
Abstract
In recent years, the studies of thermal characteristics have gained importance since it is directly related to clothing comfort. One of the ways of achieving clothing comfort is through moisture management of textiles. Moisture management refers to the controlled movement of water vapor and perspiration from the surface of the skin to the atmosphere through the fabric. The aim of this research is to study the thermal comfort characteristics of selected knitted fabrics by analyzing the thermal behavior of moisture management finished (MMF) fabrics, in order to find the suitability of the product for different climatic conditions. The knitted fabrics made from yarns of micro-denier polyester filament, spun polyester, polyester/cotton, filament polyester, and 100% cotton were used for the study. Thermal characteristics such as thermal conductivity, thermal resistance, thermal absorptivity, relative water vapor permeability, and water vapor resistance were analyzed for the MMF fabrics. The test results indicated that the knitted fabrics produced from different nature of yarns have greater influence on thermal characteristics, when they were converted into fabrics. The MMF treatment have significant effect on thermal behavior of micro-denier polyester knitted fabrics with respect to thermal conductivity, thermal absorptivity, water vapor permeability, and water vapor resistance. Among the five fabrics, it was observed that micro-denier polyester fabrics gives faster heat transfer, quicker evaporation of sweat from the skin through the fabric, and also cooler feeling at initial touch.
Keywords
Introduction
A person can live comfortably only in a very narrow thermal environment from 26°C to 30°C without wearing clothing. Human beings can live and perform various physical activities comfortable in a wide range of thermal environments from –40°C to +40°C by wearing clothing [1]. Clothing plays an important role in providing thermal protection for the human body and creates a comfortable thermal microclimate in that one can survive and live in the thermal environments in which our body cannot cope up alone. Therefore, thermal functional design of clothing is critically important for human health and comfort, and in extreme cases, it can be a matter of life and death.
Thermal protection of clothing is essential function in most of the environmental conditions in various parts on the earth. The general clothing assemblies approximately covers around 90% of a human body. Therefore, the thermal transmission characteristics of clothing are extremely important, as our body responds to the external thermal environment through clothing.
The thermal barrier between the human body and the environment formed by the clothing ensemble and entrapped still air influence the heat and mass transmission from human body to the environment or vice versa in the form of heat and moisture (both liquid and vapor) transfer processes. In fact, the heat and moisture transfer processes are normally coupled under transient situations. The heat loss from the body and the feeling of individual comfort in a given environment is much affected by the clothing worn.
The thermal transmission behavior of textile fabrics is also influenced, to a great extent, by fiber arrangement within yarns. The packing density of staple yarns varies widely depending on the fiber arrangement. Irrespective of the production techniques, textile fabrics are porous materials consisting of a solid matrix with an interconnected void and the thermal transmission characteristics depend primarily on the porosity of fabrics. So, it is obvious that the parameters which affect the fabric porosity also affect its thermal transmission behavior. As far as the geometrical characteristics of textile fabrics are concerned the fabric thickness has the most significant influence on thermal behavior, explaining more than 90% of the phenomenon. This is due to the fact that the increase in thickness of fabric affects the fabric porosity due to the corresponding increase of volume.
The thermal insulation characteristics of textile assemblies depend on the randomness of fiber arrangement in fabrics. Fiber arrangement as well as fabric thickness determines fabric insulation. Yarn structural parameters influence the thermal transmission characteristics of fabrics due to presence of air pockets within the yarn body.
Moisture management of fabric draws moisture away from the skin, disperses it over a large surface area away from the skin where it evaporates, reducing the chill factor and improving comfort. Fiber selection and chemical finishing are used to modify the performance characteristics of apparel fabrics to attain efficient moisture management. Moisture Management is vital to both functionality and skin feel. Moisture management is a co-aspect of a textile’s properties that always needs to be regarded in tandem with comfort.
Ibrahim et al. [2] stated that properties such as smoothness of the fabric surface, air permeability, heat transmittance, hydrophilicity, knit structure, and the presence of a bio-finish influence the comfort characteristics of the knitted fabric. According to Pac et al. [3] at a given temperature gradient, the heat flow increases with the thermal conductivity of the material. The more a material absorbs thermal energy, the more it acts as a thermal conductor, and the cooler it seems at the very first moment of contact with the human body. Also heat conduction transfer is higher in smoother surfaces.
