
Abstract
This study explores the potential of utilizing natural fibers, including flax, hemp, banana, jute, and sisal, as alternatives to cotton in textile manufacturing as no one has compared the blends of these fibers with cotton under identical conditions. The study aims to address environmental issues in cotton cultivation by using two blend ratios (80:20 and 60:40) of cotton and alternative natural fibers to create yarns and woven fabrics. The fabrics were then dyed and treated with softener and bio polish to assess how these treatments affect mechanical and thermphysiological comfort properties of the fabrics. The results indicated that higher cotton blends exhibited increased tensile and tear strength, with the cotton/sisal blend achieving a maximum tensile strength of 289 N, while the cotton/flax blend displayed the highest tear strength at 11.5 N. Softener and biopolish treatments improved the Relative Hand Value (RHV) by 20% and 30%, respectively. Fabric composition predominantly influences drape properties and resilience scores, with the cotton/banana blend showing drape values and the cotton/flax blend demonstrating resilience scores that are closer to those of pure cotton than other blends. Additionally, the fabric composition improved the air permeability of the samples, with the cotton/banana blend showing the greatest increase, reaching 483 mm/s. The cotton/jute blend exhibited the highest water vapor permeability at 98, while the cotton/sisal and cotton/hemp blends demonstrated moisture management properties with values of 0.76.
Keywords
Introduction
Global environmental concerns have led the researchers to focus primarily on environmental preservation and sustainable industrial practices. This includes using natural and renewable resources for eco-friendly production methods.1,2 One of the major challenges in agriculture lies in effectively and profitably managing agricultural residue in a sustainable manner. By utilizing agricultural waste in industries like textiles, the buildup of unmanaged agricultural waste can effectively decreased, thereby lowering the risk of environmental pollution.3,4 Employing natural fibers derived from waste materials possesses favorable mechanical properties and poses no adverse effects on human health, presenting a viable option for clothing manufacturing. 5
Natural fibers are well-known for their biodegradable nature and lack of environmental pollution characteristics. 6 Because of their exceptional comfort, advantageous mechanical characteristics, widespread availability in nature, affordability, acoustic qualities, and biodegradability, natural fibers are preferred over synthetic fibers. 7 Cotton, a natural textile fiber, is globally renowned for its widespread usage owing to its softness, breathability, biodegradability, comfort, and various other favorable properties. 8 Approximately 80%–90% of natural fibers consist of cotton fiber, and forecasts suggest that the textile industry will experience growth of up to 30% by 2025. 9 Cotton, despite being a natural plant-based fiber, has significant environmental impacts due to its cultivation, including high water consumption (5730 m3/ton) and carbon dioxide (2 ton) emissions. 10 It occupies only a small percentage of cultivable land but utilizes a disproportionate amount of pesticides. As one of the most water-intensive crops, it contributes to resource depletion and environmental issues.11,12 Hence, there is a pressing need for alternatives to cotton to meet industrial demands while addressing challenges related to water scarcity and environmental concerns.
Cellulosic natural fibers, other than cotton, derived from plants present opportunities for socially and environmentally responsible production methods. Due to their favorable characteristics and positive environmental attributes, these fibers are considered promising alternatives to cotton, which often involves the use of toxic chemicals in its production. 13 Hemp fiber stands out for its exceptional strength and durability, surpassing other natural fibers such as cotton, flax, and nettle. This makes it a practical and environmentally friendly choice for various textile applications, offering both cost-effectiveness and sustainability benefits.11,14,15 Flax, also known as linen, is highly prized for its durability and remarkable tensile strength, making it suitable for demanding applications such as upholstery. Additionally, its exceptional ability to absorb moisture makes it well-suited for use in household textiles and clothing. 16 Jute, known as the “golden fiber,” is esteemed for its sustainability, cost-effectiveness, and adaptability. 17 Sisal fiber is recognized for its durability and ability to withstand abrasion, whereas banana fiber is increasingly valued for its robust tensile strength, soft texture, and moisture-wicking properties, positioning it as a promising alternative to cotton.5,18–20
Blending involves merging fibers to enhance their positive attributes while minimizing any drawbacks. Furthermore, this process helps to lower expenses during fabric production. 21 In a study, researchers have examined the properties of fabrics obtained through blending jute with cotton and viscose. Their findings suggest that a blend comprising 30% jute, 40% cotton, and 30% viscose exhibits superior qualities, such as cost-effectiveness, when compared to other ratios. The blending of jute and viscose not only enhances color, luster, and softness but also improves weaving efficiency and diminishes imperfections.22–25 Other researchers have developed woven and knitted fabrics from different yarn compositions, including 100% cotton, linen, flax, and hemp, as well as their blends. They studied the dyeing properties of the fabrics. Blending natural cellulosic fibers like flax and hemp with cotton fibers led to knitted fabrics with superior performance characteristics, promoting sustainable production.26–28 Blending cotton with flax and hemp significantly enhances sustainability by reducing water usage, pesticide needs, and overall environmental impact. These fibers are renewable, biodegradable, and durable, leading to longer-lasting textiles that support eco-friendly practices. Additionally, the blend improves soil health and offers comfort and functionality, making it an ideal choice for environmentally conscious consumers. 29
Other research has investigated the physical and mechanical attributes of fabrics produced from jute and banana yarn, explored blending etherified jute fibers, and studied various jute-cotton yarn combinations. However, the majority of studies on sisal have primarily focused on its application in composites.30–32 This study addresses a significant research gap by comprehensively developing and comparing woven fabrics made from cotton blended with banana, jute, flax, hemp, and sisal fibers in ratios of 80/20 and 60/40. Previous research has explored individual blends but lacks a comparative analysis involving all these fibers together and their performance relative to pure cotton. The study’s significance lies in its potential to advance sustainable textile production by evaluating the properties of these blends and their response to dyeing, softening, and biopolishing treatments. The novelty of the research is in its unique approach of integrating and assessing these diverse fibers in a single study, offering new insights into their suitability and performance for various textile applications.
Materials and method
Materials
Six distinct natural fibers were utilized for producing yarns and woven fabrics with different blend ratios. Banana, jute, sisal, and cotton fibers were sourced locally from Pakistan, whereas flax and hemp fibers were imported from China. Banana, sisal and jute fibers were not spinnable in raw form, as received. Therefore, these fibers were subjected to a degumming process, with a 10% concentration of sodium hydroxide (NaOH) for 1 h at 90°C, followed by washing and air-drying at room temperature.
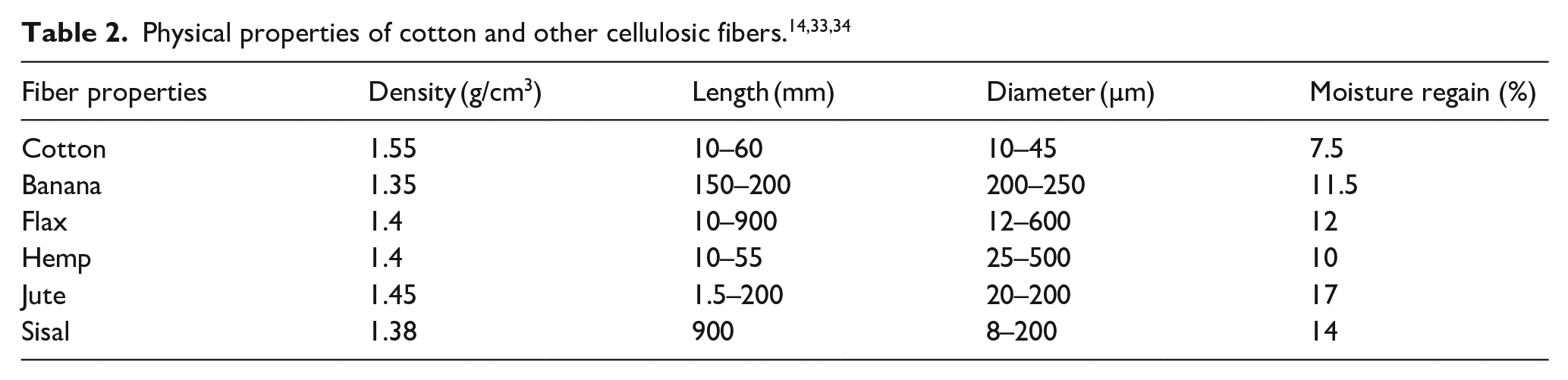
Table 1 gives the mechanical properties of the six fibers, ready for spinning, while Table 2 provides a comprehensive overview of the physical properties of cotton and other natural cellulosic fibers.
