
Abstract
Pulp fiber airlaid nonwovens were bonded with three binder formulations in a spray and foam process. The binders were: a commercial acrylic dispersion binder, a commercial bio-containing acrylic binder; and a citric acid-carboxymethyl cellulose mixture (CACMC) (1:1 by-weight). The binder solutions were applied at same concentrations onto A4-size airlaid sheets (80 gsm) under a vacuum with 2-sided spraying and 1-sided foam coating. The sheet structure, dry and wet tensile properties, and total absorption capacity were compared. The foam application densified and bulk bonded the sheets, whereas the spray application induced surface bonding. These factors fundamentally influenced the measured sheet properties. The dry tensile strength was linearly correlated with the relatively low binder dosages. The CACMC binder exposed the differences in the binder application processes well, and lead to strong sheets with small elongation and highly application method-dependent absorption capacity compared to acrylic binders.
Introduction
Airlaying is a web formation method where dry and individualized fibers, usually short wood pulp fibers, are suspended, transferred and deposited in an airflow on a conveying wire. 1 Web consolidation is done in a separate process, traditionally with adhesive chemicals. Spray and foam application are methods to deliver liquid binder chemical into a sheet or web. In both cases, the liquid volumes have a certain concentration of binder chemicals. Foam application of binder is an experimental, not widely used method compared to spray bonding that is a well-established process in short-fiber airlaid production.
The goal of this study was to identify differences between foam and spray bonding processes and the resulting sheet structures. As a receiving medium, pulp fiber airlaid sheet is a porous, easily wetting, non-bonded fiber pad created by piled, highly hygroscopic wood pulp fibers. A4-size base sheets (80 gsm) were prepared in lab-size batch process with a lab-scale Walkisoft drum former. The applied binders included two commercial nonwoven binders, and a binder model system. Results indicate clear differences between the methods and binder systems, such as improved dry strength properties of sheets bonded with foamed acrylic binders at same binder dosages.
Spray bonding
When depositing binder solution by spray, it is first atomized via a pneumatic force in a nozzle. The droplets are led onto the upper surface of the moving web, usually in room temperature and atmospheric pressure. In an industrial process, the lower web surface is treated at the second spray station after the top side. After every spraying, the web passes a heating station to evaporate water and cure the binder. Spray application adjusts the web thickness slightly, although it leaves the nonwoven web porous and low in density. Spray bonding is a conventional bonding method for airlaids that are used as absorbent wiping products (spray-bonded airlaids, SBALs).
Upon impact onto the fiber mat surface, a variation of phenomena such as spreading, imbibition, receding, bouncing and splashing of fluid drops may occur. These phenomena are affected by the droplet size, the impact velocity and surface wetting properties, or the fiber mat. 2 The water in the binder droplets is drawn from the formulation into hydrophilic fibers and deeper into the mat, similarly as ink penetrates the paper surface on a printing press. 3 This increases the polymer concentration in the liquid front that is created by agglomerated liquid droplets. Therefore, the shear of the concentrated binder solution increases, 3 which at some point prevents the binder polymers from penetrating deeper into the structure. Therefore, in principle, the bigger the binder polymer and the higher the liquid viscosity (higher concentration), the lower the mobility of the polymer molecules and the spreading and penetration depth of the binder.
Foam bonding
In foam bonding, a concentrated aqueous solution or a dispersion of the binder chemical formulation is foamed together with surface-active agents in a liquid-gas mixer.4,5 The main structural parameters of foam include the bubble size distribution and the foam density; the weight per volume of foam, generally ranging from 0.05 to 0.2 g/cm3. 6 The generated foam structure offers a method to increase the surface area of the chemical to match that of the fibers in a fiber mat. 7
In airlaid bonding, foam is applied onto the sheet from a closed distribution chamber. 6 The liquid pickup is controlled by adjusting the liquid feed and fabric speed. The penetration of the foam into the substrate is mainly determined by the pressure of the foam system. A range of other factors influence the penetration of the chemical into the sheet, including the foam properties (structure, stability, viscosity), porosity of the substrate, its wettability, and wet-out propensity of the chemistry. 7 The density of the foam, however, does not consistently correlate with the final binder add-on. 8
In web manufacture, foam application has traditionally been known by its low wet-pickup tendency toward liquids, as well as the possibility to apply small amounts of chemicals, and high concentrations of feed liquid. In textile manufacturing, foam liquor typically has a solid content from 5% to 25%. 6 There are two general challenges with the technique. Process control of a system with two phases may be challenging, 9 and the components in a binder formulation may not be compatible. Many chemical formulations do not have a natural tendency to foam, and a foaming agent has to be successfully applied. Both spray and foam can be applied with or without an extraction technique such as a vacuum. 9
The foam application of binder chemicals has been studied especially for spunlaced, that is, hydroentangled nonwovens.10–13 These materials require additional bonding in addition to the mechanical hydroentangling. In a study by Kumar et al., 14 viscose fibers were bonded with an experimental soy protein-based binder by foam application. In a recent study by Basyigit et al., 15 multiple chemicals were applied simultaneously to ready-made cotton fabric by foam. No studies were found on foam bonding for short-fiber airlaids.
