
Abstract
Sewing is one of the oldest known joining technologies and is historically used to prepare protection wear against harsh weather conditions. It remains a fundamental technique for manufacturing insulated garments, including jackets, sleeping bags, and other cold-weather apparel. Traditionally, these products are usually composed of textile fabrics and insulation materials which are joined together via sewn-through methods. While effective in securing layers of textile and insulation materials, conventional sewing techniques have an inherent limitation that is, the compression along stitch lines. This compression creates thermal bridges that allow heat to escape, reducing the overall thermal efficiency of the garment. To overcome this issue, an innovative sewing method called “Spacer Stitching” has been developed. Unlike conventional methods, Spacer Stitching maintains a 3D stitch structure and minimizes compression along stitch lines, preserving the insulation’s loft and enhancing thermal resistance. This study evaluates the thermal performance of jackets made using spacer stitching compared to those constructed with conventional sewn-through methods. Two identical jackets were produced, differing only in their stitching technique. To accurately measure thermal performance, an advanced thermal manikin was used under stationary conditions. The experimental results revealed that jackets made with Spacer stitching exhibited significantly higher thermal resistance than those made with conventional methods. Additionally, the spacer stitching technique minimized cold spots and maintained more consistent insulation, leading to improved overall thermal comfort. These findings demonstrate the potential of spacer stitching to revolutionize the design of insulated apparel, offering enhanced thermal efficiency and comfort for cold-weather applications.
Introduction
Sewing is the oldest known joining method for combining materials. It has been helping human beings to create products that provide suitable protection against extreme weather conditions. In the current age of high-performance textile materials, sewing is still one of the key joining methods for manufacturing 3D textile assemblies for functions like thermal protection. Various types and forms of textile-based insulation products, that is, jackets, sleeping bags, quilts, and gloves are manufactured using the sewing method. With the advancements in textile technologies, manmade insulating materials, and improved scientific knowledge of clothing comfort, efforts are made to develop warmer and more functional products than ever before.
The sewn-through sewing method is the most commonly used joining method to manufacture 3D textile/nonwoven assemblies for thermal insulation. In such an insulation system, the textile layers perform functions like water resistance, wind resistance, and moisture transportation, and the function of 3D nonwoven is to provide thermal insulation.
The key problem of joining with sewing is that the thread systems taking part in sewing, compress the 3D form of nonwoven insulation along the whole length of stitch lines. These compressions are named “cold spots” by garment technologists, which is explained in a graphical illustration in Figure 1 (right). Figure 1 (left) shows an IR image of a person wearing a baffled jacket made with the conventional sewn-through method using lockstitch technology. The heat loss through stitch lines is visible.

Heat loss through stitch lines via sewn-through joining of jackets 1 (left) and illustration of clod spots (right).
These compression points are present all along the stitch line and force the entrapped air present inside the insulation material to leave its structure. In this way, the joining zone of sewing provides a path for heat transfer. There is a general compromise on product functionality where joining with the sewn-through sewing method takes place and is taken as a by-product caused by current sewing technology.
The heat transfer via textile is a complex phenomenon since all three mechanisms (conduction, convection, and radiation) coexist during the heat transfer process.2,3 Considering material compressions along stitch lines for a three-dimensional textile insulation material sewn together, heat transfer via conduction is quite relevant. For an insulation material composed of fibers and entrapped air, the conductive heat transfer depends upon the thermal conductivity of both constituting fiber and the volume of air entrapped. Since the thermal conductivity of air is much lesser than that of fiber polymers, it is the thermal conductivity of fibers that makes a greater contribution to the transfer of heat. 4
The rate of heat transfer through conduction is given by this relationship5,6:

