
Abstract
The aim is to investigate the effect of chemical treatment and aging on the mechanical and thermal properties of nitrile butadiene rubber (NBR) composites reinforced with date palm fiber (DPF). The fibers were treated with 5 wt% NaOH and silane (Si69) to improve fiber-matrix adhesion. Treated composites showed a 25% increase in tensile strength (from 8.5 to 10.6 MPa at 40 wt.% DPF) and enhanced thermal stability, with decomposition onset shifting from ~200°C to 220°C. Dynamic mechanical analysis (DMA) showed increased storage modulus and damping performance, with treated composites displaying a higher tan δ at ~1% strain. Aging tests revealed superior resistance to hot air and ozone exposure, with tensile strength retention above 90%, whereas oil aging led to a mechanical reduction due to fiber swelling. Fourier Transform Infrared Spectroscopy (FTIR) confirmed improved fiber-matrix bonding, while scanning electron microscopy (SEM) showed reduced fiber pull-out in treated samples. Glass transition temperature (Tg) remained stable, ranging from −12.8°C to −9.6°C for different fiber loadings. The thermal study demonstrated that fibers do not hinder the rubber chin movement, and thermal treatment improves the fibers’ thermal stability.
Keywords
Introduction
In compliance with governmental regulations and to satisfy the demand for eco-friendlier materials, the Saudi government is pushing for sustainable, eco-friendly materials to achieve its 2030 vision. Millions of oil barrels are being produced every day to manufacture polymers and elastomers. On the other hand, Saudi Arabia is considered one of Date Palm Fibers (DPF) and crude oil largest producers. Combining these two sources could lead to significant benefits financially and environmentally.
Because of the global emphasis on environmental and sustainable sources of materials, coupled with new socio-economic awareness, substantial efforts and resources are being allocated to finding new environmentally friendly materials. Polymers are widely used; thus, the need to find sustainable and environmentally friendly raw materials to replace petroleum-based raw materials has arisen. As a result, natural fibers have become the material of interest for wider applications. Natural fibers, such as sisal, hemp, kenaf, and jute, are used as fillers and reinforcement materials for polymer composites. 1 The cost of petroleum resources increases as the environmental problems associated with their extraction increase. 2
In the past, the disposal of natural fiber had been a significant issue for the environment; hence, it was burnt, creating health and environmental hazards. However, utilizing natural fibers as reinforcement for polymer-based materials can potentially reduce environmental pollution. 2 Natural fibers have advantages over glass fibers, such as lower costs, reduced CO2 emissions, energy recovery, and good thermal and acoustic insulation properties. 3
Features of natural fibers, such as renewability, low cost, and biodegradability, could help transition toward new applications when coupled with high-production polymers like plastic or rubber. However, some difficulties, such as compatibility, hydrophobicity, and hydrophilicity of polymer and rubber, limit the use of these fibers. To overcome the incompatibility between fiber and matrix, studies have been conducted to create coupling between the polymer matrix and the natural fibers. 4
DPF has a limited life span; in this short period, the date palm tree requires pruning also. Roughly, the pruned parts of date palm produce a waste of more than 2.2 million metric tons per year. 1 These pruned parts and the older generation usually get burned. Nowadays, a lot of researchers are looking into harnessing this biomass.2,3,5 Nihmath and Ramesan 6 investigated the fabrication of nitrile rubber (NBR) nanocomposites incorporating hydroxyapatite (HA) nanoparticles. The study found that incorporating hydroxyapatite (HA) nanoparticles into nitrile rubber (NBR) significantly enhances thermal stability, dielectric properties, and AC conductivity due to strong interfacial interactions. These improvements were validated using FTIR, XRD, and DSC analyses, which confirmed the effective dispersion of HA and its interaction with the polymer matrix. In another study, Nihmath and Ramesan 7 studied the effect of HA nanoparticles on the properties of Cl-NBR (chlorinated NBR). The addition of HA in Cl-NBR resulted in an increased Tg because of the particles’ interaction with the rubber matrix. This increased interaction between the particles and matrix resulted in increased mechanical properties such as tensile strength, hardness, and higher abrasion resistance. The prepared samples were subjected to an immersion test in aromatic solvent, and the results revealed a significant reduction in swelling volume with increased filler content.
Neher et al. 4 studied DPF as a reinforcement for acrylonitrile butadiene styrene (ABS) matrix composites. They selected 5, 10, and 20 wt% of fiber content and found that the thermal stability of the palm fiber was higher for the 11–20-year age group than for the 5–10-year age group. This was the case for both the thin and thick edges of the palm fiber. The thermal stability of DPF-ABS composites with different mass percentages of the fiber was almost the same, except for the 10 wt% fiber content in the DPF-ABS composites.
