
Abstract
Electromagnetic (EM) wave pollution is one of the severe environmental issues. Humans and other living beings exposed to these EM waves are susceptible to health issues. Hence, satisfactory protection from these EM waves is necessary. Traditionally, metals have been used for electromagnetic interference shielding (EMIS), but they have limited applications due to their stiff and heavy nature. Many metals and carbon-based EMI shielding materials have already been employed for shielding against such waves. However, their limitations, such as stiffness and brittleness, have limited their applications in these fields. Recently, textile-based materials and conductive fabrics have gained significant importance for EMIS due to their flexibility, lightweight, ease of manufacturing, cost-effectiveness, and versatility. This review is carried out to summaries the methods, materials, and techniques of production and characterization of conductive woven, knitted, and nonwoven fabrics for EMIS.
Keywords
Introduction
We live in a digital era, where technological advancements have become an integral part of our lives. The use of electrical and electronic equipment is growing rapidly. It has been integrated into almost every domain, from military and industrial manufacturing to households, transportation, healthcare, education, and entertainment sectors. Even in their personal lives, people heavily rely on smart gadgets to manage their day-to-day activities. While these devices have made our lives convenient, their widespread adoption has also raised several concerns, and electromagnetic interference (EMI) is one of them.1 EMI is the disruption of an electrical path, or system, caused by electromagnetic radiation, conduction, and induction. 2 Electromagnetic radiations cause noise by interfering with electronic control systems, power lines, computers, and networking equipment, which leads to slow and impaired operations, equipment malfunction and failure, data corruption and loss, poor signal quality, and network congestion. 3 Any electrical or electronic system which has changing voltage or current can be a source of EMI.4,5 Primarily, EMI is caused by the radiation from natural phenomena, including thunder, electrostatic discharge, and solar flares and storms. 6 These electromagnetic radiations also interfere with the human body, and several studies have shown the health risks related to their prolonged exposure, including dizziness, headache, insomnia, nausea, and in some severe cases neurological disorder and tissue damage.7,8 Different methods have been developed to mitigate the effects of EMI for the safety of electronic and biological systems. 9 Thus, our advancements in technology that aim to better the quality of life also causing the side effects on human health in form of electromagnetic radiation.
EMI shielding is a technique in which a protective material is used to reflect or absorb electromagnetic radiation, preventing it from entering or escaping a system.10,11 Traditionally, conductive metals like copper, aluminum, nickel, and steel are used for shielding purposes due to their high reflectivity and electrical conductivity; however, they are unsuitable for various applications because of their heaviness, poor mechanical flexibility, high density, corrosive nature, high cost, and environmental concerns.12,13 Consequently, to overcome these limitations, extensive research has been conducted to discover and develop materials other than metals for EMI shielding.
Jiang et al. 14 wrote a review on intrinsic and extrinsic (filler-based) conductive polymers and nanocomposites for EMI shielding. The effect of different conductive fillers on shielding properties and modification of process parameters to enhance the EMI absorbance were discussed. Despite significant improvements, challenges such as surface functionalization of conductive fillers, non-uniform conductivity, and the insulating nature of polymers still need to be addressed. The study by Wang et al. 15 focused on the 3D conductive networks and polymers, their manufacturing techniques, and optimized shielding mechanism. Although 3D conductive networks with excellent shielding effect have been developed, they are not appropriate for large-scale production due to their costly and complex production procedure. Guo et al. 16 demonstrated the electrospun fibrous materials for high-performance EMI shielding characteristics. Incorporation of conductive fillers before electrospinning and post-treatment of fibers, both techniques have been explained in this review. Unidirectional nanofibers with high aspect ratio and flexibility are a potential EMI shielding material, but the choice of filler for novel electrospun composite fabrication and the relationship between nanofibers’ compactness and shielding effect are yet to be explored. The use of carbon-based materials for EMI shielding is not a new concept; numerous review articles have been published on this topic. In a review paper by Liu et al. 17 recent advances in different forms (1D, 2D, and 3D) of carbon-based materials and their surface modification for EMI interface shielding have been explored. EMI shielding effectiveness can be improved by the combined effect of matrix and reinforcement, but their industrial-level manufacturing requires further information. Green EMI shielding materials are a hot topic nowadays. The study by Jia et al. 18 focused on the development and evaluation of low-reflectivity novel green materials. These environment-friendly green EMI shields possess variable EMI reflection abilities. Therefore, in the fabrication of EMI shielding composite, industrial scale manufacturing along with green synthesis is the area of interest. Chatterjee and Maity1 examined the application of different materials, such as nanomaterials, polymers, and metallic fillers, to EMI shielding textiles. Maity and Chatterjee 19 wrote a review on the application of conductive polymer-based textile composites for EMI shielding. The study was focused on the application of different conductive polymers, such as metallic and nonmetallic on woven and nonwoven textiles. Kumar et al.20 also studied conductive polymers; however, the focus of the review was nanomaterial-derived fillers. Maity et al. functionalized nonwoven PET fabrics, with different parameters including fabric GSM, punch density, and needle penetration. Maiti et al. also studied nanomaterials derived from fillers by assessing the application of graphene-derived EMI-shielding textiles for commercial applications. 21 However, a comprehensive review explaining the application of different materials used for EMI shielding with different textile manufacturing processes is needed.
A research introduced an autonomous, self-powered meta-device for microwave shielding. It functions by employing a closed-loop system of reconfigurable meta-atom arrays and sensing-powering modules. The device dynamically transitions from high transmission to absorption/reflection upon detection of high-power microwaves. Thus, it eliminates the need for external power or intervention. A fabricated prototype, operating within the 6.0–6.7 GHz range, demonstrates its efficacy as a smart shielding device and adaptive radome. This innovation marks a significant advancement in electromagnetic shielding, enabling the development of sustainable, maintenance-free microwave systems. 22
Conductive fabrics represent a novel approach that offers an excellent EMI shielding option, characterized by non-corrosiveness, flexibility, a high weight-to-strength ratio, and a low coefficient of thermal expansion. This review will focus on conductive fabrics of various structural designs, including woven, knitted, and nonwoven fabrics, as well as different functionalization techniques to enhance their conductivity for EMI interface shielding applications. These fabrics are made with natural, synthetic, and blended fibers with conductive properties incorporated through different techniques, including metallic fillers addition, coatings, post-treatments, metallic core spun yarn, and blending metallic yarn with conventional (cotton, polyester, and viscose, etc.) yarn.
Health hazards of EM radiations
Living beings, when exposed to these EM radiations, may experience some health hazards like symptoms of headache, languidness, nervousness, and insomnia. 23 The EM waves falling on the human body are partially transmitted, while most are absorbed by the body tissues, raising the body’s core temperature.24,25
Electromagnetic waves can also affect the vascular network in the most sensitive organs, such as the eye. The heat buildup in the eyes by EM waves is not easily dissipated.26,27 Avdeyenko et al. 28 reported that people living near mobile base stations are found to have illnesses due to electromagnetic power transmission. It is also advised that people should not reside within 4 m of the mobile transmission tower. It is also approved that the excessive use of cordless and mobile phones may cause brain cancer.29,30 These studies showed significant concerns of electromagnetic waves effects on human health owing to their proximity.
Hence, it is essential to protect humans and other electrical and electronic circuits, appliances, and apparatus from the detrimental interference of electromagnetic radiation. Protection from electromagnetic radiation is achieved through the use of electromagnetic shielding.