Nida Oglakcioglu et al. [4] reported that the smooth surface structure of fabrics after mercerization provides a higher contact area. Also, fabrics made from filament yarns have a channeled fiber structure with a larger surface area.
Oldrich Jirsak et al. [5] from their research work reported that thermal conductivity and thermal resistance decrease with increasing material density up to a limit, before the heat conducted by the fibers themselves become prominent. Fiber fineness affects a fabric’s thermal conductivity. Fabrics made with coarse fibers show high thermal resistance.
Ukponmwan et al. [6] stated that fabric and foams filled with still air are better thermal insulators. But, if the void spaces are filled with water, which has higher thermal conductivity, the insulation value of the material decreases. Also, the total thermal resistance of the material is a function of the actual thickness of the material. According to Hes [7,8], after heavy activities or in hot weather, in order to maintain thermal balance the body begins to sweat and till that time the fabric touches wetted skin. As known, an important aspect of the warm–cool feeling evaluation is the change of this feeling when textile products get wet. Shekar et al. [9] from their studies had observed the presence of moisture to an extent of 10–20% would cause a reduction in thermal resistance to an extent as high as 50%.
Bankvall [10] indicated that the thermal conductivity of fabrics may be greater than a simple addition of the fiber thermal conductivity and the air in the fabric. This is due to the effect of interaction between the heat transfer in fibers and in the air, which becomes stronger as fabric density increases. Hes et al. [11] showed that when the fabrics are wet, the total relative cooling heat flow not only consists of the flow transferred through the fabrics but also of the flow caused by moisture evaporation from the fabric surface. Jintu Fan et al. [12] reported that the thermal comfort sensations during active sportswear are strongly related to the moisture vapor resistance and moisture accumulation within clothing. The overall comfort of sportswear was very much related to moisture-related comfort sensations and clothing properties. They concluded that low water vapor resistance results in drier skin sensation because when a garment has a lower water vapor resistance value, it is easier for the water vapor to pass through the garment and into the environment, resulting in a drier skin.
Ren et al. [13] experimentally proved that moisture content and condensation play an important role in water vapor transfer and higher moisture content and condensation have been found to increase the water vapor transfer through the fabric. Rene et al. [14] measured the water vapor transfer of multilayered assemblies and found that effective water vapor resistance increases greatly when the outside temperature decreases and follows an exponential relationship.
Indu shekar et al. [15] stated that the water vapor sorbed by substrate replaces the entrapped air in the interstices between fibers and yarns, and hence, it reduces the insulating effect of the material. The extent of reduction in clothing insulation falls in proportion to the amount of moisture, which is expected to vary with the component fibers. They concluded that thermal resistance results of fabrics evaluated by wet contact method shows that structures with increasing thickness need not necessarily exhibit thermal resistance exponentially and the thermal resistance is found to be independent of the nature of fabric. According to Greyson [16] and Havenith [17], heat and water vapor resistance increases with the increment in material thickness and air entrapped in the fabric. For textile materials still air in the fabric structure is the most important factor for thermal conductivity and thermal resistance values, as still air has the lowest thermal conductivity value compared to all fibers. Therefore, as the amount of entrapped air in the structures increases, the fabric provides high thermal insulation with lower thermal conductivity values.
Various researchers made investigations in order to increase comfort properties of garments. In many of these researches, the thermal comfort characteristics were investigated. However, there is hardly any research work on thermal comfort characteristics on moisture management finished (MMF) fabrics.
Thomas Hohberg [18] stated that the moisture management could be done on polyester material using polysiloxane, which could render hydrophobic fibers into hydrophilic [18]. If the garment has a high level of heat transfer capacity, it will help to balance thermal equilibrium of body and especially for active or sportswear, moisture management is as important as heat transfer [19].
In our earlier work, a wetting agent and MMF agents were developed. The MMF was applied to four different woven fabrics and comfort properties analyzed. The optimization of comfort level by varying the MMF process parameters in order to achieve suitability for making sportswear was done [20].
Further, the effect of stitch length and knit structure on comfort characteristics of MMF micro-denier polyester knitted fabrics has been initiated [21]. Similarly, the effect of filament fineness on comfort characteristics of MMF polyester knitted fabrics also has been analyzed. It was reported that the micro-denier polyester knitted fabrics were highly influenced by MMF [22].
