
Abstract
Composting offers a potential sustainable end-of-life pathway for nonwoven products that may aerobically disintegrate and eventually biodegrade. Enhancing the biodegradation of nonwovens typically involves incorporating biobased biodegradable fibres. This study explores how nonwoven web formation and consolidation impact aerobic disintegration in composting. Laboratory-scale air-laid, foam-laid and carded sheets (40, 60, and 100 g/m2) with 80 wt% viscose and 20 wt% polylactic acid (PLA) fibres were prepared and thermally bonded. The sheets were characterised by physical and tensile properties, air permeability, water absorption, surface morphology, pore structure and aerobic disintegration in synthetic biowaste media. The nonwoven web formation process affected sheet density and air permeability, while tensile strength and elongation showed dependency on fibre length and orientation. Over 62 days, carded nonwovens showed the highest degree of aerobic disintegration (81%–88%) followed by foam-laid (64%) and air-laid (47%) nonwovens. Scanning electron microscopy (SEM) and X-ray tomography revealed less effective bonding within the carded sheets with 38 mm mono-component PLA fibres compared to the air-laid and foam-laid sheets containing 6 mm bi-component PLA fibres. Denser thermally bonded fibre clusters in air-laid and foam-laid sheets reduced degree of aerobic disintegration. These findings highlight the significance of fibre length, bonding and sheet homogeneity in aerobic disintegration, emphasising the importance of nonwoven web formation and consolidation processes.
Keywords
Introduction
Currently, disposable nonwoven products that are extensively used across industries are predominantly made from fossil-based synthetic polymers and pose evident waste challenges.1–5 To address the waste challenges, materials capable of breaking down to environmentally benign components in different conditions, such as soil, compost and aquatic environments, are intensively researched. These materials include biodegradable, compostable and flushable materials, often from renewable sources.1,2,4,6–11 A better design of the end-of-life stage of nonwoven products requires a fundamental understanding of all factors influencing the degradation phenomenon.
Material degradation into carbon dioxide (CO2) and water by natural microorganisms or enzymes and by the mechanisms of hydrolysis and oxidation is considered biodegradation. 12 Biodegradation and its rate depend on material properties, including chemical structure, molecular weight and crystallinity, as well as environmental factors, such as pH, moisture, temperature and the presence of oxygen. Thus, it is essential to relate biodegradation to its environment, such as soil, marine or compost. While natural polymers (such as starch and cellulose) are directly consumable by microorganisms, man-made polymers (such as viscose and PLA) can also be biodegradable due to their suitable chemical structures, such as hydrolysable functional groups or heteroatoms in their backbones. 12 Multiple qualitative and quantitative methods are applied to assess biodegradation of materials in different environments.11,13
In composting, microorganisms process organic materials into humus and simultaneously generate CO2 if carbon, nitrogen, water and oxygen are present in suitable quantities, such as in industrial or home compost. Compostable materials are also biodegradable while the reverse does not explicitly apply. Multiple test procedures have been developed to assess and give a preliminary indication of compostability in both real-life and simulated conditions. 13
Biobased fibres, such as viscose and PLA, are widely used in nonwoven products. In these products, thermoplastic PLA is utilised as a bonding fibre, while viscose staple fibres are used as matrix materials.7,14 Both viscose and PLA are demonstrated to biodegrade. However, the complete biodegradation of PLA fibres is significantly slower than that of viscose.15,16 Sülar and Devrim 15 studied the biodegradation of textile fibres, including PLA and viscose in knitted fabrics, by measuring the weight loss of the fabric. They showed a rapid biodegradation (98.1%) of viscose and a significantly slower biodegradation (3.0%) of PLA in an artificial soil burial test at 25 ± 5°C within 4 months. Enhancing PLA degradation has been studied by increasing the process temperature and selecting suitable conditions.17,18 Furthermore, the aerobic disintegration of PLA is found to require an extensive amount or distinct microorganisms, 19 including Amycolatopsis 20 and actinomycete. 21 Iwata and Doi 22 attempted to accelerate the biodegradation of PLA by using certain enzymes active in alkaline conditions, and Oda et al. 23 tried using selected commercial proteases.
Nonwoven products can be manufactured from versatile staple fibres using several nonwoven web formation and consolidation methods. Air-laid formation and carding are examples of dry-laid methods, while foam-laid formation is a recent development of the wet-laid method. 24 The nonwoven web formation method sets requirements for the fibre length and defines the mass per unit area and fibre orientation in a nonwoven structure. Air-laid and foam-laid formation processes are designed for relatively short fibres, including pulp fibres, whereas carding is intended for longer fibres. Air-laid formation can deliver sheets with high porosity, isotropy and loft. Carding can introduce a high degree of softness, for example, to single-use hygiene applications. 25 Foam-laid formation enables hydrogen bonding of cellulosic fibres due to the presence of water and facilitates the creation of bulky structures. 26 The formed nonwoven sheets may be consolidated chemically, thermally or mechanically. Thus, the resulting sheet properties are influenced by the selected raw materials, the nonwoven web formation and the consolidation methods.
The degradation of nonwoven structures, including the disintegration of the structure and the ultimate biodegradation, has been studied using diverse methods in altering environments, focusing exclusively on the effects of the fibre raw materials.6,19,27,28 Thus, results from different studies cannot be directly compared without careful consideration of the test conditions. Nam et al. 19 studied single nonwoven materials’ (cotton, viscose rayon, polypropylene (PP) and PLA) biodegradation in soil. They found that cotton and viscose rayon exhibited significantly higher biodegradation rates compared to PP and PLA, as detected by weight loss, morphological changes, oxidation and changes in strength properties. It should be noted that different production methods were utilised for all of the nonwovens, while the potential influence of the fabric structure on the biodegradation rate was pointed out. Manian et al. 27 showed that viscose biodegrades by enzymatic hydrolysis starting from the amorphous regions. This was done by studying the biodegradation of wet-laid viscose nonwovens in geotextile structures in a 61-week field study. In another field study, Marasović et al. 6 reported that viscose and jute nonwoven mulches degraded after 240 days and hemp mulch after 300 days, whereas PLA mulches did not show a clear degradation after 300 days. The mulches were prepared by carding and needle-punching.
A limited number of scientific publications are available on the impacts of the nonwoven web formation or consolidation methods on the material degradation behaviour of nonwoven structures. The available publications focus mainly on flushability in an aqueous environment.9,10,29,30 Consequently, a clear research gap is identified, regarding the influence of the nonwoven web formation process and related structural properties on the degradation behaviour of a final nonwoven structure in a soil environment. To design nonwoven products with improved end-of-life pathways and to make better use of the full potential of biobased biodegradable fibres, it is essential to broaden this understanding. To provide insights on the identified research gap, this article addresses these research questions: How does the nonwoven web formation method influence the structural properties and aerobic disintegration of the resulting biobased biodegradable nonwoven structure? How does the fibre length affect the properties of a nonwoven structure?