Parvathi and Ramesan 8 prepared rubber compounding using an industrial compounding technique by incorporating chlorinated natural rubber (Cl-NR) and zinc ferrite. The interaction of filler with NBR was confirmed with FTIR, and structural changes were verified with XRD. The addition of filler in the CL-NR enhanced the thermal properties, increasing flame retardancy and LOI (limiting oxygen index); the incorporation of zinc ferrite also reduced the vulcanization time of the rubber. The addition not only increased the thermal properties, but also increased the mechanical strength of the material was also increased where optimum electrical and mechanical properties were reported for the composites prepared with 5 phr filler loading. In another study, 9 the authors prepared chlorinated NBR by alkaline hydrolysis of chloroform; successful chlorination of NBR was confirmed with the help of FTIR and UV-vis spectroscopy. The chemical modification of NBR resulted in a decreased amorphous state of the rubber, which increased the Tg. A decrease in thermal stability with increasing Cl content was witnessed, while the flame retardancy was increased with the increased halogenation. The oil resistance was improved, and increases in tensile, tear, and hardness were also reported with increased chlorination.
Dehghani et al. 10 investigated the development of a recycled poly (ethylene terephthalate; PET) reinforced with surface-treated DPF. The mechanical and thermal behavior of the PET matrix was evaluated, and a considerable enhancement in the mechanical properties of the composites was observed. The results also indicated an increase in the degree of crystallinity of the composites compared to PET, suggesting that DPF particles could act as nucleating agents.
Wisittanawat et al. 11 studied pineapple leaf fiber (PALF) as a filler for nitrile rubber (NBR). A coupling agent was used to improve the interaction between the fiber and the rubber matrix. They reported a significant improvement in the mechanical properties of NBR filled with PALF aligned in parallel. Similarly, Ismail et al. 12 studied natural rubber/kenaf fiber composites. They found that the addition of silane (Si-69) improved the mechanical properties of the composite. Cao et al. 13 studied the addition of cellulose nanocrystals (CN) to NBR. They found that the CNs formed a strong filler network in the NBR matrix, resulting in an attraction similar to the “Payne effect” of carbon black. They also found a 100% increase in tensile strength with CN loading of up to 20%, as well as an increase in storage modulus. The glass transition temperature (Tg) of the composites increased from 10.8°C to 17.2°C, and the degradation of the NBR/CNs composites is much higher than the degradation temperature of NBR alone. Similar results were reported by Chen et al. 14
Prukkaewkanjana et al. 15 investigated high-performance hybrid reinforcement of NBR using short PALFs and carbon black (CB). All ingredients were blended to produce a composite with high modulus at low elongation and acceptable ultimate strength. Paran et al. 16 studied the addition of rice straw to a composite of poly (vinyl chloride; PVC) and NBR and showed an increase in Young’s modulus and tensile strength as well as thermal stability. Zheng et al. 17 studied NBR/rice hull ash (RHA) composites. The results showed improved interaction and interface mismatch. However, studies on natural fiber/rubber composites are limited, especially DPF/rubber composites. In this work, DPF/NBR composites are formed, and the effect of chemical treatment of DPF on composite properties is investigated. In addition, the effect of aging on DPF/NBR composites is studied.
Materials and methods
Materials and mixing
NBR (3250, supplied by Akrochem) was used as the composite matrix because of its high acrylonitrile content (reaching up to 41.5 wt%). The DPF used as filler material was supplied by Njoom factory, Al-Kharj, Saudi Arabia. All the parts of an entire palm tree were shredded, and the obtained fibers were ground using Stardust (Japan) coffee bean grinders. Subsequently, the fibers were sieved using a 250 µm sieve. A Malvern master sizer 2000 was used to analyze the particle size of the grounded DPF. This instrument uses laser diffraction to evaluate the particle size and gives a distribution of particle size materials 18
Some of the ground fibers were soaked in an aqueous solution of 5 wt% NaOH for 24 h at 70°C while maintaining continuous stirring. The treated fibers were then collected and washed thoroughly with distilled water. After washing, the fibers were air-dried in an oven at 50°C for 4 days. After drying, the fibers were sealed in a plastic container. A Plasti-Corder Lab station-Brabender was used to mix the compounds. The compounds were mixed using a measuring mixer. The mixing continued using Comerio lab Open mill to add the cure package (Sulfur, 6PPD, DPG, and CBS) sheet and cool down the compounds at 50°C for 4 min, according to the formulations in Table 1, and the mixing procedure in Table 2. A schematic representation of the main processing steps is shown in Figure 1.
