
Abstract
In this study, the effect of process parameters of 100% viscose air-jet spun yarns produced by Autoairo spinning machine on tensile properties of plied yarns were investigated. Spinning draft, delivery speed, and count of single yarn besides the twist of plied yarns were selected as process parameters. The count of plied yarn was Ne 7.5 which is one the most common yarns used as plied yarn in machine made carpet industry. The Taguchi L18 orthogonal array method was used to evaluate the effect of process parameters on physical and mechanical properties of plied yarns. The significance of independent variables on breaking strength and breaking elongation of plied yarns was evaluated statistically based on Taguchi and ANOVA method at 95% confidence level. Moreover, the Scanning Electron Microscopy (SEM) method was used to evalute the longitudinal cross section of yarns. Our findings confirmed the aforementioned parameters have different effect on tensile properties of single and plied yarns.
Introduction
During the last century, the production of yarn has been accomplished by modern spinning processes such as Murata Vortex spinning machines (MVS) and Rieter air-jet spinning machines. The Saurer company recently launched its latest product, the Autoairo spinning machine. This spinning technology is for the production of air jet spun yarns. These yarns are known because of their highly durable and resistant to pilling. Several variables in the air-jet spinning machine affect the yarn's properties. These significant variables include the delivery speed 1 , draft ratio 2 , nozzle air pressure 1 , nozzle design 3 , distance between the spinning tip and the front drafting roller's nip line, and spinning tip diameter.
Several researchers have investigated the relationship between machine variables and air jet-spun yarn characteristics4,5,6,7. Tyagi noted that the breaking strength of polyester-cotton MVS yarns tends to increase as the yarns become coarser, and the linear density affects the optimum pressure required for these yarns. With an increase in nozzle distance, the tensile properties initially exhibit an increase, and then a decreasing trend is observed. It was reported that decreasing delivery speed improves tensile properties 8 . Basal and Oxenham investigated the effect of vortex machine variables on yarn characteristics. One of the most effective variables was the distance between front roller and the spinning tip. Shortening this distance improves yarn evenness, imperfection, and hairiness. Despite decreasing delivery speed and spindle diameter, increasing nozzle angle and air pressure reduces hairiness 9 . Mertová carried out the delivery speed and spinning air pressure affected the structural properties of yarns such as wrapper fiber angle and fiber distribution in the yarn structure 10 . The yarn diameter, unevenness, and tensile properties reflected its structural properties 11 . Ortlek concluded that the increase in delivery speed has a negative influence on the tensile properties of yarn. The improvements in hairiness and tensile properties of MVS yarns were observed as a consequence of the increased nozzle pressure, owing to better wrapping of fiber 12 .
Plying, also known as folding method, refers to the process of joining two or more yarns together. This method is used to enhance the breaking strength, elongation, regularity, abrasion resistance, evenness, luster, bulkiness, and appearance of yarn13,14. Several studies have discussed the plied yarn quality and characteristics. In a study conducted by Lin, the focus was on investigating the impact of twist direction on the physical properties of a piled yarn produced by Rotor Twister system. The research aimed to understand how different factors may affect the characteristics of plied yarn 15 . Eldeeb found that twisting plied yarn in the opposite direction of the single yarn wrapper fibers resulted in several advantages. The research concluded that this method led to higher breaking strength, increased hairiness, and a lower rate of snarling compared to twisting in the same direction 16 . Palaniswamy examined the influence of single-yarn twist and ply to single-yarn twist ratio on the evenness, hairiness, and abrasion resistance of two-ply cotton yarns. It has been observed that the level of hairiness in such yarn tends to decrease as either the single-yarn or ply twist increases 17 . Zaghouani compared the quality of hybrid-plied yarns (including ring and open-end) with open-end-plied and ring-plied yarns. It has been found that hybrid-plied yarns have a better quality than the open-end-plied ones and are very close to the ring-plied yarn index 13 . As reported by Dhamija, among the different spinning systems, including ring, compact, vortex, and rotor spinning systems, vortex yarns exhibited the minimum percentage increase in yarn diameter after plying 4 . In a study conducted by Ömeroğlu, it has been found that the maximum breaking strength of yarns is typically achieved at lower ply twist levels when the yarns are coarser. This finding sheds light on the relationship between ply twist levels and the breaking strength of yarns 18 . Huang predicted the breaking strength of a two-ply yarn made of continuous filaments using a mathematical model with few parameters. The breaking strength of the ply yarn depended on the single yarn's properties and the cohesion forces among the single yarn 19 . In the carpet manufacturing industry, the use of air jet yarn as pile yarn is a common practice. However, to achieve desired properties such as high linear density, soft handle, and good tensile properties, it is necessary to ply the single yarns.
