
Abstract
In this study, the moisture and thermal transmission properties of cotton/polylactic acid-blended knitted fabrics were studied. Cotton and polylactic acid fibers were blended to produce yarns of 14.7 tex (40 s Ne) with two different blend proportions. The yarns were then knitted into plain jersey structures, followed by scouring and bleaching treatments. The produced fabrics were evaluated for dynamic moisture transport properties using SDL Atlas moisture management tester. The moisture vapor transmission rate of developed fabrics was measured using the dish method, and the thermal properties were measured using KES Thermolabo instrument. Results indicate that blending of polylactic acid fibers with cotton fibers improve the moisture management properties of the resultant fabric. The overall moisture management capability values were found to be better for cotton/polylactic acid fiber 65:35 blended fabric. A marginal improvement was observed only in the case of cotton/polylactic acid fiber 80:20 blended fabric. The moisture vapor transmission and air permeability of blended fabrics were also found to be higher than those of 100% cotton fabric. The thermal conductivity, insulation, and warm–cool feel values of blended fabrics range between 100% cotton and 100% polylactic acid fiber fabrics. This type of fabric is more suitable for use as sportswear and active wear.
Keywords
Introduction
Cotton fiber is known for its excellent comfort properties. As it is well known that it is not possible for a single fiber to impart all the desirable properties, cotton fibers are blended with other fibers like polyester, viscose, or acrylic to produce blended yarns and fabrics meeting different end-use requirements. The ability of cotton fibers to absorb moisture exceptionally well can often be a negative attribute in performance apparel. In applications like sports, it is essential that body sweat is transmitted from the skin to the atmosphere as quickly as possible. Cellulosic fibers like cotton and viscose absorb moisture easily and retain the moisture, thus making liquid transportation difficult. 1 Most of the sportswear apparel in the market today are made of polyester. Knight et al. 2 investigated the moisture characteristics of cotton–polyester, cotton–acrylic, and cotton–nylon knitted fabrics and observed a significant increase in water vapor transmission as the synthetic component of cotton–synthetic blend was increased. Öner et al. 1 studied the dynamic moisture management properties of cotton, viscose, and polyester-knitted fabrics and concluded that the polyester fabric has better moisture management properties compared with cotton and viscose fabrics. Troynikov and Wardiningsih 3 studied the moisture management properties of wool/polyester and wool/bamboo viscose fabrics and concluded that the blended fabric has better moisture management properties than 100% wool and 100% bamboo fabrics. Prakash et al. 4 studied cotton/bamboo knitted fabrics and concluded that a higher percentage of bamboo (>50%) reduces the overall moisture management capability (OMMC). Oglakcioglu et al. 5 studied the thermal comfort of Angora rabbit hair/cotton fiber blend knitted fabrics and concluded that a minimum proportion of 25% of Angora fibers are required for significant improvement in blended fabric properties. Çil et al. 6 studied cotton/acrylic-blended knitted fabrics and found that increasing proportion of acrylic in the blend improved the longitudinal and transfer wicking abilities. However, no published literature is available on the moisture management properties and thermal properties of cotton/polylactic acid (PLA) fiber blends. In this study, an attempt has been made to produce a blended fabric that has both higher cotton content and shows better moisture management behavior. The moisture transmission and thermal transmission properties of cotton-rich/PLA-blended fabrics have been studied and compared with 100% cotton fabric. The results obtained were substantiated by measurement of air permeability, optical porosity, and yarn diameter.
PLA fiber has been considered as a new polyester fiber for the textile industry. It is a biodegradable synthetic fiber made from lactic acid, which is obtained from the purification and fermentation of sugars from corn, sugar beet, or wheat starch. PLA fiber is derived from annually renewable crops, it is 100% compostable, and its life cycle potentially reduces the Earth’s carbon dioxide level. PLA fibers are generally circular in cross-section and have a smooth surface. The density of the fiber is 1.25 g cm−3 and the moisture regain is 0.4–0.6%. The load–elongation behavior is similar to that of wool, and the fiber has relatively low tenacity than does cotton. PLA fibers are said to possess moisture management properties of good wicking and faster moisture spreading and drying. 7 Hence, by blending PLA fibers with cotton, it may be possible to improve the moisture transmission properties of cotton fabrics.