Sample formulating ingredients; w/w with respect to the matrix.

Mixing procedure for composite preparation.


Processing steps of NBR/DPF composite formation (solid lines: main steps).
Characterization
Cure characterization
The GÖTTFERT MDR was used to measure the curing characteristics, namely minimum torque, maximum torque, torque difference, burn-in time, and, most importantly, curing time. The temperature was maintained at 160°C, and the test lasted 20 min. The oscillation amplitude for the test was 0.50 and the frequency 1.666 Hz, in accordance with ASTM D5289.
Standard sheets (rectangular in shape) were molded at 160°C. The molding time was T90 (determined by MDR) for a further 5 min. The sheets were air-cooled after molding for 24 h at 25°C.
Aging
Hot air aging
A binder heating oven was utilized in accordance with ASTM D 573, maintaining a temperature of 150°C for 24 h, preceded by 0.5 h of preheating.
Ozone aging
An Ektron ozone test chamber was used according to ASTM D1149 at a concentration of 50 PPHM for 24 h, at a temperature of 50°C. The samples used were dumbbell-shaped for further testing by employing a tensile tester.
Liquid submergence
Dumbbell-shaped samples were submerged in car engine oil (Castrol-5w-30) purchased from a local car oil distributor. The test was conducted according to ASTM D5964, and the test ran for 24 h + 0.5 h of preheating at a temperature of 100°C.
Morphology analysis
The morphology of the samples was analyzed using a scanning electron microscope (JSM-6360A, JEOL Ltd., Japan) at an acceleration voltage of 5 kV. The samples were mounted on 0.5-inch pin stubs using carbon adhesive tape and then coated with a thin layer of gold to prevent charging.
FTIR and thermal analysis
Thermo Scientific FTIR (Winsford, UK, Nicolet iN10) was used to measure FTIR spectra. The spectrometer had a Germanium tip accessory, and the scanning range was 400–4000 cm−1.
A differential scanning calorimeter, manufactured by TA Instruments model Q 200, was used to perform thermal analysis tests. The model was also equipped with a Q90 refrigeration unit. All DSC tests were conducted in an inert gas environment, and nitrogen was used as the inert gas. The samples were cooled to −80°C and then kept isothermal for 5 min to ensure a uniform temperature distribution. Subsequently, the samples were heated to 70°C at a heating rate of 10°C/min.
TA Q50 thermogravimetric analyzer was used to test the samples. The thermogravimetric analysis (TGA) was used to measure the weight loss of the sample during heating. The sample size was approximately 12 mg, and the test was conducted in two stages. The initial temperature ranged from 25°C to 550°C in a nitrogen environment, whereas in the second stage, it ranged from 550°C to 900°C, with a heating rate of 20°C/min for both stages.
Mechanical analysis
The tensile test was conducted by using Alpha Technologies (Model 5567) with a tensiometer equipped with a long-range extensometer with a crosshead speed of 500 mm/min. The machine was calibrated, and the procedure was completed at 25°C. Five samples for each composite were cut from the test sheets using the standard ASTM D412 Die. The thickness and width of all the samples were measured using a calibrated digital thickness gauge. A dynamic mechanical analyzer was manufactured based on the RSA-G2 TA model. Dynamic mechanical analyzers have a wide variety of uses and test modes. The samples were cut into rectangular shapes, and the sample thickness was measured for each sample. The parameters were set to run a strain sweep test from 0.01% to 4% strain. The frequency was 1 Hz at 25°C, and a thin-film fixture was used.
Results and discussion
Date palm fibers and composite film
The DPFs were ground and milled. After grinding, the fibers were placed in an automatic vibrating screen equipped with 600, 425, and 250 µm mesh sieves. The fibers that did not pass the 250 µm sieve were eliminated. The particle size analysis carried out on the fibers showed that approximately 85% of the fibers were 250 µm in size. However, a small percentage (around 15%) of the particles were larger than 250 µm. This may be due to the high length-to-diameter ratio of the fibers, which allowed some of them to pass through the sieves.
