
Abstract
Cotton linen blended yarn especially a higher percentage of flax in blend ratio is challenging and complex to run with conventional system of machinery. In this study a newly developed separator was implemented in the finisher draw frame and mechanical compact system used for the production of sustainable cotton/flax (40/60) blended yarn. It was observed that innovative separator with double apron in the finisher draw frame prevents the lapping effect and smooth running of slivers through the drafting system. The test results explored that IPI values of blended yarn reduced by 31% and CSP and tenacity increased by 20% and 15% respectively after using a separator and magnetic compact device in the process of spinning. The research findings indicated that the utilization of a separator and compactor resulted in the lowest hairiness value of 4.56 compared with the other three different types of process. All the test results were measured numerically and evaluated statistically with a one-way analysis of variance (ANOVA). Blender software was used for the development of separator design and finally produced in a local workshop.
Introduction
Cotton fiber plays a very important role in the textile garment industry and upholstery application throughout the world. It is a natural seed vegetable fiber and due to its softness, absorbency, and strength different qualities of apparel products are produced from cotton fiber.1 –5 Nowadays, the cultivable land for cotton fiber is reducing with the increase in population. 6 Besides, high consumption of synthetic fibers reduces the fossil or petroleum resources of the earth.6,7 In this regard, researchers are searching for alternative natural sustainable fiber for mankind. Several studies have been carried out and found that flax can be an alternative to cotton fiber because of cultivation of flax requires less land, herbicide, pesticide, and water irrigation than cotton.6,8,9 Flax fiber is an ancient natural bast fiber10,11 having good moisture management, UV protection, and excellent comfort properties than some other natural fibers.5,6 The major obstacles of flax fiber for producing satisfactory quality yarn are rigidity, lack of elongation, and the tendency to create neps.5,12 Moreover, the production of 100% linen yarn from flax fiber is very expensive and complicated process. In order to overcome the problems improving the aesthetic and functional properties and optimizing the cost of yarn blending an essential factors. 13 So cotton/flax blended yarn can play a vital role in a sustainable world.
Chowdhury and Islam 10 investigated the different ratios of cotton/flax blended yarn and found that the optimum yarn quality was achieved with 80/20 blend ratio. Lawal 14 found that higher tenacity and elongation at break were achieved from 90/10 to 50/50 (cotton/flax) blend ratio. Gamble and Foulk investigated the application of polyester nanoparticle solution on flax fiber to produce 50/50 cotton/flax blended yarn. The yarn exhibited lower end down rate, and higher process efficiency. 15 Lawal et al. 16 investigated different ratios of cotton/flax blended yarn with different spindle speeds and observed higher tenacity for 90/10 ratio. Goudar and Kulloli 17 explored that the 80/20 blend improved by 12.33% unevenness than the 60/40 blend ratio. Liu et al. 12 worked on cotton/flax (55/45) blended yarn by using a press bar top pin at siro ring spinning and found high hairiness and count variation of yarn. Ahsan and Akmal studied four different fibers such as Bamboo regenerated fiber, cotton, flax, and hemp. These fibers were used at different blend ratios. Blend ratios of bamboo regenerated fiber were kept at 100%, 90%, 80%, and 70% while blend ratios of cotton, flax, and hemp were rearranged at 10%, 20%, and 30%. A total of ten yarn samples were produced for this research to manufacture coarser ring-spun yarns. Among those samples higher CSP, lower IPI, and higher lea strength were achieved from 70/30 regenerated bamboo/cotton blended yarn. 18 Islam et al. compared the properties between cotton/flax and cotton/tencel blended yarn at 50/50 blend ratio. Researchers investigated and obtained that higher tenacity, CSP, lower U%, and IPI are carried out from flax/tencel blend ratio. 19 Islam et al. utilized the design expert software by using L-pseudo coding to obtain optimum cotton /flax blended yarn quality from different cotton /flax blend ratios. The authors analyzed and found that results of unevenness%, hairiness, IPI, tenacity, and breaking elongation gained more positive in the case 80/20 cotton/flax blend ratio than 60/40 cotton/flax blend. 20
Although there have been good numbers of studies on cotton/flax blended yarn to date, none of the researchers worked on (40/60) cotton/flax blended yarn for improvement of yarn properties. In order to get optimum yarn quality from higher flax portion of cotton/flax blended yarn is hardly difficult. In this study, our aimed to produce cotton/flax blended yarn at 40/60 ratio for sustainable yarn production. Flax fiber has less cohesiveness and higher rigidity than cotton fiber. So, there is a huge possibility of sliver friction and overlapping each other at prior drafting. As a result, the sliver can become more hairy, higher unevenness% (mass variation %). Utilization of an innovative pin guide at the prior drafting system can prevent the overlapping of slivers, facilitate smooth running, and ensure optimum sliver unevenness.
This paper sheds new light on the circular economic textile world. As followed by the linear economic model of conventional industry, the deposition of textile waste into landfills has reached an unsustainable level and creates serious environmental problems such as the increase in the emission of greenhouse gases.21,22 In this research, 29.52 Tex (20/1 Ne) of 40/60 (cotton/flax) blended yarns were produced by four different processes and analyzed their quality. This experiment was carried out with hackled machine waste (TOW) (40% of the total mixing ratio) and crushed bleached linen hard wastage (10% of the total mixing ratio) for sustainable yarn production. At the finisher drawing frame, the newly innovative double apron separator was used, and utilization of mechanical compact system in the ring machine to retain the quality of cotton/flax blended yarn.
Materials and methods
In the study, three types of cotton such as Burkina Faso, Cameroon, and DCH-32 were used for manufacturing cotton/flax blended yarn. The properties of cotton fibers are given in Table 1.
HVI properties of different cotton fibers.