Where:
A exposed area (m2)
Equation (1) explains that the thermal conductivity (
The primary objective of this research is to investigate the effects of stitch line compression on the thermal performance of insulation systems. Using advanced thermal manikin testing, the study aims to compare the thermal resistance of garments constructed with conventional sewing methods versus those made using the innovative Spacer Stitching technology, providing a detailed analysis of their performance differences.
Spacer stitching versus conventional sewing: an overview
Although the problem of cold spots is a well-known problem in the textile and clothing industry, there is a lack of research work focusing on the heat loss occurring along the stitch lines. Cold spots are designated as a known fact and the garment technologists in the textile and clothing business have devised various alternate solutions to deal with the problem of compressions along stitch lines.10–18 The solutions mentioned in Figure 2 from the current and last century are merely an effort to deal with compressions along stitch lines with the help of complex material handling methods because of the absence of machine-based technological solutions. The use of such complex material handling methods to deal with compressions along stitch lines usually results in one or more than one consequence mentioned below:
Complex manufacturing method
Higher manufacturing costs
High material consumption per product → High resource consumption
Increased product weight
High product price

Complex material handling methods to deal with compressions along stitch lines.
To address the aforementioned compressions along stitch lines problem, an innovative sewn-through sewing technology named “Spacer Stitching” has been developed. 19 In the sewn-through spacer stitching joining method for 3D nonwoven assembly, a three-dimensional stitch formation is achieved, thus compression of insulation material during sewing is avoided. A patent has been registered on this innovative technology. 20 Figure 3 (left) illustrates the concept of spacer stitching using the principle of lockstitch sewing technology (Class 300) and a sample of a simple insulation system sewn with spacer stitching (right). The sample is made up of two textile layers and nonwoven insulation in the middle. The three-dimensional stitch formation of spacer stitching is also visible that how two layers of textile material are apart and insulation material is in a relaxed state.

Graphical illustration of spacer stitching (left) and a sample sewn with spacer stitching (right).
The first patented design of spacer stitching used a two-level material-feeding concept by using two stitch plates placed over one another. The extra stitch plate, named the “raised stitch plate” (RSP) is mounted on top of the stitch plate, which is already a part of conventional sewing machines. For the sake of understanding: the already present stitch plate is referred to as the “bottom stitch plate” (BSP). In a 3D nonwoven assembly composed of two layers of fabric and an insulation material sandwiched between them, the top layer of fabric is fed over the RSP while the bottom fabric layer and the insulation material are fed between the “space” between RSP and BSP and sewing is performed. 20 The working principle of the spacer stitch as a schematic diagram from the first patent application and a prototype mounted on the lockstitch machine is shown in Figure 4.

Spacer stitching principle (left) and initial prototype mounted on Pfaff sewing machine (Class 301; right).
The results have been published that show the positive impacts of spacer stitching on the thermal properties of insulation systems. A series of advanced testing methods including sweating guarded hot plate, Permetest, infrared thermography, and X-ray computed tomography were conducted to compare the performance of the conventional sewn-through method with the Spacer Stitching technique.19,21–23 Across all test platforms, spacer stitching consistently demonstrated superior thermal insulation properties, confirming its effectiveness in reducing heat loss and enhancing garment performance.
Figure 5 shows the state of compression of insulation material at the intersection point of needle and bobbin thread for the conventional method and spacer stitching method with X-ray tomography. The image clearly illustrates the three-dimensional stitch formation achieved through Spacer Stitching, shown on the right with white sewing threads. In contrast, the compression and near-complete displacement of insulation material at the thread interlacing points in the conventional sewing method, visible on the left, highlight the limitations of traditional techniques. This cross-sectional view, revealing the internal structural differences between the two methods along stitch lines can only be viewed through X-ray tomography imaging because creating a cross-section along stitch lines will otherwise break the sewing threads.