In this study, the impact of some of Autoairo’s variables of the spinning process and also the linear density of single yarn on tensile properties of plied yarns was investiagted. One of Autoairo’s variables was the spinning draft which was calculated by dividing the speeds between the delivery roller and the take-off roller20,21. Additionally, three levels of twist were examined to determine their effect on the final properties of the plied yarn. By examining these variables, a better understanding of effectiveness of parameters of spinning machine and yarn density can influence the quality of plied yarn as the final product, can be obtained. This knowledge can help carpet manufacturers optimize their production processes and ensure that the resulting yarn meets the desired standards for softness and breaking strength. Overall, this study contributes to the ongoing efforts in the carpet manufacturing industry to improve the quality and performance of air jet yarn by exploring the relationship between spinning machine variables (delivery speed, spinning draft), yarn density, and twist levels.
Material and method
In this investigation, the 100% viscose yarns were spun using a Saurer air-jet spinning machine known as Autoairo. The characteristics of viscose fibers can be found in Table.1. The count of sliver for production of Ne 30 and Ne 37.5 yarns was 3.5 and 3.1 ktex respectively. The air pressure on Autoairo spinning machine was 5.5 bar and spinning tip diameter was 1.2mm. The distance between rollers in premilary field, middle field and main field are 45, 40 and 44.5 mm respectively for both top and bottom rollers. Moreover, the 1st predraft(break draft) and 2nd predraft(intermediate draft) were 2.00 and 3.10, respectively. Therefore, the main draft for Ne30 and Ne37.5 were 28.68 and 31.75.
Viscose fiber characteristics.

The Xeno1 assembly winding machine (“SSM”, Germany, 2018) was used to assemble single yarns in a parallel manner. Then, the NOVO Two-for-One twisting machine ("QUINGDAO”, China,2018) machine was employed to twist parallel yarns. Since the air jet single yarns had Z-wrapper fiber, the twist direction applied by TFO machine was in S-direction.
The Taguchi parameter design study was performed using Minitab Version 16.0. This study examined the various control factors influencing the tensile properties of single and plied viscose Autoairo yarn. For both single and plied yarns, two orthogonal arrays, L18, were used, as shown in Tables 2 and 3, respectively. Control factors for single yarns included yarn count, delivery speed, and spinning draft. For plied yarns, four factors were considered: number of plies, twist, spinning draft of single yarn, and delivery speed of single yarn. This study utilized a two-level design to examine the effects of count and the number of plies. Moreover, a three-level design was used to investigate the impact of the other parameters. In Tables 4 and 5, control factors and levels of single and plied yarns were presented, respectively.
L18 Taguchi array of single yarns.

L18 Taguchi array of plied yarns.

Control factors and levels of single yarn.

Control factors and levels of plied yarns.

To determine the tensile properties of single and plied yarns, the ASTM-D2256 standard test method was followed. A Zwick tensile tester 1446 that works based on CRE method was used to manage the tensile tests. The longitudinal surface of viscose yarns was examined by a microscope equipped with a digital camera in 40x magnification. The evenness and hairiness of single yarns were examined by Uster tester 5 with a speed of 400 m/min. Each sample was tested five times.
Additionally, Scanning Electron Microscopy (SEM) was employed to analyze the structure of the viscose yarns. SEM images were captured using a ZEISS, at an acceleration voltage of 20 kV, to observe the longitudinal surface structure of the yarns. This method allowed for detailed examination of the fiber alignment and surface characteristics, essential for understanding the impact of the spinning parameters on yarn structure and quality.
One-way ANOVA Statistical analysis was performed using Minitab Version 16.0 to determine the effect of the process variables of Autoairo spinning machine on tensile properties at the significance level of 0.05. Test results were analyzed by Tukey for classification and ranking of the yarn properties.