Mechanical properties of cotton and other natural fibers.

Design of experiment
In order to evaluate the effect of blending other natural fibers with cotton, on different fabric properties, two different blending ratios (80:20 and 60:40) were decided after preliminary trials with trouble-free rotor spinning process. The natural fibers in question exhibit a rougher texture as compared to cotton. As the blend ratio increases, the formation of yarn becomes challenging in spinning. To compare the dyeability of different blends, all the fabric samples were dyed together in the same dye bath under same conditions. To ascertain whether finishing treatments would minimize differences in comfort and mechanical properties of different blends, all the fabrics were subjected to softening and enzymatic biopolishing treatments under same conditions. Therefore, two blend ratios (80/20 and 60/40), five different cotton blends with other fibers (hemp, banana, flax, sisal, and jute), and three types of treatments were selected. A full factorial design was employed to develop the experiment, resulting in 30 experimental runs along with 3 control samples. The complete design of experiment is given in Table 3.
Design of experiment.

Method
Yarn spinning
All yarn samples were produced with a linear density of 20Ne suitable for trousers and workwear fabrics, according to the design of experiment given in Table 3, using rotor spinning process. Flax, hemp, banana, jute, and sisal are recognized for their longer staple lengths and coarser texture in contrast to conventional textile fibers such as cotton. Rotor spinning is considered as the preferred method for handling these longer and coarser fibers, given its capacity to manage fibers of diverse lengths and strengths more efficiently than ring spinning. Rotor spinning offers enhanced flexibility in blending different fiber types in varying ratios. This adaptability proves advantageous when crafting blends that combine flax, hemp, banana, jute, sisal, and other alternative fibers with cotton. The process started with lap formation on a Trutzschler-1992 blow room, yielding laps weighing 12 ounces per yard. Subsequently, carding was done on a Howa-CM80 machine producing carded slivers of 80 grains per yard. Further processing on a Rieter-RSBD-40 involved pre-drawing and finisher phases, with sliver weights set at 70 and 65 grains per yard, respectively. Draw frame settings were optimized for fiber alignment before transfer to a Schlafhorst-Se8 rotor spinning machine, where a twist per meter of 968 was set to achieve a yarn count of 20Ne. Fiber blending was accomplished after the pre-treatment and drying of the fibers in the initial phase before the blow room process. The fibers were manually combined before being introduced into the blow room mixer.
Fabric weaving.
The yarn samples were first sized using the materials typically applied for cotton yarn fabric. Then woven fabric samples were developed according to the design of experiments given in Table 3, on CCI sample weaving loom (E-500, 2018). All woven samples had same specifications, that is, 20 Ne warp and weft yarn count, 60 ends per inch, 60 picks per inch, and 1/1 plain weave design.

Flowchart diagram of the processes applied to the fabric after weaving.
Characterization
Surface morphology
The fabric’s surface morphology was examined using optical microscopy with 180X magnification by a Lab-o med CZM6 stereo microscope.
Mechanical characterization
Tear strength refers to the force needed to initiate and propagate a tear in fabric under a specific load. To measure tear strength, fabric samples were cut with a 20 mm ± 0.5 mm slit, and force was applied using an Elmendorf Tear Tester according to ASTM D 1424–07 standard. Five specimens were prepared from each sample in both the warp and weft directions to calculate the average tear strength values.
Thermo-physiological comfort
From a thermo-physiological standpoint, key comfort attributes include fabric air permeability, water vapor permeability, and moisture management. Fabric air permeability was assessed following the ISO 9237:1995 standard using an air permeability tester (M-O21A, SDL Atlas). A pressure of 100 Pascal was exerted on a testing area of 20 cm2. Five readings were taken for each sample, and the average values were calculated.
The water vapor permeability of fabric samples was evaluated using PERMETEST Instrument developed by Prof. Lobus Hes, Czech Republic the test method BS EN ISO 11092:2014. Five readings were taken for each sample, and the average values were calculated. The overall moisture management capacity (OMMC) of the samples was determined as per the AATCC TM 195:2011 standard using Moisture Management Tester (MMT) M219.
Fabric hand characteristics
To determine overall hand values of fabrics relative to 100% cotton fabric, the PhabrOmeter instrument, developed by Nu Cybertek, Inc. California, USA, was used, according to AATCC Test method 202. The instrument also gave quantitative values of softness, smoothness, resilience, drape, and wrinkle recovery of each fabric. For evaluation, three circular specimens of 100 cm2 from each fabric were extracted through the instrument nozzle to calculate mean and standard deviation of the results. The test procedure subjects the specimens to low-stress mechanical forces like bending, friction, compression, tensile, and shear. The resulting load-displacement curve provides comprehensive information on fabric hand attributes such as softness, smoothness, resilience, drape, wrinkle recovery, and relative hand value, in accordance with the standard test method AATCC TM 202.
Results and discussion
Surface morphology
Microscopic images were taken from light microscope to investigate the surface morphology of pure cotton and its blend with other natural cellulosic fibers. Figure 2 shows the images of pure cotton woven fabric and its blend with other fibers with and without dyeing. From these figures it is revealed that the surface of 100% cotton fabric is smooth as compared to other fibers. Figure 2(e) and (g) are images of flax-cotton and hemp-cotton blended fabric and distinct color of hemp and flax can also be seen in these images.