X-ray tomography image of conventional lockstitch (left) and with spacer stitch (right). 22
During ongoing research, limitations from the first spacer stitching patent (stitching crossover, stitching in straight line) are addressed and the technology’s potential use is expanded. Resultantly, a new spacer stitching patent has been filed, which uses an innovative presser-foot mechanism. 24 A prototype has been developed and tests have been performed on a conventional lockstitch sewing machine of Class 300. Due to ongoing intellectual property collaborations and patent application process, a detailed discussion of the technical functions and underlying principles of the spacer stitching method with the new method are intentionally omitted. The end product of spacer stitching with a new patented design has a similar three-dimensional stitch formation as from the first patent design.
This research paper presents a comparative analysis via thermal manikin between the traditional lockstitch sewing method and the novel Spacer Stitching, which incorporates an innovative presser foot mechanism designed to enable three-dimensional stitch formation. The study highlights the structural and thermal advantages of this new approach over conventional sewing techniques.
Methodology
Sewn-through sewing method for jackets
The sewn-through sewing method is widely used in the production of insulated textile products like jackets, quilts, and sleeping bags. In this technique, the outer and inner fabric layers are stitched together through the insulation layer, creating baffles or compartments that hold the insulation material in place. This prevents the three-dimensional insulation material from shifting or clumping, ensuring even warmth distribution along its fixation with the textile layers. One of the main advantages of the sewn-through method is its simplicity and cost-effectiveness, making it popular in lightweight outerwear. It also contributes to a lighter overall product, as less fabric is used compared to more complex technical product design.
Two jackets were manufactured according to the sewing parameters mentioned in Table 1, one using spacer stitching and the other with conventional sewing techniques. Identical materials were used to ensure consistency, with the only variable being the stitching method. The stitch class 300 was used for both stitching methods for the preparation of jackets. 25 The following sewing machine parameters were used for the sewing of sample jackets for both conventional as well as for spacer stitching.
Sewing parameters for sample preparation for conventional and spacer stitching method.

Figure 6 shows two jackets prepared with spacer stitching (left) and with conventional sewing (right). Both jackets are prepared for similar cut patterns according to thermal manikin used for testing purposes which is according to the size of an 8-year-old child western male model. Both jackets were constructed using an identical pattern designed to perfectly fit the thermal manikin. Although the jackets with conventional sewing look a little short. It is because the more curved surface of baffles with conventional sewing is due to stronger compression along stitch lines and makes it appear shorter, although both jackets are from the same pattern. Due to the three-dimensional stitch formation in spacer stitching, the jacket and its insulation material lie relatively relaxed on a flat surface as compared to the jacket sewn with conventional sewing. The spacing between stitch lines, their precise locations, stitch density, and all dimensions were meticulously controlled. This careful standardization ensured that the only variable was the sewn-through method, allowing for a fair and accurate comparison between the two stitching techniques. Both jackets were able to cover all sensors distributed on thermal manikin.

Jacket sewn with spacer stitching (left) and with conventional sewing (right).
Sewing and insulation material
The industrially available insulation material used for the creation of jackets was used for manufacturing jackets. The insulation material was provided by G-Loft and it is made of 100% recycled polyester. 26 The insulation material is made of a machine-made cross-laid web, made of fibers with random orientation. The specifications of insulation material as provided by the insulation material manufacturer are mentioned in Table 2.
Properties of insulation material. 26

The sewing material used was a commercially available sewing material usually used for baffled jackets. The material was 100% polyester, with 50 denier yarn and GSM of 65 g/m2. It is also worth mentioning that the thickness of the insulation material is 30 mm and the spacer stitching height is set to 8 mm, which is the maximum possible with the current prototype machine.
Thermal manikin
The tests were performed on the thermal manikin “Sonny” developed by Thermetrics. It is a child thermal manikin designed to represent the average body dimensions of an 8-year-old child Western male model. This advanced tool enables researchers and testing laboratories to assess the thermal properties of children’s clothing, accessories, and indoor environments using the same standards applied to adult garment evaluations. It has the same features and functionality as adult “Newton” and “Liz” thermal manikin systems. “Sonny” features a 16-zone thermal heating architecture and can be equipped with additional options such as a sweating skin system and a walking motion stand as shown in Figure 7. The manikin has a maximum power output of 700 W/m. The operational temperature range is −20°C–50°C. 27 The manikin consists of a carbon fiber-epoxy body form with distributed heating wires and wire sensors for accurate control and measurement of skin temperature. The manikin uses its exclusive ThermDAC software. The ThermDAC software automatically collects data and performs all calculations necessary to provide test results to the operator and produces a data file that can be saved as a test report.