Materials and methods
Fibres and chemicals
Viscose fibres (1.7 dtex) in two lengths (10 and 40 mm) were obtained from Lenzing. PLA bi-component fibres (2.2 dtex, 6 mm, approximately 130°C melting temperature [Tm] of PLA sheath) were obtained from FiberVisions (Varde, Denmark). PLA mono-component fibres (1.7 dtex, 38 mm, Tm approximately 165°C) were supplied by Suominen Corporation (Nakkila, Finland). Softwood fluff pulp (average fibre length = 2.121 ± 0.003 mm in the wet state, as measured by Fibre Tester) was given by UPM, Finland. Bleached softwood kraft pulp (informed typical fibre length = 2 mm) was obtained from Metsä Fibre, Finland.
For the preparation of foam-laid sheets, sodium dodecyl sulphate (SDS; product ID 62862) and polysorbate Tween 20 (product ID P1379) from Sigma-Aldrich were used as surfactants.
Fibre furnish and sheet preparation
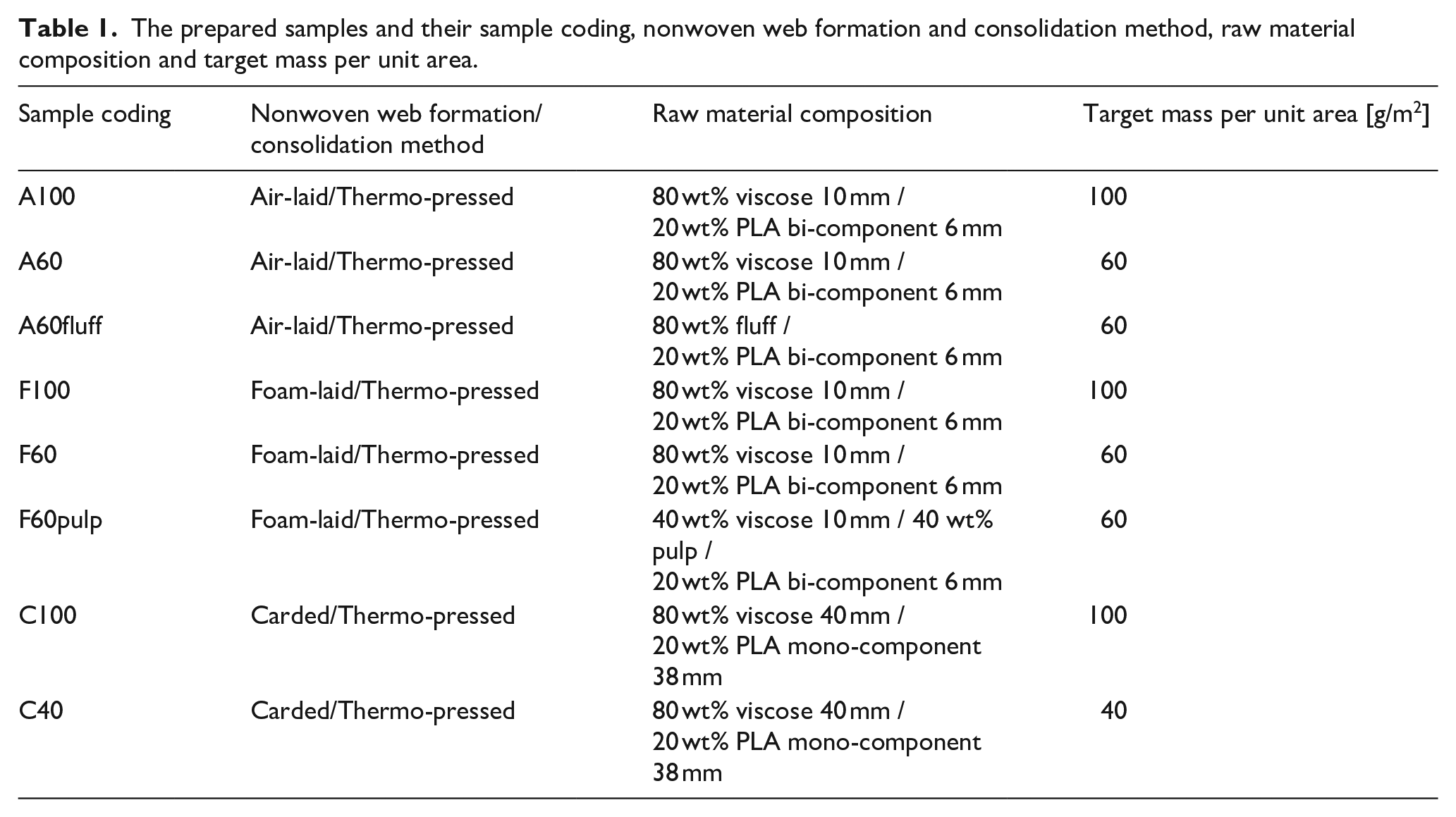
Sheets with constant raw material composition comprising 80 wt% viscose and 20 wt% PLA bi-component fibres were prepared in two different mass per unit areas for all three nonwoven web formation methods: 100 and 40 g/m2 for carded structures and 100 and 60 g/m2 for air-laid and foam-laid structures. The lower mass per unit area target was selected as the technically feasible minimum, based on preliminary screening tests, while the upper mass per unit area target was determined to be same for all nonwoven web formation methods to obtain comparable samples to be used in the aerobic disintegration testing and enable direct comparison of the results. The fibre length was selected based on the forming method. To study the effect of the short fibre length, fluff pulp was incorporated in one air-laid sample (A60fluff) and bleached softwood kraft pulp (BSKP) was integrated into one foam-laid sample (F60pulp). The sample coding, raw material composition and target mass per unit area of the samples are shown in Table 1. Thermal pressing was applied to consolidate the sheets in all samples.
The prepared samples and their sample coding, nonwoven web formation and consolidation method, raw material composition and target mass per unit area.
Air-laid sheets were prepared with a laboratory-scale air-laid drum former device (Walkisoft, Anpap, Finland). For each sheet, the fibres were fed into a rotating small circle drum through which the fibres were sieved onto a forming wire with a vacuum. The width of the air gap on the top was 2.6 cm, allowing the replacement air to enter the cabin hosting the drum. The drum rotation speed was 65 rpm, and the rotation time was 60 s.
