
Abstract
Multi-layered 3D fabric has been the subject of research interest due to its ability to reinforce, absorb energy and provide different degrees of flexibility to provide specific properties. This study introduces a systematic approach for designing four-layer woven fabrics by using different yarn fibre contents and fabric structures. The layers comprise satin, 2/2 twill, 3/1 twill and plain weave structures made of bamboo, Coolmax, cotton, and polyester yarns in different combinations. The layers are connected by adding interlocking weaves at certain stitch points. Nine samples were fabricated and their physical, thermal, moisture management, and mechanical properties were examined. The results showed that integrating Coolmax in more layers, such as the sample with three layers of Coolmax, enhances heat transfer(with the lowest thermal resistance value of k = 0.0036 W/cm·°C)with good moisture management (with an Optical Moisture Management Capacity (OMMC) of 3.5). Using layers with different structures increases air resistance reaching 0.6 kPa·s/m. Using the same structure for more than one layer (e.g. four layers made of irregular satin) leads to increased surface roughness (surface roughness (SMD) = 13.965) due to increased friction (with the highest mean frictional coefficient (MMD) value of 0.31). The use of one type of structure increases fabric rigidity and density, whereas layers of different structures with interlacing points offer fabric suppleness and compressibility. The study outcomes contribute to advanced textile engineering and provide solid groundwork for future applications that require performance enhancement.
Keywords
Introduction
Three-dimensional (3D) fabrics include single layer fabrics with an overall 3D shape, and multiple layers of fabrics that include flat, contour fabrics, spacer, shell and tubular fabrics. 1 Multiple layers of woven fabrics are composed of more than two fabric layers that are interconnected through secondary processes like stitching or mould binding, 2 by using an interlocking woven structure 3 or incorporating additional binding yarn 4 during the weaving process. Currently, multi-layer woven fabrics are being utilised in various applications, including safeguarding clothing,5,6 sound absorption, 7 thermal insulation and comfort materials 8 and outdoor sports clothing. 9 Due to the variability in warp and weft yarn combinations within each layer of multi-layer fabrics, the structural parameters can be tailored to meet specific product requirements. Recent studies have shown significant progress in the development of multi-layer woven fabrics, particularly in the organisation of layers, yarn usage and weaving patterns that result in a range of different properties. For instance, Preechawattanasakul et al. 10 stated that multi-layer fabric structures exhibit enhanced tensile strength and elongation compared to single-layer fabrics, which indicates a direct relationship between the number of layers and mechanical performance. The use of yarns with different types of fibres such as aramid, polyester and natural fibres to deliver unique properties to a woven fabric has been explored. Sayem et al. 11 investigated the use of hybrid yarns, which are a combination of natural and synthetic fibres to optimise performance characteristics. The woven structures, from basic plain weaves to more complex constructions like twill and satin, can have a significant influence on the mechanical and physical properties. 12 According to Arora et al., 13 plain woven fabric absorbs the most energy, followed by 2/2 twill, then 3/1 twill, and 2 × 2 matt woven absorbs the least amount of energy. Furthermore, the woven structure of multi-layer fabrics can range from conventional patterns to more complex interlocking designs which enhance the overall mechanical integrity of the fabric.14,15 Erdem and Kaman 16 studied the impact properties of multi-layered laminated 3D fabrics and emphasised the reproducibility of the multi-layered fabric, the mechanical properties and significance of delaminated regions in laminated composites. These structural mechanisms are further elucidated through studies that examine performance-specific architectures. For instance, Xu et al. 17 showed that ballistic resistance is governed by hierarchical layer arrangements rather than uniform material distribution, thus demonstrating how multi-layer folding optimises energy dissipation. Similarly, Rajesh et al. 18 found that the tensile properties depend on the interlayer hybridisation and stacking sequences, where strategic placement of high-strength fibres in the outer layers improves the mechanical properties. These studies show that the functional properties of multi-layer fabrics are structurally encoded through geometric interlocking, material gradients and layer hierarchy. However, there is still a knowledge gap on the formation of four or more layers of fabric via the weaving process, especially in the use of an interlocking structure instead of traditional stitching or moulding techniques. While existing studies have examined two- or three-layer configurations, the potential for further exploration of fabric properties through the interweaving of more layers paired with different types of yarns and woven structures remains unexplored.