Materials and methods
Materials
The cotton material used in the study was of MCU-5 variety with a length of 30 mm and fineness of 3.3 mic. The bulk tenacity of the fiber was 25 g/tex. The length of PLA fibers was 38 mm, and its fineness was 1.4 D.
Sample preparation
Construction particulars of fabrics.

PLA: Polylactic acid fiber.
Testing for moisture management properties
For testing the liquid moisture transport capabilities of the fabrics, SDL Atlas moisture management tester (MMT) was used. The MMT is designed to sense, measure, and record the liquid moisture transport behaviors in multiple directions. When moisture is transported in a fabric, the contact electrical resistance of the fabric changes, and the change in resistance value depends on two factors: the components of liquid and the water content in the fabric. The liquid components are fixed so that the measured electrical resistance is related to the water content in the fabric. 9 The electrical resistance readings are used to calculate the changes in fabric liquid moisture content that quantify dynamic liquid moisture transport behaviors in multiple directions of the specimen. The instrument measures dynamic liquid transport properties and the following indices are measured: (a) wetting time; (b) absorption rate; (c) maximum wetted radius; (d) spreading speed; (e) accumulative one-way transport capacity; and (f) overall moisture management capability. Testing was carried out according to AATCC Test method 195-2012. 10 For each sample, six specimens of size 8 × 8 cm were used.
Testing for moisture vapor transmission rate
The moisture vapor transmission rate (MVTR) is the speed or rate at which moisture vapor moves through a fabric. It is typically determined by measuring the amount of moisture vapor (in grams) that pass through 1 m2 of fabric in 24 h with a specific driving force (e.g. humidity).
11
In this study, the MVTR was measured using dish method. An in-house developed tester that measures water vapor transmission according to ASTM E96-95 was used. In this test, the fabric was sealed over a cup of water, where the water, the air above the water, and the room environment were at the same temperature and pressure. The humidity of the room was controlled. The rate of water vapor that passes through the fabric was determined by weighing the cup after a period of time. Figure 1 shows the in-house developed setup for measurement.
Instrument to measure moisture vapor transmission rate using dish method.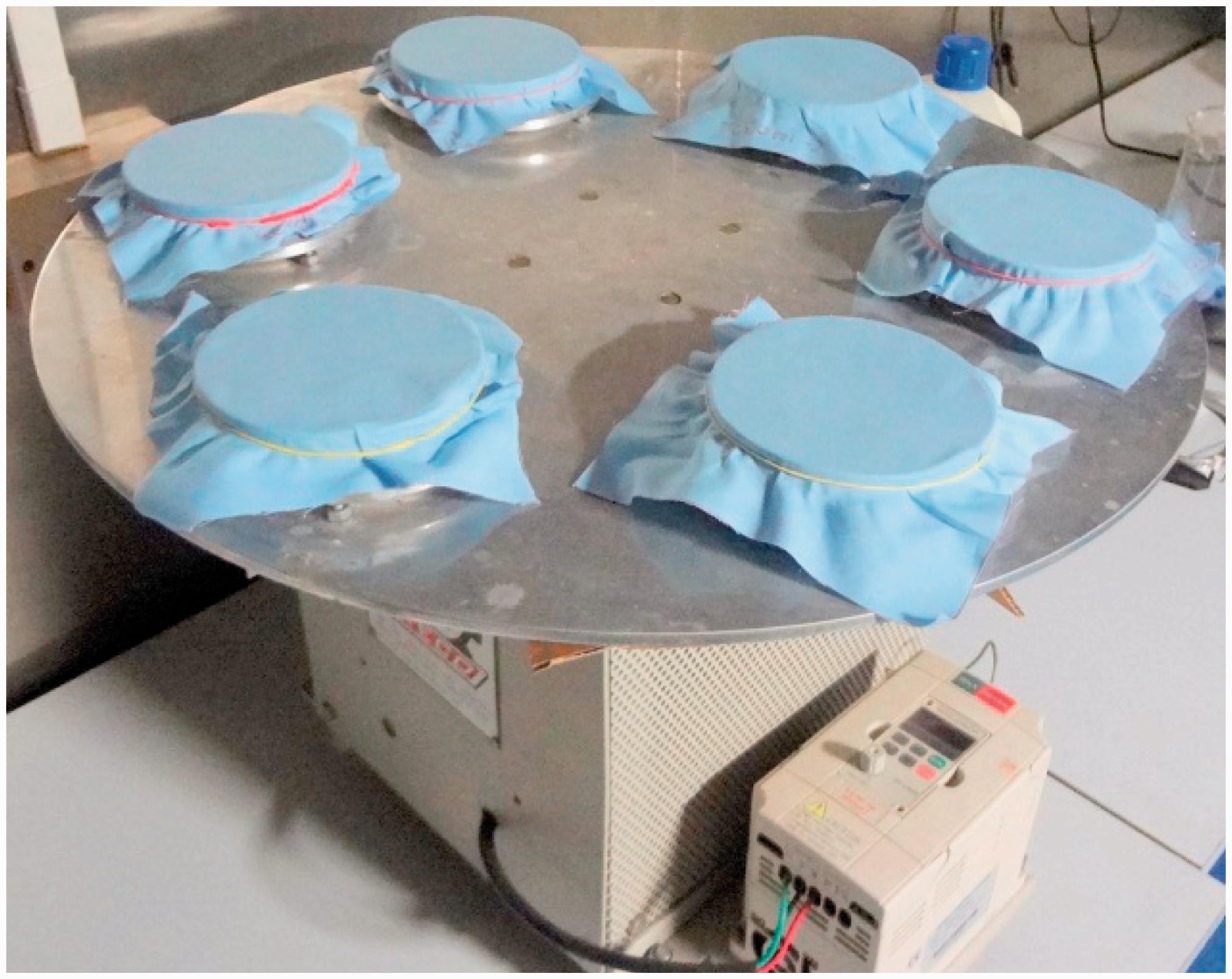
Measurement of thermal properties