The fibre foam for the foam-laid sheets was prepared by mixing deionised water, surfactants and fibres in a cylindrical foaming vessel (Netzsch Shearmaster mixer) by using a bend disc-type mixing plate (Ø 83 mm). The consistency of the fibres was 0.46%. The suspension’s initial volume was 1 L. Amounts of 0.3 g/L SDS and 0.3 g/L Tween were added, totalling 0.6 g/L of surfactants. The foam generation was continued until the mixed foam started to close the vortex, and the air content of the foam exceeded 60%. The resulting foam was poured into a hand sheet mould along a tilted plate to orient the fibres along the flow direction. After pouring foam into the sheet mould, excess water was removed with a vacuum. The sheets were dried in a KRK rotary drying drum at 72°C, which introduced minimal pressure to the sheets.
Carding was started by preparing 120 g of fibre blend, comprising 96 g of viscose fibres and 24 g of PLA bi-component fibres to form a mixture with an 80/20 wt% ratio. Manual pre-blending was performed by spreading the viscose fibres to create an even layer and adding PLA fibres on top as a second layer, forming them to a roll and pulling mixed fibres from one end of the roll. The mixed fibres were then fed into a Schrip type-57 fibre opener. The opened fibres were carded two times with a laboratory-scale carding device (Automatex, Model MCA 500). During the first carding, the opened fibres were manually fed into the carding device as an even fibre mat with a width of 26 cm. This fibre mat was fed into the card again for the second carding. The twice-carded fibre mat was collected on a rotating sample collector cylinder and cut off to obtain a flat sheet of approximately 25 cm × 100 cm.
All sheets were consolidated by thermo-pressing to partially melt PLA fibres in the samples. In thermo-pressing, the process parameters were a temperature of 145°C, a pressure of 2 bars and a pressing time of 60 s. Both sides of the samples were thermo-pressed, resulting in two similar steps of pressing the samples. The settings were selected to be such that same settings could be used for both the mono-component and bi-component PLA fibres. The mono-component PLA started to soften at approximately 140°C as verified by differential scanning calorimetry (DSC) while its peak Tm was somewhat above the thermo-pressing setting temperature.
Characterisation of the physical–mechanical properties of the sheets
Mass per unit area (g/m2) was determined according to the standard ISO 536:2019. Thickness was determined using the Lorentzen & Wettre micrometre and the standard ISO 12625-3:2014. The density (kg/m3) of the nonwoven samples was calculated by dividing the mass per unit area by the measured thickness, and the bulk (cm3/g) as the inverse of the mass per unit area. Mass per unit area, thickness and density influence the freedom of the fibre movement and the porosity within the structure and indicate the fluid, heat and sound transport properties. 31
Air permeability (mm/s) was determined by the air permeability tester FX-3300 LabAir IV (TexTest Instruments), according to the standard ISO 9073-15. The pressure drop utilised in the test was 100 Pa, and the surface area of the sample was 20 cm2. Ten parallel samples were measured. Before the measurements, the nonwoven samples were conditioned overnight in standard conditions (ISO 139: RH 65%, T 20°C).
Tensile strength and elongation were determined by the Testometric M350-5CT device, according to the standard SFS EN29073-3:1993. The gauge length was 100 mm, and the rate of extension was 100 mm/min. The specimen’s width was 50 mm. The samples were conditioned for over 24 h prior to their measurement in the standard atmosphere (ISO 139: RH 65%, T 20°C). For the air-laid samples, no differentiation was made between the machine direction (MD) and the cross direction (CD) since hand sheets are known to be reasonably isotropic. For the foam-laid and the carded samples, the tensile strength and the elongation were measured in both the MD and the CD. The average of 10 measurements was reported. For the foam-laid samples, four parallel results in the MD were recorded.
Water absorption, dependent on both the raw materials and the porous structure of a nonwoven sheet, 32 was measured according to the modified ISO 12625-8. This method has been utilised for air-laid nonwovens by Paunonen et al. 33 The samples were cut into 35 mm × 70 mm pieces for the measurements and placed inside a mesh basket. The basket with a piece of each sample inside was immersed in deionised water for 30 s, removed from the water and drained in a 30° angle for 60 s. Four parallel samples were measured. The samples were weighed before and after the measurement, and the water absorption capacity was calculated as follows:

where Wa denotes the water absorption capacity (g/g), mn represents the mass of the basket and the sample after submersion, mo signifies the dry mass of the sample and mb means the mass of the basket.
Image analysis
The three-dimensional (3D) structure, porosity and pore-size distribution were examined using a micro-computed X-ray tomography scanner (1172, Skyscan/Bruker, Kontich, Belgium). The tube voltage was 40 kV, and the current was 300 µA. X-ray tomography enables obtaining porosity, pore-size distribution and connectivity through image analysis and is shown to be a useful tool for representing the 3D pore space of complex porous materials, such as foam-laid nonwovens.26,34
The surface morphology of the samples was examined using a field-emission scanning electron microscope (FE-SEM Merlin, Carl Zeiss Microscop, Oberkochen, Germany). Before the SEM imaging, the samples were sputtered with a 5-nm layer of Au/Pd using a sputter coater (Leica EM ACE200). The parameters used for the SEM imaging were a SE2 detector, an acceleration voltage of 3 kV and a current of 60 pA.
Aerobic disintegration under simulated composting conditions
The preliminary indication of behaviour in a composting environment was studied with a laboratory-scale aerobic disintegration test, according to standard SFS-EN ISO 20200:2015. This method has been shown applicable for versatile materials, including plastic films,35,36 fibre composites, 37 and foam materials. 38 However, based on the method, compostability (i.e. the ability to biodegrade in a composting process) cannot be directly claimed without further testing.
A total of four samples were subjected to the aerobic disintegration test: A100, F100, C100 and C40. The weighed amounts (5–8 g) of the test material pieces were cut to size (2.5 cm × 2.5 cm) and dried to a constant mass. The test pieces were then prewetted with deionised water and inserted into sealable reactors (30 cm × 20 cm × 10 cm) containing synthetic solid waste, which was inoculated with mature compost. Three replicate reactors were filled for each of the tested material samples. The reactors were incubated at a constant temperature (58 ± 2°C) for a given time with aeration by manual mixing and weight adjustment by adding deionised water at given time intervals, according to the standard. A 62-day duration/thermophilic incubation period of composting was selected during the experiment to be such that the aerobic disintegration had initiated and differences among the samples could be visually noticed.