The flax fiber was obtained from scutched bale through the hackling process. The final product of the hackling machine is line fiber normally used for 100% linen yarn manufacturing and the wastage (TOW) of the hackling machine was used for the production of cotton/flax blended yarn. This TOW fiber was again cut manually in a range of 25 to 65 mm, wet, and kept conditioning for 18 h and 30 min at normal room temperature for cottonization of flax. Finally, clean, finer, and soft flax was obtained by using seven cylinder opening machine, opening two times to remove hard cortex and impurities. Besides, bleached hard waste linen was crushed by opening machine to obtain a homogenous mixing with TOW fibers. Hackled waste (TOW) production sequence from the flax plant is given in Figure 1.

Sequence of TOW production.
Finally, cottonized flax, crushed bleached hard waste flax, and cottonized flax were mixed according to the mixing ratio for the flax portion. Cottonized flax fibers were collected from Belgium. Then all types of mixed flax fibers were conditioned with spindle oil MAKKLUB -5052-22 type softening oil and water.
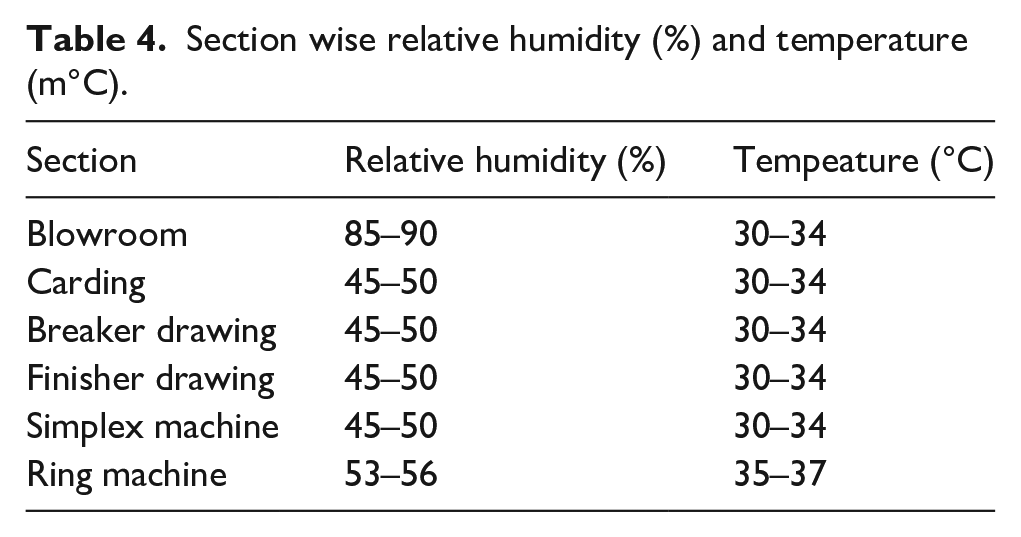
In this study, 60 kg flax and 40 kg cotton fibers were taken for the production of 29.5 tex cotton/flax blended yarn in a conventional cotton line. The conditioning of flax fiber was done with 82.5 gm softening oil and 13.5 L water. After conditioning, flax fibers were blended with cotton fibers according to the mixing ratio in the blow room by hand mixing. The details mixing ratio of cotton/flax are given in Table 2. The types of machines with their set parameters and setting values to carry out the research work are given in Table 3. Table 4 represents the temperature and relative humidity of different sections.
Mixing ratio of cotton and flax fibers.
Types of machinery and parameters and set value.