Chemical binder systems
The most important conventional binders are waterborne, fine dispersions of specific polymers. Dispersion binders are typically shipped at a solids content (s.c.) of 40%–60% and diluted to s.c. 10%–15% for spray application. Depending on the application process and intended use, the final binder polymer content varies from 5% to a staggering 150% of the dry weight of nonwoven fabric. 1 Their viscosity is close to that of water, which allows for the polymer to penetrate deep into thick and dense webs. 16 As the water is evaporated, the binder polymer forms an adhesive film between closely located fiber sections, leading to the formation of binder bonds and sheet consolidation upon drying.
Chemical binder molecules usually have groups that are able to covalently bond with the polymer chains, which imparts wet strength to nonwoven materials. 16 In this study, a simple model system for a binder formulation was created with CMC acting as a binder polymer, and citric acid (CA) acting as a crosslinking agent. CMC is an anionic, water-soluble derivative of cellulose that has adhesive properties. It can be used in flushable products because wastewater systems are able to deal with organic cellulosic substances. It is an all-important polymeric material that can act as a binder, stabilizer, emulsifier, film-forming component, carrier, etc., in various industrial applications. 17 CA has a well-known ability to create covalent bonds with cellulosic substances and improve material performance. This ability has been applied for cellulose-containing substances such as wood, 18 paper products, 19 composites, and fabrics. 20
Experimental
Materials
Softwood kraft pulp (s.c. 94%), received in fluffed form (UPM, Finland) was used as the fibrous raw material. Softwood fluff pulp is the conventional raw material for typical pulp fiber airlaid products, such as soft and absorptive wipes and towels for household, healthcare or industrial uses. The fiber length of this fiber material was at 2.121 ± 0.003 mm, measured using a L&W Fiber Tester in a wet state.
Three binder systems were used. As a conventional nonwoven reference, a self-cross-linking aqueous dispersion (s.c. 45%, pH 4, particle size 0.2 µm, glass transition temperature (Tg) – 12°C) based on acrylic and methacrylic acid esters was received from CH-Polymers (Finland). Upon drying, the binder formed a transparent, slightly tacky, and highly elastic film. A bio-containing, nonionic aqueous dispersion of acrylic and methacrylic esters was received also from CH-Polymers (Finland) (s.c. 41.3%, particle size 0.2 µm, Tg – 7°C). Upon drying, the binder formed a translucent, brownish, relatively rigid film with a slight elongation capacity (not measured). The third binder formulation was prepared from Finnfix 300 sodium carboxymethylcellulose (CMC) (Noyryon, Finland) and food-grade (code E330) citric acid (CA) (Golden Star, Finland) as a crosslinker. The Tg of pure CMC is considerably higher; approximately 80°C,21,22 than that of dispersion polymers, indicating that the polymer is rigid at room temperature.
To foam the binder suspensions, a non-ionic surfactant Marlipal O13/100 (Sasol, Europe) was used as a foaming agent. Marlipal is a C13-alcohol ethoxylate (CAS: 69011-36-5) that is declared as not hazardous and is commonly used in washing and cleaning products, for example.
Base sheet preparation and binder application
Airlaid substrates were prepared with a laboratory-scale Walkisoft sheet-forming drum apparatus (Anpap, Finland). For each A4-size sheet, a 6.5 g batch of fluff pulp was put into a rotating cylindrical drum (Ø 200 mm, length 300 mm, open area 22.7%, hole diameter Ø 4 mm) that sieved the fibers onto a forming wire in a vacuum. The airflow rate at the duct outlet was estimated at 13 m3/min. The air gap on the roof allowed the replacement air to enter the cabin hosting the drum. The drum rotation speed was chosen at 65 rpm. The target grammage of the sheets was 80 gsm. Table 1 shows the binder systems and applied concentrations, including the amount of applied liquid binder and the estimated dry polymer dosage in sheet.
Binder chemicals, applied concentrations, applied amount of liquid binder to the sheet, and the estimated dosages in airlaid sheets.

1 Conventional acrylic binder.
2 Bio-containing acrylic dispersion binder.
3 CA-CMC 1:1 (by-weight) mixture.
Average ± 1 std of three sheets.