After 62 days, the final matrix was sieved through 10, 5, and 2 mm sieves to collect the non-disintegrated residues. The residues were washed with deionised water and dried to a constant weight. The degree of aerobic disintegration was calculated from the reduction of the sample mass, as follows:

where mi denotes the initial dry mass of the test material, and mr represents the dry mass of the sieved residual test material. The compost diagnostic parameters were determined according to the standard. SEM images were taken before and after aerobic disintegration.
Statistical analysis
Statistical analysis was employed to confirm the statistical significance of the differences in the results of the degree of aerobic disintegration. One-way analysis of variance (ANOVA) for normally distributed data and the Tukey test for equal variances were used for the data. The data normality was confirmed by the Shapiro-Wilk test, and the equality of variances was confirmed by Levene’s test. The statistical analysis was conducted using IBM SPSS software at a 95% confidence level.
Results and discussion
Physical properties
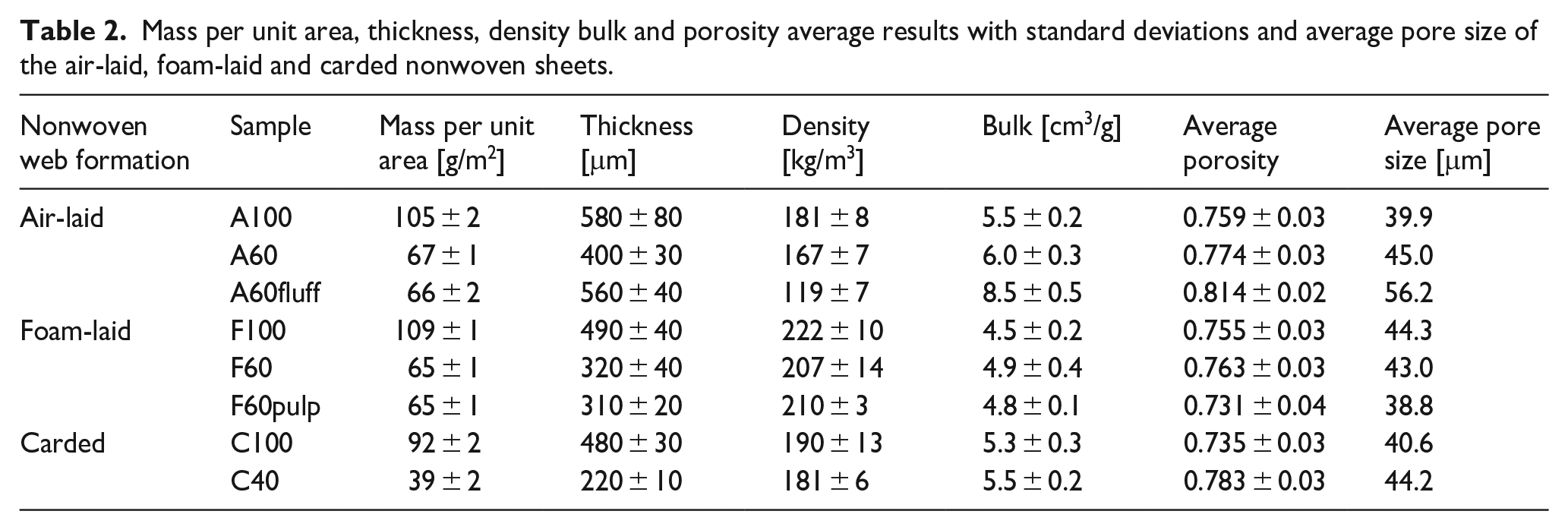
Table 2 presents the physical properties of the air-laid, foam-laid and carded nonwoven structures including mass per unit area, thickness, density, bulk, average porosity and average pore size. The set target mass per unit areas of 60 and 100 g/m2 were slightly exceeded with the air-laid and foam-laid sheets. For the carded sheets the mass per unit areas remained slightly below the targets of 40 and 100 g/m2 due to the stretching of the web during the carding process. The foam-laid sheets (F100 and F60) had slightly higher density and lower bulk compared to the carded (C100 and C40) and air-laid (A100 and A60) sheets. The higher density of the foam-laid structure is suggested to originate from the presence of water, which enables the formation of hydrogen bonds, and the water removal by vacuum suction, which eventually densifies the structure. The air-laid sample containing fluff (A60fluff) showed the highest bulk, due to the incorporation of short fibres into the structure, which may more effectively orient in the z-direction. A different behaviour was noticed when short fibre BSKP was added to the foam-laid structure (F60pulp); the bulk was slightly reduced compared with F60. This is assumed to originate from the more facile movement of the short fibres in the wet foam phase during dewatering, as well as the increased hydrogen bond formation tendency.
Mass per unit area, thickness, density bulk and porosity average results with standard deviations and average pore size of the air-laid, foam-laid and carded nonwoven sheets.
Pore-size distribution reflects the microstructure of the nonwoven materials and can be used as a predictor of their permeability. Porosity, alongside bulk density, influence the fluid, heat and sound transport properties of a nonwoven material. 31 The porosity of a nonwoven material can be tailored within a wide range by selecting the raw materials and the processing parameters. While experimental techniques are benefitted in measuring porosity and pore volume, imaging methods provide further clarity on the 3D geometry and topology. 34
Figure 1 presents the z-directional porosity profiles detected by X-ray tomography imaging and Figure 2 shows the pore-size distributions of the nonwoven structures. The results show that the samples had closely similar pore-size distributions. As an exception, the air-laid sample including fluff (A60fluff), stood out with the highest porosity and widest pore-size distribution. These differences were associated with the difference in the fibre dimensions; the fluff fibres are shorter and coarser versus viscose fibres. The wider pore-size distribution further implies a more heterogeneous structure. The addition of BSKP to foam-laid fibre furnish (F60pulp) did not significantly alter the physical properties of the sheet. The slightly lower sheet porosity compared with the foam-laid sheet without BSKP (F60) may result from more effective hydrogen bond formation in the aqueous environment. The carded sample (C100) had slightly lower porosity throughout the z-direction despite the lower average mass per unit area (92 g/m2) compared with A100 and F100. This finding can be explained by the more anisotropic structure, where the long staple fibres have parallel orientation.

Z-directional porosity profile of the air-laid, foam-laid and carded nonwoven sheets.

Pore diameter distribution of the air-laid, foam-laid and carded nonwoven sheets.
These results highlighted that the presence of water in the nonwoven web formation method affects the nonwoven structure. The wet foam-laid formation resulted in higher density and bulk, as well as a reduced porosity when short fibres were incorporated.