Result and discussion
According to the principles of Taguchi test method, using L18 orthogonal array, a larger and better analysis was selected for investigating the tensile properties of yarn performance, meaning the larger tensile properties are considered as the better condition for the yarn samples. The experimental results and signal-to-noise ratio (S/N) for tensile properties of single and plied yarns are listed in Tables 6 and 7, respectively.
The experimental results and S/N ratios for tensile properties of single yarns.
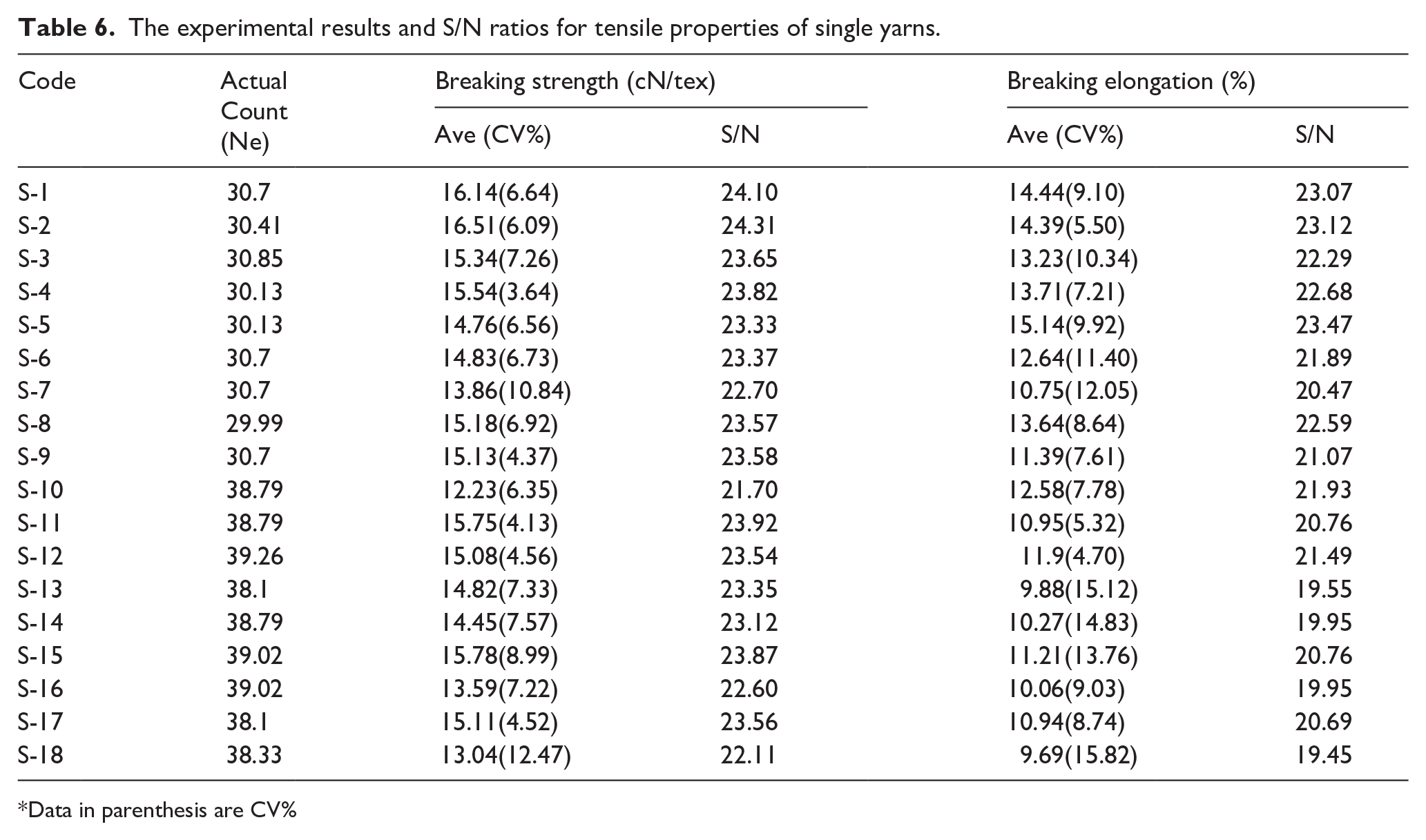
Data in parenthesis are CV%
The experimental results and S/N ratios for tensile properties of plied yarns.