Thermal zones of thermal manikin “Sonny” from Thermetrics. 27
The testing with thermal manikin is performed following the ISO standard 15831. 28 The ambient conditions during testing are set at a temperature of 20 ± 0.5°C, Relative Humidity (R.H) at 50 ± 5%, and the airflow is less than 1m/s. The room and testing samples are climatized for more than 12 h before experiments are held. The temperature of all region of thermal manikin during the testing is set at 35°C.
It is to be noted that the experiments by sweating guarded hot plate ISO 11092 and testing my thermal mannequin using standard ISO 15831 are non-comparable to each other, but are reliable methods to make comparisons within samples. Thermal mannequins are more practical when the fabric is stitched in a garment form and the impact of the whole garment on the thermal performance can be recorded whereas the “sweating guarded hot plate” shows results from a small sample only.
The thermal resistance (Rct), the ability of the fabric to resist the heat flow of test samples is determined during dry tests by measuring the heat flux through the garment after steady-state conditions have been achieved. The ThermDAC control software from Thermal Manikin provides precision control to maintain the manikin at any temperature setting within the system’s range. ThermDAC monitors the power required to maintain the manikin temperature and automatically calculates Rct of the garment ensemble.
The dry thermal resistance is calculated by using the following formula for each zone independently. 29

Whereas:
The tests are performed in the stationary conditions of thermal manikin and each jacket sample is tested three times. Thermal resistance (Rct) was measured at multiple anatomical regions, including the chest, back, upper arms, and forearms, to assess insulation performance and heat retention capabilities. The chest and back areas were of particular interest due to their critical role in maintaining core body temperature. By analyzing thermal resistance across these key regions, insights into the effectiveness of each sewing method in preserving insulation loft and minimizing heat loss were obtained. By maintaining a stable ambient environment, we ensured that the measurements accurately reflected the jacket’s insulation performance. The accompanying image clearly shows the thermal manikin wearing the blue jacket, providing a visual reference for our experimental setup.
Results and discussion
The manikin, which simulates human body heat through a network of integrated temperature sensors, was dressed in a jacket and exposed to a 30-min testing period. The jackets worn by thermal manikin are shown in Figure 8. This thermal manikin presents a detailed comparative analysis of the thermal resistance properties of jackets sewn using spacer stitching and conventional sewn-through methods, evaluated using a sophisticated thermal manikin.

Jackets worn by thermal manikin.
The results are presented as time-resolved thermal resistance profiles (30 min) for each jacket type, highlighting the dynamic thermal behavior during the stabilization phase and steady-state conditions. This provides a comprehensive understanding of how the innovative spacer stitching technique influences thermal performance compared to conventional sewing methods and how both insulation systems react over time. The measurements are made for the thermal resistance (Rct) across different body regions, including the chest, back, upper arms, and forearms. The thermal resistance profile of the jacket sewn with spacer stitching over its testing timeperiod is shown in Figure 9.

Thermal resistance (Rct) for spacer stitching jacket with thermal manikin.
Initially, all regions show a sharp increase in thermal resistance, reaching peak values within the first few minutes. For the spacer stitching jacket, there is a rapid rise in the early stabilization phase. The results are very interesting and show a similar trend even after multiple repetitions of the testing procedure. The sudden rise in the spacer jacket can be due to the initial very low thermal conductivity but later on, the free convection caused the samples to stabilize and reach less practical thermal resistance. This in general is more understandable as the spacer fabric has more ability to hold air inside the structure as compared to the conventional jackets.
Notably, the chest and back regions exhibit the highest thermal resistance during early stabilization This suggests that spacer stitching effectively maintains insulation loft and minimizes compression, enhancing the thermal barrier in these critical areas. The right and left upper arms also show considerable thermal resistance. The forearm regions consistently display the lowest thermal resistance, which is likely due to their smaller insulation volume and greater exposure to potential convective heat loss through the opening at the cuffs. The right forearm shows a deviation from the left forearm. It can be attributed toward fit issues or during manufacturing the variation of material handling. A gradual increase in thermal resistance is observed after the initial peak, stabilizing toward the end of the measurement period. This indicates the spacer stitching’s ability to sustain insulation performance over time. The results demonstrate that the spacer-stitched jacket provides effective thermal insulation, particularly in the critical chest and back areas protecting vital human organs, due to minimized compression along the stitch lines.
The thermal resistance data for the jacket constructed using conventional sewn-through stitching is shown in Figure 10. The thermal resistance was measured across the same body regions for direct comparison.