Air permeability
The air permeability of nonwoven materials has been shown to increase with decreasing thickness and density, as well as be influenced by the porosity and pore structure.39,40 Figure 3 presents the air permeability results of the nonwoven sheets. The results showed that air permeability increased with the decrease in the sample thickness and sample density when the nonwoven web formation method was kept constant. Comparison of the higher mass per unit area samples prepared with the different web formation methods (A100, F100 and C100) showed that the foam-laid sheets had lower air permeability compared with the air-laid and carded sheets, which had close to similar air permeabilities. This finding can be explained by the higher density obtained by the wet foam-laid processing compared with the dry air-laid and carded processes (see Table 2). The addition of both short fibre fluff and BSKP reduced the air permeability, which is associated with short fibres filling the voids between the longer staple fibres.
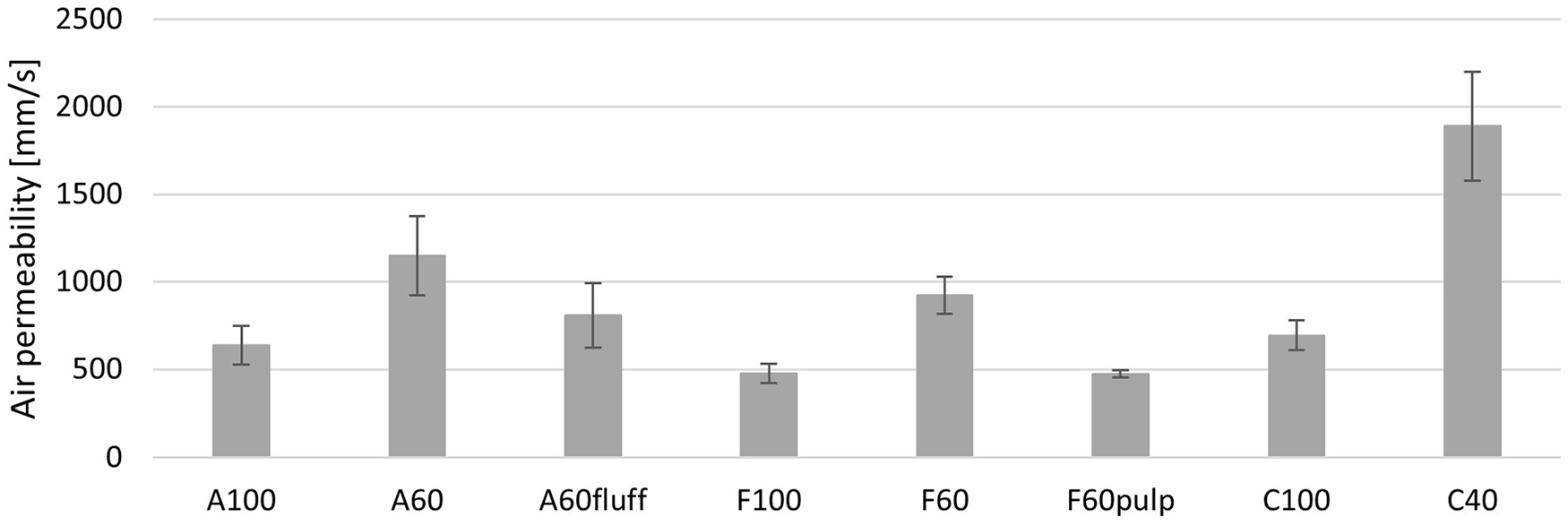
Average air permeability with standard deviation of the air-laid, foam-laid and carded nonwoven sheets.
Due to the minor porosity differences among the samples prepared for this study, no clear correlation between porosity and air permeability was observed. In the case of the BSKP addition to partly replace the viscose fibres in the foam-laid structure (F60pulp), a clear reduction in both porosity and air permeability was observed when compared with F60. However, when fully replacing viscose with fluff pulp in an air-laid structure (A60fluff), an increase in both porosity and pore-size distribution was observed. Nonetheless, air permeability was not significantly influenced, attributed to the counteracting effect of the A60fluff’s higher bulk and thickness on air permeability.
Tensile properties
Figure 4 presents the tensile index and maximum elongation results. The tensile index in MD and the elongation results of the carded samples (C100 MD and C40 MD) were on a significantly higher level compared with those of the air-laid (A100 and A60) and foam-laid (F100 MD and F40 MD) samples that were closely comparable. This may be explained by the markedly higher fibre length of 40 mm used in the carded nonwoven web formation method when compared with the 10 mm fibre length used in both air-laid and foam-laid web formation. These findings demonstrate that fibre length has a considerable influence on tensile index and elongation while the nonwoven web formation methods impact to lesser extent if the fibre length is kept constant. The dependency of tensile index on fibre length was further noticed when including the fluff pulp with a very short fibre length in the structure. A60fluff resulted significantly lower tensile index (0.17 Nm/g) when compared with A60 (0.74 Nm/g). The results further showed that all air-laid sheets had a higher elongation, in the range of 5.5%–7.0%, when compared with the foam-laid sheets with elongation in the range of 3.2%–4.1%. These findings are in line with the findings of Paunonen et al. 41 who showed higher elongation results for air-laid nonwoven sheets when compared to foam-laid sheets prepared from short pulp fibres together with polyethylene/polypropylene fibres. The difference in elongation is associated with the differences in the inter-fibre hydrogen bonding and the fibre network structure. In foam-laid formation, the presence of water facilitates hydrogen bonding which may lower the elongation. Furthermore, in air-laid formation the fibre orientation is isotropic while in the foam-laid formation it has a level of unisotropy. As a conclusion, the results showed that the tensile index and elongation were strongly influenced by the fibre length, while the nonwoven formation method had a minor influence on the elongation.