The thermal properties of the samples were measured using KES-F7 Thermo Labo II instrument. The tester measures thermal conductivity, heat retention, and warm or cool feel of the fabrics. Thermol Labo II uses steady heat flow method for measurement of thermal conductivity. A constant temperature gradient is maintained between two faces of fabrics, and heat flow through the fabric is measured under equilibrium condition. The heat retention or thermal insulation is measured using a classical guarded hot plate method. A guarded hot plate closely simulates a human body with constant core temperature exposed to the ambient atmosphere. 12 The heat transport in such a situation is the result of conduction, convection, and radiation. The sensation of warmth and coolness to touch when skin is brought into contact with a fabric is a transient heat conduction phenomenon, and this contributes to the perception of comfort of the garment. The rate of heat flow, which reaches a peak value (qmax) approximately 0.2 s after contact with the fabric, is related to the warm–cool feeling felt by the wearer.12,13 A sample size of 20 × 20 cm was used for measurements, and six readings were taken per sample.
Results and discussion
The typical water content changes versus time on the fabric’s top and bottom surfaces (UT and UB) are shown in Figure 2(a) and (b). It can be seen that water content on the fabric’s top surface is lower than that on bottom surface, indicating quick transfer of liquid from top to bottom. Comparing Figure 2(a) and (b), it can be inferred that liquid transfer is taking place at a faster rate with cotton/PLA (65:35) blended fabric than 100% cotton fabric. The results of moisture management properties are summarized in Table 2. From the results, it can be seen that the blending of PLA fibers with cotton improves many of the moisture management properties. The spreading speed of PLA-blended cotton fabrics was found to be higher than that of 100% cotton fabric. The OMMC values were found to be higher for blended fabrics than 100% cotton fabric. However, with the blend of 80:20 cotton/PLA, only a marginal improvement in OMMC was observed. The OMMC, which is a measure based on the moisture absorption rate on the bottom side, one-way liquid transport ability, and maximum spreading speed on the bottom side, shows higher values for cotton/PLA 65:35 blend than 80:20 blend and 100% cotton fabric. This is solely due to the presence of more amount of PLA fibers in the blend, which contribute to faster spreading of liquid moisture. The higher one-way transport index of cotton/PLA 65:35 blend means that the fabric can transmit sweat to the other side much faster. The fingerprints of moisture management properties of 100% cotton and 65:35 cotton/PLA-blended fabrics are shown in Figure 3(a) and (b).