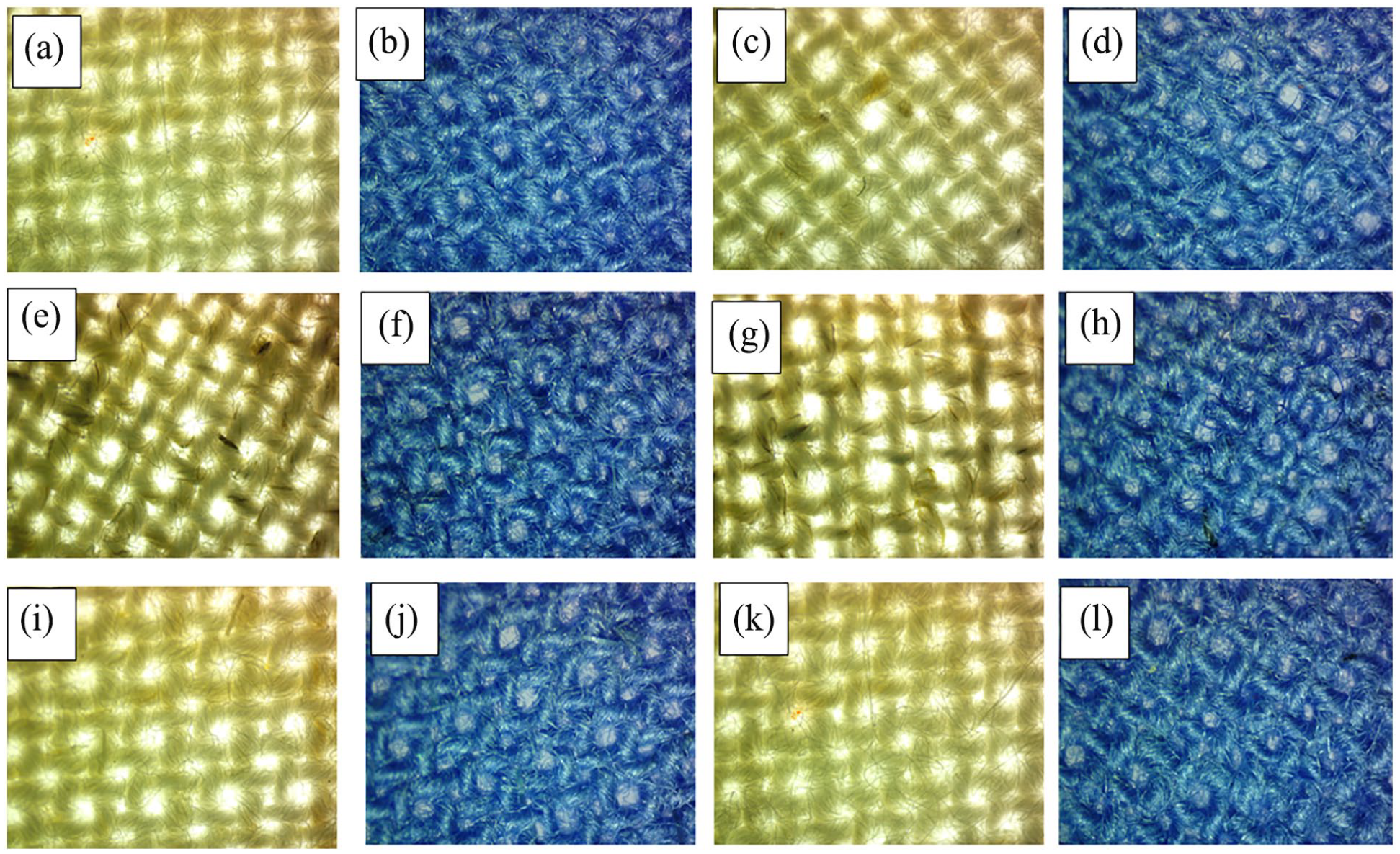
Microscopic images of (a) 100% cotton, (b) 100% cotton dyed, (c) BC, (d) BC dyed, (e) CF, (f) CF dyed, (g) CH, (h) CH dyed, (i) CJ, (j) CJ dyed, (k) CS, and (l) CS dyed fabric samples.
Tensile strength and elongation properties
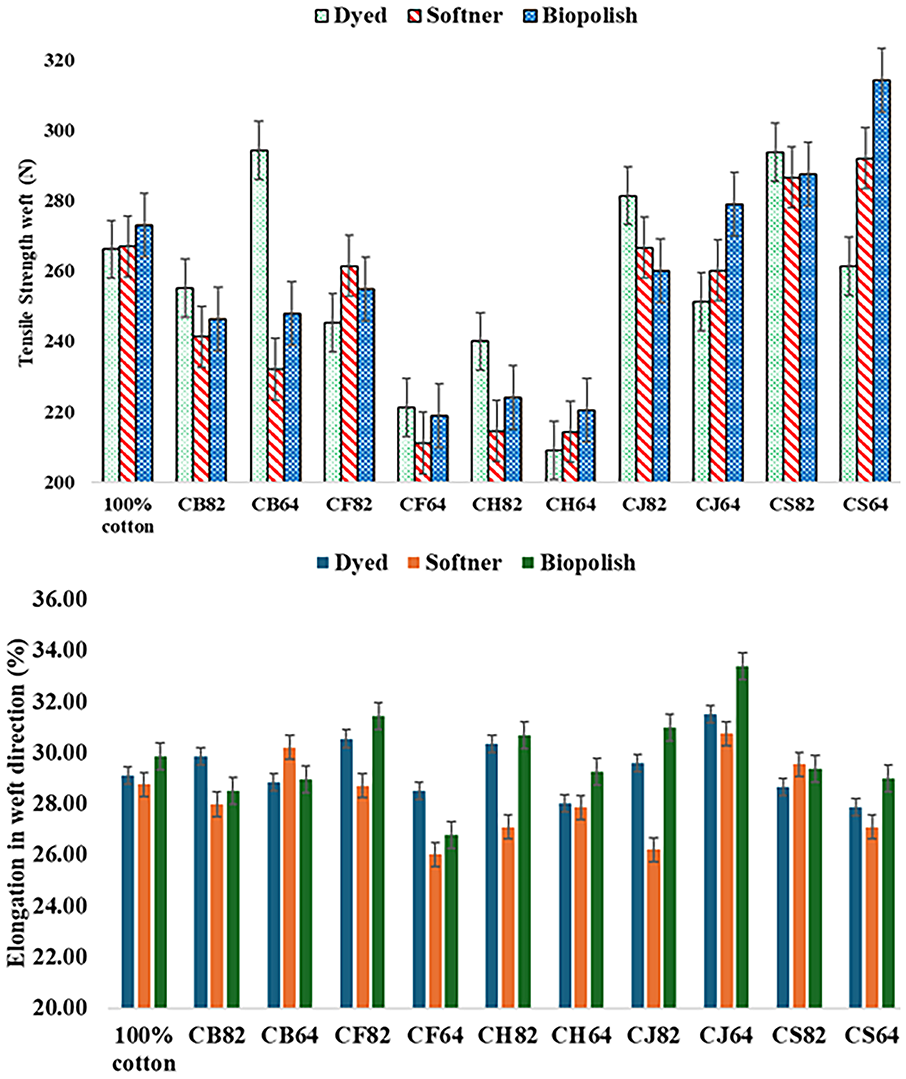
Tensile strength is a critical property for woven fabrics used in clothing, as it impacts the fabric’s durability and resistance to wear and tear. Factors such as fiber type, weave design, and finishing treatment can all affect the tensile strength and elongation of a fabric. 35 Figures 3 and 4 show the tensile strength and elongation values of all the woven fabric samples in warp direction made from 100% cotton fiber and its blends with other natural fibers at 80:20 and 60:40 ratios. Primary vertical columns represent tensile strength values, while secondary column represents the elongation values with error bars indicating standard deviation, demonstrating variability. For dyed fabrics, cotton blended with hemp CH64 and sisal CS64 exhibited the lowest tensile strength values, measuring at 214 N each, whereas the CS82 blend demonstrated the highest tensile strength at 289 N. This is due to the fact that higher proportion of cotton fiber provide stronger base fabric. Among softener treatments, CH82 displayed the lowest tensile strength, while CS64 exhibited the highest at 289 N. Likewise, in the case of biopolish treatment, CH64 recorded the lowest tensile strength at 216 N, while pure cotton showed the highest tensile strength at 287 N. In general, blends of cotton fiber at an 80:20 ratio with other fibers exhibited higher tensile strength values compared to blends with a 60:40 ratio. The possible reason is that during spinning process, fibers with diverse characteristics interact differently with cotton fibers, necessitating adjustments in production parameters for yarn development to accommodate these variations in fiber behavior and ensure optimal compatibility.36,37

Tensile strength and Elongation of woven fabric samples in warp direction.
Tensile strength and Elongation of woven fabric samples in weft direction.
Softener-treated fabric samples typically exhibit lower tensile strength compared to those treated with dyeing or biopolishing, attributed to the softening agent’s impact on fiber structure and bonding, which can weaken fiber-to-fiber bonds. Conversely, dyeing and biopolishing treatments can enhance tensile strength by improving fiber bonding and reducing weak points in the fabric structure, with dyeing enhancing cohesion and biopolishing removing impurities.38,39
Dunnet’s analysis in Figure 6(a) and (b) exhibit strength comparable to cotton (the control sample). However, blends of cotton with sisal, jute, and flax demonstrate greater strength than 100% cotton in both the warp and weft directions. Due to the inherent differences in the physical properties of banana, hemp, and cotton fibers, blended yarns often show lower tenacity compared to pure cotton yarns. During the spinning process, the longer banana and hemp fibers may not align perfectly with the softer, shorter cotton fibers. These differences in fiber properties lead to variations in processing, resulting in blended yarns with reduced structural integrity.