The impact of the type of fibre and fabric structure in traditional two-dimensional (2D) woven fabrics has been extensively researched, which shows that the type of fibre used significantly impacts the mechanical properties of the fabric and wear comfort of the resultant garment.19,20 For example, the ability of fabrics to manage moisture is closely related to the composition of their fibres and weave structure, with natural fibres often providing more breathability than synthetic options.21,22 The special cross-section of Coolmax yarn enhances moisture transmission and contributes to more efficient wicking of moisture from the skin. Additionally, bamboo and cotton retain more moisture, thus providing optimal comfort for wearers.23,24 Recent research by Gao et al. 25 showed that the strategic arrangement of layers and type of yarn can lead to the development of multi-layer interwoven fabrics with customised properties. Compared to traditional 2D fabrics, multi-layer interwoven fabrics can provide higher mechanical strength, 26 such as higher energy absorption capacity,17,26 compression resilience, 27 moisture management, 28 and thermal protection level. 29 Current studies show that multi-layer fabrics can be constructed by using a variety of different methods, including interweaving layers within a single fabric or using stitching and other techniques to combine multiple layers. The method used significantly influences the mechanical properties and applications of the resulting fabrics. Zeng et al. 30 examined the utilisation of networked fabrics, in which the neighbouring layers are interconnected in a predetermined pattern, thereby improving the overall mechanical performance while preserving flexibility. Similarly, Lansiaux et al. 31 highlighted the advantages of 3D warp interlocking textiles, which utilise binding yarns to improve the structure in the vertical direction, thus increasing both resistance to delamination and mechanical strength. These advanced woven constructions show that it is possible to create durable multi-layer textiles without a second step of supplementary stitching or bonding.
In terms of the moisture and thermal properties of fabrics, the use of two-layer textiles enhances moisture-wicking and vapour permeability compared to single-layer textiles, so that additional layers could potentially further improve specific properties. 28 Furthermore, Parés et al. 8 showed that the thermal performance of multilayer interlocked fabrics is influenced by the structure and density of the binding points, which suggests that structure and pattern design can optimise thermal insulation. However, the specific impacts of interweaving more than two layers of fabric on moisture control and thermal comfort have not been thoroughly examined, which is a research gap in studying the changes of these properties with increased layering. Additionally, the parameters of multi-layer woven fabric structures, such as material thickness and yarn arrangement, could also affect the thermal conductivity of the fabrics. Yang et al. 32 suggested that the thermal conductivity of woven fabric can be effectively tailored based on its geometric configurations. However, the effects of adding multiple layers on the thermal properties have not been sufficiently investigated. The interaction between moisture retention and thermal insulation in multi-layer fabrics, particularly with four or more woven layers, presents a compelling case for further investigation. A thorough exploration of the moisture management properties within four-layer interwoven configurations is needed to improve the functionality of multi-layer woven fabrics for different applications.
To address the research gaps, this study introduces a new approach to designing four-layer woven fabrics to modify their physical properties, moisture management behaviours, and thermal performance. The fabrics are constructed by arranging four types of fabric structures, which are 4-end irregular satin, 2/2 twill, 3/1 twill and plain weave, with four types of yarn fibres, which include bamboo, Coolmax, cotton and polyester in the different layers. The Coolmax yarn is used for its ability to dry quickly, and cotton for wear comfort and moisture absorption. Polyester yarn with a plain weave structure is used on the bottom layer of the fabric to maintain stability. Stitch points are used to interconnect the four layers in the designed pattern to ensure the overall mechanical integrity of the fabric. The study investigates how the interaction between different types of yarn fibres and woven structures affects the physical, mechanical, thermal and moisture management properties of four-layer woven fabrics. Ultimately, the study outcomes contribute to advancements in multi-layer textile engineering and future applications as functional textiles.
Materials and methods
Materials
Nine woven fabric samples were produced by using the rapier sample loom (SL8900S, CCI Tech Inc., the Netherlands) in Figure 1. Each sample comprised four layers to explore the functional properties conferred by the different combinations of fabric structures and yarn fibres. All of the samples were constructed with the same cotton warp yarn of 44.44 tex but different types of weft yarns. The warp density was set to 48.0 ends/inch, and weft density 140 picks/inch, with the exception of Sample E which is 120 picks/inch. Three layers of Sample E were made with cotton yarn which is relatively thicker compared to the other yarns. Therefore, the weft density was adjusted to facilitate the weaving process.

Rapier sample loom (CCI/SL8900S).
Design of yarn selection
The samples were constructed by strategically choosing the weft yarns, including a Coolmax draw twisted yarn (DTY; 11.11 tex), bamboo spun yarn (11.11 tex), cotton spun yarn (44.44 tex) and recycled polyester spun yarn (15.56 tex), for their distinct functional attributes. The different layers of the samples featured a different combination of yarns and woven structures. Coolmax DTY was selected for its rapid moisture-wicking and quick-drying properties 33 to facilitate surface moisture transport. Bamboo yarn was integrated into the structure for its antibacterial and anti-static properties for hygiene maintenance. Cotton was used for its softness and high moisture absorption capacity to facilitate moisture management. 34 Polyester, known for its superior strength, was utilised in the bottom layer to provide the structural integrity required to maintain the fabric form under stress.