The aim of this research is to analyze thermal comfort characteristics of the MMF knitted fabrics made from the selected yarns such as micro-denier polyester, spun polyester, polyester/cotton, filament polyester, and cotton yarn, and to know the level of performance of micro-denier polyester knitted fabrics among the selected materials, in order to find out the suitability of optimized micro-denier polyester knitted fabric to be used in different climatic conditions. Analysis of thermal behavior of MMF knitted fabrics was only done. The material-to-material comparison with respect to thermal characteristics was not made in this study.
Materials and methods
Five different types of yarns, namely micro-denier polyester (M1), spun polyester (M2), polyester/cotton blend yarn (M3), filament polyester (M4), and 100% cotton (M5), was used for the study. All the yarns were of the same count or denier (i.e.) spun polyester, polyester/cotton, and cotton were 35 s Ne count, whereas micro-denier polyester (containing 108 filaments) and filament polyester (containing 34 filaments) were of 150 denier average fineness. The selected yarns were knitted on the circular knitting machine of 28 gauge to produce five different fabrics of single jersey plain structure containing 2.9 mm stitch length.
Micro-denier polyester, spun polyester, and filament polyester fabric samples were first hot washed and then bleached. Cotton and polyester/cotton fabrics were first scoured and then bleached. All the five fabric samples were then coated with wetting agent (1 gpl) and acetic acid (0.2 gpl) for 15 minutes at 60°C–70°C temperature at material is to liquor ratio of 1:10. After this wetting process, the five varieties of fabrics were treated for MMF. That is, the fabric samples were treated with Ultraphil Hydrophilic Soluble Dispersion (30 gpl) and acetic acid (0.2 gpl). Ultraphil Hydrophilic Soluble Dispersion is a dispersion containing a chemical combination of hydrophilic polysiloxane and hydrophilic polyester. The fabric samples were treated in the finishing bath with pH value of 5.5 at 60–70°C temperature for 10 minutes. The fabric samples were then dried and cured at 150°C and subjected to relaxation for 48 hours.
Testing methods
Thermal comfort characteristics such as thermal conductivity, dry thermal resistance, wet thermal resistance, thermal absorptivity, relative water vapor permeability, and water vapor resistance of the fabrics were measured. Alambeta instrument was used to measure thermal conductivity, fabric thickness, dry thermal resistance, and thermal absorptivity values. The specimen is kept between two plates provided in the instrument, one is hot and another is cold. A pressure of 200 pa is kept in the hot plate, while contacting the specimen. With the heat flux sensors, the flow of heat is measured, while hot plate touches the specimen. One observation time is 30–50 seconds.
Thermal absorptivity (B) is the objective measurement of warm–cool feeling and determines the contact temperature of two materials. It can be expressed as:

Where, λ = thermal conductivity (W/mK), p = fabric density (kg/m3), and c = specific heat of fabric (J/kg K).
Wet thermal resistance and water vapor resistance were measured using sweated guarded hot plate as given by ISO 11092:1993. This model measures the water vapor resistance of the fabric by measuring the evaporative heat loss in the steady state condition. In this method, water is supplied through holes in the guarded hot plate and distributed onto a wet membrane, which is placed on the hot plate to simulate sweating skin. The test fabric samples (5″ × 5″) is placed on the membrane, and the energy required maintaining the simulated skin at 35°C after the system reaches equilibrium is recorded and used to calculate the evaporative heat resistance. This device simulates the sweat pulse produced by a sweating human. It consists of a controlled environmental chamber, guarded hot plate, diffusion cell, and data-acquisition system. The guarded hot plate, maintained at 35°C and used as a heat source, is housed in a chamber in which ambient conditions (21°C, 65% relative humidity (RH)) and an air velocity of 50 cm/s are maintained.
Relative water vapor permeability was measured on ‘Permetest’ instrument working on similar skin model principle as given by the ISO 11092. The temperature of the measuring head is maintained at room temperature for isothermal conditions. The heat supplied to maintain the temperature of the measuring head, from where the supplied water gets evaporated, is measured. The heat supplied to maintain a constant temperature with and without the fabric mounted on the plate is measured.
Relative water vapor permeability is the rate of water vapor transmission through a material.

Thermal conductivity is a property of materials that expresses the heat flux (energy per unit area per unit time) that will flow through the material if a certain temperature gradient (temperature difference per unit length) exists over the material. Thermal resistance is an indication of how well a material insulates (dry thermal resistance in transient state and wet thermal resistance in isothermal state). It is based on the equation:

Where, R = thermal resistance, h = fabric thickness (m), and λ = thermal conductivity (W/mK).