Section wise relative humidity (%) and temperature (m°C).
An innovative newly designed pin guide with a double apron was designed by Blender software and made in a local workshop. The edge pin guide consists of mainly two components, pin which made by stainless steel (ǿ 6 mm) and synthetic rubber apron of 55 mm length simply attached at two edges of the pin. Firstly, a metal flat bar with dimensions of 260 mm in length and 3 mm in thickness was selected. Marked the drill points on a metal flat bar where the pins would be installed. Ensured the drill points were accurately spaced. The marked points were drilled by using a pillar drill machine. Prepared total five drill holes. All five pins were mounted on those drilled holes with the aid of arc welding. By using the software the different views and dimensional measurements of the separator pin guide are shown in Figure 2. However, the pin guide was fixed with the machine by screw mechanism system at prior drafting system of the finisher drawing. Images of the produced modified pin apron guide attached in the drawing machine are seen in Figure 3.

Different views of pin apron guide generated by blender software: (a) side view (3D), (b) top view (3D), and (c) top view (2D).

(a) Modified pin apron guide and (b) attached in finisher drawing machine.
The experimental design was carried out according to Table 5. Cotton/linen blended finisher drawn sliver passed through without (conventional) and with separator pin guide are shown in Figure 4(a) and (b) respectively. Finisher finisher-drawn sliver was then processed through the subsequent machines like simplex and ring frame and finally, 29.52 Tex yarn was produced according to experimental design (Table 5). The magnetic compactor was attached to a conventional ring frame. Figure 5(a) and (b) represent with and without compact attachment in the ring frame.
The studied experimental abbreviation.


(a) Without added modified separator and (b) with added modified separator.

(a) Without compact spinning and (b) with mechanical magnetic compact.
The unevenness, IPI, and hairiness of all yarns were measured by USTER TESTER-5. The unevenness (U%), thin places (−50%), thick places (+50%), and neps (+200%) were investigated according to TS 2394-ISO16549:200 and hairiness was determined according to TS 12863. Uster Tensorapid device was used to measure the breaking strength (Rkm) and elongation of yarns according to TS EN ISO 2062. Ten samples were taken for each specimen to determine the test results. All the tests were carried out at 26 ± 3°C temperature and relative humidity maintained at 65 ± 2%. One-way ANOVA analysis was conducted by using IBM SPSS software to evaluate the p-value to see the significance of changes in the properties of the yarn produced by the new passage design. The images of yarn samples were taken from Axiolab 5 microscope, Carl Zeiss, Germany with magnification of 5 × 10.
Results and discussion
Analysis of finisher drawn sliver quality
The primary goal of this experiment was to determine the improvement of 29.52 Tex (20/1 Ne) Cotton/Linen blended yarn made with a modified guide at the finisher drawing machine. Table 6 represents the effect of the double apron separator guide on the unevenness of the finisher-drawn sliver. The double apron separator in the finisher draw frame ensured the smooth running of the sliver without overlapping. The newly attached separator prevented the sliver-to-sliver collision, reduced sliver damage, and consequently improved unevenness (U%), CVm%, CV1m% of sliver. The surface morphology, fineness, and density of blend components set the migration behavior of individual fibers. The adhesion of slivers on the way to the drafting zone increases fiber load and hinders fiber movement independently. The impedance restricts the random migration of flax and cotton fibers leading to unevenness in the output material.
Effect of double apron separator on unevenness % of finisher drawn sliver.

We computed a one way ANOVA comparing the CVm%, CV1m% of sliver represented Tables 7 and 8, between the effect of without and with separator pin guide. A strong significant difference was found between two produced samples, for CVm% (F(1, 18) = 4755.123, p < 0.05) and CV1m% (F(1, 18) = 10.182, p < 0.05).
ANOVA analysis of CVm% of cotton/flax blended sliver.

ANOVA analysis of CV1m% of cotton/flax blended sliver.