Electromagnetic shielding (EMS): Shielding is the most familiar method of protecting humans and electrical and electronic devices against electromagnetic radiation. It typically involves enclosures that separate devices, cables, and wires from the outside environment. The enclosure, protector, or any material that protects against harmful EM radiation is called a shield. Shields are used either to prevent the spread of EM radiation from an enclosed source to the environment or to isolate an object or space (room) from an outside source of EM radiation 31
Mechanism of electromagnetic shielding
When EM waves encounter the surface of an object, they undergo four distinct types of interaction within the object, known as transmission, reflection, multiple reflections, and absorption, as illustrated in Figure 1. As high-energy EM waves strike a conducting surface, they cause the charge within the conductive material to vibrate forcefully. These forced oscillating charges behave like an antenna and cause reflection of incident rays, resulting in a loss of EM waves’ strength. 32 Depending upon the oscillating antenna, the field is scattered in different directions, and the strength of EM waves is reduced. The phenomenon of shielding is associated with the ability of a material to absorb or reflect EM waves.
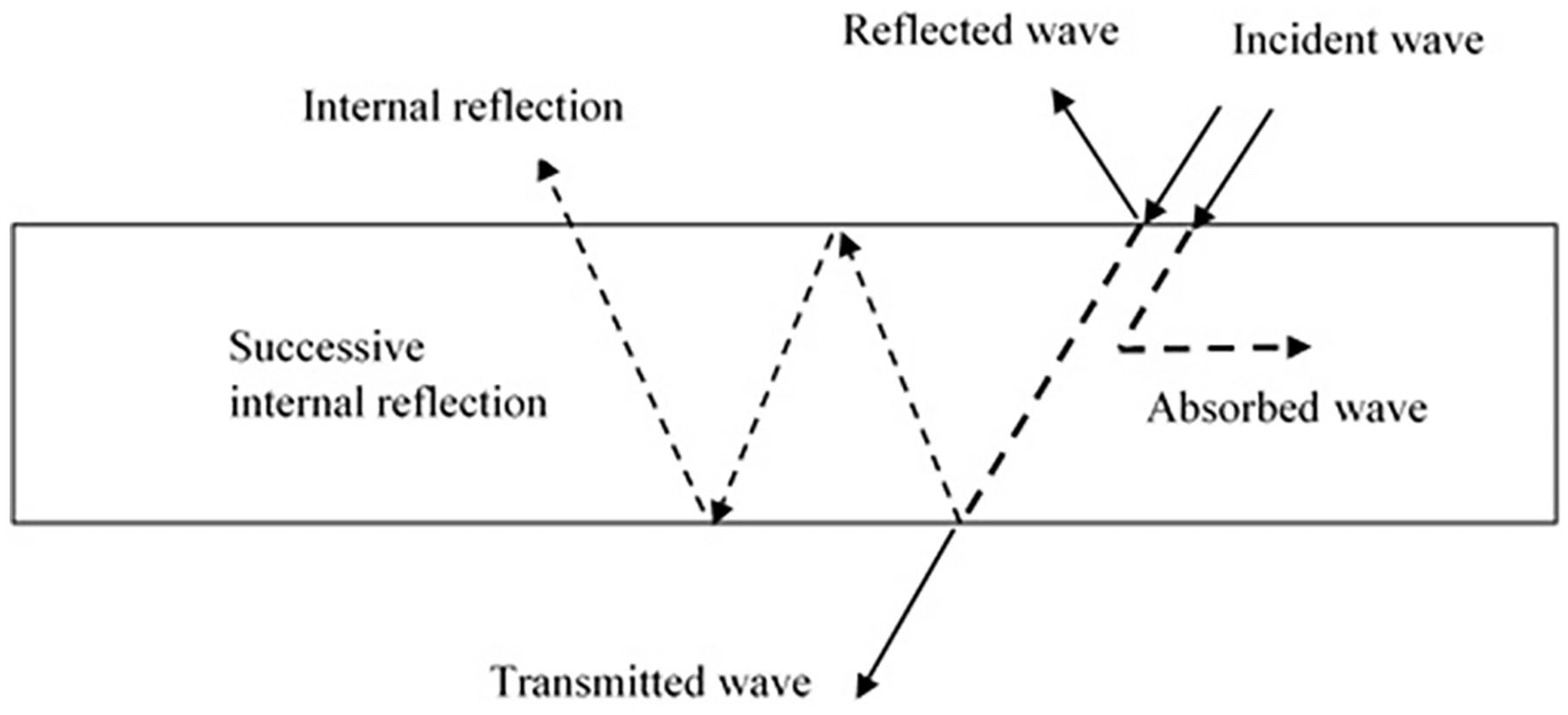
The EM wave response after interaction with an object.
Transmission
The situation in which EM waves pass through the shielding material without any absorption or attenuation is called transmission. This phenomenon is most commonly observed in non-conducting materials, such as polyester, glass, polypropylene, and polyethylene.
Reflection
Reflection is observed with highly conducting materials. In case of the limited conductivity of the material, the EM wave may partially penetrate the material. As it reaches the opposite surface, it encounters another boundary, which reflects it back into the material. The incident wave frequency, conductivity, and the magnetic permeability of the material govern the reflection efficiency of that material. 33
Multiple reflections
In the case of porous foams and composite materials with conductive fillers, multiple surfaces and phases exist within the material, resulting in numerous reflections throughout the material. 34
Absorption
Absorption of EM waves occurs due to the presence of electric and magnetic dipoles in the shield materials. Such materials have a high dielectric constant, like barium titanate (BaTiO3), which produces electric dipoles. Other materials, such as ferrous-ferric oxide (Fe3O4), exhibit high magnetic permeability, producing magnetic dipoles. 35 The heat is produced when electric dipoles present in the shield counteract the electric field of EM waves and destroy it, and the signal loss is known as attenuation due to absorption. 36
Electromagnetic shielding effectiveness (EMSE)
The Shielding effectiveness (SE) is measured in terms of decibels (dB) described as the ratio of incident energy to the transmitted energy. 37 The following equation can be used to express the SE as a sum of three terms. 38

Where R represents reflection loss, A represents absorption loss, and B shows multiple reflection loss. SE is also expressed as the electric field ratio to the magnetic field before and after attenuation and can be described by the following equations.


Where H and E represent the magnetic field and electric field, respectively. While the letters t and i denote the transmitted and incident energies, respectively. SE is measured as a function of frequency. 39
Measurement of electromagnetic shielding effectiveness (EMSE)
Four types of test methods commonly used to measure the EMSE of shielding materials are listed below. 40
1. Free Space Transmission Technique (FSTT)
2. Shield Box Method
3. Shield Room Method
4. Coaxial Transmission Line Method
Free space transmission technique
The FSTT consists of two horn antennas and a vector network analyzer (VNA), which is required for measuring EMSE. The sample material under test is placed between antennas. This method is based on the Schelkunoff theory of shielding for an infinite plane of a shield with finite thickness placed in free space in the plane wave region In such conditions, an anechoic chamber with walled coated with materials responsible for the absorption of a considerable quantity of incident energy to create a free area, can be used.38,41 The transmitting and receiving antenna, along with the sample under test, are placed within the anechoic chamber for EMSE measurement. While the signal generator and receiver are positioned outside the chamber to remove the effect of unwanted interference. The arrangement is depicted in Figure 2. In this procedure, a sample size of greater than 1 m2 is preferably used. The sample can be mounted on a metallic wall that separates the chamber into two parts. EMSE is measured by comparing the signal levels measured with and without the samples between antennas.