Dry binder from dry fiber (%). Based on dosage and concentration.
Spray bonding process
Prior to coating, the sheets were pre-compacted (once back and forth) with a 13 kg rolling pin. A base sheet was first placed onto a grid with an area vacuum underneath (see Figure 1). To guide the airflow through the sheet area, a plastic-film stencil with a square hole slightly smaller than the sheet area was placed on sheet. After turning on the vacuum, binder was sprayed with a hand-held paint pistol from a constant height. Approximately 11 g of binder solution were applied; half of the amount on each side. The moisture content (m.c.) of the sheet was approximately 70% after the binder addition.

(a) Manual spraying station and (b) foam application from a slot die on a moving wire.
Foam bonding process
The binder mix consisting of water, binder polymer and foaming agent (0.4 wt.%) was first agitated in a mixer for 90 s to disperse the foaming agent. Foam with a density 0.1 g/cm3 was generated with a Hansamixer (Hansa Mixer, Germany). The foam quality can be controlled during foam generation by adjusting the foam density, concentration and type of the surface-active agent. In our study, only one type of foam was applied. The selected parameters were based on previous successful foam coating trials. In pretesting, binder penetration through the sheet was visually verified.
Foam was fed at a rate of 6 L/min through a slot die (length 4 mm, width 180 mm) onto a moving support wire (see Figure 1). The non-compacted base sheet was attached from its front and back end onto the wire, and transported under the foam outlet at a speed of 3 m/min. Under the wire, a vacuum was applied through a slit (length 3.5 mm) right after the foam outlet. The typical vacuum profile is shown in Figure 2. Between the sharp peaks (tapes), the vacuum profile first decreases and increases as the sample travels over the vacuum slit. Higher negative pressure indicates thicker middle section of the sheet. The sheets were coated from one side, without pre-compaction. With the given process, the sheet m.c. increased on average 50% after the application. For increasing CACMC concentrations 0.4%, 1.3%, and 2.4%, the m.c. increased by 47%, 55%, and 60%.
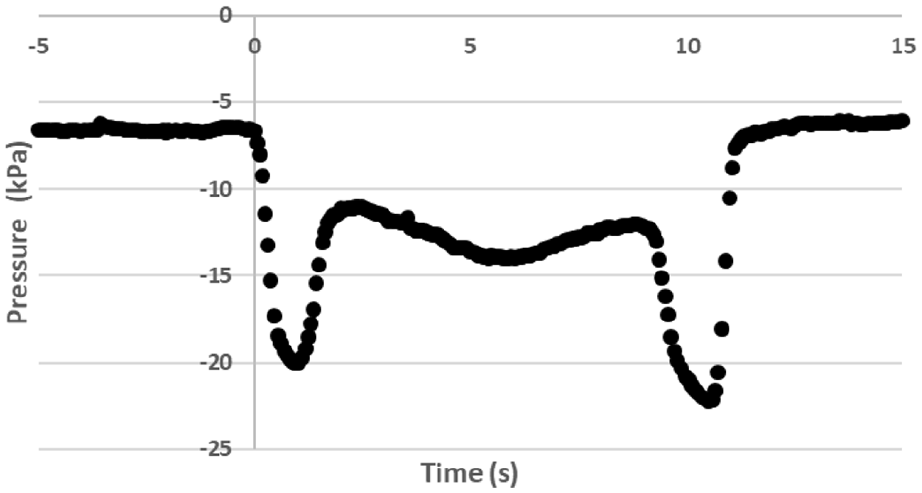
Typical vacuum profile in foam application. Pressure data for Biobinder 8.5%.
After the binder application, the spray-bonded (SBALs) and foam-bonded (FBALs) sheets were dried at 80°C for 20 min, and cured at 175°C for 90 s.
Binder viscosity and characterization of sheets
Binder viscosity
The binder viscosity was measured with a Brookfield Viscometer (Brookefield Engineering Laboratories, MA, USA) with a SC4-18 spindle attached. The sample was allowed to stabilize for 15 min before the measurement. The viscosity was measured at eight speeds ranging from 5 to 200 rpm. Ten measurements were taken.
Tensile testing in dry and wet states
Tensile testing of the conditioned samples was carried out using Lloyd Universal Testers LR10k and LS5 (Lloyd Instruments/Ametek, West Sussex, UK) in a standard climate (23°C, 50% RH). 20 kN load cells were used. The grip-to-grip distance was 100 mm, and the crosshead speed was 50%/min (50 mm/min). Isotropic material was assumed. Five replicates were tested. The tensile strength index (TSI) (Nm/g) and elongation at break (%) were reported.