From Figure 3, the fiber treated with softener exhibits higher elongation values, whereas the fabric treated with biopolish displays the lowest elongation values. This is attributed to the impact of the softening agent on fiber structure and bonding. The softener may diminish fiber elongation by filling voids and weakening fiber-to-fiber bonds, whereas biopolishing might bolster elongation by eliminating impurities and enhancing fiber flexibility. 40 Cotton blends with banana and sisal fibers exhibit maximum elongation values among various cellulosic fibers, likely due to the unique properties of these fibers enhancing fabric elongation when combined with cotton. However, increasing the blend ratio of these fibers diminishes overall elongation. 41
Figure 4 illustrates that the fabric’s tensile strength is lower in the weft direction compared to the warp direction (Figure 3), whereas elongation is greater in the weft direction compared to the warp direction (Figure 3). The variation in strength and elongation between the warp and weft directions in woven fabrics originates from their construction. While the warp direction, running lengthwise, typically comprises tightly packed yarns with higher thread counts, resulting in increased breaking strength and reduced elongation, the weft direction, where yarns are woven crosswise, exhibits contrasting properties. This discrepancy arises because warp yarns undergo greater tension during weaving, rendering them stronger and less elastic. The woven fabric made from a cotton blend with banana, sisal, and jute demonstrated superior tensile strength compared to other blends, likely due to the finer structure and smoother surface of banana fiber, which allows for better integration with cotton. This compatibility enhances fiber bonding and spinnability, resulting in a smoother, more uniform yarn that significantly boosts the tensile strength of the final product.
Figure 6(c) and (d) presents Dunnett’s analysis, which indicates that blends of cotton with sisal, jute, and banana fibers exhibit greater elongation than 100% cotton (control sample), while flax and hemp blends show less elongation. Sisal, jute, and banana fibers are more flexible and have higher aspect ratios (length to width ratios) than cotton, allowing them to stretch more before breaking, which results in higher elongation in the blended fabric. Conversely, flax and hemp fibers are characterized by their high strength and stiffness, making them less flexible with lower aspect ratios, leading to lower elongation in fabrics made from these fibers.
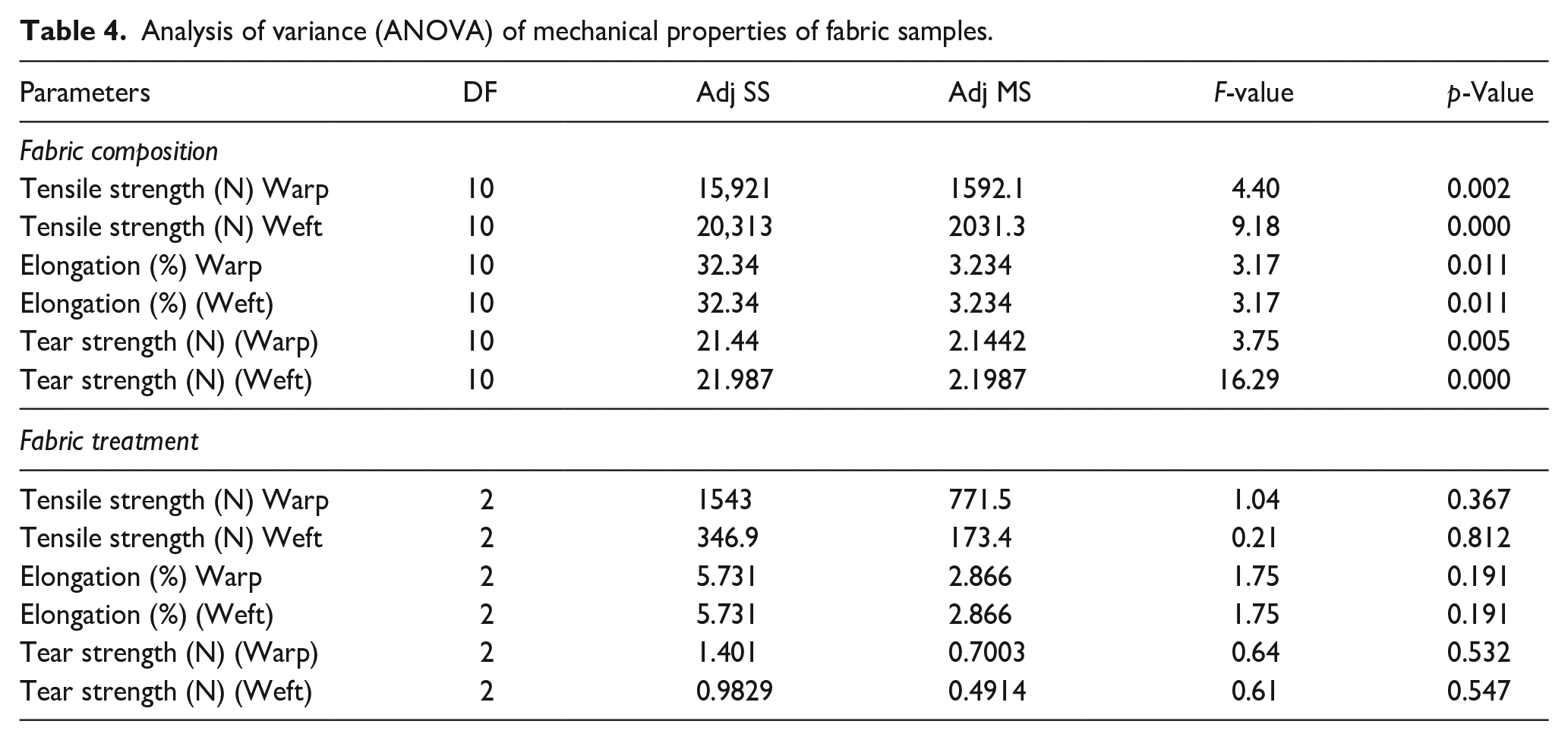
Analysis of variance (ANOVA) for various characteristics is given in Table 4, which shows statistically significant effect of fabric composition on tensile strength and elongation in both warp and weft directions (p-value < 0.05). However, the effect of fabric treatment was not significant for tensile strength or elongation (p-value > 0.05).
Analysis of variance (ANOVA) of mechanical properties of fabric samples.
Tear strength
Figure 5 displays the tear strength of fabric samples. Analysis of variance (ANOVA) as given in Table 4, shows statistically significant effect of fabric composition on tear strength in both warp and weft directions (p-value < 0.05). However, the effect of fabric treatment was not significant for tear strength or (p-value > 0.05).