Data in parenthesis are CV%
Breaking strength of single yarns
Table 8 shows the S/N ratio response table, and Figure 1 shows the main effects plot for S/N ratios of single yarns for the breaking strength properties. As shown in Table 8, the rank of influential factors on the breaking strength of single yarn respectively is delivery speed, spinning draft, and yarn count. The optimal combination of parameters can be observed in the response graph depicted in Figure 1. The optimal set of parameters for breaking strength are spinning draft of 0.97, speed of 400 m/min, and yarn count of Ne30.
Response breaking strength table for S/N ratios single yarn.

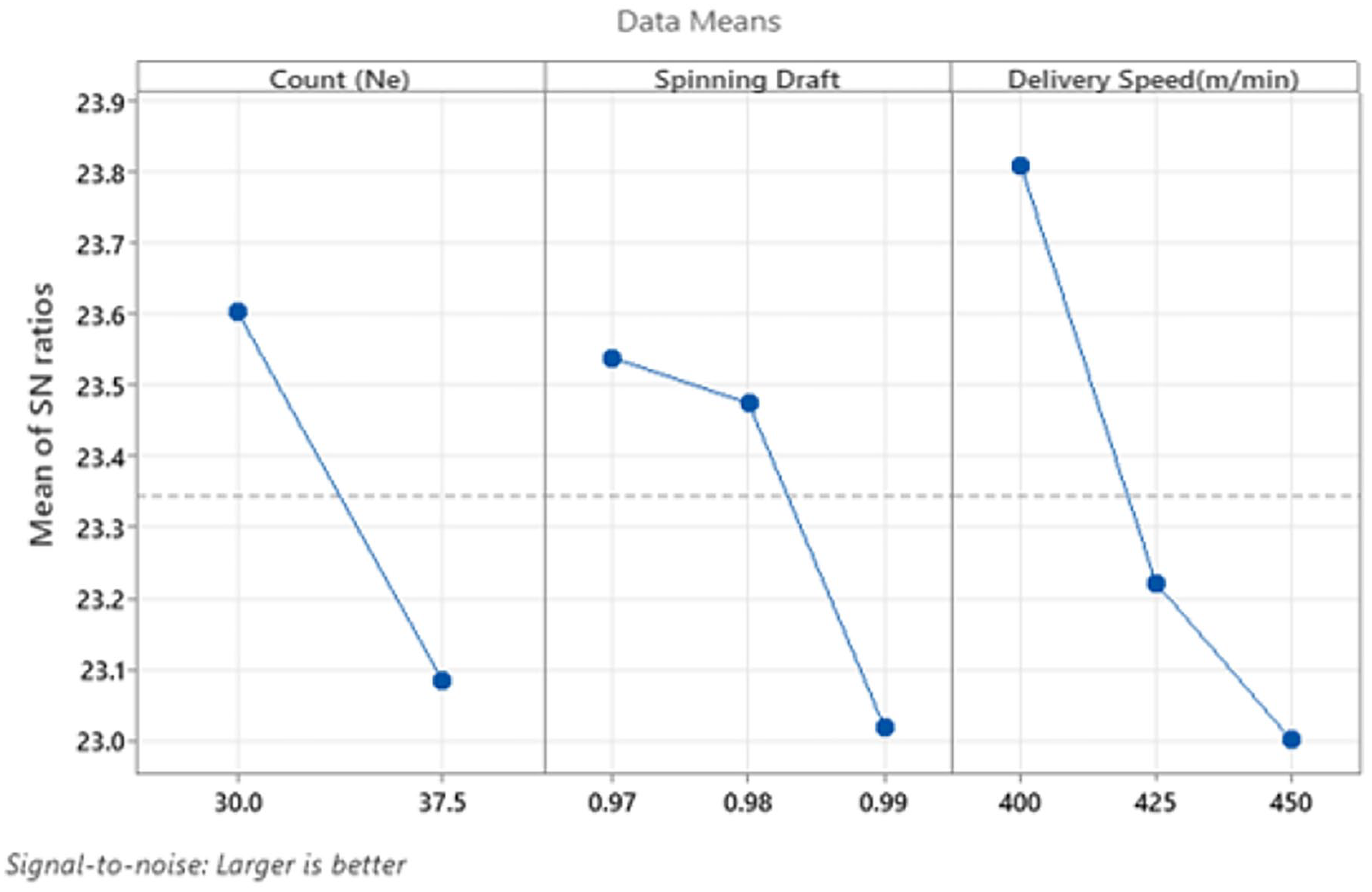
Main effects breaking strength plot for S/N ratios of single yarns.