For the tensile testing during the wet stage, a test specimen with a total length of 150 mm was folded into a sample holder. The folded section was immersed in ion exchanged water for 15 s. The specimen was measured in its folded state immediately after soaking. A Universal Lloyd LS5 (Ametek Sensors, FL, USA) tester with a 20 N load cell was used. The grip-to-grip distance was 50 mm, and the crosshead speed was 100%/min (50 mm/min). Five replicates were tested. Samples with a low binder amount tended to absorb a lot of moisture, which hampered the wet tensile testing. The problem was pronounced for the SBALs. Although water did not wet the whole specimen length, the wet tensile strength index (WTSI) (Nm/g) is reported, based on the grammage prior to soaking. Wet tensile strength retention (WTSR) is calculated as a ratio TSI/WTSI.
The sheet thickness was measured with a Thwing-Albert tester (Thwing-Albert Instrument Company, NJ, USA) according to SFS EN ISO 9073-2 in a standard climate. Five measurements were taken from each sample sheet. The weight and the longitudinal dimensions of minimum three sheets were measured for grammage determination.
Total water absorption capacity
The water absorption capacity (Wa) of the samples was measured with a quick absorption test based on the basket-immersion test method ISO 12625-8. Four specimens (size 35 mm × 70 mm) were immersed one by one in a small metal wire basket into deionized water for 30 s. After a drainage time of 60 s, the total weight of the wet sample in wet basket was weighed (WwetSB). By knowing the dry weights of sample (WdryS) and wet empty basket (WwetB), the water absorption capacity was calculated as follows: Wa = (WwetSB − WdryS − WwetB)/WdryS.
Imaging
To investigate the internal structure and porosity of the samples, a micro-computed X-ray tomography (XµCT) image was produced of CACMC and REF samples. XµCT 23 is a method for obtaining a digitalized three-dimensional representation of almost any material, even fragile samples. 24 XµCT imaging is based on X-ray attenuation maps obtained from multiple positions around the sample. As X-rays are sensitive to the material density, the resulting 3D image matrix represents the density differences in the sample. The image area was 7 × 7 mm (pixel size 4.9 µm). The thickness probability, porosity profile, and pore size profile were calculated from the 3D images and reported.
Results and discussion
Binder viscosities
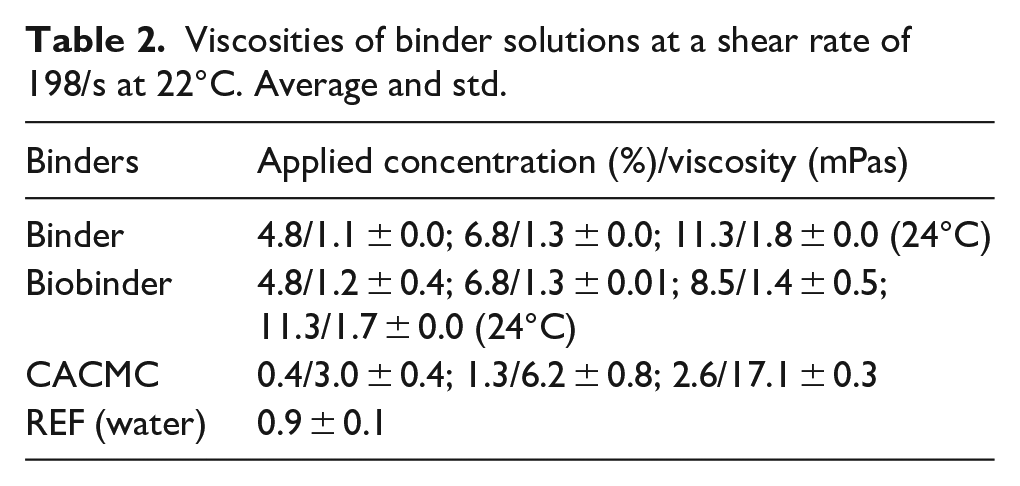
Viscosity is a fundamental property of a binder solution. By understanding the airlaid sheet as an assemblage of very small capillaries, the viscosity appears in the denominator of the equations of the penetration rate. Hence, increasing the viscosity resists the binder flow. The measured viscosities of the applied binder solutions are given in Table 2. The viscosities of both commercial acrylic binders are almost equal to water, enhancing the wetting and penetration into the airlaid sheet. CACMC viscosities are higher, contributing to the surface bonding shown in Figure 3.
Viscosities of binder solutions at a shear rate of 198/s at 22°C. Average and std.