Design of fabric structure
Each layer of the multilayer woven fabric was independently formed by a set of warp ends and a set of weft yarns, which created different fabric structures of each layer.
Four weaving structures that offer different properties were used in the fabric design: 4-end irregular satin, 2/2 twill, 3/1 twill and plain weave. The 4-end irregular satin structure is less stable but has excellent smoothness and softness for a good hand feel. Additionally, the 2/2 twill weave, with its balanced interlacing pattern (two over/two under), offers high density, minimal porosity, and superior thermal resistance via restricted airflow.13,35,36 Conversely, the 3/1 twill uses an asymmetric interlacing geometry (three over/one under), which prioritises flexibility and surface softness over structural rigidity. 13 The plain weave structure is a basic structure with good stability and high tenacity. Plain weave can be adopted to maintain the integrity of the structural shape. The higher air permeability of the twill compared to plain weave fabrics under the same yarn count and density conditions. 37 It is interesting to study how the arrangement of different weave structures in the four-layer woven fabric influences the overall fabric properties.
The linkage of the four layers was formed by a self-stitching method with the use of warp yarns. 38 Figure 2 illustrates the application of a single stitch point on the pattern to demonstrate the process of connecting four layers. Figure 2(a) depicts the structure of four separate woven layers before adding any stitching points. Each layer preserves its independent warp and weft interlacing pattern. Figure 2(b) shows the corresponding structure with of one stitching point to form the connection between the layers. In the stitching point (the blue block in Figure 2(b)), the warp yarn in the first layer is raised and interlocked with the fourth layer to form the connection.39,40 The raising of warp yarn is achieved through precise control of the shedding motion on the loom with the dobby system. The stitching warp is temporarily raised to clear the intermediate layers. 41 The stitching points are strategically positioned between adjacent weft floats in the target layer to maintain the original weave characteristics of each layer. 38 The self-stitching method eliminates the need for additional stitching yarns, as it repurposes existing warp yarns from the top layer. 40 Multiple stitching points applied in the same manner are introduced at specified intervals to construct the four-layer fabric structure for each sample. The details of the design are elaborated in the subsequent section.

Four-layer woven structure: (a) before adding self-stitching and (b) after one self-stitching point is added.
Five structures of the four-layer woven fabrics were designed as presented in Table 1. The five samples, Samples A to E, were fabricated with the same structure, S-I, but utilised different types of weft yarns in each layer with the intent to investigate the impact of yarn fibre content arrangement. The first layer employed a 4-end irregular satin, the second layer used a 2/2 twill, the third layer utilised 3/1 twill and the last layer used plain weave. Samples A, and F to I were designed with different structures in each layer but using the same yarn arrangement to explore the impacts of different structures and fabric pattern arrangement. The type of structure, and weft yarn used in each layer, along with fabric weight, thickness, density and geometric and microscopic views of each sample are presented in Table 2.
Details of five different fabric structures.

Note. Colours solely used to differentiate layers of fabric.
Details of fabric samples.

Testing methods
Three measurements were taken of each sample for each evaluation, except for the air permeability test which was performed five times for each sample. Prior to these measurements, all of the samples were conditioned for 24 h under standard conditions (20 ± 2℃, 65 ± 2% relative humidity) before testing. The thermal conductivity, air permeability, moisture management properties, compression properties, abrasion behaviour and surface properties of the samples were measured.
Thermal conductivity
The thermal conductivity of the fabric samples was measured by using the Kawabata Evaluation System (KES; F7 Thermo Labo tester, Kato Tech. Co., Ltd, Japan). A fabric sample with dimensions of 5 × 5 cm2 was placed on the bottom plate which was set to 25°C ± 0.3°C with the first layer facing up. Another hot plate with dimensions of 5 × 5 cm2 which was set at a temperature of 35°C ± 0.3°C was placed on top of the sample. A 10°C difference between the two plates was maintained. The heat flow loss was subsequently recorded. The thermal conductivity is calculated by using the following equation:

where k (W/cm·°C) is the thermal conductivity, W (watt) is the heat flow loss, D (cm) is the thickness of the fabric, A (cm2) is the area of the top hot plate and ∆T (°C) is the temperature difference between the top and the bottom plates which is 10°C. The thermal conductivity value indicates how easily heat passes through the fabric, with higher values meaning better heat transfer.
Air permeability of fabrics
The air permeability of the fabrics was evaluated by using KES (F8 Air Permeability Tester, Kato Tech. Co., Ltd, Japan). The sample size is 20 × 20 cm2. The tested area is 2π cm. The ventilation resistance of the fabric (unit kPas/m) with a pressure accuracy ±0.5% of the full scale was obtained. A lower air resistance value indicates better fabric breathability and permeability properties.