Thermal resistance (Rct) of the conventional jacket.
Unlike the spacer-stitched jacket, the thermal resistance values in this jacket exhibit a more gradual rise during the early stabilization phase, followed by relatively consistent resistance levels throughout the testing duration. However, it remains significantly lower compared to the spacer-stitched version during the initial stabilization phase. This indicates that conventional stitching leads to thermal bridging where the insulation is compressed along the sewn lines, allowing heat to escape more easily. The upper arms also display moderately high thermal resistance than the chest and back. Meanwhile, the forearms consistently exhibit the lowest thermal resistance values, similar to the observations in the spacer-stitched jacket as there is an opening for cuffs from where heat might escape as well. However, the difference between upper arm and forearm resistance is more pronounced in the conventional design, suggesting less effective insulation continuity. The thermal resistance remains relatively steady after the initial rise, indicating limited adaptability to thermal flux. This reflects the conventional stitching’s inherent limitation of compressing the insulation, which restricts the formation of an effective thermal barrier.
While the line graph shows the measurement in realtime and give an interesting insight over testing period of 30 min, the averaged measurements of tests performed are shown in Figure 11 as well. It provides the averaged temperature over the testing periods for of various sections of the jackets behave under stationary testing conditions of thermal manikin for all readings performed. It is clear from the results that the spacer stitching shows higher thermal resistance for all sections of jackets. Therefore, it can be stated that this manufacturing method can improve the thermal performance of jackets.
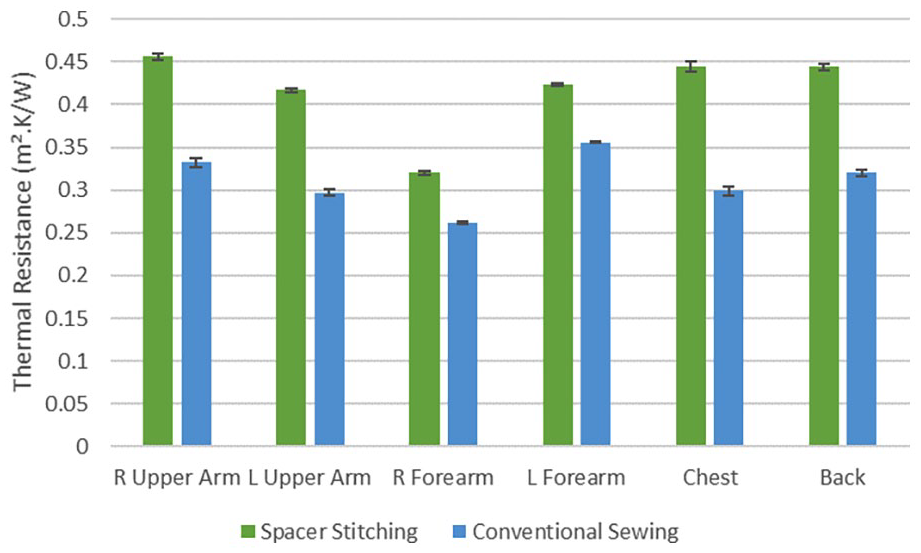
Averaged thermal resistance for jacket measurements.
The front and back sections of jackets are of critical importance of for clothing to be used in extreme weather conditions, because these both sections protect critical human organs. A comparison of critical areas of the front and back section of jackets is shown in Figure 12 between spacer stitching jacket with conventional sewing. It helps to better visualize the positive contribution of the spacer stitching sewn-through method than to conventional sewing methods. It is evident that the spacer-stitched jacket consistently outperforms the conventionally sewn jacket in thermal resistance particularly in the area of the chest and back where critical functional organs are present. The enhanced performance of the spacer-stitched jacket is attributed to its innovative three-dimensional stitch formation, which minimizes compression along stitch lines and maintains better insulation loft. Conversely, the conventional sewn-through method compromises thermal efficiency due to compression-induced thermal bridging. The jacket sewn with conventional lockstitch demonstrates a more modest thermal resistance throughout the testing period. This pattern indicates a reduced capacity to retain air and maintain loft, likely due to the direct puncturing and compression effects associated with lockstitch seams. These seams can create thermal bridges that facilitate heat loss, undermining the jacket’s insulation efficiency.