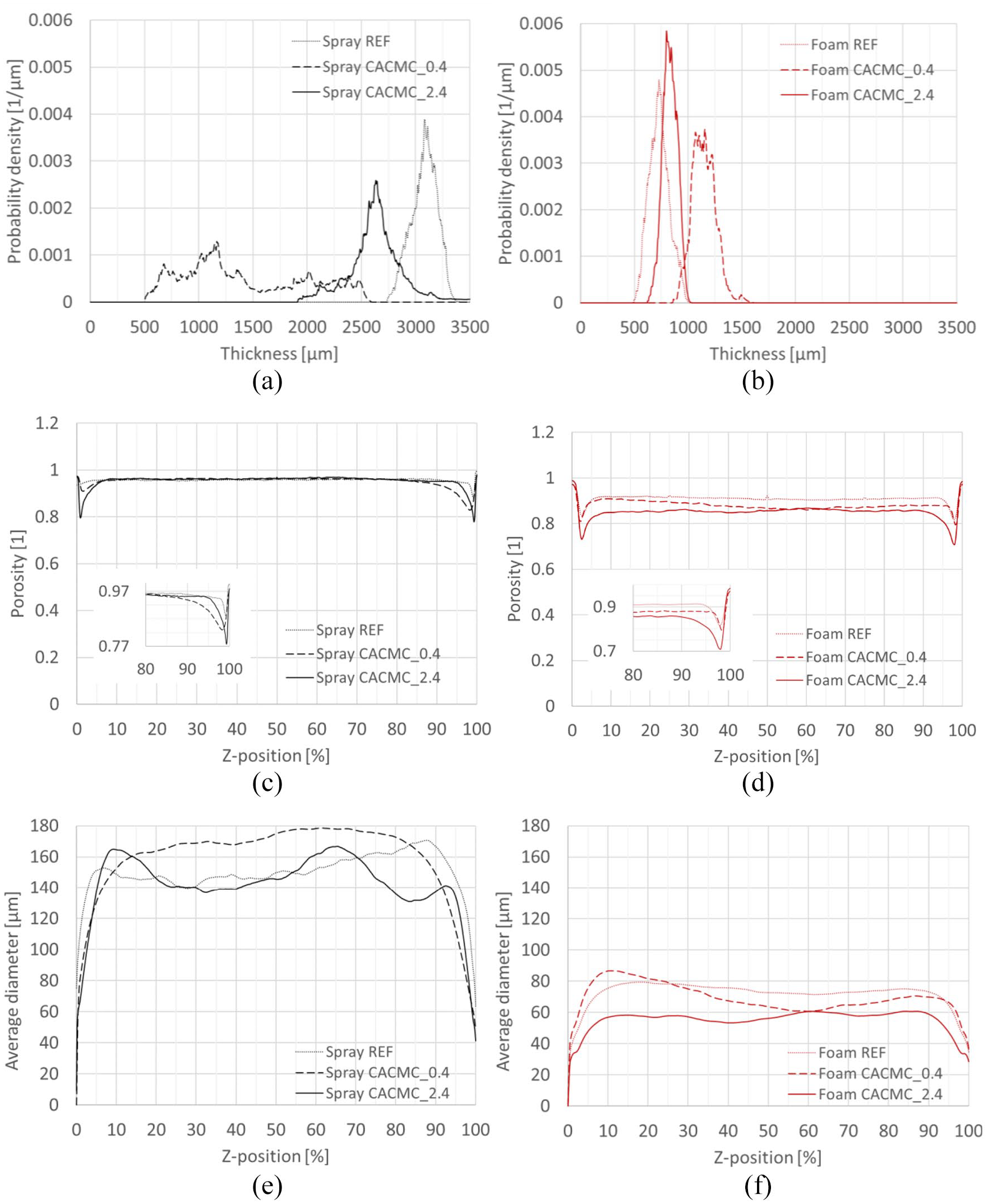
Probability density of the sheet thickness (a and b), porosity profile through the thickness (Z-position) (c and d), and average pore diameter profile through the thickness (e and f) extracted from tomography images of samples bonded with CACMC binders and water (reference) in spray bonding process (a, c, and e) and foam bonding process (b, d, and f). The sample size was 7 × 7 mm.
In foam bonding, the liquid front that traverses through the fiber mat contains both binder formulation components and surfactant molecules. In the advancing meniscus of a penetrating liquid front in fully wetting fiber networks, both molecule species are absorbing into the fibers at the liquid-fiber interface. This leads to local depletion and subsequent replenishment from the preceding liquid front. The molecular charge properties of the participating surfactant and binder species can create cross-effects in polar water. For example in the CACMC 0.4% binder solution, the concentration of surfactant and binder material was equal. However, the surfactant was non-ionic, thus noninterfering with binder polymers. In the absence of binder polymers, it has been shown that surfactants delay the wicking of water into cellulose fiber networks, such as airlaid mats or paper, 25 in particular at low concentrations.