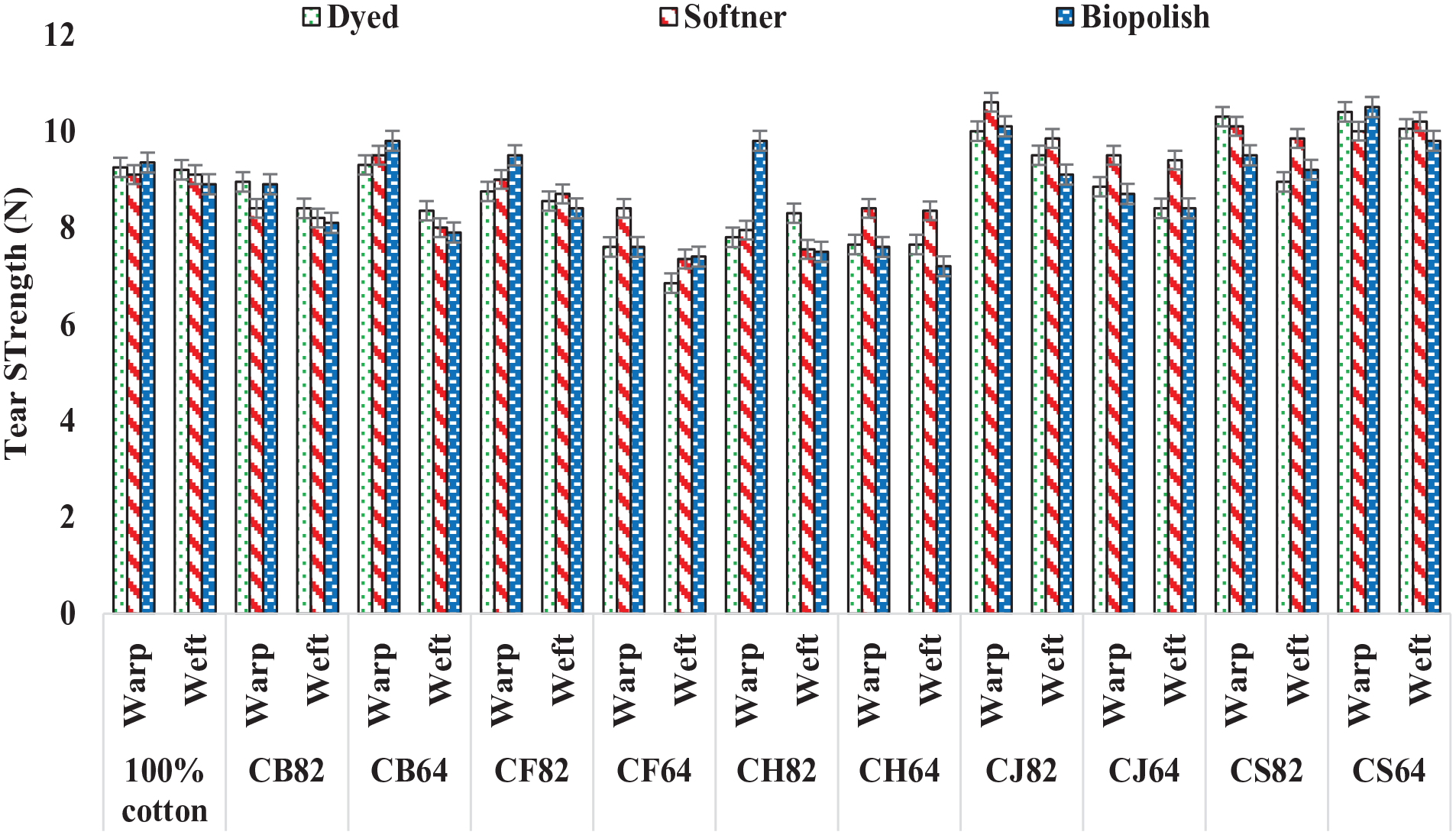
Tear strength of woven fabric samples.
It is evident from Figure 6 that fabrics composed of an 80:20 ratio exhibit greater tear strength than those with a 60:40 ratio. Additionally, cotton blended with sisal demonstrates the highest tear strength (10.4), whereas cotton blended with hemp exhibits the lowest value (7.6). The tear strength of fabric is often greater in the warp direction compared to the weft direction due to factors such as yarn density, yarn intersections, yarn mobility, and weave construction. Fabrics with higher yarn density, filament yarns, and weave structures that promote yarn mobility tend to exhibit higher tear strength, especially in the warp direction. 42
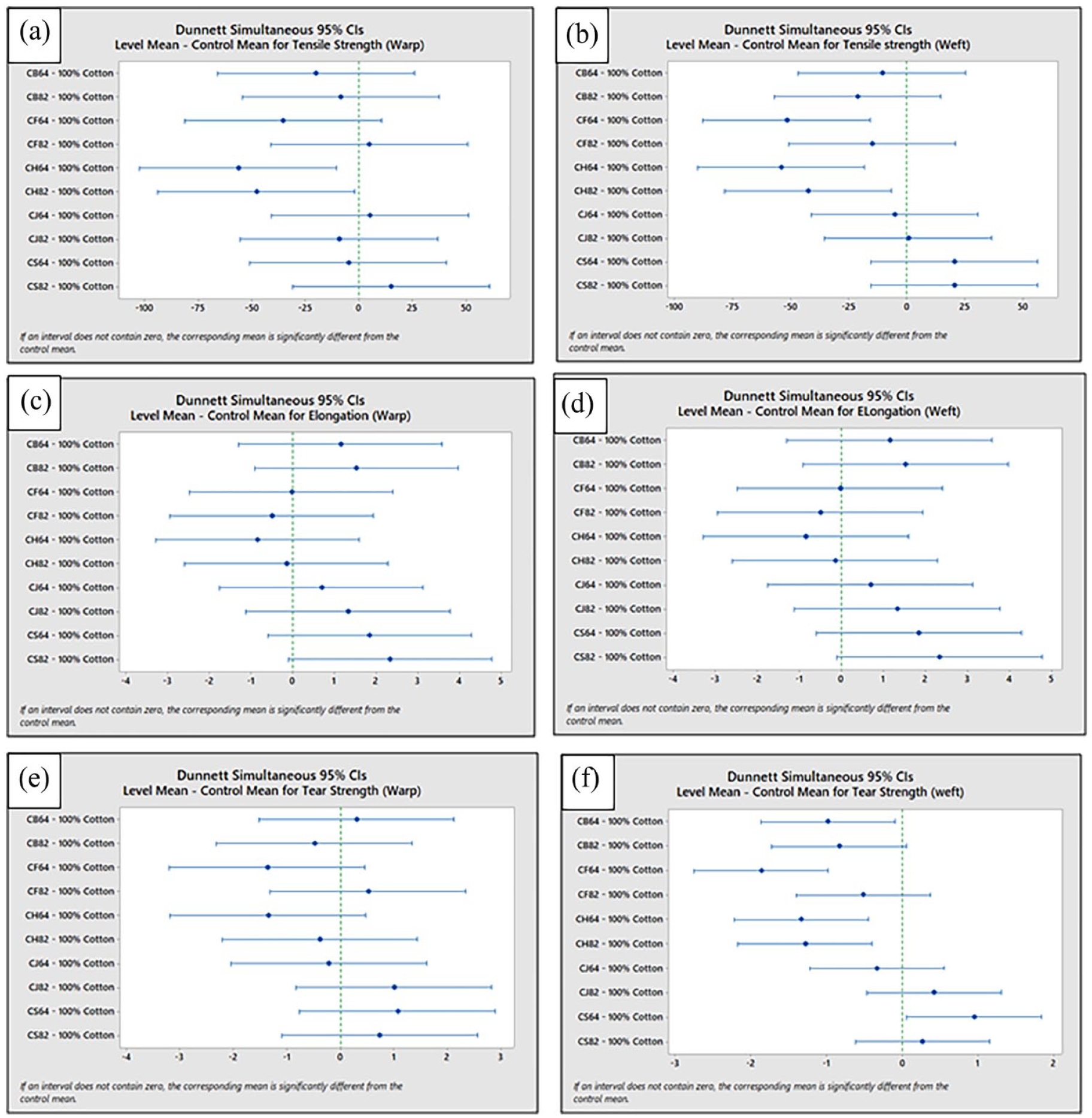
Dunnett analysis ((a) Tensile strength warp, (b)Tensile strength weft, (c) Elongation warp, (d) Elongation weft, (e) Tear strength warp, (f) Tear strength weft) of composition in comparison with 100% cotton.