Moisture management
A moisture management tester (MMT, SDL Atlas LLC, Rock Hill, SC, USA) was used for the evaluation and classification of the liquid moisture management properties of the samples following the American Association of Textile Chemists and Colorists (AATCC) Test method TM195. The instrument consists of upper and lower concentric moisture sensors. A fabric sample with dimensions of 9 × 9 cm2 was placed in between the two sensors with the first layer of the fabric oriented upwards and serving as the side that comes into contact with the skin, while the fourth layer of the fabric served as the outer surface layer that faces the external environment. Pre-configured synthetic sweat, which simulates human perspiration, was applied onto the fabric surface during the testing process in three directions which was spread outward on the top surface of the fabric, transferred through the fabric from the top to the bottom and spread outward on the bottom surface of the fabric and then evaporated. Two key metrics including one-way transport ability and overall moisture management capability index (OMMC) were obtained. The one-way transport ability stands for the ability to move moisture away from the skin to the outer layers of the fabric for evaporation. Good one-way transport ability means that the fabric can efficiently wick moisture from the inner surface to the outer surface. The OMMC is determined based on three performance aspects which are the moisture absorption rate (AR) of the bottom side of the fabric, one-way liquid transport ability and the speed at which moisture spreads on the bottom side of the fabric. The ratings range from 1 (poor) to 5 (excellent), with samples that are rated over 3.5 considered to be a fabric that can manage moisture.
Compression
A compression tester (KES-FB3, Kato Tech. Co., Ltd, Japan) with a flat circular indenter of 2 cm2 was used to determine the compressive properties of the fabrics. A fabric sample with dimensions of 20 × 20 cm2 was placed on the movable plate of the machine which allows measurements to be automatically taken at three different locations of the fabric. The indenter applied a vertical force onto the fabric at a speed rate of 0.02 mm/s with a maximum load of 50.00 gf/cm2. Three compression values, compression workload (WC), compression linearity (LC), and compression restoration (RC), were calculated from the compression force-displacement curve. WC was calculated as the area under the curve to show the amount of energy absorbed by the sample. LC was calculated by dividing the WC by a triangle formed by the initial point and the point of maximum load. RC was calculated by dividing the area under the unloading curve by the area under the loading curve.
Abrasion
The Martindale abrasion and pilling tester (M235, SDL Atlas, Rock Hill, SC, USA) was used in accordance with American Society for Testing and Materials (ASTM) standard method D4966–Standard Test Method for Abrasion Resistance of Textile Fabrics (Martindale Abrasion Tester Method). A standard wool fabric was used for abrading and circular fabric samples with a diameter of 4 cm were abraded under a pressure of 9 kPa. The top layer of each sample served as the surface and was rubbed 30,000 times. The mass loss was recorded as the difference between the masses before and after abrasion:

where Mbefore represents the weight (mg) before abrasion and Mafter represents the weight (mg) after abrasion.
Surface properties
A surface tester (KES-FB4, Kato Tech. Co., Ltd, Japan) was used to characterise the fabric surface smoothness and friction. A sample with dimensions of 20 × 20 cm2 was used, with the top first layer facing upward for testing. The sensor was slides over the fabric surface at a force of 50.0 g for the friction measurement, 10 g for surface roughness and 400 g for tension measurement at a speed rate of 1.0 mm/s to simulate the movement of the fingertips. Three values including the fluctuation of the mean frictional coefficient (MMD), surface roughness (SMD), and mean frictional coefficient (MIU) were obtained from the tester. A higher MIU value means that the fabric has less tendency to slip. On the other hand, a higher MMD value means that the surface is less smooth and rougher. A higher SMD value denotes more unevenness.
Statistical analysis
The data collected from the above tests were analysed by using the Statistical Package for the Social Sciences (SPSS 28, IBM Corp., Armonk, New York). The data follow a normal distribution. A one-way analysis of variance (one-way ANOVA) was used to evaluate the effect of the nine fabric samples on the fabric properties. A Sidak pairwise comparison was used to further understand the differences between the pairs of samples. Pearson’s correlation coefficients were used to explore the potential relationships between the physical properties of the fabric samples and their mechanical, moisture management, and thermal conductivity performance. The alpha level was set at 0.05 for statistical significance.
Results and discussion
The results of the one-way ANOVA showed that there are overall significant differences (p < 0.05) between the samples on thermal conductivity, air resistance, WC and the surface properties. A summary of the pair-wise comparison results is presented in Table 3. No significant differences can be observed in moisture one-way transport ability, OMMC, LC, RC and abrasion.
Summary of pair-wise comparison results of one-way ANOVA.


Note. Red bolded text denotes significant differences (p < 0.05) in the pair-wise comparisons.