Sheet properties
The basic properties of the bonded sheets are given in Table 3. The grammage of the spray-bonded sheets was slightly higher than that of foam-bonded sheets, indicating greater binder add-on. The spray application process compressed the sheets much less compared to the foam process, leading to over 50% smaller sheet densities for SBALs, with or without a binder polymer. This was due to the strong negative pressure the vacuum exerted on the sheets. Indeed, the level of negative pressure offers a method to control the dry density. Increasing binder concentrations increased the density of the FBALs, but not SBALs. This can be explained by the improved internal bonding, and potentially increased shrinking during drying and curing. Polymers accumulated on the surface of the SBALs, which left the core unaffected. Increasing concentrations of the CACMC binder increased the coefficient of variation (CV, not reported) (relative variability) of both thickness and density, indicating increasing variation in the coating process. For the Binder and Biobinder, the CV did not show consistent behavior.
Sheet properties.

The applied dry binder amounts could not be detected by weighing the sheets. Instead, the binder dosages were estimated via liquid binder addition. If more binder polymer than water was drained from the sheet, the binder dosages in Table 3 become overestimates. Binder drainage was more likely to occur for the Binder and Biobinder than for CACMC binders (see Chapter 3.3).
The spray application method was principally different from the foam application. The spray process included sheet pre-compaction, and more manual sheet handling to coat both sides separately. By visual observation of the droplet stream and the level of vacuum under the sheet, the sheets were less densified than foam-applied sheets. In addition, the spray-bonded sheets received more water and bonding polymer. The foam-bonded sheets received 40%–60% less binder than spray-bonded sheets. These differences affect the observed structural and strength differences.
Effect of binder application method on sheet structure
The accumulation of binder on the sheet is affected by the application process and binder and binder-fiber chemistries. 16 The final binder location and distribution in the sheet cross-direction is important, as it directly affects the sheet properties, such as the delamination tendency, mechanical properties, and fabric handle (feel). Detailed characterization is not possible without the utilization of special methods such as selective staining or the use of contrast agents followed by imaging and data analysis. On a gross scale, binder penetration can be anticipated from secondary sources such as the sheet structure, or delamination tendency of the cured sheet.
Figure 3 shows the thickness, porosity, and pore size profiles extracted from tomography images for the CACMC sheets and water references. The images are small samples of the A4 sheets that had thickness and grammage variations. The Z-position is thus given as a percentage.
The spray and foam processes can be compared by looking at the water reference curves (Spray REF and Foam REF). The foam process compressed the sheet, and led to higher and narrower density peak in the probability density function (PDF) of the thickness (see Figure 2(b)), and a less porous inner structure (see Figure 2(d)) compared to the sprayed sheets. The average internal pore diameter was reduced to half. The FBALs were thinner and denser than SBALs, as shown also in Table 3. The foam-addition process induced further compression of the sheet surfaces (see Figure 2(d), detail image). For the Foam REF, the porosity of the top and bottom surfaces was 10% lower than that of the core. This difference was only 2% for the Spray REF.
The increasing CACMC concentration had an effect on the sheet porosity (void fraction) profile in the Z-direction (Figure 3(c) and (d)). For sprayed CACMC 0.4% and CACMC 2.4% binders, the porosity was 12% and 18% lower, respectively, on the sheet surfaces compared that the in sheet core (see Figure 2(c), detail image). Therefore, the spray-applied binder mainly stayed on the surface, and did not penetrate to the core, which remained an unbonded layer of fluff pulp. The 80 gsm target was above the suggested maximum grammage of 50 gsm for spray bonding. 26 At this grammage, spray-bonded sheets showed signs of lamination, whereas the foam-bonded sheets where on average though-bonded. The increasing CACMC concentration reduced the porosity of the surfaces and core of the foam-bonded sheets (see Figure 2(d)).
The pore sizes were greatly affected by the application method. Increasing the CMC concentration reduced the pore size only on the sheet surfaces of the spray-bonded sheets (Figure 3(e)), whereas foam addition reduced the average pore sizes throughout the profile (Figure 3(f)).
In summary, Figure 3 shows that spraying resulted mainly in surface area bonding, whereas foam bonding resulted in cross-sectional bonding. The same applies to these bonding methods in general. By spraying, the binder stays close to the sheet surface, and results in materials with hard and tough surfaces compared to the inner structure. 27 For some materials, it is possible to compensate for this effect with post-treatment such as pad mangling to produce more saturated material. 27 Foam bonding simultaneously preserves the sheet bulkiness and distributes the binder through the thickness and over the area. 27
Dry tensile properties
Upon drying, the binder polymer forms films between the unbonded fibers, and acts as a glue in the fiber network. Therefore, the expectation is that the mechanical properties in the dry and wet state are largely functions of the polymer binder content. Wood fibers also have the capacity to form hydrogen bonds. This was evident, as the sheets bonded only with water had a small, but still measurable strength index (0.1 Nm/g).