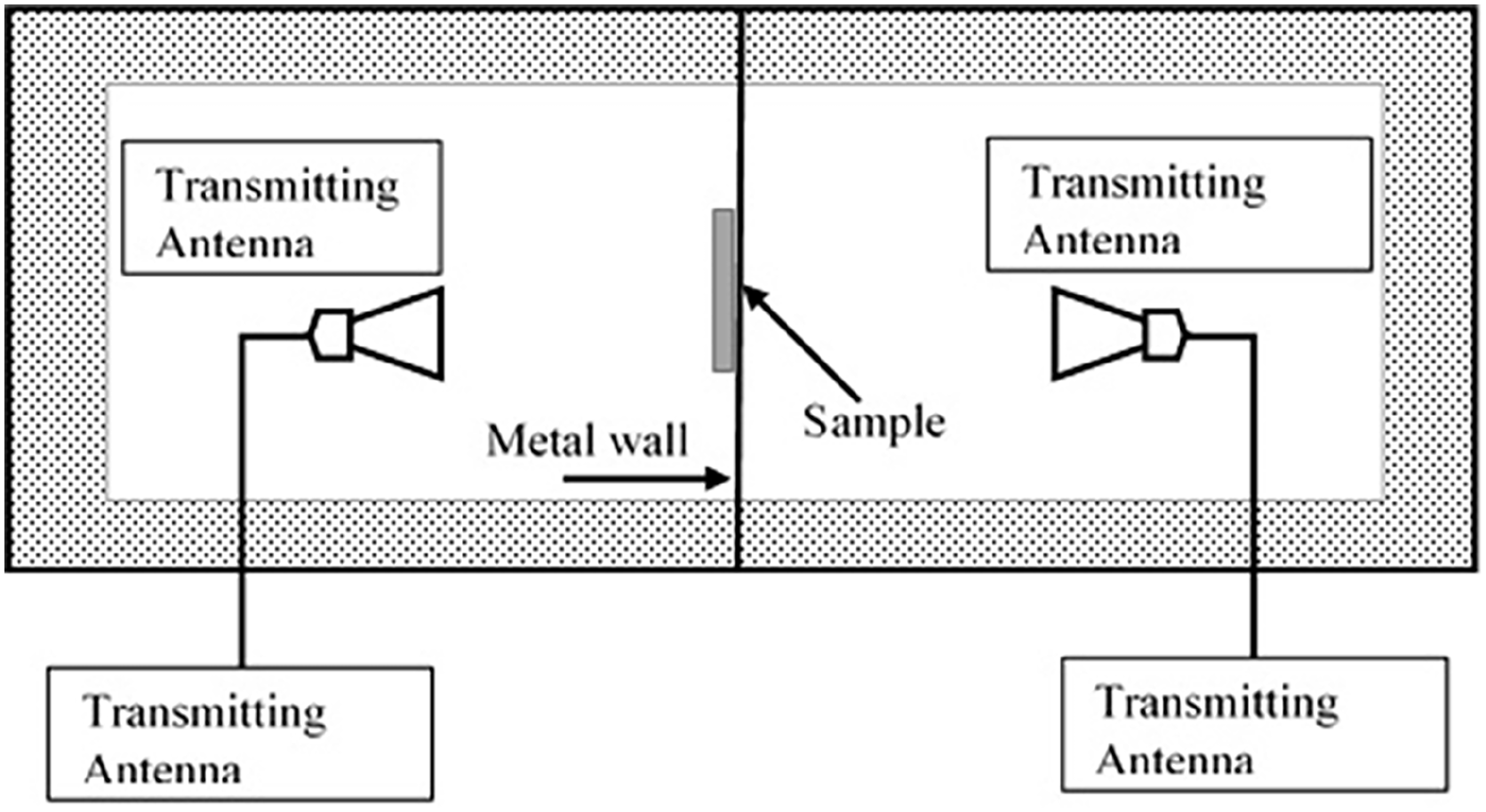
Measuring shielding effectiveness in the anechoic chamber by transmission technique.
Another method of determining the EMSE in an anechoic chamber is the use of the reflection method, where both antennas are placed on the same side of the sample under test and connected to a vector network analyzer. 42 The EMSE is determined by comparing the signal’s two values, one from a reference metal plate and the other from the sample under test.
Shield box method
This method is widely utilized to compare the shielding effectiveness of different shielding materials. In this method, the receiving antenna is placed inside the metal box. The sample is coated or applied on a window within the metal box wall while keeping the transmitting antenna outside the box, as shown in Figure 3.

SE Measurement by shield room and shield box methods.
Shielded room method
The shielded room method is an advanced and well-developed technique. It overcomes the restrictions of the shield box method. It works on the same principle as the shield box method, but the major difference is that each component of the measuring system, signal generator, transmitting antenna, receiving antenna, and recorder, is isolated in separate rooms to exclude the chance of any interference. 43
Coaxial transmission line method
This technique is commonly used due to its simplicity and accuracy of results. In this technique, the outcomes measured in different laboratories are comparable. Hence, it is frequently used for testing commercial materials. The test is conducted on a small donut-shaped sample in a chamber, as shown in Figure 4 and Figure 5. Microwaves of different frequencies are generated by the signal generator inside the vector network analyzer. The fabric sample under test is placed between the top and bottom holders. The reflection port receives the signal transmitted after it passes through the device under test and processes it for further analysis. The EMSE of the sample can be determined from the relation between the power transmitted and the power incident. This method can be used to measure the electromagnetic shielding effectiveness of planar materials like woven fabrics according to ASTM D4935-99.44,45

Coaxial transmission technique for EMSE testing.
Schematic set up of EMSE testing apparatus.
Materials and methods for shielding
There are various types of materials available for shielding against electromagnetic interference. Traditionally, stiff metallic materials have been in practice. Metal-coated plastic and the injection of metallic fibers during the molding stage produce conductive plastic. 46 These materials have also been used for EMI shielding, though they are not flexible. Recently, the trend has shifted toward developing lightweight and flexible structures. 47 In this regard, electromagnetic shielding textiles consisting of woven, knitted, and nonwoven fabrics are of special interest these days. 48 These materials have promising potential application as a shielding material for electromagnetic radiation due to their flexibility, durability, and ease of fabrication.49,50
Woven fabrics for electromagnetic interference shielding
There are two basic methods for producing conductive fabrics. One method is to coat the fabric with a conductive material, such as a spray or paint. It is also termed as the surface treatment process. The other approach involves incorporating conductive fillers (fiber, filaments, and particulates) into a composite yarn structure, which constitutes the main fabric. These woven fabrics have potential applications in various fields, including defense, electronics, and the electrical industry, as well as garments for human safety and protection against electromagnetic interference (EMI) and electrostatic discharge.51,52 The various techniques employed for the development of conductive woven fabric for EMI shielding are given below.