Preparation and characterization of composite films
The measurements of the curing characteristics of NBR composites, representing scorch time (TS2) and curing time (T90), were done and shown in Figure 2(a). Scorch time (TS2) is the time necessary for the torque to increase by two steps from the minimum torque (ML). There is no significant effect of DPF addition on the cure time and scorch time of NBR composites. However, it can be clearly seen that the chemically treated DPF increases the cure time and scorch time significantly compared with the untreated composites. This could be attributed to the silane, which attracted the activators, thus resulting in slower curing. 19
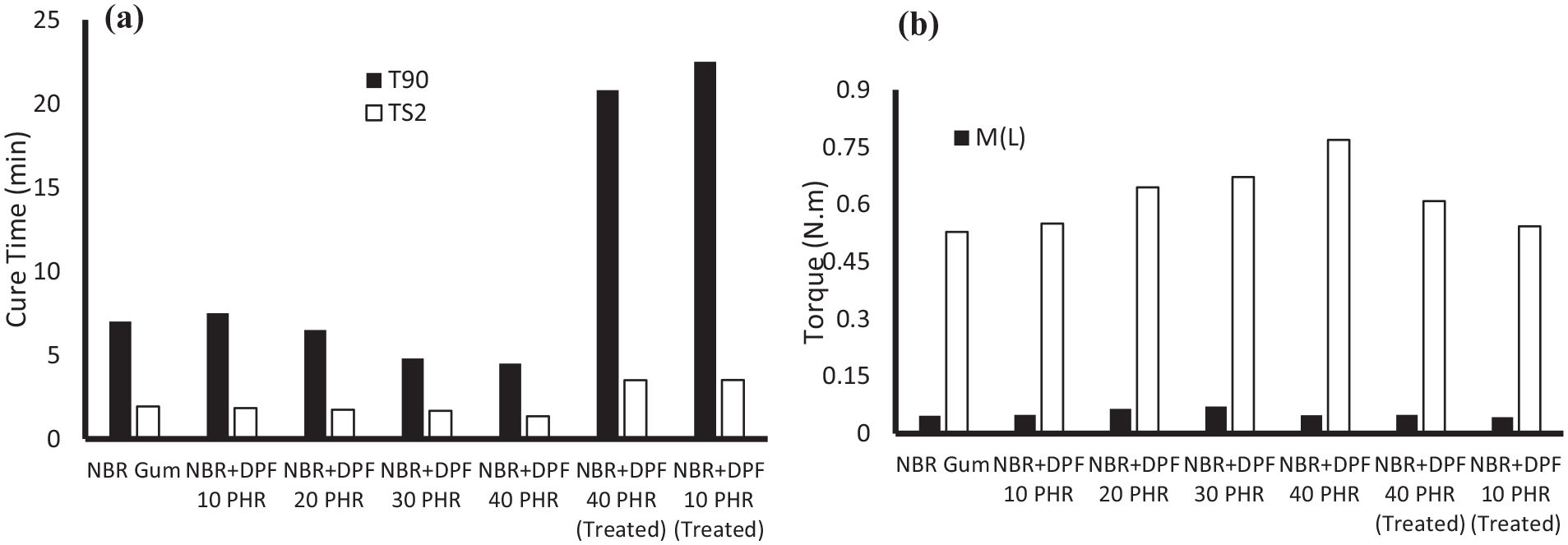
(a) Curing characteristics (MDR T90 and TS2 results) of NBR composites and (b) MDR maximum torque (MH) and minimum torque (ML) of NBR composites.
All composites appear to have similar ML values, as shown in Figure 2(b). ML indicates chain entanglement reduction in the early stages, 20 representing the ease of processing. However, incorporating fillers into a rubber matrix generally restricts the mobility of the chains, resulting in higher torques. 9 Furthermore, maximum torque (MH) increases proportionally with an increase in the loading of DPF. As mentioned earlier, the treatment of DPF reduced the effectiveness of the activators, resulting in a lower MH. This could be mitigated by introducing different methods of incorporating the coupling agent.
Morphology
The surface fracture of unfilled NBR, untreated 10 wt.%, untreated 40 wt.%, and 40 wt.% treated composite samples was investigated by employing SEM (shown in Figure 3 a-d). Samples b and c show more voids than the treated composite (sample d). This indicated that pull-out is more likely to occur in the sample where the fibers are untreated, as observed in sample b (10 wt.%) and c (40 wt.%). This may be caused by weak adhesion or interactions between the DPF and the NBR matrix. During the application of strain, the fibers slide out of the rubber matrix, resulting in stress concentration points that initiate failures. In sample d, the treatment of fibers and the use of a coupling agent improved the interaction and adhesion between the fibers and the rubber. This treatment resulted in fiber breakdown rather than being pulled out (marked with a rectangle). The SEM images also reveal that there is a lower degree of pull-out (circled) compared to sample c with 40 wt.% untreated fibers. Furthermore, fewer voids were observed in sample d, which indicates better interaction between the DPF and the NBR matrix. 12 Sample a (unfilled matrix) was used for comparisons. The white particles may be zinc oxide particles.