Thermal conductivity
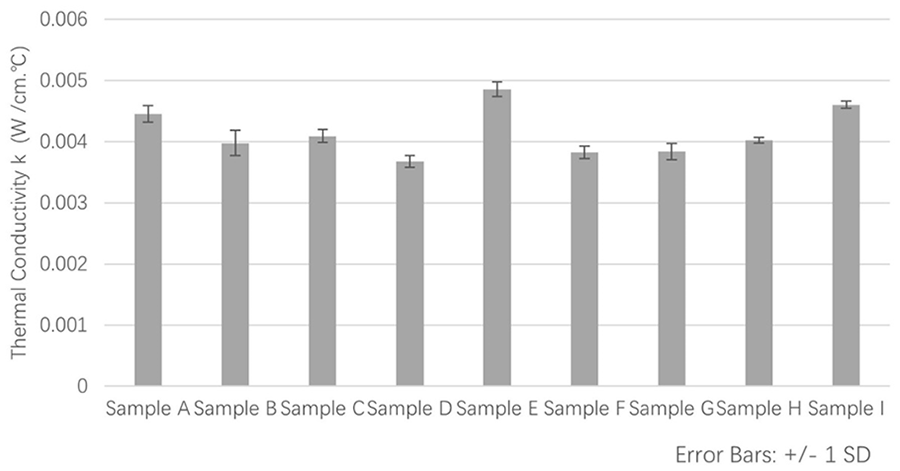
Figure 3 presents the thermal conductivity (k values) of all of the samples. The results show that Sample D has the lowest k value while Sample E has the highest k value. Samples A, E and I show k values significantly higher than 0.0044 W/cm‧°C compared to Samples B, C, F, G and H with k values that range from 0.0037 to 0.004 W/cm‧°C (p < 0.05) thus indicating that they have better thermal conductivity, which means that heat is more easily transferred from the skin to the environment through the fabric.
Thermal conductivity of samples.
Within the same S-I structure, Sample E shows the highest thermal conductivity (k = 0.0048 W/cm‧°C) as three of the layers are constructed from cotton yarn. Cotton is a natural fibre with a high moisture regain, which facilitates heat transfer through water molecules, thereby enhancing thermal conductivity. Meanwhile, the second layer of Sample A (k = 0.0045 W/cm‧°C) which is closest to the skin, is cotton yarn, which results in higher thermal conductivity than the other S-I samples.
On the other hand, Sample I which has the same yarn composition and layer sequence as Samples F (k = 0.0039 W/cm‧°C), G (k = 0.0038 W/cm‧°C), and H (k = 0.0040 W/cm‧°C), has a higher thermal resistance (k = 0.0045 W/cm‧°C) than the latter two samples. This is attributed to its structure. Sample F(S-II), with four layers of plain weave, has a tight structure that impedes heat flow, thus resulting in low thermal conductivity. Although Sample G (S-III) has a layer of twill weave, but the additional layer of 3/1 twill with long and numerous floats, prevent heat conduction. Sample H (S-IV) consists of four layers of floats (the 3/1 broken twill has an asymmetrical interlacing geometry, three over/one under). Sample I (S-V), on the other hand, consists entirely of twill weave layers, which, despite being relatively tight, has self-stitching and corresponding identical cycles in each layer, thus creating continuous pores that facilitate heat dissipation.
Samples F and G show no significant differences in comparison to Sample D which has the lowest k value, thus indicating that they are relatively insulated from heat loss. Fabrics with S-II and S-III structures have better thermal insulation. Both Samples D and E have the same fabric structure. The yarn fibre content of these two samples contribute to the thermal properties of the fabrics. The top three layers of Samples D and E are made of Coolmax and cotton respectively. Coolmax is a special type of polyester that has good heat insulation while cotton is a natural fibre with higher moisture regain and can enhance thermal conductivity by facilitating heat transfer through water molecules. This indicates that the yarn fibre content in a multi-layer structure can affect thermal conductivity.
Air permeability
The air permeability results are shown in Figure 4. Amongst the nine samples, Sample A has the highest air resistance (0.6006 kPa·s/m) while Sample H has the lowest air resistance (0.2146 kPa·s/m). A lower air resistance value indicates better breathability and permeability. Therefore, Sample H has the best air permeability among the samples, so this sample allows air to easily pass through the fabric. Considering that Samples A and H are constructed with the same type of yarn in each layer, the difference in structure and pattern arrangement has a significant effect on the air permeability of the four-layer fabric.

Air-resistance of samples.