Surface treatment of woven fabrics
Textile fabrics have been coated chemically with nickel, copper, silver, carbon nanotubes, graphene, and their combinations on an industrial scale for the last two decades.53–55 The commonly used method for metallizing fiber and fabrics includes dying with copper sulfide, laminating with aluminum foil, or electroless plating with specific metallic components. 56 Physical vapor deposition (PVD) is also a relatively new technology for coating and surface modification of fabrics. 57 Some of the favorite products from metalized fabrics are Flectron (Monsanto, presently APM, USA), Shieldex (Siemens, Germany), REMP (REMP, Switzerland), and Shintron (Shinto Chemitron Co. Ltd., Japan). 51 Metalized fabrics drive their shielding performance mainly due to energy reflection instead of energy absorption.36–39
Hang el at. analyzed the cuprammonium fabric/polypyrrole/copper (CF/PPy/Cu) composite for shielding effectiveness. A PPy layer is directly applied to the CF fabric using an in-situ polymerization technique. Then Cu film is added to the PPy-coated CF (CF/PPy) through an electroless copper plating method. When tested with a spectrum analyzer (30–1000 MHz), the CF/PPy/Cu composite demonstrated a higher EMI shielding effectiveness (SE) of 30.3–50.4 dB and a sheet resistance of 85.8 mΩ/sq, surpassing that of CF/Cu (Figure 6). 58
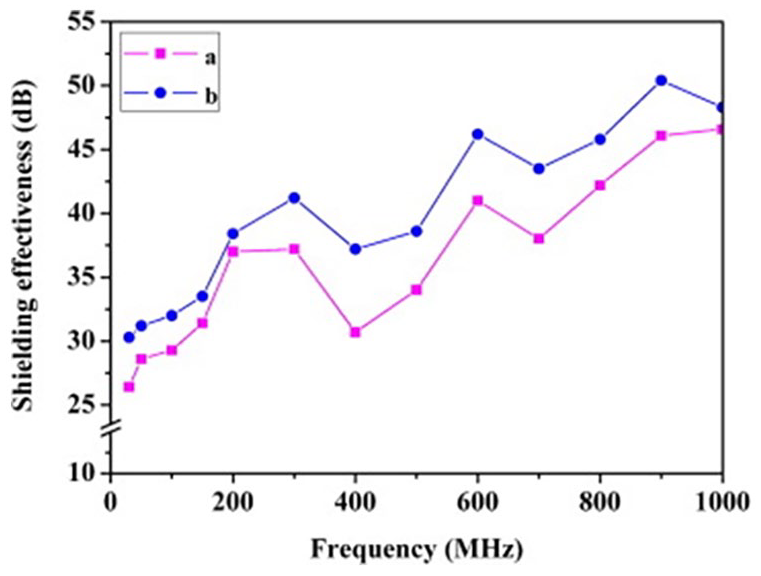
The EaMSE value of (a) CF/Cu and (b) CF/PPy/Cu fabric.
In another study, Guo et al. 59 optimized the process of Ni-plating on polyester fabric. He found that the plating solution temperature and concentration of nickel sulfate are major variables in controlling the fabric’s surface resistivity. Under optimal conditions, the EMI shielding effectiveness of electroless nickel-plated polyester fabric was approximately 60 dB at frequencies ranging from 2 to 18 GHz. Typically, conducting substances with 40–50 dB of SE can reduce EMI from 90% of commercial electronic appliances available on the market. Gan et al. 60 applied a Cu-Ni-P alloy coating on PET fabrics and observed the electromagnetic shielding effectiveness of more than 85 dB at the frequency ranging from 100 MHz–20 GHz. In this study, the effect of plating parameters like temperature, pH, and concentration of nickel ions was essential to enhance the coated alloy’s deposition rate. Electroless copper plating on textile-based fabric is extensively used for EMSE due to the high conductivity of copper. Process parameters on coating performance have already been reported in various studies.61,62 Therefore, the process parameters are significantly important in the coating of conductive elements on textile substrate. By optimizing these parameters and varying the composition, researchers achieved 60 dB with pristine and 85 dB with the addition of Cu in Ni-P PET fabrics. However, plating conductive elements like Ni is not suitable for most textile substrates, and the issue of adherence can reduce the plating’s lifespan.
Conductive polymers coated fabrics for EMI shielding
In the case of metalized fabrics, the comfort, feel, and aesthetic properties of the fabric are significantly compromised due to the nature and thickness of the coating layer.63,64 Intrinsically conducting polymers are gaining significant importance for producing flexible EMI shielding materials due to their corrosion resistance, higher strength, while being lighter in weight, tailor-made conductivity, and cost-effectiveness.54,65,66 The ability of electrically conducting polymers to reflect as well absorb the electromagnetic waves has given them an advantage over the use of metallic materials for EMI shielding. 67 The use of Poly (3,4-ethylene dioxythiophene) or PEDOT, Polypyrrole (PPy), and Polyaniline (PANI) as a coating on textile materials for EMI shielding were reported by many researchers.68–71 It has also been explored that the flexible sheets and textile fabrics coated with conductive PANI retain both the electrical conductivity and flexibility.72–75 Unnikrishnan et al. 76 applied a polyaniline-TiO2 hybrid coating on cotton fabric and reported significant electrical conductivity of fabric with good EMI shielding properties in the S-band region. Jia et al. describes the manifacturing of a highly electrically conductive fabric (ECF) designed for ultrahigh EMI shielding. ECF is made by combining silver nanowires (AgNWs) and conformal polyurethane (PU) layers onto a carbon fiber fabric (CFF). The resulting ECF demonstrates a very high electrical conductivity of 15390 S/m and EMI SE of 106.0 dB, despite having a thickness of only 0.36 mm as shown in Figure 7. Crucially, the ultrahigh EMI SE of this ECF proved to be robust as it maintained 83% of its EMI SE after 100 stretching-release cycles with 97% retention after 5000 bending-release cycles. Furthermore, the ECF showed excellent resistance to various harsh conditions, including 60 minutes of ultrasonic treatment, 100 peeling cycles, and solutions with pH values of 2.0 and 12.0 77 . Therefore, intrinsically conductive polymers were successfully employed on textile substrates for EMI shielding. However, from the commercial point of view, the application of these polymers needs to be investigated for the sustainability of cost and produced shielding.
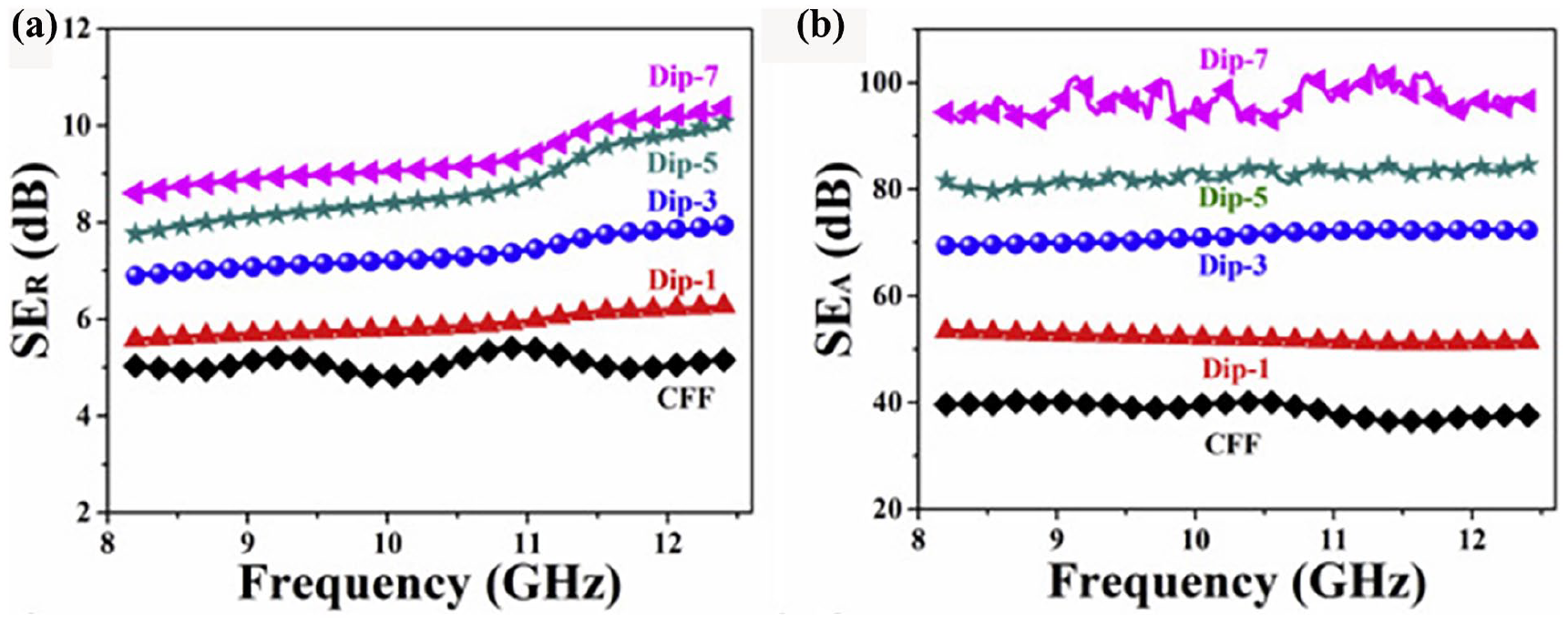
EMSE by (a) reflectance loss and (b) adsorption loss of the CFF and the PU-AgNW/CFF fabrics with different dip-coating cycles.