The best spinning draft was found 0.97(less level). It could be explained by the fact that the higher length of synthetic fibers will be more constrained, and it will be difficult to achieve in the open-end configuration. In this case, decreasing the spinning draft, results in loosening constraint on fibers between the front roller and spindle to give an open-end configuration. The decrease of spinning draft results in lower tension on the flow of fiber 22 . Consequently, wrapper fibers can be more easily separated from core fibers and better wrapping around the core part of yarn. Therefore, the breaking strength of the resulting yarn will be increased. As shown in Figure 2, the SEM image of longitudinal cross section of sample S-1(Figure 2a) in compare to S-9(Figure 2c) and sample S-10(Figure 2d) in compare to S-16(Figure 2f) confirms this explanation where more regular and higher proportion of wrapper fiber can be observed. Statistical analysis of variance at 95% confidence revealed that all independent parameters (count, spinning draft, and delivery speed) have a significant effect on breaking strength. The p-value for three independent parameters was zero.

SEM longitudinal images of Autoairo yarns: a) Code S-1(Count:Ne30 / Spinning draft:0.97 / Delivery speed:400m/min),b) Code S-3(Count:Ne30 / Spinning draft:0.97 / Delivery speed:450m/min),c) Code S-9(Count:Ne30 / Spinning draft:0.99 / Delivery speed:400m/min),d) Code S-10(Count:Ne37.5 / Spinning draft:0.97 / Delivery speed:450m/min), e) Code S-11(Count:Ne37.5 / Spinning draft:0.97 / Delivery speed:400m/min), f) Code S-16(Count:Ne37.5 / Spinning draft:0.99 / Delivery speed:450m/min)- (Magnification:100).
In Figure 1, it can be observed that the breaking strength value has improved while the delivery speed has decreased 4 . It can be explained as follows: The yarn delivery speed controls time that fibers remain in the yarn formation zone. This zone refers to the area where fibers forms core and wrap part. While the delivery speed increases, the efficiency of airflow on fiber strand decreases. This reduction in airflow effectiveness is attributed to the reduced time for fibers to whirl over a hollow spindle. Consequently, although the wrapper fiber angle reduces in relation to yarn axis, moreover there is an increase in the occurrence of irregular wrappings, unwrapped sections, and wild fibers as can be observed in Figure 2b(S-3 sample) for Ne 30and 2d(S-10 Sample) for Ne 37.5 yarn which were produced by 450m/min delivery speed. On the other hand, a reduction is noted in the occurrence of tight regular wrappings and long wrappings as illustrated in Figure 2a(S-1 Sample) for Ne 30 and 2e(S-11) for Ne 37.5 yarn samples which were produced by 400m/min delivery speed 12,22.
In constant air pressure, it seems that the Ne 30 which is coarser yarn, constitutes a higher proportion of core to wrapper fiber in comparison to finer one (Ne 37.5). As a fact, the main load is carried by core fibers. Consequently, as can bee seen in Table 6, coarser yarns have shown higher breaking strength in most cases.
Breaking elongation of single yarns
The S/N ratio response table and the main effects plot for S/N ratios of single yarns for breaking elongation properties are shown in Table 9 and Figure 3. Based on Table 9, The rank of influential factors on the breaking elongation increased in the order: yarn count > spinning draft > delivery speed.
Response breaking elongation table for S/N ratios single yarn.


Main effects breaking elongation plot for S/N ratios of single yarns.
Figure 3 illustrates the optimal combination of parameters. The optimal parameters for breaking elongation are a spinning draft of 0.97 and a yarn count of Ne 30. The effect of delivery speed on breaking elongation has no significant trend that can be evidenced by result of ANOVA test.
A clear relationship can be observed between yarn count and breaking elongation. Figure 3 supports the notion that finer yarn tends to have lower elongation. Finer yarns have a higher proportion of wrapper to core fiber which raises the possibility that finer yarns could potentially contribute to a reduction in fiber slippage which causes the decrease of breaking elongation.