Sample A (S-I) has different structures at different levels. The fabric porosity due to the interlaced yarn in one layer is compensated by the different interlaced yarn in another layer, thus forming a stronger barrier so that air cannot pass through and thus results in increased air resistance. In contrast, Sample H (S-IV) which has four layers of the same 4-end irregular satin structure is characterised by extended floating threads, which inherently enhances air permeability. Consistent with the findings in Rathour et al., 42 extended float threads reduce airflow obstruction, which supports the lowest air resistance of Sample H (0.2146 kPa·s/m).
The results of the one-way ANOVA show that there is no significant difference (p > 0.05) between Samples A and E which have significantly higher air resistance than the other samples. On the other hand, Samples C, F, G and I show no significant difference (p > 0.05) from Sample H which indicates that they have relatively good air permeability. The result shows that samples with Structure S-I (Samples A to E) have higher air resistance than samples with other types of structures (Samples F to I) regardless of the yarn material.
Moisture management
The moisture management properties of the fabrics are plotsted in Figure 5. The results of the one-way ANOVA show that there is no significant difference between the samples in both their one-way transport ability and OMMC (p > 0.05). This shows that the effect of the fibre content of the weft yarn and woven structure of the four-layer fabric on moisture management is not significant. However, it can be observed that Sample D has the highest and relatively stable (low standard deviation) values for both one-way transport ability and overall moisture management capability. Since high content of Coolmax in more layers in Sample D, wicking and moisture transfer are more pronounced. The special cross-section of Coolmax provides excellent moisture absorption and perspiration performance 33 which makes it suitable as the innermost layer in a multi-layer structure close to the skin due to its moisture transfer capability.

Moisture management ability of samples: (a) one-way transport index and (b) overall OMMC.
On the other hand, Sample G has the lowest values even though it has the same yarn fibre content in each layer as Samples A, F, H and I. Its inability to manage moisture could be due to the woven structure of the fabrics used. Rengasamy 43 showed that the moisture transport rate of fabric can be affected by a porous structure, which includes the fibre properties and spacing. Three layers of Sample G is composed of 2/2 twill and 3/1 twill with a fourth layer that has a plain structure, which give this sample a tight and compacted structure, thus resulting in limited moisture transport.
Compression
The WC, RC, and LC values of the samples are plotted in Figure 6. The ANOVA results show that there is no significant difference among the samples in terms of the LC and RC. Although significant differences are found for the WC, there are no significant differences between any two samples in the pairwise comparisons. This indicates that their compression behaviour is quite similar. However, some differences can be observed in the compression load-displacement curves of the fabric samples in Figure 7. Based on the curves, it can be observed that Samples F and I are relatively stiff and difficult to compress whereas Samples G and H are relatively soft and compressible. This can be explained by the differences in structure of the four layers. The four layers in Samples F and I have only one type of structure, which is plain (Structure S-II) and 2/2 twill (Structure S-V), respectively. These two structures are stable balanced structures with the same number of warp and weft yarns on the face of the fabric. Thus, they allow for more regular stitching for the connections, which results in more compact and stiff fabrics. On the other hand, the layers of Samples A (S-I) and G (Structure S-III) have different structures, so the uniformity of the fabric and the stitching points for connections are reduced, thus resulting in loose and compressible fabrics. Although all four layers of Sample H have the same structure (Structure S-IV), the 4-end irregular satin itself has a nonuniform and less stable structure which promotes the softness and compressibility of the resulting multi-layer fabric. When looking at the samples with the S-I structure (Samples A to E), the effect of the fibre contents of the yarn on the different layers with different structures is significant. There could be a cross-effect between the yarn fibre content and structure on the compression properties, but this study is limited to concluding on the effect only. Future studies on the cross-effect are recommended.

(a) WC (gf/cm2), (b) RC (%) and (c) LC of the samples.

Compression load-displacement curves of fabric samples.
Abrasion
The mass loss (%) values from the Martindale abrasion testing of the fabric samples are shown in Table 4. A slightly lower mass loss could be found for Samples F and H. However, the ANOVA result indicates that there is no significant difference between the samples in terms of mass loss. The effect of the fabric structure and yarn fibre content on abrasion resistance is not obvious. The four-layer fabric structure can provide good resistance to abrasion and has only 0.474 to 1.208% mass loss after 30,000 times of rubbings.
Average mass loss (%) after Martindale abrasion testing.