Thermal resistance (Rct) comparison of jackets with conventional versus spacer stitching at front and back sections.
It can also be noted that the back section demonstrates higher thermal resistance as compared to the chest section. This difference is more prominent in the jackets being sewn with conventional sewing methods. The reason is the presence of a zipper in the middle where the heat escapes.
The comparison highlights that spacer stitching maintains insulation loft more effectively, resulting in consistently higher thermal resistance values. In contrast, conventional lockstitching tends to compress the insulation along the stitch lines, allowing for greater heat transfer through the seams. Overall, these findings suggest that spacer stitching provides superior thermal insulation by preserving loft and reducing compression, making it a more effective choice for cold-weather apparel compared to the conventional lockstitch approach.
Conclusion
In conclusion, our study demonstrated that spacer stitching offered improvement in thermal insulation over conventional sewn-through methods. A major challenge in current garment manufacturing is the compression of insulation material along stitch lines, which leads to thermal bridges and cold spots that compromise overall heat retention. Spacer stitching effectively minimized this compression, preserving the loft of insulation material and maintained a greater volume of entrapped air which is crucial for optimal insulation.
The thermal manikin tests demonstrated that spacer stitching outperforms the conventional sewn-through method in terms of thermal insulation. During a 30-min stationary test under ambient room conditions, the jacket employing spacer stitching consistently exhibited higher thermal resistance, particularly in critical regions such as the chest and back. These areas are essential for maintaining core body temperature, and the higher Rct values indicate that spacer stitching effectively preserves the loft of the insulation material by minimizing compression along the stitch lines. In contrast, the conventional method, due to its inherent compression and thermal bridging, showed lower and less consistent thermal resistance values. The thermal manikin, outfitted with integrated temperature sensors, captured a pronounced initial peak in insulation performance for the spacer-stitched jacket, followed by stabilization at a significantly higher level than its conventional counterpart. This suggests that the spacer stitching design not only traps air more efficiently but also maintains a robust thermal barrier over time.
The potential applications of this innovative spacer stitching technology extend beyond jackets. Spacer stitching could be transformative in the production of sleeping bags, quilts, technical garments for extreme climates, and performance sportswear where reliable thermal insulation is paramount as well as in spacer fabrics. Future research should focus on assessing the long-term durability and performance of spacer-stitched products under varying environmental conditions to further validate their efficacy and expand their practical applications in the textile industry.
Footnotes
Acknowledgements
The authors would like to acknowledge the funding provided by the German Research Foundation (DFG) for this project and Erasmus + for the mobility of researchers to perform research activities.
Authors’ note
The German Research Foundation (DFG) has no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript; or in the decision to publish the results.
Author contributions
The corresponding author from TU Dresden is the inventor of the spacer stitching technology and primarily worked on the technology development and manufacturing of the sewn samples. The colleagues from TU Liberec performed the testing of the sewn samples with a thermal manikin. All authors have read and agreed to the published version of the manuscript.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The research work was funded by the German Research Foundation (DFG) with project number Project Number: 516003964, financed by the German Federal government.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data availability statement
The data will be available from the DFG portal.