Analysis of yarn properties
Tensile properties
In order to express the strength of yarn is free breaking length or self support length or RKM. In German RKM stands for Reisskilometer. This is a theoretical length of yarn at which it breaks under its own weight when hanging freely in the vertical direction. Breaking length is usually expressed in km. Since tex is the mass in gm of 1 km, the breaking length in km will be equal to tenacity in g/tex. 23 The effect on tenacity (RKM) and breaking elongation (%) are represented in Figure 6.
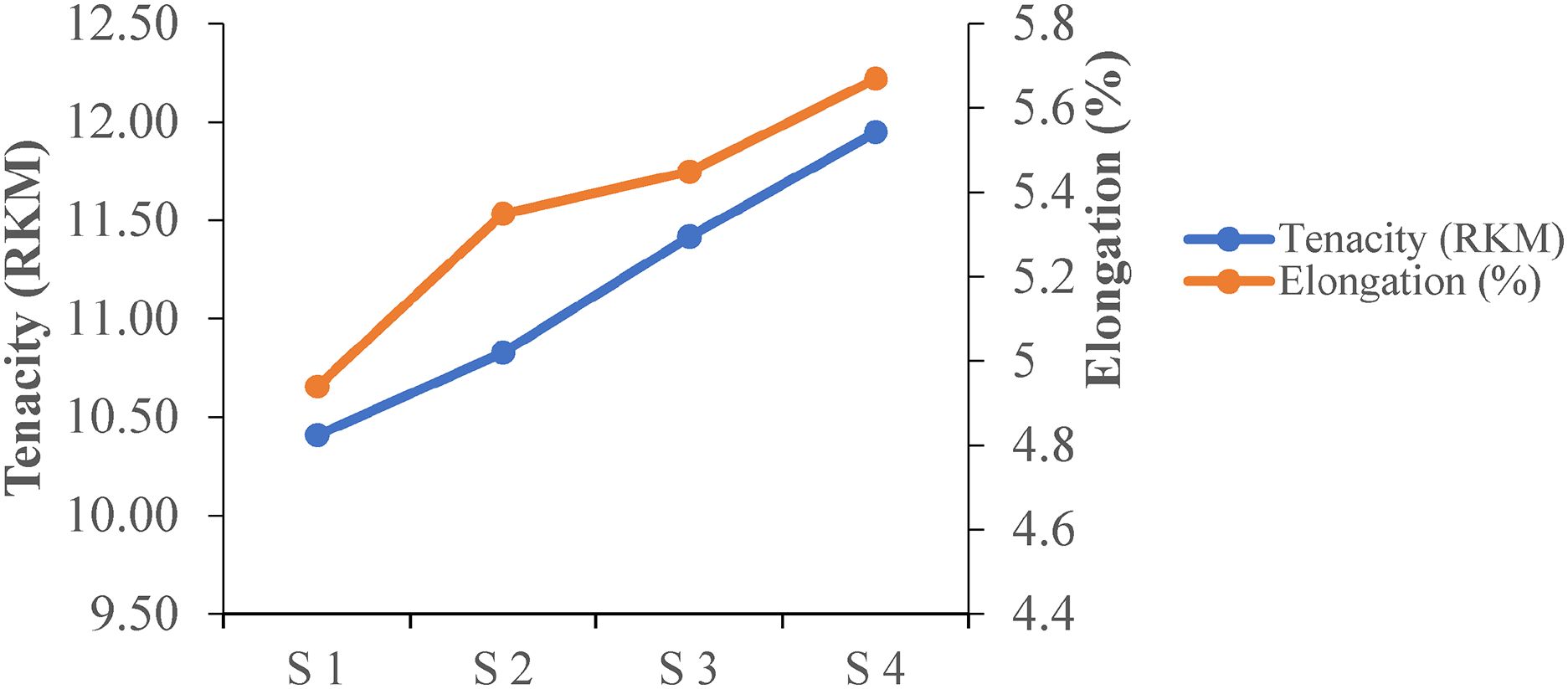
Comparative study between tenacity (RKM) and breaking elongation (%).
From Figure 6, it was seen that there is a strong positive correlation between tenacity (RKM) and breaking elongation (%) within four different processed samples. A strong positive Pearson correlation (0.809) between Tenacity and Elongation was obtained in the study. In the case of S4 the highest RKM and breaking elongation % were exhibited. Due to utilization of pin apron separator guide at finisher drawing stage, prevents the drawing sliver to sliver friction or overlapping resulting in fewer projecting fibers on those slivers and better alignment of fiber along the sliver axis. Besides using a compact ring spinning system, the fibers become more integrated along the yarn axis. Table 9 exhibited an ANOVA analysis of the tenacity value of four different samples. ANOVA was calculated to examine the effect on tenacity of four samples that had strong significance (F(3, 36) = 3.508, p < 0.05). The RKM relies on the unevenness of the yarn, and thus the values are satisfactory for S2 and S4 compared to their counter samples. The breaking elongation is a parameter resulting from the fashions the fibers are distributed in the yarn and how long they get the opportunity before break. Both opportunities are gained for S2 and S4 samples. The higher elongation property of yarn is expected for high workload capacity. It may draw interest for the technical textile usages of flax/cotton blended fabric rather than fashionable wear.
ANOVA analysis of tenacity (RKM) of cotton/flax blended yarn.