Effect of material type and MMF treatment on thermal characteristics of the knitted fabrics (ANOVA statistical analysis)

MMF: moisture management finished, ANOVA: analysis of variance, GSM: grams per square meter.
Significant effect.
Results and discussion
Fabric geometrical characteristics

UT: untreated fabric, T: moisture management finished fabric; micro-denier polyester (1), spun polyester (2), polyester/cotton blend yarn (3), filament polyester (4) and 100% cotton (5).
The wale and course density of the fabrics were increased after MMF applied. This area shrinkage due to finishing treatment affects the areal density (g/m2) of the fabrics. Micro-denier polyester and filament polyester fabrics exhibit higher grams per square meter (GSM) and thickness than the other three fabrics. After MMF, there is an increase of 7% in GSM and 9% in thickness for both filament fabrics. Spun polyester and polyester/cotton show 6% and 9% increase in GSM, while the increase in thickness is 2% and 4%, respectively. Cotton exhibits a marginal 3% increase in GSM and 2% increase in thickness values. The application of M M F has reduced the loop length for all five fabrics thereby showing an increase of 8.5% in stitch density for all five selected fabrics.
Thermal comfort characteristics of untreated and MMF fabrics

MMF: moisture management finished, UT: untreated fabric, T: moisture management finished fabric; micro-denier polyester (1), spun polyester (2), polyester/cotton blend yarn (3), filament polyester (4), and 100% cotton (5).
Thermal conductivity
Thermal conductivity is a phenomenon which indicates the capability of material to conduct heat from one point to another point. A look at Figure 1 shows that fabrics made of micro-denier polyester has a higher thermal conductivity than those of other fabrics.
Thermal conductivity of untreated and moisture management finished (MMF) fabrics (X-axis = different type of knitted fabrics, Y-axis = coefficient of thermal conductivity, W/m K).
The fabric knitted with micro-denier polyester filament yarns have higher thermal conductivity values than those knitted with spun yarns. On application of MMF there is an increase in values between 8% and 16% for filament yarn fabrics and only a marginal increase of 2–4% for spun yarn fabrics. This may be due to the larger surface area of the continuous filament yarns thereby giving a higher pickup [4]. Comparing the different fabrics it was seen that in fabrics made of filament yarns the air gaps are less because of higher fabric aerial density. As mentioned in the earlier literature [8], when fabric areal density increases the effect of interaction between the heat transfer in fibers and in the air becomes stronger thereby increasing thermal conductivity. Here, fabric areal density plays a vital role in obtaining higher thermal conductivity.
Spun polyester and polyester/cotton fabrics show lower values because of lower fabric areal density. This is due to more amount of entrapped air in these structures. Effect of MMF on thermal conductivity of the micro-denier polyester and filament polyester fabrics have significant effect at 95% confidence level.
Thermal absorptivity
Thermal absorptivity is a factor that indicates the ability of the material to regulate as per thermal condition. It allows assessment of the fabric’s character in the aspect of its cool–warm feeling. The parameters that are taken into account for computing thermal absorptivity are thermal conductivity, specific heat, and density. The results from Figure 2 show that knitted fabrics made of micro-denier polyester yarn has a higher thermal absorptivity, while spun polyester fabric has a lower value.