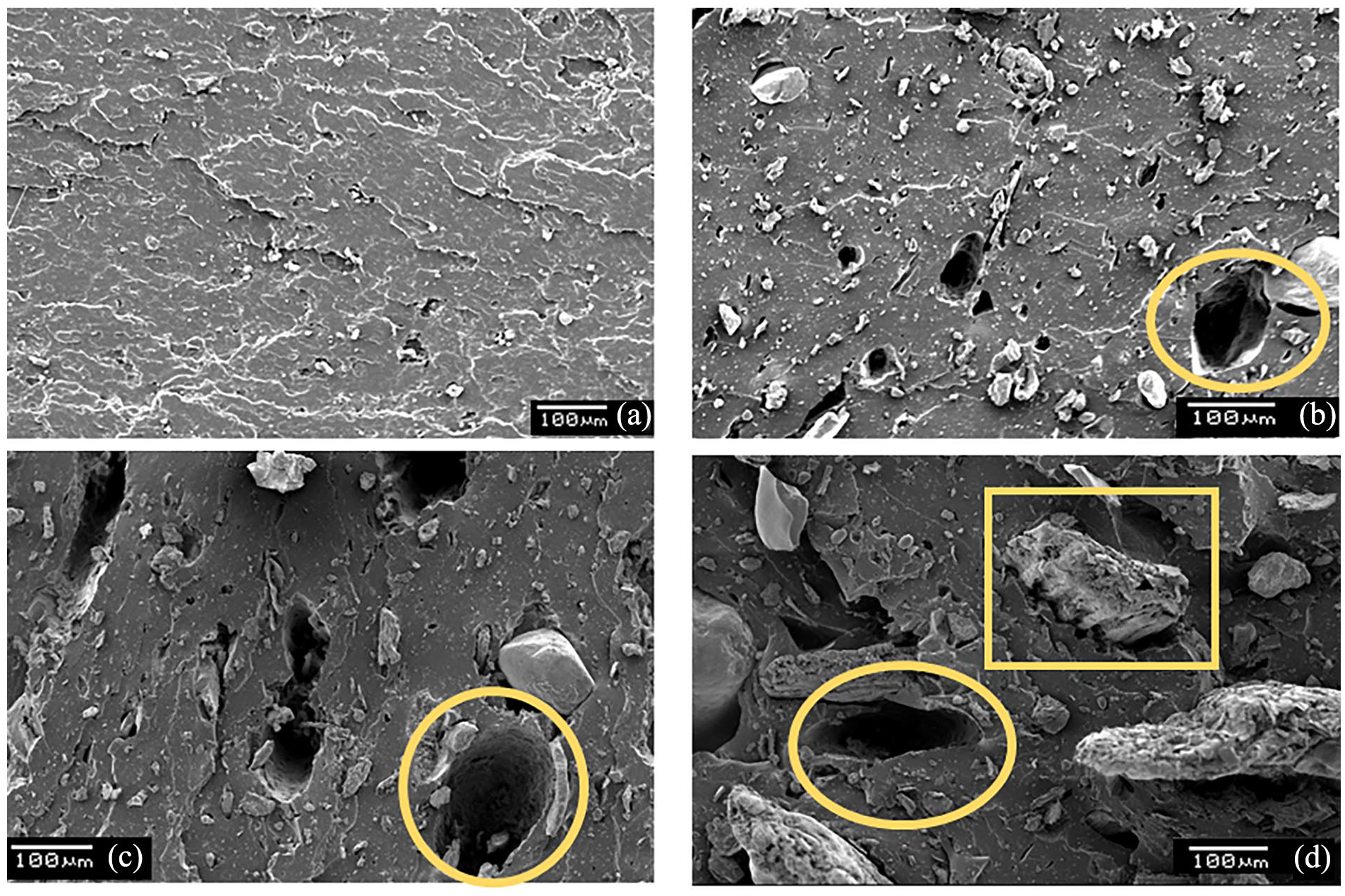
SEM results of: (a) unfilled NBR, (b) untreated DPF 10 wt.%, (c) untreated DPF 40 wt.%, and (d) treated 40 wt.% composites.