Unevenness properties
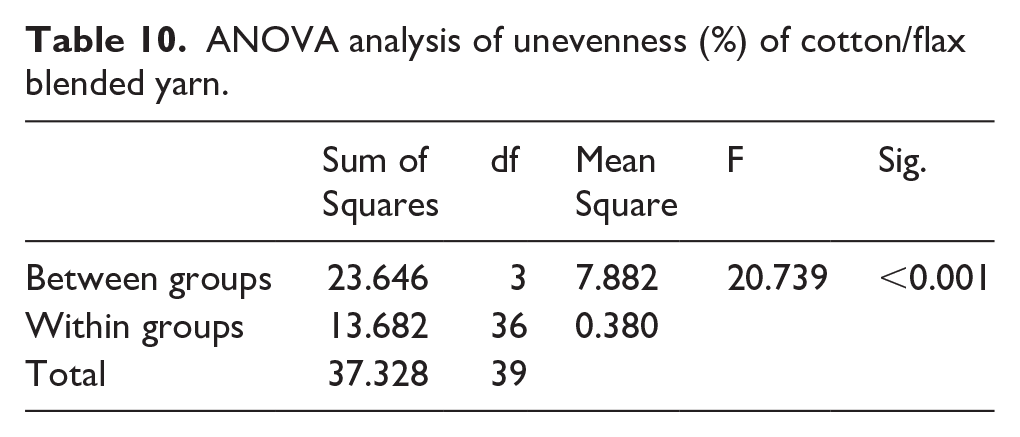
The effect on unevenness (U %) of four samples is represented in Figure 7. The error bars with confidence intervals were calculated from the standard deviation of the samples. As shown in Figure 7 the unevenness % of S4 was lower than those of the other three processed samples. The unevenness of cotton/flax blended yarn is the implication of the evenness of slivers. Since the draft executed for the attenuation of slivers to yarn was the same in each sample the quality improvement for S2 and S4 are sourced from the CV% of their respective slivers. Besides Table 10 represents the ANOVA analysis of unevenness (%) of cotton /flax blended yarn. We computed one-way ANOVA a strong significant difference found in the case of U% among four samples (F(3,36) = 20.739, p < 0.05).