Surface properties
The surface properties of the samples in the warp and weft directions are shown in Figure 8. There are significant differences (p < 0.05) among the samples on the MIU, MMD and SMD values in both the warp and weft directions. Figure 8(a) shows that the overall MIU value of all of the samples in the warp direction is higher than that in the weft direction. In the warp direction, Sample A has the smallest MIU value of 0.215, followed by 0.218 of Sample E. Conversely, Sample H has the largest value of 0.309, followed by 0.306 of Sample G and 0.307 of Sample I. The MIU value of Samples A to E with Structure S-I is smaller than that of Samples F to I with other structures, thus indicating that a sample with Structure S-I would more easily slip when rubbed in the longitudinal direction. In terms of the transverse friction in the weft direction, Sample H also has the highest value of 0.242 which shows that there is no significant difference with Sample A but is significantly higher than the other samples. Sample F has the smallest value of only 0.176. The structure of Sample F (Structure S-II or four layers of plain weave) is tighter and even, which suggest a greater likelihood of fabric surface slippage when rubbed sideways. It can be observed that Sample H has the largest anti-slip coefficient in both the warp and weft directions. This means that using four layers of 4-end irregular satin with Structure S-IV can increase friction due to the loosening floating threads that accumulate on the surface and within the layers.

Surface properties of samples in warp and weft direction: (a) MIU, (b) MMD, and (c) SMD.
Figure 8(b) shows that in terms of the MMD, Samples G and I have the smallest values of 0.009 in the weft direction, while Sample E has the largest value of 0.03 which is almost three times higher than that of Samples G and I. In the warp direction, Samples F to I have higher values than Samples A, B and D, with D having the lowest value of 0.011 and Sample C having the highest value of 0.037 while Sample E has the second highest at 0.028. This suggests that Structure S-I (Samples A to E) are less smooth along the weft direction while the other structures (Structures S-II, S-III, S-IV and S-V) are rough along their warp. Sample E has fewer smooth surface attributes in both the warp and weft directions. Since Samples A to E have the same structure (Structure S-I), the result can be explained by the thicker cotton yarn (44.44 tex) used for Sample E, which creates a fluffier fabric surface and increases the MMD.
Figure 8(c) shows the SMD which indicates that the overall roughness and unevenness of the surface are more pronounced in the weft than the warp direction for all of the samples. Sample C has the highest value of 16.04 in the warp direction and a relatively large SMD value of 12.8 in the weft direction. Sample G is also very rough in the warp direction with an SMD value of 9.03, followed by Sample E of 8.67. In contrast, Samples B and D have relatively lower SMD values of 4.23 and 4.8 respectively. In terms of roughness in the weft direction, Sample F has the highest SMD value of 14.91 whereas Samples A and D have the smallest SMD value of 8.47 and 8.34 respectively. It can be observed that Sample C has a very uneven surface in both the warp and weft directions. The findings suggest that the samples that use cotton yarn on the surface, such as Samples C, E and G, have higher SMD values thus indicating surface unevenness. Conversely, the use of polyester yarn in the first layer could help to create a smoother surface.
Structure S-I has different woven structures in each layer while the other structures have at least two layers made with the same woven structure. The woven structure arrangement can affect the surface slippage and hand feel. Structure S-I has a long float of yarn on the top layer caused by the 4-end irregular satin structure, thus providing a smoother hand feel in the weft direction and resulting in a lower SMD value. However, using the same woven structures in different layers could increase the uniformity, thus forming a stable structure. As the overlocks of stitches are the same points, this would further enhance the unevenness and friction of the fabrics thus leading to higher MIU, MMD and SMD values, especially in the warp direction. The different woven structures in each layer could increase the lack of uniformity and balance of the fabric. The results could contribute to future applications. Structure S-I might be suitable to be used in close contact with skin to provide a good sense of touch but not end-uses that require high durability and anti-slippage properties. For situations that require friction and anti-slippage properties, fabrics with Structure S-IV can be taken into consideration.
Correlations between the fabric parameters and fabric properties
The results of the Pearson’s correlation coefficients between the fabric parameters and properties are shown in Table 5. The fabric thickness is significantly correlated with thermal conductivity, air resistance, MIU in the warp direction, SMD in the weft direction and WC. As the warp density was fixed on the machine, only the weft density of the fabrics has significant correlations with the fabric properties including thermal conductivity, air resistance, MMD in the weft direction, WC and RC. The fabric weight which is affected by the fabric thickness and weft density has a significant correlation with the thermal conductivity, MMD in the warp direction, SMD in the weft direction and WC. This indicates that the thermal conductivity, air permeability, and surface and compression properties, especially the energy absorption, of the fabric are affected by the physical parameters of the fabric. The correlations between the physical parameters of the fabric are not significant with the abrasion and moisture properties.
Results of Pearson’s correlation coefficients.


Note. The Pearson’s correlation coefficients with correlations significant at the 0.05 level are bolded and highlighted in red.