The Dunnet’s analysis in Figure 6(e) and (f) reveals that cotton fabrics blended with jute, sisal, and banana fibers exhibit greater tear strength in both the warp and weft directions compared to the control sample made from 100% cotton. Conversely, blends with flax and hemp fibers demonstrate lower tear strength than pure cotton. Blended fabrics with other natural cellulosic fibers provide significant advantages compared to pure cotton, particularly in terms of tear and tensile strength. The addition of strong fibers like hemp and flax enhances durability, making these fabrics more resistant to wear, which is beneficial for long-lasting applications. Furthermore, blending reduces reliance on cotton, fostering sustainability by diversifying raw material sources and improving the environmental impact of the fabric. These benefits make blended fabrics a compelling choice for both apparel and home textile applications.
Comfort properties
Fabric hand characteristics
Figure 7(a) illustrates overall relative hand values (RHV) of each fabric with reference to 100% cotton fabric. Vertical columns represent RHV values, with error bars indicating standard deviation, demonstrating variability. The RHV of 100% cotton fabric serves as a reference with 0 RHV. For dyed fabrics, RHV values of 80:20 blends of cotton with banana, flax, hemp, jute, and sisal were 0.76, 0.88, 1.47, 1.72, and 2.72, respectively. Similarly, RHV values of 60:40 blends of cotton with these fibers were 0.79, 1.12, 1.5, 2.08, and 2.98, respectively.

PhabrOmeter Testing results: (a) Relative Hand value (RHV), (b) drape, (c) wrinkle recovery rate, (d) resilience score, (e) softness score, and (f) smoothness score of the woven fabrics.
The results indicate that increasing the fiber ratio of banana, jute, flax, and hemp from 20% to 40% leads to an increase in RHV value. This increase in RHV can be attributed to various factors including the texture, structure, and behavior of the fibers within the blend. When mixed with cotton, these fibers have the potential to modify the sensory perception and tactile sensation of the fabric, resulting in a higher RHV compared to pure cotton fabrics.43–45 Softener and biopolishing treatments decrease fabric RHV by improving sensory qualities and feel. Softeners lubricate fibers, reducing friction and creating a smoother texture, increasing perceived softness and comfort. Biopolishing, using enzymes, removes protruding fibers and fuzz, resulting in a smoother appearance and improved drape, contributing to a lower RHV.46–48
A lower RHV implies lower difference in overall handle of a fabric as compared to the 100% cotton reference fabric. The results indicate that mixing Sisal fibers in cotton results in the highest change in fabric hand whereas mixing Banana fibers results in the lowest change. Furthermore, softening and biopolishing treatments minimize change in fabric hand values, which initially increased due to mixing alternative natural fibers with cotton. Analysis of variance (ANOVA) given in Table 5 indicates that both the fabric composition and fabric treatment have statistically significant effect on fabric relative hand values (RHV) (p-value < 0.05).
Analysis of variance (ANOVA) for hand characteristics of the fabric samples.

Overall, softening or biopolishing treatments tend to decrease fabric drape index compared to the unfinished dyed samples, indicating improvement in fabric drape. The effect of treatments on drape index is more noticeable in case of cotton/flax blends. Fabric drape describes how a fabric behaves and appears when it is allowed to hang freely under its own weight. This characteristic is especially important in various applications where the visual appeal and fit of the fabric are crucial, such as in curtains, tablecloths, and clothing like skirts. Fabrics with good drape qualities are typically desired for garments that need to flow and move gracefully with the wearer, while stiffer fabrics might be chosen for more structured items.
Softness is an important characteristic in determining the comfort and feel of fabrics. Overall, there’s some improvement in softness scores across treatment methods (dyed, softener, biopolish), with samples treated with softener or biopolishing enzymes generally showing slightly higher softness scores, aligning with the intended goal of enhancing fabric softness. Contrary to softness, ANOVA results in Table 5, indicate significant difference in fabric smoothness due to composition (p-value < 0.05), whereas no significant effect of the fabric treatment on smoothness (p-value > 0.05).
Smoothness scores vary slightly among different cotton blend compositions. CJ82 (cotton: jute 80:20) consistently achieves the highest smoothness scores across treatments, implying favorable properties for achieving a smoother fabric surface within this blend composition. Similarly, CS64 (cotton: sisal 60:40) consistently demonstrates high smoothness scores, indicating favorable smoothness properties inherent in this blend composition. The effectiveness of treatment methods in impacting smoothness may vary based on cotton blend composition. For instance, CF82 (cotton: flax 80:20) samples treated with biopolishing exhibit significantly lower smoothness scores compared to other treatments, indicating potential limitations of biopolishing treatment for enhancing smoothness in this blend. Jute and sisal fibers offer a smoother surface and more uniform structure than fibers such as hemp, flax, and banana, which tend to have irregularities leading to a rougher texture. Their size and shape are more compatible with cotton fibers, promoting better interlocking and smoother integration in blends.
ANOVA results given in Table 5, indicate no significant difference in drape index due to fabric composition (p-value > 0.05), whereas a significant effect of the fabric treatment on drape index (p-value < 0.05). Figure 7(b) presents drape results for different fabric samples A lower value of drape index by Phabrometer indicates a better draped fabric. ANOVA results given in Table 5, indicate no significant difference in fabric wrinkle recovery values due to fabric composition or treatment (p-value > 0.05). The same is apparent in Figure 7(c). The results imply that mixing alternative natural fibers with cotton neither significantly improves nor deteriorates fabric wrinkle recovery, as far as plain woven fabrics made from 20 Ne yarn count are concerned. However, the same cannot claimed for other fabric constructions, counts or blend ratios.
ANOVA results given in Table 5, indicate significant difference in resilience due to fabric composition (p-value < 0.05), whereas no significant effect of the fabric treatment on resilience (p-value > 0.05). Resilience refers to the fabric’s ability to recover its original shape after deformation. Figure 7(d) shows that the resilience scores differ among various cotton blend compositions. CF64 (Cotton: Flax 60:40) consistently demonstrates superior resilience scores across treatments. Similarly, CJ82 (Cotton: Jute 80:20) also shows higher resilience scores, suggesting higher resilience properties inherent to this blend composition. Although there are no clear trends, mixing alternative natural fibers in cotton generally seem to increase fabric resilience, and the effect is more pronounced in case of flax and jute as compared to banana, hemp and sisal fibers.
ANOVA results given in Table 5, indicate surprisingly no significant difference in fabric softness due to composition or blend ratio (p-value > 0.05), whereas a significant effect of the fabric treatment on softness (p-value < 0.05). Figure 7(e) presents softness results for different fabric samples. A higher value of softness by Phabrometer indicates a softer fabric.
Figure 8(a) and (b) shows Dunnett’s analysis of cotton blended with various natural cellulosic fibers (banana, flax, hemp, jute, sisal) for RHV and resilience score, indicating that all blends have a higher relative hand value and resilience score than 100% cotton fabric. Fibers such as banana, flax, hemp, jute, and sisal often have a rougher surface texture compared to cotton. This roughness contributes to a higher perceived fullness and substance when the fabric is handled, resulting in a better hand value. Higher percentages of fibers with unique textures, like jute or banana, amplify the effect on hand value compared to smaller blend ratios.