Woven fabrics incorporating steel fiber for EMI shielding
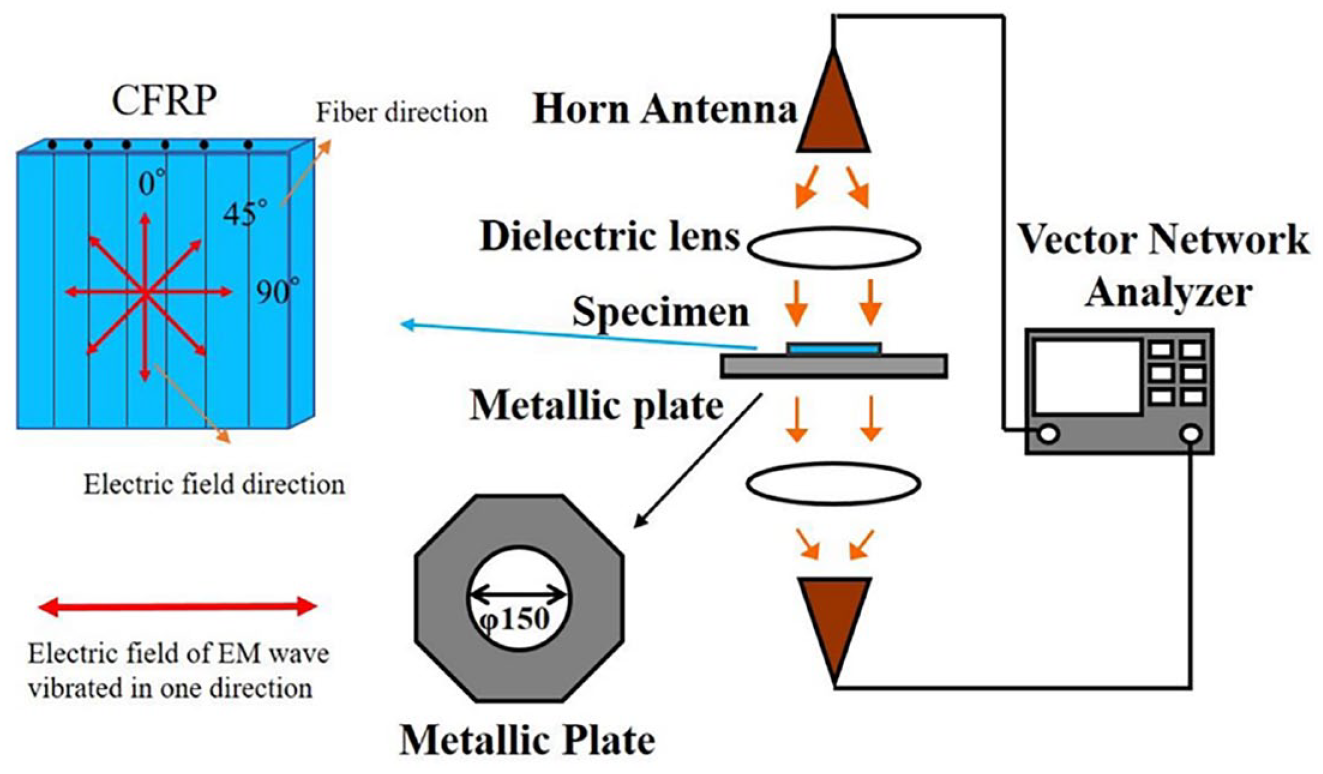
The stainless steel fiber and its blends with different fibers have been processed through friction, rotor, and ring spinning systems.78–80 Similarly, the stainless steel filament and wire-based composite yarns were also prepared using a hollow spindle, direct twisting, and core spinning techniques to investigate their EMI shielding characteristics.81–83 These yarns have been used in the manufacturing of woven fabrics, having a potential application for EMI shielding. Compared to the other metals, stainless steel fibers have shown good magnetic permeability and better absorption loss than reflection loss.84–86 Hong et al. 45 investigated anisotropic EMI shielding properties of unidirectional carbon fiber reinforced polymer (CFRP) composites. Using a free-space measurement setup, researchers found that the electrical conductivity and EMI shielding effectiveness of these composites varied significantly depending on the carbon fiber orientation angle.
Das et al. 87 compared the shielding effectiveness of stainless steel (SS) filament and SS/PET blended spun yarns in woven fabrics. The effects of weave structure, fabric density, and SS ratio on EMI shielding were studied in the frequency range of 0.3–1.5 GHz. The higher the fabric density and twill weave, with a large float length, the better the EMSE over the plain weave. Furthermore, the fabrics produced from SS filament exhibited better EMSE than SS/PET blended spun yarn fabrics. Shahzad et al. 88 utilized steel fibers as a conductive filler to produce different hybrid spun yarns. Steel fibers were first blended with polyester fibers to produce Ne 30/1 hybrid spun yarn, which was subsequently double-plied. SS monofilament of 50 µm was twisted with two strands of polyester filaments (250 days/75f), and three strands of 30/s PET spun yarn to produce the plied yarn. The SS filament was kept inside the core of polyester fibers to produce core-spun yarn. The fabric produced with SS filament yarn provided better EMSE as compared to that of SS spun yarn. Moreover, similar to the findings of many other studies, denser fabrics have been shown to have higher EMSE values. When referring to the yarn structure, the fabric made of core-spun yarn has better EMSE values compared to fabrics constructed from plied and blended spun yarns. Navinbhai et al. 89 developed fabrics from comingled rotor-spun polypropylene and stainless steel commingled yarns. The shielding effectiveness of these laminates ranged from 30 to 60 dB across a frequency range of 30–3000 MHz. Ortlek et al. 90 prepared the composite yarns by covering the stainless steel filament with polyester filament in the S direction on a hollow spindle covering machine. The shielding effectiveness of woven fabrics produced from these yarns ranged from 25 to 65 dB at incident frequencies of 30 MHz to 9.93 GHz. A research study investigated blended textiles made of stainless steel fibers (SSF) and polyester fibers (PET) shielding against electromagnetic waves. The impact of the material’s conductivity, magnetic loss, and complex permittivity across frequencies from 30 to 1500 MHz which is described in Figure 8. The findings revealed that the electromagnetic interference shielding in these SSF/PET textiles primarily occurs through an absorption-dominant mechanism. At lower frequencies, this absorption is attributed to both dielectric and magnetic loss, while at higher frequencies, magnetic loss is the primary contributor. A research study investigated blended textiles made of stainless steel fibers (SSF) and polyester fibers (PET) shielding against electromagnetic waves. The impact of the material’s conductivity, magnetic loss, and complex permittivity across frequencies from 30 to 1500 MHz which is described in Figure 8. The findings revealed that the electromagnetic interference shielding in these SSF/PET textiles primarily occurs through an absorption-dominant mechanism. At lower frequencies, this absorption is attributed to both dielectric and magnetic loss, while at higher frequencies, magnetic loss is the primary contributor 91 . It can be concluded from this research that, in general, blending steel fibers with PET fibers yields better results, and the longer the steel fiber length, the more enhanced the effect. Also, in yarn manufacturing, utilizing the core spinning technique showed better EMSE than simple blending.