The fabric thickness and weight only have a moderate correlation with the thermal conductivity which shows that other factors such as the structure and materials can have an influence. The thermal conductivity of the fabric samples is negatively correlated with the weft density with r = −0.66. The high conductivity of Sample E and the low conductivity of Sample D could be caused by the difference in yarn fibre content. Apart from the yarn fibre content, the yarn differences affect the fabric density of the four-layer woven fabric. A fabric with higher density would have a more compact structure and less porosity, thus resulting in lower thermal conductivity. Moreover, as all four layers in Sample F have a plain weave structure, this fabric has a large number of interlacing thus forming a tight structure with the highest weft density and hence has a relatively lower thermal conductivity. The different structures used in the four layers can affect the fabric density and hence the thermal conductivity. The optimisation of materials and structures for thermal conductivity can be achieved through strategic adjustments to yarn selection and control of the weft density of the multi-layer interweaving fabric.
The air resistance of the samples only has a moderate correlation with the fabric thickness and weft density (r = 0.43). A higher fabric thickness and density usually lead to higher air resistance. The effects of type of yarn types and fabric structure of the four-layer fabric are the reason for reducing the correlation. In addition, a strong association can be observed with surface properties with r = −0.83, r = 0.67, and −0.74 for MIU warp, MMD weft, and SMD weft values respectively. As the surface properties are largely affected by the yarn fibre content and fabric structure, the strong correlation between air resistance and surface properties further indicates their effects on air resistance.
The moisture management properties including one-way transport index and OMMC do not have a significant relationship with the physical parameters of the fabrics. The one-way transport index shows a moderately negative correlation with MMD in the warp direction and SMD in both directions. The increase in the roughness and unevenness in the fabric surface of the multi-layer fabrics could have a certain impact on the one-way water transport.
Conclusion
This study presents a novel approach for designing four-layer woven fabrics to modify the air permeability, moisture management, thermal performance, compression and surface properties. Fabric samples were made by using a variety of different yarns, such as Coolmax, bamboo, cotton and polyester in different layers of the fabrics composed of different woven structures including 4-end irregular satin, 2/2 twill, 3/1 twill and plain weave. The impact of the arrangement of the yarn fibres content and fabric structure of each layer on fabric performance was identified.
The fundamental physical parameters of the fabric of concern, such as its thickness and weft density, have a significant impact on thermal conductivity, air permeability, surface and compression properties and energy absorption (r > 0.40, p < 0.05). A higher fabric weft density results in a more compact structure and lower thermal conductivity (r = −0.66). Additionally, increased fabric thickness and density typically lead to higher air resistance (r = −0.43). The findings align with those of conventional 2D fabrics.
The composition of the yarn fibre content in a multi-layer structure can have a significant impact on thermal conductivity, and moisture management. Incorporating more layers of Coolmax in the four-layer woven fabrics is effective for heat insulation (k < 0.0037 W/cm‧°C) while utilising cotton yarn in the top layer can improve thermal conductivity with a k value larger than 0.0044 W/cm‧°C. The moisture management differences are also greatly impacted by the yarn positioned within the different layers of the fabric. Placing Coolmax as the innermost layer such as Sample A which is close to the skin can enhance moisture transfer (one-way transport index = 3). As for the impact on the surface properties of the fabric, structures such as S-I which use cotton yarn on the surface show surface unevenness (MMD = 0.030). Conversely, incorporating Coolmax yarn in the first layer can contribute to a smoother surface (MMD ⩽ 0.029).
The mechanical performance of the fabric is significantly influenced by the specifically engineered four-layer structure. The use of a combination of different structures in each layer such as Sample A with Structure S-I may result in different yarn interlacing patterns in between the layers, thus creating a barrier against air transfer and resulting in reduced air permeability with good air resistance (0.6006 kPa·s/m), the highest value. It is important to note that the four-layer woven fabrics with the same structure for the different layers contribute to a uniform structure that allows more uniform stitching at the connections, thus resulting in denser and stiffer fabrics. Conversely, the use of different kinds of structures such as S-I which includes twill and satin with stitched points can promote softness and compressibility in multi-layered fabrics. Additionally, using the same structure for the different layers can result in unevenness and surface friction. Finally, the surface properties are related to air permeability (r = −0.83 between the MIU values in the warp direction with air resistance).
The combination of yarn fibre content and fabric structure can modify the overall performance of the four-layer fabric. These results provide a useful reference for engineering multi-layer woven fabrics that effectively manage moisture while maintaining wear comfort and durability. The study demonstrates a method that would lead to future advancements in engineered textile designs to meet user needs and advance the materials sciences in the product industry that focuses on multi-layer fabric design.
Limitations and future work
In this study, only nine fabric samples were fabricated so that a comparison of the samples is limited to examining five fabric structures and five yarn combinations. It is challenging to implement a more in-depth analysis with the small number of samples; however, the work serves as reference for the development of multi-layer woven fabrics. Future studies are recommended to use a larger sample to examine the yarn, structure of the layers, connecting stitches and 3D structure of the fabric itself to enhance current understanding of multi-layer woven fabrics.
Footnotes
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Start-up Fund from the Hong Kong Polytechnic University.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.