between warp and weft yarns becomes more pronounced. Moreover, these atmospheric conditions influence the water vapor transmission rate of fabric, which is a fundamental parameter in the development of breathable textiles. 127
The performance of materials in electrical applications can be affected by changes in the surrounding environment, particularly temperature and relative humidity (Figure 11). 128 Changes in climate can affect the electrical conductivity of materials. When designing interconnects for e-textiles, this factor should be considered. Climate-induced changes in conductivity can disrupt energy transmission, leading to breaks in circuits or incorrect voltage levels. The resistance of silver-coated polyamide yarns in a plain weave fabric changes significantly when heated. 129 This can be caused by both external heat sources and the heat generated by the electric current flowing through the yarns. As the temperature of the conductive yarns increases, their resistance also increases linearly. The opposite trend was observed for relative humidity. Cerovic et al. found that as the relative humidity decreased, the DC volume resistivity of the twill fabric developed using cotton, cotton/PET, and PET increased in both warp and weft directions. 32 Similarly, Asanovic et al. reported that a reduction in humidity from 55% to 35%, resulting in the desorption of moisture from the woven fabrics, leads to a corresponding increase in the resistivity of the fabrics. 88 The electrical conductivity of fibers is influenced by humidity and the presence of amorphous regions within the fibers; these amorphous segments serve as primary sites for interaction with water molecules, which possess high electrical conductivity. However, another study identified that the electrical resistance of silver-plated nylon yarn increases with rising humidity. 59 This effect is attributed to deionized water, which exhibits higher electrical resistance than regular water due to the absence of ions. As humidity levels increase, a thin layer of water forms on the surface of the conductive yarn. The continuity of this film grows with increasing humidity, leading to higher resistance and reduced electrical conductivity in the yarn.

Effect of Relative Humidity on DC Electrical Resistance of Cotton Fabric in Warp and Weft Directions at 292 K Temperature. 128
Furthermore, Ovejero et al. investigated the electrical properties of cotton and conductive yarn, using cotton as an insulating material and conductive yarn for electrical signal transmission, to identify the impact of temperature and relative humidity on the electrical performance of the yarn-based interconnect. 130 The electrical resistivity of the cotton insulator was found to decrease with increasing temperature and relative humidity. Conversely, the resistivity of the conductive yarn was unaffected by changes in relative humidity. However, it exhibited a temperature-dependent resistivity, with an exponential increase in resistivity as temperature rose.
Conclusions and future perspectives
Woven e-textiles offer a foundation for integrating electronic components and interconnects within the fabric, facilitating the development of wearable electronics that can support numerous applications. Weaving has the potential to bridge the gap between electronic functionality and textile form while also offering a scalable approach to producing flexible and durable textile structures. 61 Moreover, the warp and weft system and the capability to produce multi-layer structures enable weaving to conceal electronics and create robust interconnects, maintaining the esthetic appeal of textiles. This visual appeal is necessary for adopting e-textiles, as consumer reluctance often stems from dissatisfaction with the appearance of e-textiles despite their enhanced performance and quality. 131 Consequently, woven e-textiles constitute a significant advancement in unlocking the commercial potential of electronic textiles.
Another major challenge in e-textiles is optimizing the transmission of electrical signals and power through fabric-integrated circuits. 132 A flexible interconnect can bridge rigid and soft materials by establishing reliable electrical pathways. 24 The yarn interlacement in woven structures can provide routes for integrating flexible interconnects, while the geometry of these structures can facilitate the distribution of signals or power across the entire or partial length and width of the fabric. The difference in tension between the warp and weft provides an opportunity to integrate interconnects with varying mechanical characteristics. While these advantages position weaving as an excellent option for integrating interconnects, the types of flexible conductive materials and an understanding of the impact of weaving parameters on their performance play a pivotal role in overcoming the current signal and power transfer limitations.
The impact of weaving parameters on conventional raw materials is well documented; however, its influence on integrating yarn-based interconnects in e-textiles requires further investigation. Future advancements in woven e-textiles should focus on developing novel yarn-based interconnects with inherent conductivity that can withstand everyday wear and environmental conditions. Additionally, understanding how different weave structures and machine parameters influence the mechanical and electrical properties of these interconnects is essential for optimizing performance across various applications. Implementing predictive models powered by machine learning or artificial intelligence, along with developing simulation systems to predict the effects of fabric properties and environmental conditions on woven e-textiles, could significantly enhance scalable production. These tools would aid in estimating their performance, optimizing machine settings, and reducing the time, costs, and labor associated with physical prototyping. Digital twin technology could further support these efforts by virtually replicating woven e-textile systems, using real-time data from the physical environment to test, validate, and simulate their current and future performance. Moreover, investigating weaving parameters to improve the long-term conductivity of yarn-based interconnects is important for ensuring consistent performance. It is evident that the selection of interconnect materials and the careful control of manufacturing parameters are critical to the functionality and durability of woven e-textiles. By reviewing the current literature on the impact of weaving parameters on yarn-based interconnects and proposing future research directions, this study aims to broaden the potential for scalable production in woven e-textiles.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research is based upon work supported in part by the Office of the Director of National Intelligence (ODNI), Intelligence Advanced Research Projects Activity (IARPA), via N6601-23-C-4515. The view and conclusions contained herein are those of the authors and should not be interpreted as necessarily representing the official policies, either expressed or implied, of ODNI, IARPA, or the U.S. Government. The U.S. Government is authorized to reproduce and distribute reprints for governmental purposes notwithstanding any copyright annotation therein.