8 EMI SE of the fabrics as a function of frequency.
Shyr and Shie studied the shielding mechanism in fabrics prepared from stainless steel filaments (SSF), stainless steel staple fiber, and PET staple fiber blended spun yarns (SS/PET) with steel fiber content of 10%, 20%, 30%, and 40% by weight. The reflection, absorption, and transmission behavior of electromagnetic waves from these fabrics were analyzed. The absorption was found to be dominant in SS/PET fabrics due to dielectric and magnetic losses at low frequencies, while only magnetic losses were observed at high frequencies. 92 Xie et al., 93 produced SS/PET blended yarns by mixing the stainless steel and PET fiber slivers on the draw frame machine with steel fiber content of 20% and 30% by weight. The ring spinning technique was used to produce blended spun yarns, which were subsequently woven into the fabric to check EMI shielding. The fabrics were produced with different weave designs, and EMSE was found to be tailored in many ways, including the amount of conductive component, fabric density, fabric structure, and number of fabric layers. Lou et al. 94 prepared complex woven fabrics using bamboo charcoal and stainless steel metal wire. The shielding effectiveness of these fabrics was found to be between 50 and 60 dB with six laminations and an incident frequency ranging from 1.83 to 3 GHz. Bedeloglu 95 investigated the EMSE, comfort, and durable properties of plain and twill woven fabrics prepared from acrylic/stainless steel hybrid yarns and cotton/acrylic/stainless steel plied yarns. The EMSE of plain weave fabrics was found to be over 20 dB at higher frequencies. KK Gupta et al. developed a composite yarn of stainless steel and polyester fibers using the worsted spinning system. From these composite conductive yarns, they developed ultra-lightweight complex woven fabrics. They achieved the EMSE value of ~31 dB in a single layer of fabric at an incident frequency of 8–18 GHz. The study also reveals that the use of SS fibers in fabrics significantly improves the thermal resistance, pilling resistance, and air permeability. 96 Another important factor affecting the EMSE of stainless steel fiber blended fabric is the tightness of the fabrics, which increases with the increase in warp and weft densities. It is found that the EMSE increases with the increase in fabric tightness. The fabrics of the same tightness with the same metal fiber content and weave types but different yarn linear densities show consistent EMSE. 97 The arrangement of conductive and nonconductive yarns in creating a specific woven fabric structure play an important role in deriving EMI shielding of fabrics. EMSE of 3/1 S twill fabrics composed of polyester filament, cotton, viscose, and stainless steel fiber blended yarns was studied. It was observed that the fabric structure, the number of layers in a laminate, and the laminated angle are all crucial in creating an MESE of 16–32 dB. 98 Similarly, Liu and Wang have studied the effect of elementary weaves (plain, twill, and satin) and their derivatives on EMSE of fabrics composed of cotton and stainless steel fibers. It was found that the EMSE is higher in fabrics with a higher interlacement of yarn and a tighter structure, compared to those with a large float of yarn and a loose structure. Hence, the EMSE of twill weave fabric was lower than that of plain weave and higher than that of satin weave fabrics. 99 This research showed the successful use of various commercially available fibers, such as cotton, PET, and acrylic, combined with steel fibers for manufacturing fabrics with EMSE. At the fabrics stage, the presence of a tight structure yields better results. Moreover, the presence of a shorter float in fabric structures, such as plain weave, was suitable instead of twill, highlighting the significance of woven fabrics’ interlacement. In this regard, the use of other commercially available metallic fibers, such as those made of stainless steel, can be incorporated into the yarn structure to achieve EMSE.
Woven fabrics incorporating copper fiber for EMI shielding
Copper metal, due to its low cost, high electrical conductivity, low reflection, and high absorption of electromagnetic energy, has been used for EMI shielding. 83 Copper is also selected as a conductive filament due to its economic advantage compared to other metals.100,101 It has been reported in the literature that materials with high absorption and low reflection loss possess better potential for EMI Shielding.102–104
Copper wire core spun yarns with cotton as sheath material were produced on a friction spinning machine (DREF-3) and converted into woven fabrics to study their EMSE. The EMSE of these fabrics was found to be increased in the frequency range of 20–18,000 MHz with an increase in yarn count (tex), weft density, warp density, the number of layers of conductive fabrics, and a cover factor of the fabrics. 105 In another research multilayered woven fabrics incorporated with copper fibers were developed. The fabric was constructed using a core yarn of copper and polyamide filaments wrapped with polypropylene filaments. This same yarn was used for both warp and weft and woven on an electronic loom to ensure isotropic shielding In the second phase, many layers of this fabric were laminated at different angles. The single layer of the fabric offers only minimal shielding effectiveness is shown in Figure 9. However, multi-layer fabrics significantly improve shielding, providing adequate plane-wave EMSE ranging from 20 to 55 dB. This improved performance is achieved when the incident wave is normal to the fabric surface and the laminate thickness exceeds 1.6 mm. 106 Similar to steel fibers, copper fiber-derived yarns and fabrics also developed better EMSE in tight fabrics. Additionally, using a coarser yarn count and a greater number of layers yields better results.
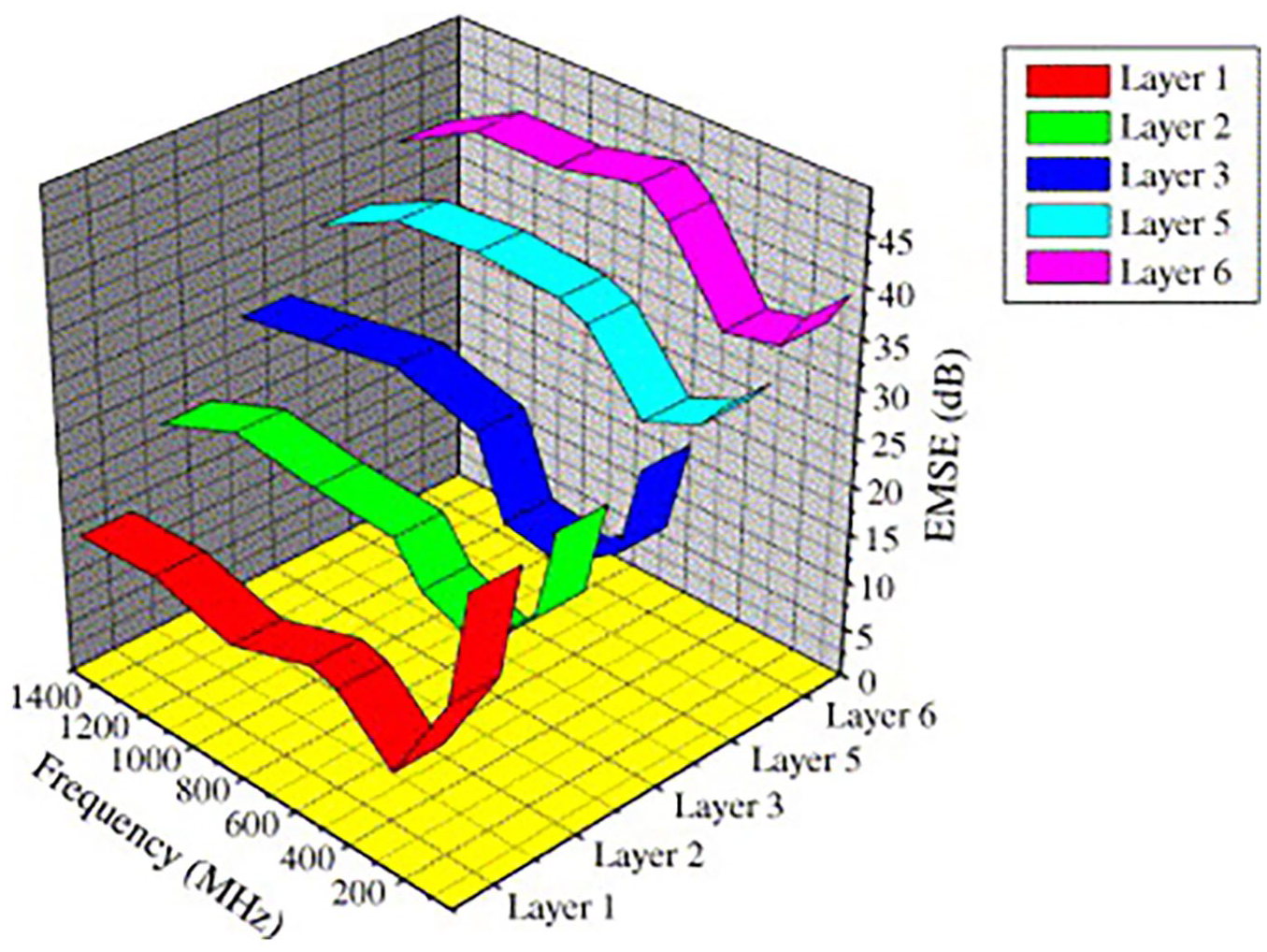
EMSE of multilayered woven fabrics having copper fibers as conductive element.