Untreated DPF, NaOH-treated DPF, and NaOH + Si69-treated fibers were analyzed using SEM and are shown in Figure 4 a-c. In sample a, the DPFs are observed after grinding, milling, and sieving without chemical treatment. The SEM images for sample a represent the sharp edges of the untreated fibers, which may be an indication of the impurities present on DPF surfaces. These impurities on the surface could prevent good adhesion and interaction between the DPF and the NBR matrix. On the other hand, SEM results of samples b and c show the improvement in the surface morphology of the DPF after treatment with NaOH (sample b) and NaOH + Si69 (sample c). Which indicates that most of the surface impurities were removed because of chemical treatment, resulting in a better interaction between the DPF and the NBR matrix 21

SEM results of: (a) untreated DPF, (b) NaOH-treated DPF, and (c) NaOH + Si69-treated DPF.
Fourier transform infrared and attenuated total reflectance
Figure 5 shows the FTIR spectra for the untreated, NaOH-treated, and NaOH + Si69-treated DPF composites. The broad absorption peak for the untreated DPF at approximately 3400 cm−1 is attributed to O-H stretching. For the NaOH and NaOH + Si69-treated sample, absorption at 3400 cm−1 was reduced after the alkali treatment. This reduction is because impurities such as fatty acids present at the surface of the fiber were removed due to hydrogen bonding.22,23 Peaks found at approximately 2900 cm−1 are attributed to C-H asymmetric. 24 The carbonyl group absorption peak is observed at approximately 1500 cm−1. The reduction of the carbonyl group (C=O) in the NaOH and NaOH + Si69-treated DPF composites could be attributed to the removal of hemicelluloses during treatment. The C-O-C asymmetric vibration can be found in the absorption range of approximately 1166 cm−1 and 1000 cm−1, as observed in this study; the stretching vibration of the ring structure may also be observed when the DPFs are treated. The appearance of a new absorption band after the treatment with silane in the region of 650 representing Si-O-Si stretching vibration and 1120 cm−1, is specifically due to the silane coupling agent.25,26
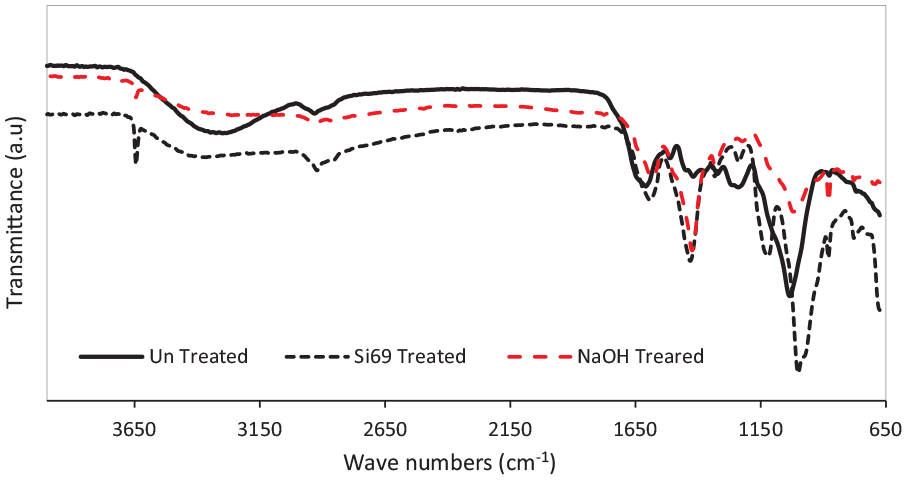
FTIR results of: (a) untreated DPF, (b) NaOH-treated DPF, and (c) NaOH + Si69-treated DPF.
Thermal properties
The effect of adding DPF to the NBR composite is presented in Table 3. The DSC results indicated that the DPF had limited influence on the glass transition temperature. The glass transition temperatures obtained for the untreated fibers have minimal to no effect. Moreover, it is well known that additives affect the thermal stability of the composite, 27 and this may be the cause of the crystallinity and melting at temperatures above 25°C observed in this study. The treated fibers show the influence of treatment on the Tg of the material. The increase in glass transition for the treated fiber is because of the higher DPF and NBR interactions caused by treatment. This is in accordance with the findings in the literature that an increase in Tg is indicative of effective adhesion between the filler and the fibers. 8
Glass transition temperature of NBR composites.

The TGA was established, and the results were also summarized in Table 3. There was a slight change in the weight between 70°C and 150°C, which may be attributed to moisture evaporation. It was also observed that the initial degradation starts between 200°C and 350°C, approximately. This decomposition behavior resembles resonating with the thermal analysis of DPF and Hemp reported in other studies.28,29 The second sharp weight loss was between 350°C and 500°C, where the fibers lose 70% of their weight. The temperature range (350°C–500°C) coincides with the temperature at which NBR pyrolysis occurs. The weight loss after switching the environment to air between 500°C and 900°C occurs as a result of cellulose/CB/carbon combustion, which is formed during the pyrolysis event. Treatment with NaOH and silane (Si69) slightly increased the stability of the composite at a higher temperature. Compared to the unfilled NBR, the treated composites were more thermally stable, which indicates improved interactions between the DPF and the NBR matrix. TGA studies of DPF indicated that these fibers could be used as insulating materials in applications where the fibers need to withstand temperatures up to 200°C.