The second effective parameter for breaking elongation was spinning draft. It was observed an increase in breaking elongation due to the decrease of spinning draft. The reduction of the spinning draft may causes less tension in the fibers, which in turn leads to an increased crimp of the core fiber during wrapping of fiber.
A statistical analysis of variance was conducted at a 95% confidence level, which revealed that two independent parameters, count and spinning draft, had significant effects on breaking elongation. The p-value for the two independent parameters was found to be zero, indicating a significant relationship. Additionally, the spinning draft parameter had a p-value of 0.725, demonstrating a non-significant relationship.
Breaking strength of Plied yarns
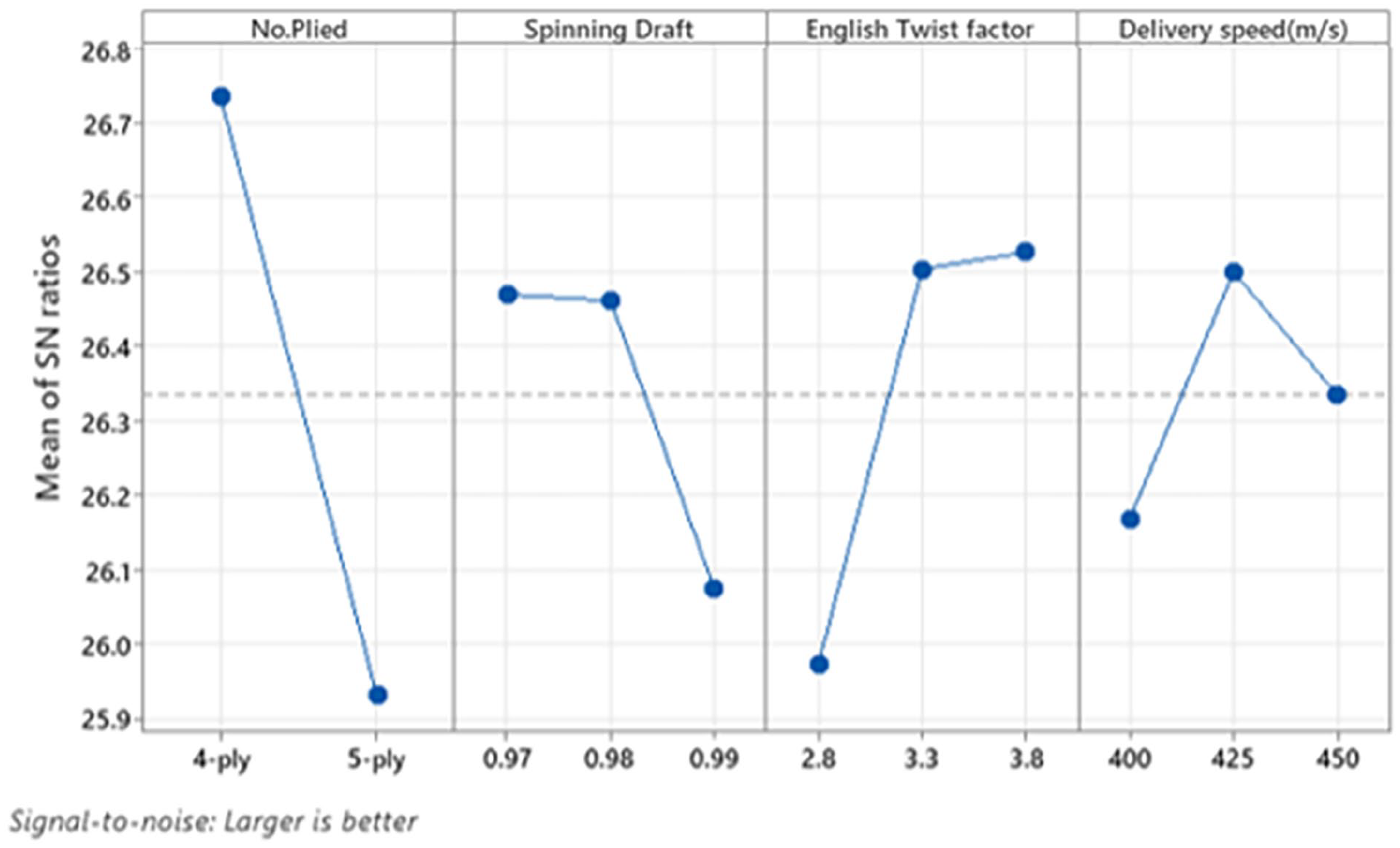
Table 10 displays the response table for the S/N ratio of the breaking strength of the plied yarns. Additionally, Figure 4 illustrates the main effects plot for S/N ratios of plied yarns that depicts the characteristics of breaking strength for the plied yarns. The influencing factors were ranked in the following order: spinning draft, delivery speed, number of plies, and twist. The optimum sets of characteristics for breaking strength are the spinning draft of 0.98, delivery speed of 425 m/min, number of plies of 4, and the optimum value of English twist factor for 5-plied yarn is αe=3.8 and for 4-plied yarn αe=2.8.