It was suggested that the fabrics composed of copper core yarn could be used for EMI shielding of computers, televisions, and cellular devices. Rajendrakumar and Thilagavathi 107 used plied yarn of copper monofilament and PET filament to produce woven fabrics with plain, twill, and irregular satin weave. The higher EMSE value of plain weave, followed by twill and satin, was attributed to a decrease in contact resistance resulting from the increased interlacing of composite yarns. The use of copper wire along with polyamide and polypropylene filaments is also investigated in the literature for EMI shielding.102 Copper fibers were employed, along with different commercially available fibers, including PET, cotton, PP, and polyamide, to develop various structures for EMSE fabrics. In comparison to staple steel fiber, copper fibers were less studied, owing to cost and textile manufacturing requirements.
Knitted fabrics electromagnetic interference shielding
The silver-coated copper wire, combined with cotton yarn, was used to produce plated knitted fabric. A silver-coated copper wire core spun yarn with cotton fiber as the sheath component was used to produce simple knitted fabrics. 108 The EMSE of knitted fabric was found to be over 40 dB at low frequencies. However, the plated fabric showed better EMSE value than that of metallic wire core spun yarn knitted fabrics. 109 Weft-knitted fabrics produced from copper wire and cotton yarns exhibit EMSE values in the range of 10–40 dB at 500 MHz. 110 Saty et al. 111 studied the EMSE of knitted fabrics made from stainless steel and polyester blended yarn produced on friction spinning and ring spinning techniques. The study reveals that the knitted fabric produced with friction core spun yarns of SS/SW/PET 12.3%126.3%161.4% is useful for shielding with EMSE of about 20 dB in the frequency range of 300 KHz–180 MHz. The shielding effectiveness of knitted fabrics can be tailored by adjusting the stitch density, fabric structure, and the content of the conductive component. Cheng, 112 produced uncommingled yarns with stainless steel wire, SS/PET (30/70) blended yarn, and glass as core and binding with polypropylene yarn using the hollow spindle technique. The knitted fabrics produced from these yarns were incorporated into thermoplastic composites with the compression molding technique. The EMSE was found to increase with the increasing content of SS and density of composite laminates. Cheng et al. 113 have already reported the fabrication of knitted fabrics and their reinforcement into polypropylene composites for EMI shielding applications. The plain and rib-knitted fabrics produced from acrylic and stainless steel wire carrying plied yarns were developed by Bedeloglu. 114 The EMSE value for rib knitted fabric and fabric produced with thinner wire is found to be higher. The EMSE of plain, rib, and interlock knitted fabric produced with copper core conductive yarn using the Taguchi approach and ANOVA analysis was discussed by Perumalraj and Dasaradan. 115 The interlock fabric exhibits better EMSE values than plain and rib-knitted fabrics. The study has also shown that the increase in the course and wale density and the tightness factor increases the EMSE. Huang et al., 116 studied the combined effect of copper and Stainless steel wire for attenuation of electromagnetic waves. Cu/PET, SS/PET, and Cu/SS/PET composite yarns were prepared on a rotor twister machine and then interloped into knitted fabrics. The fabric consisting of Cu/SS/PET exhibited the highest SE value of 21.8 dB, followed by Cu/PET with 12.36 dB and SS/PET with 10.62 dB. Thus, apart from the woven fabrics, steel and copper fibers were also used for the yarn manufacturing, which were knitted into fabrics of different knit designs. Here, the tightness of the fabric structure also produced better results of EMSE, for instance, interlock fabrics showed higher shielding than plain and rib knitted structures. The influence of fabric tightness can be improved by increasing the courses and warp per inch in the fabric structure. Another important finding is the higher shielding effect of plated yarns in comparison to steel fibers. After successfully integrating EMSE in woven and knitted fabrics, its integration in nonwoven fabrics is also explored.
Nonwoven for electromagnetic interference shielding
Nonwoven can be defined as a web or sheet-like material produced from fiber or filaments directly into fabric by mechanical, chemical, thermal, adhesive, or solvent bonding mechanisms. 118 They are usually thick and depict felt-like appearance.119,120 The comparative shielding effectiveness of PAN continuous film and electrospun nanofiber textiles coated with Ni-Fe was studied by Makoto Sonehara et al. 121 The nanofibers coated web exhibited better EMSE than the coated continuous film of PAN. Singh et al. manufactured activated carbon needle punched nonwoven fabrics from acrylic and Kevlar fibre blends. Acrylic-rich fabrics showed higher carbon yield, better mechanical, electrical properties and EMI shielding properties. These blocks over 30 dB of interference, and with faster heating/cooling and better efficiency because of micropores, graphitic structure, crystallinity, and a higher surface area. Incontrast, Kevlar-rich fabrics were more flexible and had better shrinkage properties. 117 T .Figure 10 shows the carbonized blended nonwoven sample.

(a) Mechanism of EMI shielding in carbonized blended nonwoven and (b) actual carbonized blended nonwoven sample.
Ozen et al. 122 investigated the shielding effectiveness of needle-punched nonwoven fabrics produced from stainless steel and PET fiber blends. The EMSE was found to increase with an increase in the proportion of conductive filler in stainless steel fiber. The maximum EMSE was found to be 18 dB at a frequency range of 1200–3000 MHz. Ozen et al. 123 also developed needle punched nonwoven of silver coated polyamide fiber (Silver R. STAT 1.7 dtex) and observed the EMSE value varying from 11.00 dB to 36.53 dB in the frequency range of 15–3000 MHz. In another research work, Ozen et al. 123 produced conductive nonwoven needle-punched fabric of polypropylene (PP) and three different weight fractions (10, 20, and 30 wt.%) of carbon fiber. The EMSE value was found to be 15.6, 32.2, and 42.1 dB with increasing wt.% of carbon fiber at 3000 MHz frequency range. It was reported by Ozen et al. 124 that the value of EMSE increased as the thickness of needle-punched stainless steel fiber nonwoven fabric increased. The EMSE value of pre-needled, twice-needled, and thrice-needled punched stainless steel nonwoven fabric was found to be 22, 25, and 27 dB, respectively, in the frequency range of 2100–2400 MHz. Avloni et al., 125 obtained 38 dB EMSE of polypyrrole-coated polyester nonwoven fabric at a frequency range of 100–800 MHz. Song et al. 126 reported the development of microwave-absorbing cloth by the application of carbon material into a nonwoven matrix with an absorption bandwidth of 8.2–14.5 GHz at 4 mm thickness of material. Thus, staple fibers of steel and copper were successfully utilized in the preparation of needle punch nonwoven fabrics with PET fibers. Increasing the weight fraction of the conductive component yields better EMSE. In addition to these, carbon fiber also showed ESME in nonwoven fabrics.