Mechanical properties
The mechanical properties evaluated for the prepared rubber composite are divided into two categories. The first category deals with the effect of DPF percentage on the final properties. While the second category deals with the effect of fiber treatment with silane on the final properties of prepared rubber composite and its comparison with the untreated part, only with the addition of 10 and 40 wt.%.
Comparison of properties for unaged versus aged samples
Figure 6(a) depicts the tensile strength of the composites with unfilled NBR and NBR filled with DPF. It was distinguished that the addition of DPF was detrimental to the tensile properties of NBR, causing the strength to drop significantly, where DPF addition exhibited even lower tensile strength than that of the unfilled NBR. This behavior may be caused by several factors, such as the large particle size of the filler (DPF), which acts as a stress concentration point where failures occur. In addition to the low compatibility and weak adhesion between the DPF and the NBR matrix. Although NBR is generally considered polar, it still has a hydrophobic domain in the butadiene portion. This resulted in incompatibility with hydrophilic DPF. 30

Tensile strength results of: (a) unaged NBR and (b) aged NBR composite samples.
The tensile strength of NBR composites was also evaluated after undergoing different aging conditions, and a comparison was made with that of an unaged NBR composite, as depicted in Figure 6(b). There was an advantage for the DPF-based composites in terms of tensile strength when they were subjected to various aging environments. Furthermore, the incorporation of DPF increased the level of tensile strength retention 31 as the strength did not decrease to the same magnitude as the unfilled composites. Almost all the composites followed the expected pattern, where the tensile strength decreased with aging. The tensile strength of the aged composites showed good resistance to hot air aging.
The NBR matrix is well-known for its resistance to oil. However, the tensile strength results of the aged composites suggest that there is a slight drop in oil resistance when the DPF is incorporated with the NBR. This could be due to the swelling of the fibers when they were submerged in oil. 32
Figure 7(a) shows the elongation percentage of NBR composites for the unaged samples; the results are comparable for all composites: unfilled and filled with DPF. This indicates good mixing and distribution of the fibers and very good flexibility for DPF-based composites, where they can stretch to an average of 550% of their original length. This supports the argument of using natural fibers in NBR composites for applications where elongation is important 16

Elongation (%) results of: (a) unaged NBR and (b) aged NBR composite samples.
After undergoing aging as shown in Figure 7(b), when the elongation of composites with different aging times is compared with that of the unaged composites, DPF shows an adequate result in terms of elongation. The elongation of the composites containing DPF is comparable to the elongation of the base composites (unfilled NBR). Hot air aging did not significantly impact the elongation compared with oil aging. Oil aging had a profound impact on the mechanical properties of the fibers, thus hindering the excellent oil resistance of NBR, as observed in the oil aging test of the base composites (unfilled NBR). This excellent performance of the NBR with DPF as a filler gives the composite a wide range of applications, and this may reduce the impact on the environment 10
The tensile moduli for the unfilled and DPF-filled composites are shown in Figure 8(a); the highest modulus was obtained for the unfilled NBR. Moreover, the modulus increased with an increase in the DPF loading. However, some studies have shown that increasing the loading to above 40 wt.% negatively impacts the mechanical properties. 17

(a) Unaged and (b) aged tensile modulus of NBR composites.
The tensile modulus of the aged composite samples was compared with that of the unaged samples, as presented in Figure 8(b). The results show that ozone has a high impact on the base composites (unfilled NBR). However, the composite samples containing DPF are more resistant to ozone attack, as observed from the results. The modulus of the DPF after oil aging is the highest compared with the other methods of aging, and this was due to the swelling of the fibers and the increase in hardness. These results indicate that limiting the elongation while the tensile strength is high results in a high modulus.
Comparison of properties for untreated versus treated samples
The tensile strengths of the prepared composites with untreated and treated DPF are shown in Figure 9(a). The treated fibers performed better than their untreated counterparts. The treated DPF with 40 wt.% achieved the highest tensile strength, and the chemical treatment of DPF showed an enhancement in the tensile strength in comparison with the untreated samples. This behavior is caused by the ability of alkali treatment to remove impurities, residual lignin, and hemicellulose, resulting in a rougher fiber surface, which allowed for better adhesion between the DPF and the NBR matrix 33

(a) Treatment effect on the tensile strength of NBR composites with different aging times and (b) treatment effect on the tensile strength of NBR composites with different aging conditions.