Thermal absorptivity of untreated and moisture management finished (MMF) fabrics (X-axis = different type of knitted fabrics, Y-axis = thermal absorptivity, Ws1/2/m2 K).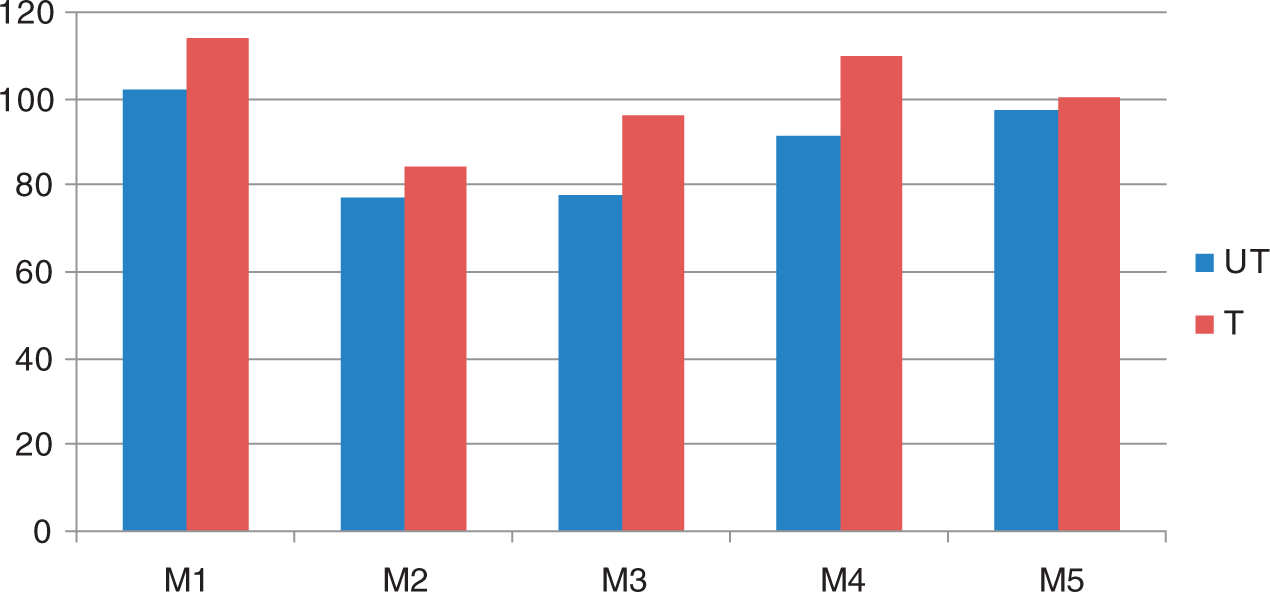
Fabrics with a lower value of thermal absorptivity provide a ‘warm’ feeling, since they provide better thermal insulation and warmer feeling at initial touch. Fabrics having a higher value give a ‘cool’ feeling. On this basis, spun polyester and polyester/cotton give a ‘warm’ feeling than those of other fabrics. The fabrics after MMF show a higher value, which implies ‘cooler’ feeling at first contact.
Micro-denier polyester, filament polyester, and polyester/cotton fabrics show 12–18% increase in value after finish, while spun polyester and cotton fabric shows 7% and 3%, respectively. This situation can be explained by the higher contact area with the smooth surface structure of fabrics after MMF. The MMF gives a smooth and shiny feel to fabrics made from man-made fibers. Hence, thermal absorptivity values are higher in filament and polyester fabrics and only marginal in cellulose cotton fabrics. As mentioned in the literature [3] heat conduction transfer is higher in smoother surfaces and so they give cooler feeling. It is interesting to note that the trend noticed in untreated fabrics is maintained in finished fabrics as well. Effect of MMF on thermal absorptivity of the micro-denier polyester, filament polyester, and polyester/cotton fabrics have significant effect at 95% confidence level.
Dry thermal resistance
Thermal resistance is an important parameter, which is relevant to thermal insulation. It is directly proportional to thickness and inversely proportional to thermal conductivity. From Figure 3, spun polyester and polyester/cotton fabrics show higher values. Micro-denier polyester and filament polyester fabrics show a lower value.
Dry thermal resistance of untreated and moisture management finished (MMF) fabrics (X-axis = different type of knitted fabrics, Y-axis = dry thermal resistance, m2 K/W).
On MMF treatment there is a 10–23% reduction in values for spun polyester and polyester/cotton and only a marginal reduction for other fabrics. Effect of MMF on dry thermal resistance of spun polyester and polyester/cotton fabrics have significant effect at 95% confidence level. The micro-denier polyester fabric has insignificant effect on MMF treatment.
Wet thermal resistance
From Figure 4, fabric sample of micro-denier polyester displays the minimum value. Spun polyester and polyester/cotton fabrics show two times higher value and cotton fabric show 1.6 times higher value than micro-denier polyester fabric. On MMF treatment there is uniform 8% decrease in values for micro-denier polyester, filament polyester, and cotton, while it is 20% for spun polyester and polyester/cotton. It is interesting to note that the trend noticed in dry thermal resistance values is maintained in wet thermal resistance also for spun polyester and polyester/cotton. This shows that the finish has a significant effect on wet thermal resistance.
Wet thermal resistance of untreated and moisture management finished (MMF) fabrics (X-axis = different type of knitted fabrics, Y-axis = wet thermal resistance, m2 K/W).