Response breaking strength table for S/N ratios plied yarn.


Main effects breaking strength plot for S/N ratios of plied yarns.
When comparing the impact of the number of plies on breaking strength, it is crucial to ensure that the linear density remains constant. Therefore, in the production of 4 and 5-plied yarns, a combination of different strands of yarn is utilized. Specifically, these yarns consist of four strands of Ne 30 yarns and five strands of Ne 37.5 yarns. As depicted in Figure 5, the results indicate that the 4-plied yarns exhibit a higher level of breaking strength compared with 5-plied yarns. Although it seems that the fine yarns must have more contact surface in plied yarn structure, the reduction of breaking strength of 5-plied yarns compare with 4-plied ones revealed that the reduction of breaking strength of Ne 37.5 single yarn has not followed a linear trend compare with Ne 30 yarn. This trend can be seen in Table 6 where breaking force of single yarns have been presented.

Interaction between the number of plied and twist.
As mentioned before, ply twist in the S-direction being opposite to single twist, single yarns begin a helix path around each other and twist reversely at the same time. The twisting process of plied yarn can be divided into three phases.
Phase 1: It has been noted that the angle formed between the wrapper fibers and the axis of a single yarn is gradually decreasing as a result of an accompanying increase in twist. In other words, decreasing this angle leads to loosening wrapper fibers on the surface of single strands. By increasing the ply twist, the untwisting of the wrapper fibers occurs further until the twist becomes zero. Moreover, at the same time it is possible that the parallel fibers in the core are twisted in S-direction that may have positive effect on yarn breaking strength because of more inter-fiber friction.[may be the figure of yarn cross section show this idea}
Phase 2: the wrapper fibers are twisted in the reverse direction, specifically turning to S-direction. It causes wrapper fibers to contribute towards the breaking strength of the structure.
Phase 3: Achieving maximum breaking strength is possible at the optimum twist. Any additional twist beyond this point will lead to a decrease in breaking strength. The reason could be due to obliquity of the core fibers23,4.
Analysis of the effect of twist on plied yarns breaking strength reveals that twisting affects 4-plied yarns differently than 5-plied yarns. The effect of twist on breaking strength properties is integrated with a number of plies. The interaction graph between a number of plies and twist is illustrated in Figure 5. The optimum twists for maximizing breaking strength of 4 and 5-plied yarns are 2.8 and 3.8, respectively. This figure exhibits a rising trend for breaking strength in 5-plied yarns when the twist is increased. The occurrence of this phenomenon can be attributed to the presence of yarns in Phase 2. However, a diminution trend for breaking strength of 4-plied yarn is observed. The rationale behind this observed trend can be referred to the Phase 3 of the influence twisting process on the tensile breaking strength of plied yarns.
Based on the result of the ANOVA two-way test, the interaction between numbers of plied and twist has a significant effect on breaking strength.
The effect of spinning draft on breaking strength of plied yarns is dependent on single yarns and the yarns produced by 0.99 spinning draft showed the lowest value of breaking elongation. Moreover, the result of Tukey's test indicated that the difference between breaking elongation of samples produced with 0.97 and 0.98 spinning draft was not observed (Table 11).
Grouping Information Using the Tukey Method and 95% Confidence for Spinning Draft.

Since the delivery speed showed the lowest effect on breaking strength of single yarns, no clear effect was observed on breaking strength of plied yarns, and the specific trend was not observed.