Figure 4 shows the dry tensile strength index (TSI) of the SBALs and FBALs. For all binders and both addition methods, the TSI increases as a function of the dosage. Indeed, the area and distribution of these films is dependent on the binder polymer, amount of binder, and in particular the volume of the binder present in relation to the volume of the fibers, 16 and the addition method. 8 The increasing amount of binder polymer creates increasing numbers of load-bearing bonding sites between the fibers.

Dry tensile strength index of spray-bonded (closed markers) and foam-bonded (open markers) sheets as a function of the estimated dosage for: (a) Binder, CACMC, and water references and (b) Biobinder. Average and 1std.
For both application methods, the TSI of CACMC was more strongly dependent on the dosage compared to the Binder and Biobinder. At a dosage of 5% in foam bonding, CACMC gave a TSI that was 30% and 190% larger than that of the Binder and Biobinder, respectively. These observations can be explained by the nature of the CMC polymer and the network it makes with the fibers. CMC is a linear polymeric derivative of cellulose. The material properties depend on the cellulose backbone chain length and the number of hydroxyl groups substituted by carboxymethyl groups. Due to its structure, CMC is a very stiff and brittle polymer. 28 Based on the high viscosity levels (see Chapter 3.3), the CMC molecules were much larger than the polymers in the Binder and Biobinder formulations and did not have the ability or necessary replenishment concentration to penetrate deep into the sheet. Thus the polymer accumulated on the surface (see Figure 3) and potentially acted as a load-carrying layer in tensile tests. This load bearing capacity increased as a function of the CACMC concentration. CACMC applied with foam behaved similarly, indicating its efficiency also in bulk bonding. For increasing the CACMC concentration, the add-on of foamed binder was always smaller than that of droplet binder, leading to a smaller TSI. To reach a chosen TSI with CACMC, the concentration of foam-applied binder solution should have been approximately 1.3% points higher than that of the spray-applied binder.
The effect of the application method was not consistent for all binder types. At a chosen dosage level of 5%, foaming increased the TSI by 76% for the Binder, by 15% for the Biobinder, and decreased by 14% for CACMC. This suggests that foaming was a beneficial application method for the commercial binders.
Figure 5 shows the TSI results as a function of the sheet density. For all SBALs, the correlation is undefined (due to the constant density), whereas for FBALS, there is a linear correlation. The fiber network strength has been shown to scale linearly with the number of crosslinks in the sheet (in unit volume), 29 which in turn is proportional to the fiber network density. Therefore, the FBAL data suggests that the foam application of binder led to well-bonded sheets. The TSI was on average dependent on the sheet density, but not on binder type.

Dry tensile strength index of spray-bonded (closed markers) and foam-bonded (open markers) sheets as a function of the sheet density.
Figure 6 shows the dry strain-at-break (DSAB) of SBALs and FBALs. The extensibility of the CACMC-bonded sheets was clearly less than that of all the Binder and Biobinder sheets. This was due to the rigidity of the CMC polymer, and the ester bonds locking the CMC, citric acid and cellulose. Both the Binder and the Biobinder samples showed considerable ductility before breaking due to the softness and elasticity of the polymers, although the dried Biobinder bulk films were more rigid and brittle than the Binder films. Foaming of the binder reduced the achieved DSAB for all binders, more so for the Binder and Biobinder than for CACMC. Irrespective of the application method, an increasing amount of binder reduced the maximum elongation.

Dry strain-at-break of spray-bonded (closed markers) and foam-bonded (open markers) sheets.
Wet tensile strength retention
Figure 7 shows the WTSI as a function dosage, and Figure 8 shows the WTSR as a function of the dosage and density. WTSR describes the degree to which the binder is able to retain tensile strength in the wetted stage which is commonly found in nonwoven applications.

Wet tensile strength index (WTSI) of spray-bonded (closed markers) and foam-bonded (open markers) sheets: (a) Binder, CACMC, and water references and (b) Biobinder. Average and 1 std.

Wet tensile strength retention (WTSR) of spray-bonded (closed markers) and foam-bonded (open markers) sheets, as a function of: (a) estimated dosage and (b) density.