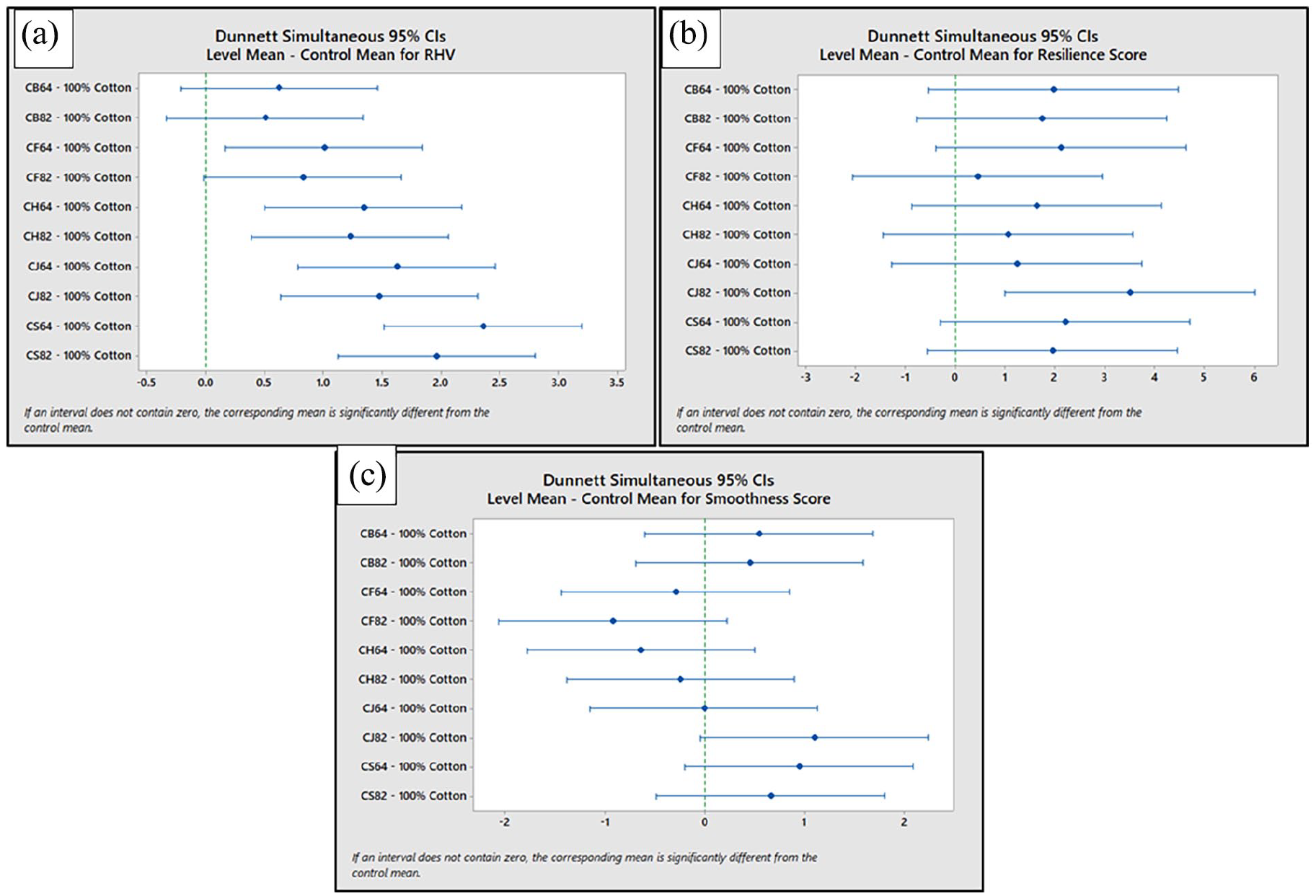
Dunnett analysis ((a) Relative hand value, (b)Resilience score, (c) Smoothness score) of composition in comparison with 100% cotton.
Figure 8(c) shows Dunnett’s analysis for smoothness score, cotton blend with sisal jute and banana fibers shows higher value of smoothness score than pure cotton while cotton blend with hemp and flax showed less value. Fibers such as banana are finer than cotton, and blending these finer fibers with cotton results in a smoother overall surface texture, leading to a higher smoothness score. Jute and sisal may have smoother surface textures compared to hemp and flax. Although these fibers might feel rougher than cotton individually, blending them with cotton in lower proportions might not significantly alter the fabric’s overall smoothness. In contrast, hemp and flax fibers, known for their high strength and stiffness, result in a less pliable and potentially rougher fabric compared to cotton or the finer jute, sisal, and banana blends.
Thermo-physiological comfort properties
Air permeability
Air permeability measures the ease with which air passes through a fabric, which is influenced by factors such as weave structure, fiber type, and treatment applied. Analysis of variance (ANOVA) showed statistically significant effect of fabric composition (p-value > 0.05), while no significant effect of fabric treatment on the water vapor permeability (p-value > 0.05).
When comparing air permeability values in Figure 9 across different treatments within the same fabric composition, the variations in air permeability can be observed. When CB82 (cotton:banana 80:20) fabric is dyed, it exhibits an air permeability value of 483.3 mm/s, which decreases to 457.5 mm/s with softener treatment and further decreases to 477.9 mm/s with biopolish treatment. These findings suggest that softener treatment leads to a slight reduction in air permeability compared to the dyed state, while biopolish treatment has a mixed effect, resulting in minor changes in air permeability values. 49

Air permeability results of the woven fabrics.
Across various treatments, certain fabric compositions consistently demonstrate either higher or lower air permeability values. For example, CB64 consistently exhibits lower air permeability compared to CB82, regardless of the treatment administered. Specifically, under the dyed treatment, CB64 registers an air permeability value of 478.7, whereas CB82 shows a value of 483.3. This consistency suggests that fabric composition significantly influences air permeability, with CB82 generally offering better breathability characteristics than CB64. Moreover, treatment methods can impact air permeability differently depending on the fabric composition. For instance, comparing CB82 and CH82, which initially have similar air permeability values under the dyed treatment, CB82 experiences a more pronounced reduction in air permeability with softener treatment compared to CH82. Banana fibers typically have a more open and porous structure compared to flax, hemp, jute, or sisal fibers, impacting fabric air permeability. Additionally, their finer diameter and potentially different interfiber bonding with cotton contribute to improved air passage through the fabric compared to blends with other fibers.50,51
Water vapor permeability
Water vapor permeability measures the ability of a fabric to allow water vapor to pass through it. Higher values indicate better breathability and moisture-wicking properties. Analysis of variance (ANOVA) showed statistically significant effect of fabric composition (p-value > 0.05), while no significant effect of fabric treatment on the water vapor permeability (p-value > 0.05). The results in Figure 10 show three values for each fabric composition, representing dyed, softener, and biopolish treatments. For instance, fabric composition CB82 exhibits water vapor permeability of 92.52 under dyed treatment, 94.36 under softener treatment, and 95.99 under biopolish treatment. This indicates that both softener and biopolish treatments typically improve water vapor permeability compared to dyed treatment across different fabric compositions. Softener and biopolish treatments improve water vapor permeability by smoothing the fabric surface, increasing fiber separation, and enhancing hydrophilicity, which facilitates moisture transfer. In contrast, dyeing can compact the fabric, reducing its ability to transmit water vapor. 49 For each treatment method, water vapor permeability values can be compared across different fabric compositions. For instance, under the softener treatment, fabric composition CJ82 exhibits the highest water vapor permeability of 97.33, while fabric composition CS64 has the lowest value of 93.25. This indicates that fabric compositions may have varying inherent abilities to allow water vapor to pass through, with some compositions being more breathable than others.

Water vapor permeability results of the woven fabric samples.
Overall, softener treatment seems to consistently enhance water vapor permeability across fabric compositions compared to the dyed treatment. Biopolish treatment also shows improvements in water vapor permeability, although the magnitude of the increase varies across fabric compositions. Dyed fabric generally exhibits lower water vapor permeability compared to treated fabrics, indicating that treatment methods play a significant role in enhancing the breathability of fabrics. Certain fabric compositions consistently exhibit high water vapor permeability across treatments, such as CJ82. However, others, like CF64, display variability in permeability values under different treatments, indicating that treatment effectiveness may depend on fabric composition. Overall, the study reveals that treatment methods and fabric compositions significantly influence water vapor permeability. Softener and biopolish treatments tend to improve breathability, while variations in fabric compositions result in differences in their ability to facilitate water vapor passage.