Nanomaterial coated conductive textile substrate for EMI shielding
Various studies are found on the development of conductive fiber, yarn, and fabrics by the application of Nanomaterials.53,127–130 Carbon nanotubes are one of the novel materials which possess extremely high conductivity and potential application for EMI shielding.131–133 Multiwall carbon nanotubes (MWCNT) have been applied on polyester fabric, and a surface resistance of 15 Ω sq−1 have been achieved which can be used for EMI shielding.134,135 The common commodity, such as cotton thread, has also been converted into electronic thread by applying carbon nanotubes with a resistivity of 20 Ω/cm. 136 The use of carbon nanotubes has also been found very beneficial in producing novel fabrics with EMI shielding of 15–40 dB at a frequency range of 200–1000 MHz. 137 The single wall carbon nanotubes have been used to develop conductive composite fabric with a conductivity range of 5.33–13.8 S/cm. 138 In addition, nanocomposites of MXene with cellulose nanofibers have been developed for use in piezoresistive sensors in artificial e-skin. A flexible pressure sensor featuring surface patchy protrusions and porous composites, demonstrating enhanced mechanical sensitivity for physiological monitoring. The sensor exhibited high sensitivity, broad detection range, rapid response/recovery times, and exceptional cyclic stability at 21.457 kPa⁻¹, 0.11–11.022 kPa, 41.84 ms/20.82 ms, and 6000 cycles, respectively. Furthermore, its miniaturized wireless feedback system achieved 98.2% accuracy in recognizing gestures using a convolutional neural network.
Liu et al. 139 have reported the development of high strength, lightweight, flexible, and highly conductive composite yarns with a conductivity of 9 × 104 S/cm. The coating of graphene has also been reported to produce flexible conductive fabrics which can be utilized for EMI shielding.129,140–144 Liu et al. 145 developed a highly conductive polyamide flexible yarn having a conductivity of 1.02 × 103 S/cm by depositing graphene on its surface. The high conductivity of yarn demonstrated a great potential for EMI shielding. Saini et al. investigated that the total shielding effectiveness offered by PANI coated fabrics could be enhanced by incorporating the nanoparticles of BaTiO3 and Fe3O4 into the coating matrix. The addition of BaTiO3 tends to improve the dielectric properties, while Fe3O4 causes an obvious improvement in the magnetic properties. Both of these materials help to improve the EMSE of PANI coated fabric from −15.3 dB to −16.8 and 19.8 dB.72 Thus, carbon-based materials, including graphene and nanotubes, were successful in producing a shielding effect in fabrics by increasing the conductivity of pristine textile fabrics. Here, the best results were achieved with multiwall CNTs, and then with single-walled CNTs and graphene owing to the better properties of the nanomaterials. However, the major drawback is the higher cost associated with MWCNTs. Moreover, different textile substrates yield varying results in EMSE of fabrics. A study developed coaxial nano-yarns for integrated pH and temperature sensing in electronic textiles through conjugated spinning and in situ polymerization. Coaxial nano-yarns exhibited high sensitivity for pH and temperature at −47.8 mV/pH and −1.53%/°C respectively, with rapid response and linearity. Woven into electronic fabric, it maintained sensitivity for pH and temperature at −35.3 mV/pH and −1.21%/°C, with linearity of R2 > 0.98 and cyclic stability of 30–50°C. Thus, it can enable versatile wearable sensing for human activity and environmental monitoring. 146
An interpenetrating-phase cellulose-acetate composite (IPC2) architecture, inspired by beverage-straw was developed for flexible impact sensors. The design strategically combines enhanced mechanical stability with efficient energy absorption. The IPC2 architecture exhibits a unique combination of high specific energy absorption, low density, and gage factor of 2.66 kJkg⁻¹, 720 kgm⁻³, and 39.6, respectively. Furthermore, the composite demonstrated reliable shape and electrical signal recovery. It established a novel framework for flexible sensors with integrated protective functionalities and significant commercial potential. 147
Apart from cellulose, quartz fiber cloth was used in a gradient absorption-transmission-absorption (A-T-A) laminated structure. It was employed for broadband microwave absorption (6–18 GHz) and electrical damage tolerance. Quartz fiber cloth transmission layer was embedded within Fe3Co7/epoxy resin magnetic absorption films. The structure maintained effective absorption across the 6–18 GHz band despite 20% penetration damage. 148 Similarly, Fe3Co7 was employed with carbon fiber in TPMS based core-shell sandwich structure. It enhances the tunability of electromagnetic response characteristics in the 2–18 GHz frequency band through gradient electromagnetic parameters. A frequency-insensitive reflection loss curve with two separate resonant absorption peaks was obtained for the extraordinary conduction-dissipation effect. Effective electromagnetic absorption was maintained when damaged by 40 % in case of panel, core and penetration damages. 149
Summary of EMSE achieved through various kinds of techniques, material and methods
In light of the above review, Table 1 is created to summarize the various kinds of techniques, materials, and methods used in the production and testing of fabrics for EMSE. The textile substrates used in numerous studies can be divided into three distinct groups: woven, knitted, and non-woven fabrics, as well as their laminates. Generally, textile materials are good insulators. Hence, in case of a non-conductive textile substrate, the surface treatment of fabrics by some electrically conductive substance is carried out to impart the desired electrical conductivity in the fabric. The use of such conducting substance on textile fabrics for EMSE is also summarized. On the other hand, the use of metallic fibers as a conductive filler has been extensively reported in the production of all types of fabrics for EMSE. Among these fillers, stainless steel, copper, and silver are most commonly incorporated into conventional fiber mesh at the manufacturing stages of yarn and fabrics. The fabrics composed of metallic filler constitute a major part of this summary. The development process of EMI shielded fabrics is illustrated in Figure 11.
The summary of techniques, materials, and methods used to produce fabrics for EMSE.


Development of protective Textiles against electromagnetic radiations: From Harmful EM waves to conductive fibers and EMS yarn production.
Conclusion
It was found that the coaxial transmission method is mostly used to measure the shielding effectiveness of flexible conductive fabrics and films. The metallization of fabrics through electroless plating and chemical vapor deposition is a highly effective technique for producing conductive fabrics. Intrinsically conducting polymers, such as polyaniline and polypyrrole, have been utilized to develop electromagnetic shielding applications for computers, televisions, wireless networks, and cellular devices. Copper was used as a conductive filler due to its high conductivity and low cost. However, steel was most widely used as a fiber, both in staple and filament form, to develop composite woven and knitted fabrics for EMI Shielding. The nonwoven conductive fabrics were also produced by incorporating copper and steel or by applying a conductive coating layer to the fabric. From various studies conducted on EMI shielding, it is inferred that the shielding effectiveness increases with the increasing amount of conductive fillers in the fabric. Additionally, the EMSE can be tailored to some extent by the construction parameters of the fabric.
Footnotes
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The author(s) are grateful to the Higher Education Commission, Pakistan, for funding this work under grant code 20-16082/NRPU/R&D/HEC/2021-2020. This study was accomplished with King Saud University, Riyadh, Saudi Arabia’s financial support under the Ongoing Research Funding program, (ORF-2025-557), King Saud University, Riyadh, Saudi Arabia.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.