Figure 9(b) shows the superiority of the treated fibers over the untreated fibers. As previously mentioned, the chemical treatment of fibers helps in enhancing the roughness of the fibers, which leads to better adhesion between the fibers and the matrix. As a result, the swelling degree caused by the aging medium is reduced and better tensile strength retention is achieved. Additionally, the treatment of the fibers enhanced the overall tensile strength after being subjected to aging. 31 As discussed earlier, oil resistance was impacted to the same degree for the treated and untreated composites.
Figure 10 shows the elongation of the composites with the treated and untreated DPF. The untreated composites elongated more than the treated composites. The treatments coupled DPF with the NBR matrix, improving the tensile properties of rubber but reducing its extension 16

Elongation (%) of treated versus untreated NBR composites.
The effect of the treatment on the elongation of composites is shown in Figure 11(a). The untreated fibers exhibited a higher elongation because they did not provide reinforcement, as discussed earlier. However, the ozone-aged 10 wt.% composite showed the highest elongation compared with the other composites. This may be because of the softness of the composite, resulting in high elongation.

(a) Treatment effect on the elongation of NBR composites with different aging times, (b) tensile modulus of untreated versus treated NBR composites, and (c) treatment effect on the tensile modulus of NBR composites with different aging times.
The modulus of NBR mixed with treated DPF was superior to that of NBR mixed with the untreated DPF, as shown in Figure 11(b). Consequently, increasing the interaction between the fibers and the NBR matrix resulted in a higher strength and improved modulus. An increase in the fiber incorporation into the NBR composite without sacrificing the mechanical properties would be beneficial to the environment by reducing waste and using fewer petroleum-derived raw materials 10
Figure 11(c) shows the comparison of the modulus obtained after aging for both treated and untreated samples. It is observed that a high loading of treated DPF results in a high modulus. In contrast, studies have shown that increasing the loading to more than 40 wt.% negatively impacts the mechanical properties. 17
Dynamic mechanical analysis
A strain sweep test was performed for all composites.

where

DMA results (
Conclusions
In this study, the enhancements in mechanical properties, thermal stability, and aging resistance achieved by incorporating chemically treated date palm fiber (DPF) into nitrile butadiene rubber (NBR) were shown compared to non-treated fibers. The NaOH and silane (Si69) treatment improved fiber-matrix adhesion, leading to an almost 25% increase in tensile strength (from 8.5 to 10.6 MPa at 40 wt.% DPF) and superior thermal degradation resistance, with decomposition onset shifting from ~200°C to 220°C. Treated composites also exhibited an almost 20% increase in elongation at break (from 420% to 495%) and a 12% improvement in tensile modulus. Dynamic mechanical analysis confirmed enhanced damping behavior, with storage modulus increasing by 15% at low strain levels. After hot air and ozone aging, treated composites retained over 90% of their mechanical integrity, while untreated samples showed an around 25% decline. Although oil aging caused minor reductions in mechanical properties due to fiber swelling, the chemical treatment partially mitigated this effect, reducing the loss in tensile strength from 18% (untreated) to 10% (treated).
The findings of this research contribute to the growing body of knowledge on sustainable elastomer composites by establishing the potential of DPF as an eco-friendly reinforcement material for NBR. Chemical treatment was found to significantly enhance compatibility and mechanical durability, providing insights into optimizing natural fiber-reinforced rubber composites. This study also underscores the environmental advantages of utilizing agricultural waste in polymer applications, promoting sustainability without compromising performance.
This research contributes toward developing high-performance, biodegradable, and cost-effective materials. The improved mechanical strength, thermal stability, and aging resistance of these composites make them suitable for a wide range of applications, including automotive, aerospace, and industrial rubber products. Future work should explore alternative chemical treatments, fiber modifications, and hybrid reinforcement strategies to further enhance the performance and durability of these composites in various operational environments.
Footnotes
Authors’ Note
Noor S. Alghamdi is also affiliated to Jubail and Yanbu Industrial Cities Services (JABEEN), Jubail, Saudi Arabia.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The Authors would like to extend their gratitude to the Ongoing Research Funding Program (ORF-2025-435), King Saud University, Riyadh, Saudi Arabia, for funding this research.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data availability statement
Data of the above manuscript are available upon request.