Statistical analysis of variance at 95% confidence revealed that two independent parameters (number of plied, spinning draft) have a significant effect on breaking strength. The p-value for three independent parameters was zero and the other parameter, delivery speed and twist had no significant effect.
Breaking elongation of plied yarn
Table 12 presents the response table for the S/N ratio, while Figure 6 displays main effects of breaking elongation plot for S/N ratios of plied yarns. According to the findings presented in Table 12, ranks of effective factors on the breaking elongation increased in the order: number of plies > twist > spinning draft > delivery speed. The optimum values of characteristics for breaking elongation are the number of plies of 4, twist of 3.8, spinning draft of 0.97, and delivery speed of 425 m/min.
Response breaking elongation table for S/N ratios plied yarn.

Main effects breaking elongation plot for S/N ratios of plied yarns.
The 5-plied yarns exhibit lower breaking elongation compared to the 4-plied yarns. The 5-plied yarns consist of finer single yarns that possess a greater specific surface, leading to more cohesion between the single yarns. Increased cohesion causes a corresponding rise in the resistance of single yarns to slippage. The observation of reduced breaking elongation in 5-plied yarns is attributed to the aforementioned phenomenon. Moreover, the breaking elongation of fine count yarns is lower than coarse ones.
Based on Figure 6, by increasing the spinning draft up to 0.99 the breaking elongation of plied yarns has decreased. This trend is more and less the same as the breaking elongation of single yarns. The decrease of fiber breakage phenomena during tensile test compared with fiber slippage because of the reduction of wrapper fiber in yarn structure may be the related reason to observe this trend.
The relationship between twist and breaking elongation is depicted in Figure 6. It can be observed that an increase in the twist results in a corresponding increase in breaking elongation. This trend can be due to the increase of twist angle of single yarns in plied yarn, and therefore the increase of length of single yarn in plied yarn structure.
Evaluation Figure 3 and Figure 6 revealed that the effect of delivery speed on breaking elongation of single and plied yarns does not have the same trend. In plied yarns, the maximum breaking elongation was observed at 425m/min speed
The effectiveness of delivery speed was at least in breaking elongation of plied yarns. This trend can be related to fiber slippage phenomenon during extension. It seems that during the extension of single yarn the fiber slippage is a dominant phenomenon for breaking elongation decrease; but the inter-fiber friction because of yarn twist diminishes this phenomenon in plied yarn structure and therefore no specific trend was observed. On the other hand, it can be said that the lower wrapping angle on the yarn structure by increasing the delivery speed up to 425 m/min has been caused lower surface roughness and more contact surface between the single yarns in plied yarn structure. But by increasing the delivery speed up to 450m/min this characteristic was not effective and the reduction of breaking elongation of single yarn was dominant parameters.
Statistical analysis of variance at 95% confidence revealed that all independent parameters (number of plied, spinning draft, twist, delivery speed) have a significant effect on breaking elongation. The p-values for number of plied, twist, delivery speed, and spinning draft were 0.000, 0.000, 0.025, and 0.002 respectively.
Conclusion
Tensile properties of viscose air-jet plied yarns were evaluated based on L18 Taguchi array. Our finding revealed that the number of plies and twist of plied yarn are the most dominant parameters on breaking elongation of plied yarns, respectively. Moreover, the spinning draft and delivery speed of single yarn have shown the dominant effect on breaking strength of plied yarns. The SEM image of yarns and the structure of wrapper part of yarn confirmed this trend. Since the effective parameters on tensile properties of plied viscose air-jet yarns are different, it was concluded that to get the optimum values of tensile properties of plied yarns, both the production parameters of single yarns and plied yarns must be considered. The number of plies did not show the same effect on breaking elongation and breaking strength, but generally, the four plied yarns i.e., Ne 30 yarns, have better tensile properties. Because of invisible difference between the twists, the 3.3 twist and the delivery speed of 425 m/min are recommended. Both 0.97 and 0.98 values of spinning draft are finally recommended to get the optimum values of tensile properties, although in single yarns the lowest value of the spinning draft i.e., 0.97 clearly showed better results. This means that the interaction between the dependent parameters in plied yarn has shown its effect on tensile properties.
Footnotes
Data availability statement
All data that support the findings of this study are included in this manuscript.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.