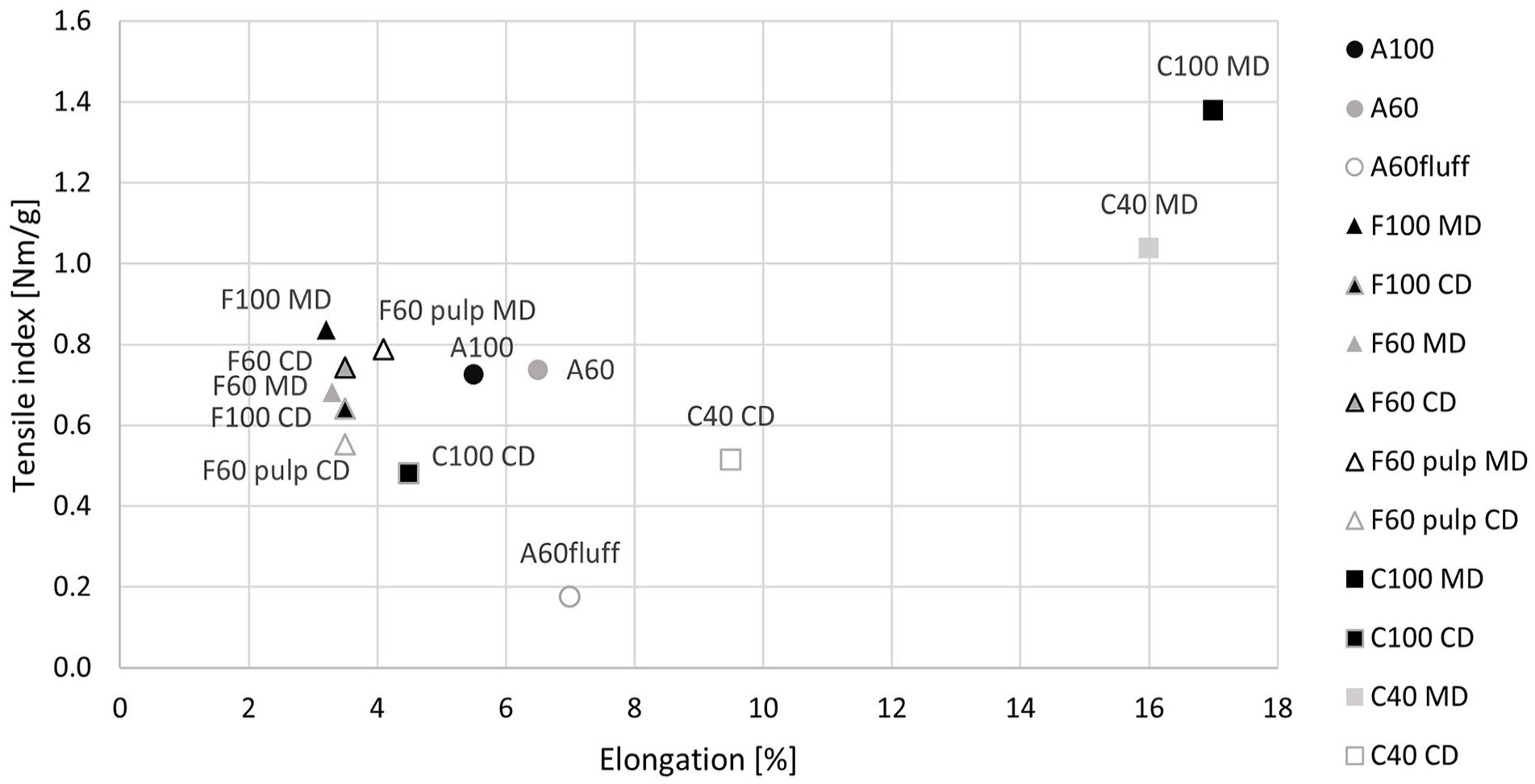
Tensile index (tensile strength/mass per unit area) as a function of maximum elongation [%] of the air-laid, foam-laid and carded nonwoven sheets. For anisotropic foam-laid and carded sheets, both MD and CD results are shown.
Water absorption capacity
Both the fibre type and the sheet structure are known to influence water absorption capacity. 32 The water absorption capacity of natural and man-made cellulose fibres is typically within the range of 1–2 g/g.42–44 When these fibres are formed into a fibrous structure or a web, the latter’s absorption capacity rises to a level of 5–10 g/g.45,46 Figure 5 shows the obtained water absorption results. The results varied in the range of 6.5 and 10.5 g/g. As all sheets were prepared with raw material compositions containing 80 wt% cellulosic fibres, thus having closely similar fibre absorption rates, and as the samples also had closely similar porosities, the obtained reasonably small overall variation is a logical result. The water absorption results of air-laid and foam-laid sheets were nearly identical, ranging between 6.5 and 8.0 g/g. When comparing the samples with comparative mass per unit area, the carded sample C100 clearly had the highest absorption (11.4 g/g), followed by the foam-laid sample F100 (8.0 g/g) and the air-laid sample A100 (6.5 g/g). The carded sample with the lower mass per unit area (C40) had higher variation among the individual experiments, indicating a more inhomogeneous structure, which is logical due to the very low mass per unit area. No noticeable difference was seen in the fluff pulp containing sample A60fluff with slightly higher porosity and wider pore-size distribution, implying that the difference in porosity was not large enough to have an impact on the water absorption. No direct correlation was detected between the water absorption capacity and the mass per unit area or thickness of the samples. As all prepared samples had relatively low mass per unit area, between 40 and 100 g/m2, there was no noticeable hindrance to the water absorption caused by the thickness of the structure.

Water absorption capacity with standard deviation of the air-laid, foam-laid and carded nonwoven sheets.
Degree of aerobic disintegration under simulated composting conditions
Table 3 presents the results of the aerobic disintegration test for the nonwoven structures in synthetic biowaste. The aerobic disintegration procedure was continued for 62 days, and then stopped at a point where the first samples were visibly disintegrated and differences among the samples could be seen. The degree of aerobic disintegration was determined at that point.
The average degree of aerobic disintegration in synthetic biowaste with standard deviation of the air-laid, foam-laid and carded nonwoven sheets.

The higher mass per unit area carded sample C100 disintegrated to the greatest extent (88%) in 62 days, followed by the lower mass per unit area carded sample C40 (81%), the foam-laid sample F100 (64%) and the air-laid sample A100 (47%). The carded samples exhibited the highest degree of aerobic disintegration, irrespective of their mass per unit area, emphasising the forming method selection as an influential factor in determining the degree of aerobic disintegration. A level difference was observed in the degree of aerobic disintegration among the air-laid, foam-laid and carded structures. A Tukey pairwise test confirmed statistically significant difference between C100 and F100 samples, as well as between C100 and A100 samples. However, the statistical analysis confirmed no significant difference between the results of the two carded sample C40 and C100. Statistical analysis by Tukey test was selected based on the normal distribution of the data and the homogeneity of the variances.
During the aerobic disintegration experiment, sample pieces were extracted from the reactors after 13, 29, and 62 days (end of the experiment), to be photographed to detect visible macroscopic changes. Figure 6 shows the photographs of the samples. The sample pieces decreased in size as the aerobic disintegration process progressed, and they were visibly smaller on day 62. The carded sample C40 showed the greatest extent of size reduction. The size reduction findings align with the earlier findings in PLA film degradation behaviour under composting conditions, reported by Ruggero et al. 47

Examples of the test samples in the reactors as photographed in the beginning (upper row left corner), after 13 days (upper row), 29 days (middle row) and 62 days (bottom row) of the degree of aerobic disintegration experiment. From left to right: A100, F100, C100, and C40.