(a) Water content curve of 100% cotton fabric and (b) Water content curve of cotton/PLA (65:35) blended fabric. (a) Fingerprint of moisture management properties of 100% cotton fabric and (b) Fingerprint of moisture management properties of 65:35-blended fabric. Moisture management properties of developed fabrics. SD: standard deviation.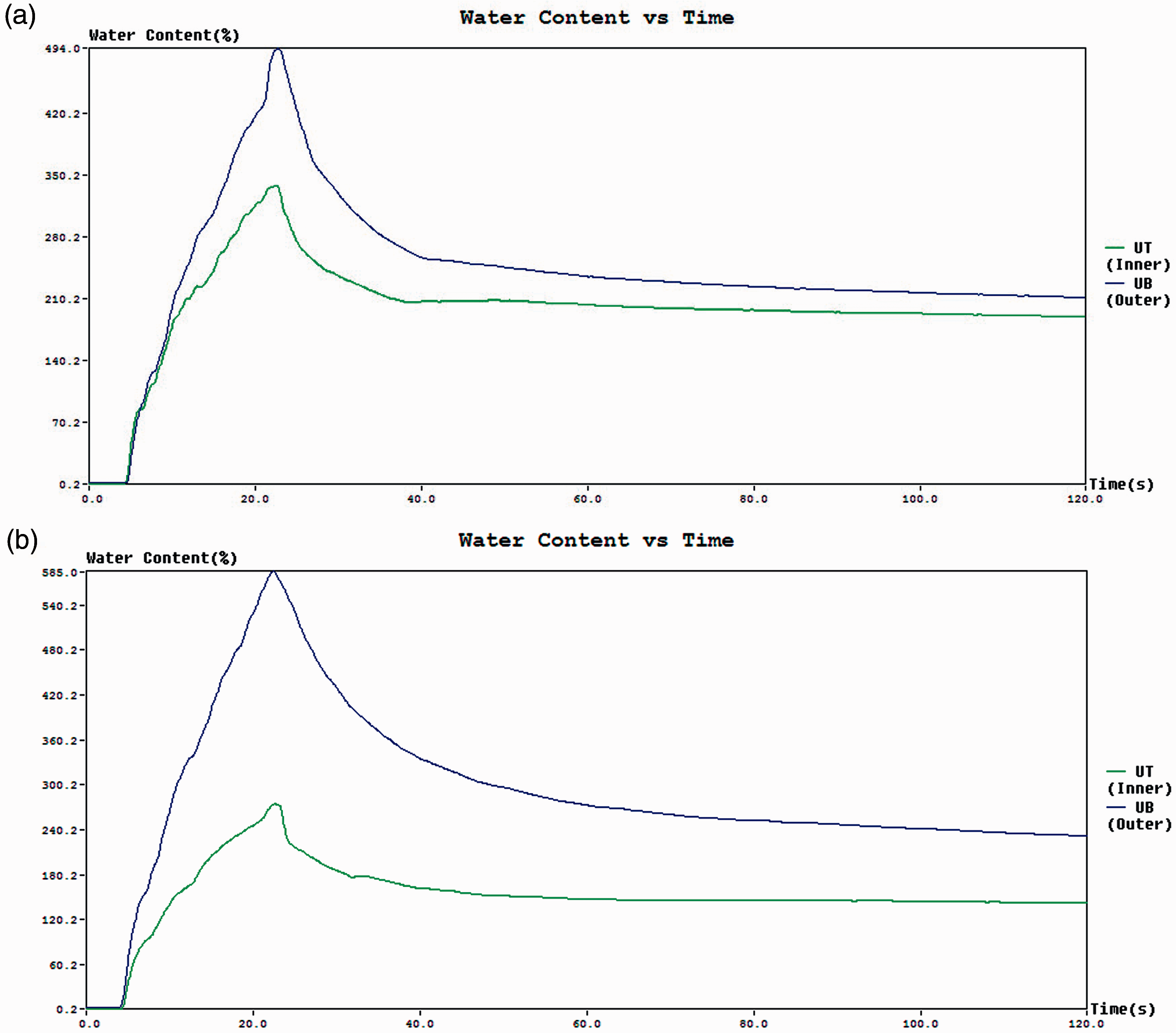


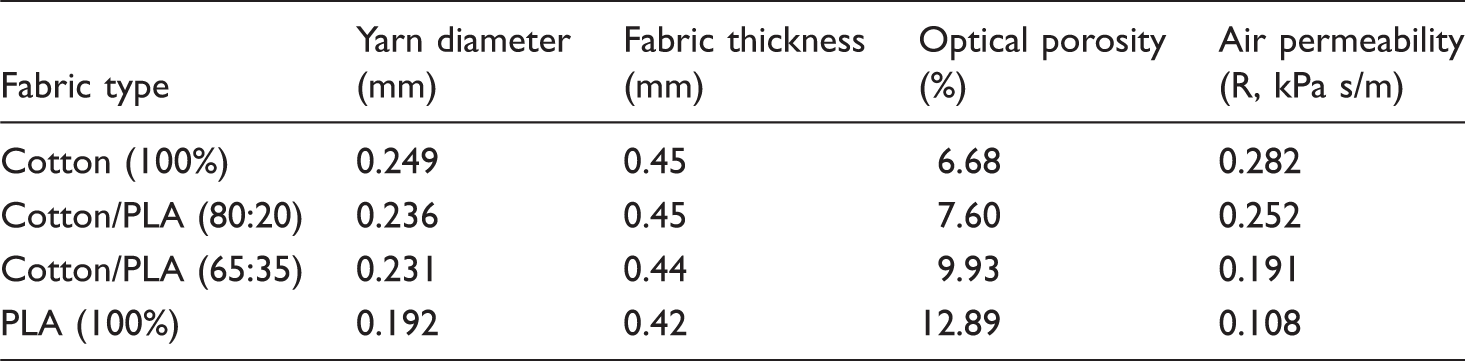
The results of water vapor transmission capacity of fabrics are shown in Figure 4, and 100% PLA fabric shows the highest moisture transmission rate compared with 100% cotton fabrics. The values for blends fell between the two limits. Moisture vapor transmission is primarily a function of fabric thickness and porosity.
Moisture vapor transmission rate of fabrics.
Properties of blended fabrics.
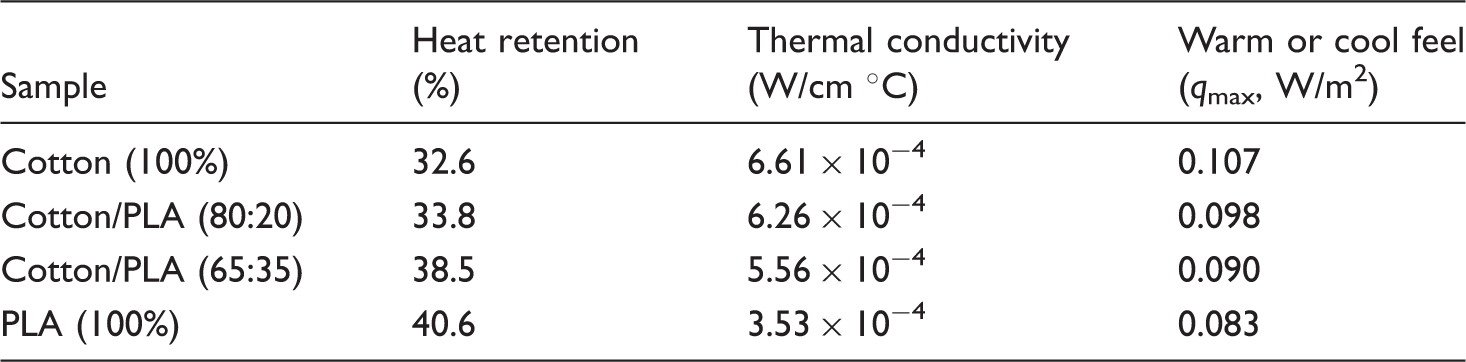
Thermal properties
Thermal properties of cotton and cotton/PLA-blended fabrics.
Conclusions
The moisture and thermal transmission properties of cotton/PLA-blended fabrics were studied in this article. The dynamic moisture transport results show that with cotton/PLA of 65:35 blend proportions, a better moisture management fabric could be achieved in comparison with 100% cotton fabric. The higher one-way transport capability coupled with higher spreading speed and bottom absorption rate resulted in higher OMMC value for cotton/PLA 65:35 fabric. With a cotton/PLA blend of 65:35 proportions, an improvement in moisture vapor transmission to the extent of 14% has been observed in comparison to 100% cotton fabric. The thermal conductivity, insulation, and warm–cool feel values of blended fabrics range between the 100% cotton and 100% PLA fabrics. The cotton/PLA blend proportion of 65:35 seems to be an ideal blend proportion for producing fabrics that require higher moisture transport like sportswear fabrics. Future investigations are envisaged to study the effect of chemical finishing processes on moisture management of blended fabrics.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.