Moisture management properties
Figure 11 presents the overall moisture management capability of different fabric compositions under various treatments: dyed, softener, and biopolish. The values represent an index of moisture management capability, with higher values indicating better moisture management performance. One hundred percent Cotton fabric under the dyed treatment, the moisture management capability index is 0.86, which increases slightly to 0.88 and decreases to 0.84 under the softener and biopolish treatments, respectively. This suggests that softener treatment enhances moisture management capability, while biopolish treatment has a slightly negative impact. Softener treatment enhances moisture management by increasing fiber flexibility and hydrophilicity, improving moisture wicking and distribution. In contrast, biopolish treatment smooths the fabric surface and can compact the structure, reducing the fabric’s ability to wick and absorb moisture effectively.52,53 For CB82 fabric, the initial index was low at 0.56 under dyed treatment, but both softener and biopolish treatments increased it to 0.70, indicating enhanced capability. Conversely, CB64 fabric showed consistent capability across treatments, suggesting minimal impact. In CF82 fabric, while softener treatment maintained consistency, biopolish treatment led to a decrease to 0.62, implying a negative effect. CH82 fabric exhibited increased capability under both softener and biopolish treatments, indicating improvement. CH64 fabric experienced a decrease to 0.53 under softener treatment, but biopolish treatment restored it to 0.64. CJ82 fabric remained consistent across treatments, suggesting negligible effects. CJ64 fabric initially had a high index (0.75) under dyed treatment, which decreased slightly under subsequent treatments. CS82 fabric showed consistent capability, while CS64 fabric had the highest initial index (0.77), maintaining relatively high capability across all treatments.

OMMC results of the woven fabric samples.
Statistical analysis
ANOVA for thermo-physiological comfort properties of the fabric samples is given in Table 6. Air Permeability shows a significant difference among fabric compositions (F = 22.00, p < 0.001), indicating a substantial influence of composition on air permeability. Water vapor permeability also displays a significant difference among fabric compositions (F = 3.61, p = 0.006), suggesting an impact of composition on water vapor permeability. OMMC (Overall Moisture Management Capacity) significantly differs among fabric compositions (F = 5.50, p < 0.001), indicating a notable influence of composition on moisture management capacity. Air Permeability, Water Vapor Permeability, and OMMC do not differ significantly among treatment methods.
ANOVA for thermophysiological comfort properties of the fabric samples.

Figure 12(a) shows Dunnett’s analysis of cotton blended with various natural cellulosic fibers (banana, flax, hemp, jute, sisal) for air permeability, indicating that all blends have a higher air permeability than 100% cotton fabric. Natural cellulosic fibers, particularly banana and certain types of flax, often have a finer diameter compared to cotton. Fabrics made with these finer fibers typically possess more void spaces between the yarns, enhancing air circulation and increasing air permeability. Additionally, many of these fibers, such as flax and hemp, contain a hollow core called a lumen. This internal air space significantly contributes to the fabric’s overall breathability. In contrast, cotton fibers have a smaller lumen or may lack one entirely, which affects their breathability.

Dunnett analysis ((a) air permeability, (b) water vapor permeability, (c) OMMC) of composition in comparison with 100% cotton.
Figure 12(b) shows Dunnett’s analysis of cotton blended with various natural cellulosic fibers (banana, flax, hemp, jute, sisal) for water permeability, indicating that blending with jute and hemp showed higher water vapor permeability than 100% cotton fabric. Jute and hemp fibers typically have a larger diameter compared to cotton, which often translates to a larger lumen (hollow core) within the fiber, allowing for a more direct pathway for water vapor to travel through. Additionally, the rougher surface texture of jute and hemp fibers increases the overall surface area, potentially enhancing the points of contact for water vapor to escape the fabric.
Figure 12(c) shows Dunnett’s analysis of cotton blended with various natural cellulosic fibers (banana, flax, hemp, jute, sisal) for Overall Moisture Management Capability (OMMC), indicating that all blends exhibited lower OMMC values than 100% cotton fabric. This lower OMMC value in blends may be due to the intrinsic properties of the natural cellulosic fibers. These fibers often have a larger diameter and a more pronounced lumen (hollow core), which can lead to increased water retention within the fiber structure. Additionally, the rougher surface texture and higher stiffness of fibers like jute, flax, and hemp may disrupt the smooth moisture transport pathways present in pure cotton fabrics, reducing the overall efficiency of moisture management in the blended fabrics.
Based on the study’s findings, we suggest that cotton blended with natural fibers such as flax, hemp, banana, and jute demonstrates superior strength and durability compared to pure cotton fabrics. These blends offer enhanced tear and tensile strength, which makes them suitable for applications requiring greater longevity and resilience. Blending cotton with natural fibers like flax, hemp, jute, and banana enhances sustainability and durability. The cost of cotton of these blended fiber-based products may slightly be increased. This slight increase is due to the fiber softening process. However, these fibers can be blended and processed on already installed conventional textile machinery setups to produce yarns and fabrics. Therefore, the cost of production may not be increased significantly. Additionally, the sustainability benefits of these fibers support eco-friendly practices by reducing reliance on water-intensive cotton production. The study highlights that blended fabrics can effectively replace pure cotton in specific applications. While cotton is valued for its softness, blends with natural fibers offer enhanced durability, making them suitable for workwear, home textiles, and outdoor fabrics. With improved processing techniques to enhance cost and efficiency, these blends align with sustainability goals and meet the growing demand for eco-friendly materials.
Conclusion
This study successfully developed cotton blends with other natural cellulosic fibers by using two blend ratios (80:20 and 60:40) of cotton and alternative natural fibers to create yarns and woven fabrics, aiming to reduce cotton consumption and explore the potential of other natural cellulosic fibers for textile applications. Fabrics with higher cotton content generally have greater tensile strength. Softener-treated fabrics had lower tensile strength but higher elongation, while dyeing and biopolishing improved strength and reduced elongation. Statistical analysis confirms the significance of fabric composition on mechanical properties, while treatment processes such as dyeing, softener treatment, and bio polish show minimal effects. Fabric composition notably impacts Relative Hand Value (RHV), with blends like banana, jute, flax, and hemp differing from pure cotton. Softener and biopolish treatments improve RHV and fabric texture, while drape properties are enhanced in blends with flax or jute. Wrinkle recovery rates are better with treatments, and resilience scores are more affected by fabric composition than treatments. Softness and smoothness scores slightly improve with treatments. Air permeability is mainly influenced by fabric composition, with blends like CB82 showing better breathability than CB64. While softener and biopolish treatments can slightly affect air permeability, fabric composition is the key factor. For water vapor permeability, treatments like softener and biopolish enhance breathability more effectively than dyeing, but composition remains crucial, with some blends like CJ82 maintaining higher permeability values. OMMC results indicate that softener treatment generally enhances moisture management capability across different fabrics, while biopolish treatment often reduces it. Fabrics like CB82 and CH82 show improved moisture management with treatments, whereas others, such as CB64 and CJ82, exhibit minimal changes or slight declines, demonstrating variability in treatment effectiveness. In conclusion, reducing cotton consumption in clothing applications can be achieved by blending it with other natural cellulosic fibers, which offer comparable properties to pure cotton, presenting a sustainable approach for textile production.
Footnotes
Availability of data and material
The data will be made available as per requirement.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Higher Education Commission of Pakistan under GCF-63.
Ethics approval
Not applicable.
Code availability
Not applicable.
Consent to participate
Not applicable.
Consent for publication
Not applicable.