A potential error to the degree of aerobic disintegration result arises from the fact that the standard does not consider the sample size reduction but informs the results as the total weight of the material above 2 mm, collected by a set of sieves. However, the size reduction to a small fragment supposedly indicates progressed aerobic disintegration. The comparison of the carded samples C40 and C100 in Figure 6 visualises this issue; the sample pieces on day 62 were noticeably smaller for sample C40, implying the possibility of a more advanced stage of aerobic disintegration. However, the weighing results indicate closely similar degrees of aerobic disintegration for these samples when considering the standard deviation.
As further visible in Figure 6, synthetic biowaste effectively adheres to the samples, covering all randomly selected sample pieces. The process of washing away the biowaste residues as thoroughly as possible without destroying the sample pieces significantly contributes to the error and variation in the weighing of the samples and the gravimetric determination of the degree of aerobic disintegration. This notion is in line with the findings of Brunsek et al., 28 who studied the biodegradation of PLA, jute, hemp and viscose in nonwoven geotextiles in a soil burial test (ISO 11721) under both controlled and real weather conditions. They concluded that there were challenges in the interpretation of the results. The changes in the mass did not provide logical results, due to the major error in the integration of the soil into the sample materials. The biodegradation also appeared to be faster in the controlled conditions compared with the real conditions. This implies that the degree of aerobic disintegration results obtained in the controlled conditions within this study may be higher than what would be obtained in a large scale composting environment.
The results suggest that both the bonding introduced by the selected PLA (mono-component or bi-component) and the fibre length may have an impact on the degree of aerobic disintegration. The bi-component PLA used in the air-laid and foam-laid structures seemed to assist holding the structure better together during the aerobic disintegration, whereas the carded structures containing mono-component PLA disintegrated to both smaller fragments and to a greater extent. Furthermore, shorter staple fibre lengths in air-laid and foam-laid structures (6–10 mm) may facilitate more effective bonding through more homogeneous structure, thus reducing the degree of aerobic disintegration compared with carded structures containing longer fibres (38–40 mm).
The porosity profile and the pore-size distribution were not seen as major contributors to the degree of aerobic disintegration. The samples subjected to the aerobic disintegration testing were closely similar in terms of their porosity and pore-size distribution while resulting clear differences in the degrees of aerobic disintegration. For the water absorption capacity, a level of correlation to the degree of aerobic disintegration was observed. The carded sample C100, which had the highest water absorption capacity, also had the highest degree of aerobic disintegration, followed by F100 and A100, respectively. However, C40 with lower mass per unit area had more deviation in the water absorption results.
These findings suggest that both the nonwoven web formation and the consolidation procedure, as well as the fibre length are influential parameters on the degree of aerobic disintegration.
Surface structure before and after aerobic disintegration
Morphological analysis with SEM provides high-resolution images of the materials’ surface topography, allowing detailed observation on a microscale. This is particularly important in the study of materials’ degradation behaviour and the related structural changes. For example, Sülar and Devrim 15 have successfully utilised SEM to demonstrate viscose degradation. X-ray tomography offers a complementary perspective by providing a 3D visualisation of the sample, together with data on its porosity and pore-size distribution.
Figure 7 presents the SEM images of the samples subjected to the aerobic disintegration test before the test and after the 62 day test period. The SEM images captured prior to the aerobic disintegration experiment (Figure 7, images on the left) reveal a difference in the fibre bonding when comparing the air-laid and foam-laid samples to the carded samples. Continuous bonded regions, attributed to the molten bi-component PLA on fibre surfaces, are visible in both the air-laid (A100) and the foam-laid (F100) sample. In contrast, the bonding in the carded samples (C100 and C40) appears more spot-like, due to the completely melted mono-component PLA. These findings imply more efficient bonding mechanisms facilitated by the PLA bi-component fibres in air-laid and foam-laid sheets, aligning with the slower aerobic disintegration observed in these samples compared with the carded ones.

SEM images of sample sheets before (left) and after 62 days of aerobic disintegration (right): (a and b) A100, (c and d) F100, (e and f) C100, and (g and h) C40. All images are taken with 50× magnification.
After the 62-day aerobic disintegration process (Figure 7, images on the right), a perceivable increase in structural density is apparent across all studied samples. The viscose fibres exhibit enhanced flexibility, conforming more closely to the contour of the surface, indicating structural changes in the fibre structure. Furthermore, flattening of the viscose fibres from their original cylindrical shape is observable. Notably, no distinct fibrillation or fibre fragmentation is detected, consistent with the findings of Manian et al., 27 who conducted field studies of viscose-containing nonwoven biodegradation on the surface of the ground. This was seen as an implication of the biodegradation taking place by enzymatic hydrolysis from the accessible fibre ends. In the case of the air-laid (A100) and foam-laid (F100) samples, the pores between the fibres seem visually more filled with material, while the pores remain more open in the case of the carded samples (C100 and C40). The material filling voids between the fibres may originate from the compost media, further confirming the finding about the insufficient removal of compost media from the sample as a source of measurement error.
Figure 8 presents 3D visualisations from X-ray tomography for the samples subjected to the aerobic disintegration test. The difference in the bonding of the carded samples when compared with the air-laid and foam-laid samples is further visible in these visualisations. The molten bi-component PLA fibres in air-laid and foam-laid samples constituted larger bonded fibre clusters, while the mono-component PLA fibres in carded samples introduced more spot-like bonding. The thermal bonds result in the restricted individual movement of a portion of the fibres in the cross-over points, due to cohesive and adhesive forces between the polymer surfaces. 31 Thus, the differences in the extent of the structural bonding are of high relevance for the performance of nonwoven structures. The findings specifically indicate that the extend and method of bonding are of relevance for the degree of aerobic disintegration.