Comparing dry and wet thermal resistance, it was found that thermal resistance values in wet state decreased by 25–36% for micro-denier polyester and filament polyester. For cotton, the reduction was 7–10%. As mentioned earlier [9,15], the water vapor sorbed by the fabric replaces the entrapped air in the interstices between fibers and yarns, and hence, reduce the insulation effect of the material. The extent of reduction falls in proportion to the amount of moisture, which is expected to vary with different fibers. Also, the presence of moisture to an extent of 10–20% would cause a reduction in thermal resistance to an extent as high as 50%. It is interesting to note that the values for spun polyester and polyester/cotton fabrics more or less remain the same for dry and wet thermal resistance. This is due to the fact that polyester fibers absorb least water compared to other fibers, and hence, wetness does not alter their values. Effect of MMF on wet thermal resistance of spun polyester and polyester/cotton fabrics have significant effect at 95% confidence level. The micro-denier polyester fabric has insignificant effect on MMF, since the nature of material itself has lower dry and wet thermal resistance. As mentioned in literature [15], the structures with increasing thickness need not necessarily exhibit higher values since thermal resistance is found to be independent of the nature of fabric.
Relative water vapor permeability
Relative water vapor permeability is the rate of water vapor transmission through a material. From Figure 5, it is apparent that micro-denier polyester fabric has a higher water vapor permeability followed by filament polyester, while spun polyester fabrics exhibits lower value.
Relative water vapor permeability of untreated and moisture management finished (MMF) fabrics (X-axis = different type of knitted fabrics, Y-axis = relative water vapor permeability, %).
Micro-denier polyester fabric provides better water vapor permeability values because of larger surface area and channeled fiber structure. Channeled structures form a transport system that pulls moisture away from the skin to the outer layer of the fabric. Also, this is due to more number of filaments in the yarn cross section. The gap between the filaments inside the core of yarn is very less. Due to this, the rate of water vapor transfer through the fabric is more. Here, the nature of material affects the relative water vapor permeability significantly. With regards to spun yarn fabrics, cotton with higher moisture content show higher values than spun polyester and polyester/cotton fabrics.
The MMF has improved water vapor permeability uniformly for all fabrics. Polyester/cotton shows 4% increase and all other fabrics exhibit 2% increase in values. Effect of MMF on relative water vapor permeability of polyester/cotton fabric has significant effect at 95% confidence level.
Water vapor resistance
From Figure 6, polyester/cotton fabric shows a maximum value, while micro-denier polyester fabric displays a minimum value. A lower value is desirable for better moisture transport and a higher value indicates that the fabric is less breathable to vapor transmission. The application of MMF has led to a drop in four cases.
Water vapor resistance of untreated and moisture management finished (MMF) fabrics (X-axis = different type of knitted fabrics, Y-axis = water vapor resistance, Pa m2/W).
It is interesting to note that micro-denier polyester shows a lower value thus maintaining the performance observed before finishing. As mentioned in literature [12], for fabrics with low water vapor resistance values, it is easier for water vapor to pass through the fabric and into the environment, resulting in drier skin thereby improving comfort. Effect of MMF on water vapor resistance of micro-denier polyester, spun polyester, polyester/cotton-blend fabrics has significant effect at 95% confidence level.
Conclusions
This research work mainly focuses to analyze the thermal comfort characteristics such as thermal conductivity, thermal resistance, thermal absorptivity, relative water vapor permeability, and water vapor resistance of five different MMF knitted fabrics made from selected yarns, in order to find out the suitability of the product for different climatic conditions. The thermal comfort characteristics were compared between MMF-treated and untreated fabrics.
The MMF treatment gives higher thermal conductivity and thermal absorptivity, lower wet thermal resistance, and improved water vapor permeability for all five fabrics. Analysis of thermal characteristics such as thermal absorptivity, wet thermal resistance, relative water vapor permeability, and water vapor resistance of MMF fabrics made from different yarns have significant effect. Among the different knitted fabrics micro-denier polyester fabrics gave higher thermal conductivity resulting in faster heat transfer. Micro-denier polyester and filament polyester fabrics showed lower wet thermal resistance and higher vapor permeability enabling quicker evaporation of sweat. Micro-denier polyester and cotton fabrics exhibited higher thermal absorptivity giving a cooler feeling. Spun polyester and polyester/cotton fabrics provided better thermal insulation and warmer feeling at initial touch. As a future work, based on the results obtained, sportswear garments can be produced using multilayer fabrics and their performance studied further.