Effect on unevenness (%) of four samples.
ANOVA analysis of unevenness (%) of cotton/flax blended yarn.
Imperfection Index (IPI) properties
IPI indicated the Imperfection Index, the sum of Neps(+200%), Thick(+50%) and Thin(−50%) places. 24 Figure 8 represents the IPI values of cotton/linen blended yarn. Figure 8 shows that S4 had the lowest IPI value among other samples. That means the result indicated that the lowest +200% Neps, +50% Thick places, and −50% Thin places were obtained from S4. The IPI is technically related to the short-term variation (U%) of the yarn, and in the study, the overall evenness of the yarns is a result of the U% of the slivers. It is observed that the IPI of S2 is closer to the IPI of S3 which demands for more study seeking a replacement of compacting devices with the proposed new system if other properties like hairiness is waived. The implementation of an innovative separator pin guide prevented the sliver from sliver rubbing leading to better fiber alignment along the sliver axis. This improved alignment reduced the presence of air-filled spaces in the sliver structure. As a result, the sliver became more regular and reduced the thin places in the sliver structure. Moreover in sliver structure, the tendency of generation of abnormal fiber wrapping due to sliver-to-sliver friction became reduced because of using a separator pin guide. The wrapper fibers can lead to increase of thick places in the sliver structure. 25 Besides with utilization of a compact spinning system in the ring machine ensured the compactness of fiber along the yarn axis which also reduced the thin and thick places in yarn construction. Better fiber integration and excellent fiber straightening in yarn ultimately reduced the entanglement of fibers that is, neps formation in yarn. Table 11 exhibited an ANOVA analysis of the IPI value of four different samples. So we could state that a one-way among samples, ANOVA was calculated to examine the effect on IPI of four samples that had strong significance (F(3,36) = 19.22, p < 0.05).
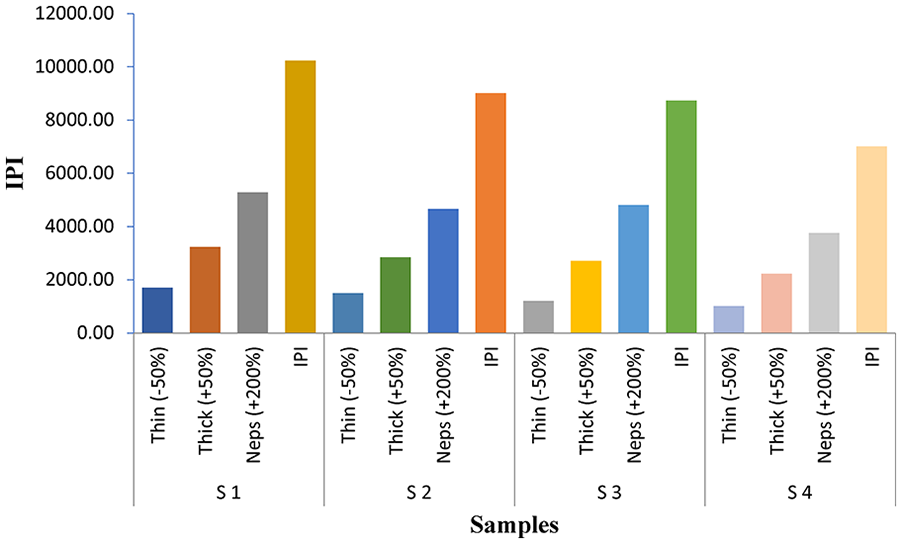
IPI values of four samples.
ANOVA analysis of IPI values of cotton/flax blended yarn.

Hairiness properties
As shown in Figure 9 the hairiness (with error bar diagram and confidence interval) was found lowest in the case of S4 among four samples. With the use of a compact system, the hairiness that is, no. of protruding fiber became reduced and the yarn became smoother. A one-way ANOVA was computed and Table 12 of the ANOVA analysis of hairiness was given. The variation of hairiness between S1 and S2 is assumed to be caused by environmental factors in the context of the manufacturing plant.

Hairiness values of four samples.
ANOVA analysis of hairiness values of cotton/flax blended yarn.

ANOVA was calculated to examine the effect on hairiness of four different processed samples, and found strong significance or interactions (F(3, 36) = 232.599, p < 0.05). We could conclude that hairiness significantly influenced with four various processed samples.
Analysis of microscopic appearance
Figure 10 demonstrates the microscopic surface images of samples. Among four samples it was seen that S 4 has the lowest hairiness.

Surface images of four samples (5 × 10 mag.)
Conclusion
The evidence from this study implies that using a modified guide system at finisher drawing and a mechanical compacting device in the ring frame improved the quality of cotton/linen blended yarn. This innovative attachment is especially designed only for the cotton/flax blended yarn process. It is challenging to conduct a smooth drafting operation when the flax percentage is higher in cotton/flax blended yarn at conventional process. This pin guide attachment will ensure the smooth running of the drafting operation and reduce online CV variation, including overlapping of cotton/flax blended slivers in order to get optimum yarn quality. A mechanical magnetic compact system is a simple mechanical positive drive system that needs no excess power or pneumatic operation. The study will be beneficial in solving the difficulties of the cotton/flax blended process where the flax portion is not only more in mixing but also for the finer count.
Footnotes
Acknowledgements
The authors extend their heartfelt appreciation to the authorities and personnel of NZ Textiles Ltd., Vulta, Narayangonj, Bangladesh, and Bangladesh University of Textiles (BUTEX) for their invaluable support and cooperation throughout the research.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.