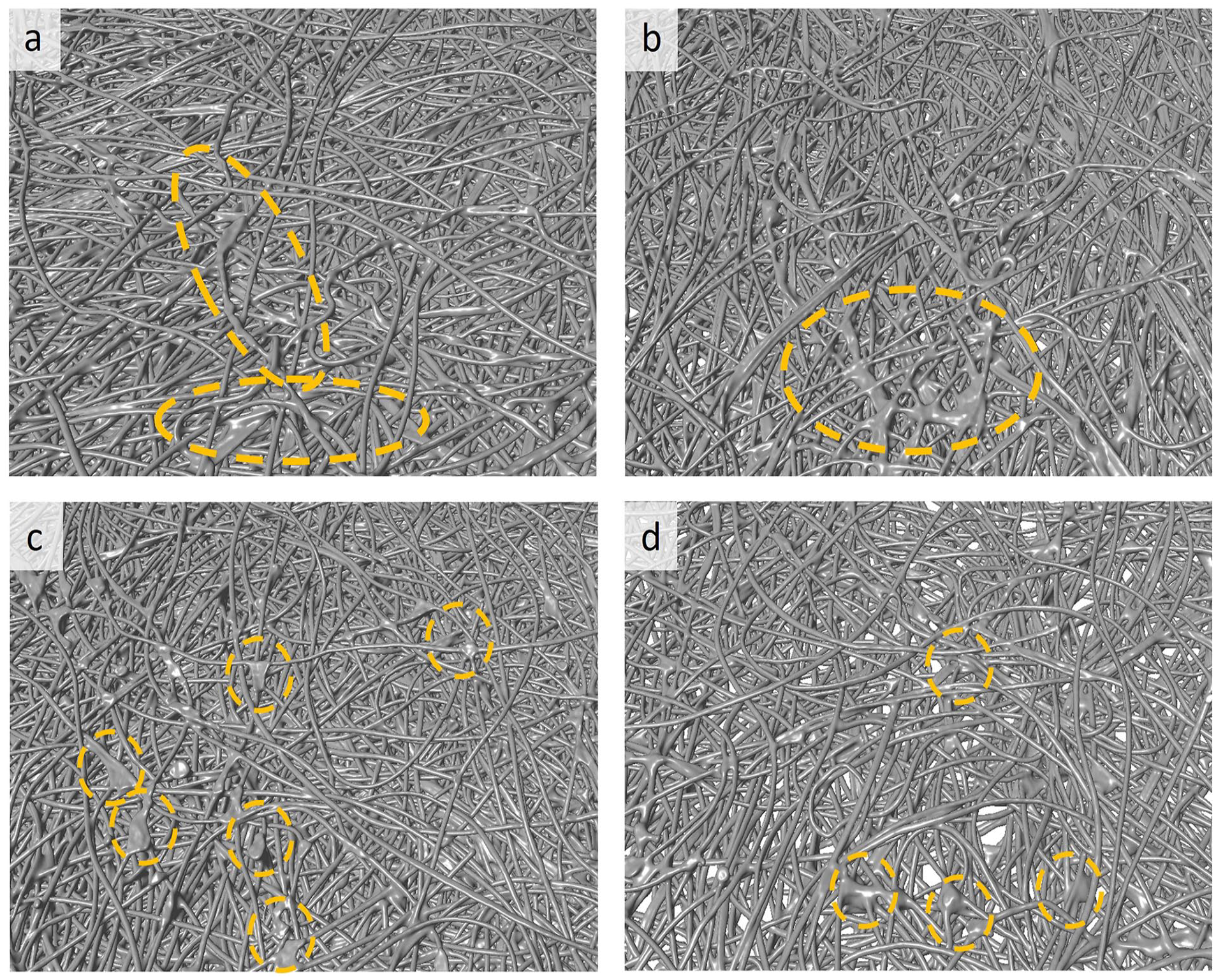
X-ray tomography top view of the sample surface. (a) A100, (b) F100, (c) C100, and (d) C40. The circled areas denote the regions of molten bi-component (a and b) and mono-component (c and d) PLA fibres.
Conclusions
This study explored the influence of nonwoven web formation method to the structure and degree of aerobic disintegration of nonwovens made from biobased biodegradable viscose and PLA fibres under simulated composting conditions. Over 62 days, carded sheets showed significantly higher degree of aerobic disintegration than air-laid and foam-laid sheets. The lower degree of aerobic disintegration for air-laid and foam-laid sheets was due to more effective bonding originating from bi-component PLA fibres and the shorter fibre lengths, introducing denser and larger bonded areas in these sheets. The shorter fibre length led to more homogeneous dispersion of the fibres and improved bonding. In contrast, the carded sheets containing mono-component PLA fibres had smaller bonded spots.
Regardless of the nonwoven web formation method, the prepared viscose/PLA nonwoven sheets exhibited largely similar physical and structural properties. However, the fibre composition influenced these properties. Air-laid sheets with fluff pulp resulted in the highest bulk due to short and coarse fibres and higher probability of their z-directional orientation in sheet. Tensile strength and elongation largely depended on fibre length that is limited by the selected nonwoven web formation method. The wet foam-laid method introduced denser structures with lower elongation and air permeability compared to the dry air-laid method. These differences were associated with the effective hydrogen bonding mediated by the presence of water. Aerobic disintegration correlated with the water absorption capacity, also emphasising the influence of the nonwoven structure created by the selected web formation and consolidation methods.
This research expands understanding on impacts of different nonwoven web formation methods on aerobic disintegration behaviour. The results suggest that more attention should be paid to assessing the final product aerobic disintegration behaviour rather than deducing based on raw material properties. Further studies are recommended on the effects of the different consolidation procedures; chemical, thermal and mechanical bonding, on aerobic disintegration and subsequent biodegradation of nonwovens. Improving the reliability of the aerobic disintegration test setup and methodology would increase the possibilities for more detailed conclusions. Furthermore, a detailed analysis of the changes occurring in physical and chemical sheet properties during aerobic disintegration would offer deeper insights in the relationships between structure and aerobic disintegration.
Footnotes
Acknowledgements
The authors acknowledge Dr Tuomas Turpeinen and Ms Titta Kiiskinen (Technical Research Centre of Finland, VTT) for their contribution to the X-ray tomography imaging. They also thank Mr Oskari Pikkarainen (AhlmanEdu, Tampere) for providing the compost inoculum, as well as Ms Olamide Badara and Ms Seija Haapamäki (Tampere University of Applied Sciences, TAMK) for their contribution to the disintegration test. Ms Olamide Badara, Ms Maria Änkö (TAMK) and Ms Maija Järventausta (Tampere University) are appreciated for their assistance in the carding experiment. The authors are also grateful to Ms Olamide Badara for her help in the statistical analysis and Mr Babak Abdi, (Aalto University) for the assistance in the DSC measurement of the PLA fibre.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was funded by the Business Finland projects SUSTAFIT – TAMK 562/31/2022, SUSTAFIT – VTT 561/31/2022 and SUSTAFIT – Aalto 819/31/2022.
Ethical considerations
Not applicable
Consent to participate
Not applicable
Consent for publication
Not applicable