In general, an increasing dosage improved the WTSR, although the WTSR of spray-applied Biobinder was relatively unaffected by the dosage. The dry strength level of the Biobinder both in droplet and foamed form was relatively low (Figure 4(b)), but it was able to retain its strength better at wet state than the Binder and CACMC binders. This indicates efficient crosslinking at 175°C. The Biobinder was also somewhat hydrophobic, which can be seen in the low moisture absorption of the Biobinder airlaids in Figure 9. For FBALs, an increasing density, that is, increasing binder contact number and area in the fiber network led to more tolerance against water.
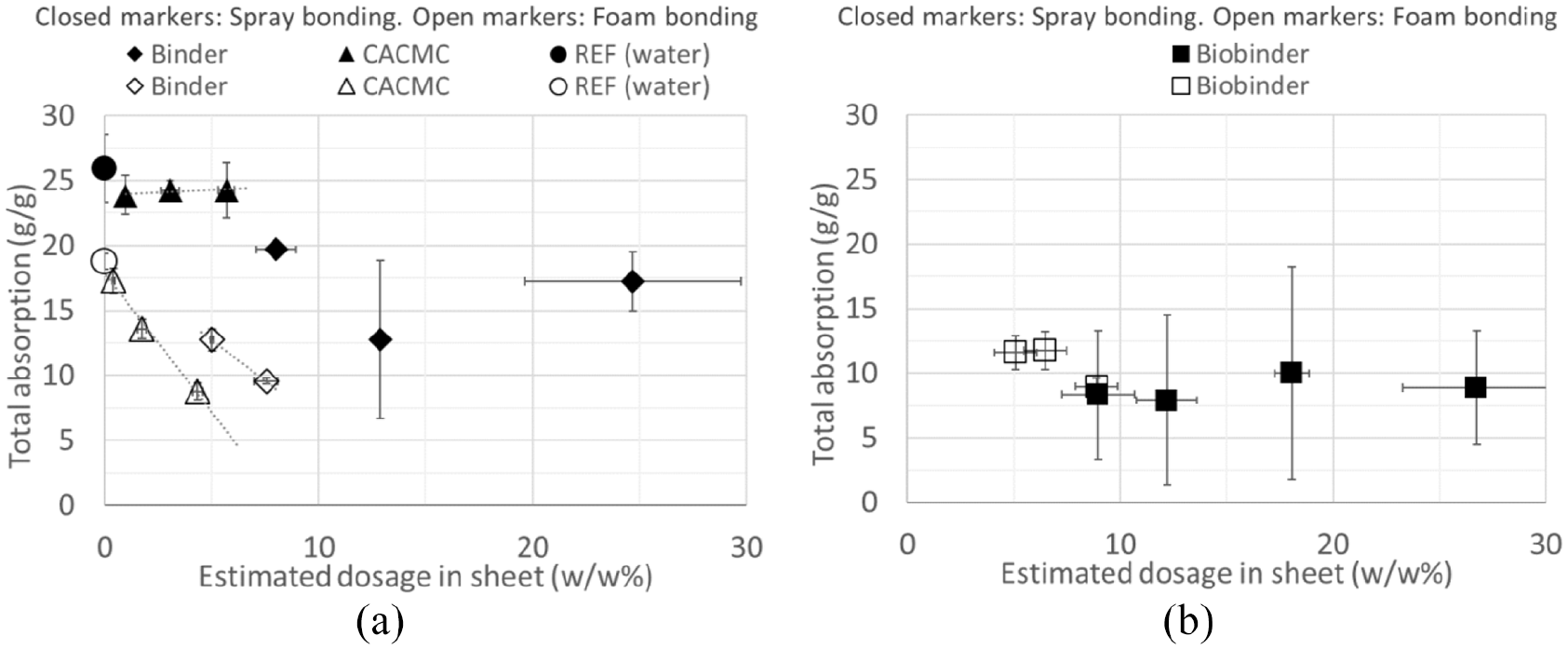
Total absorption as a function of the estimated dosage for: (a) the Binder, CACMC, and water references and (b) the Biobinder. Average and 1 std. The error bars for the foam bonding data are significantly smaller that for the spray data.
Absorption capacity
To simulate the likely end use as absorptive towels or wipes, rapid and total water absorption though the planes and open edges of the specimens during 30 s water immersion was measured. The desired outcome is a high capacity that is in balance with strength retention. The pulp fiber-water interface has low energy, and the absorption is driven by the spontaneous advancing of liquids through the capillaries (wicking). For bonded sheets, the capillaries are partially coated with polymer.
Table 4 shows the individual readings from the absorption experiments. For all binders, the FBAL data had less variation compared to SBALs. This can be explained with the repeatability of the application process, grammage evenness of sheet, and binder penetration through the sheets.
Total water absorption of spray and foam-bonded airlaids. Individual data readings. Outlier data points are bolded.
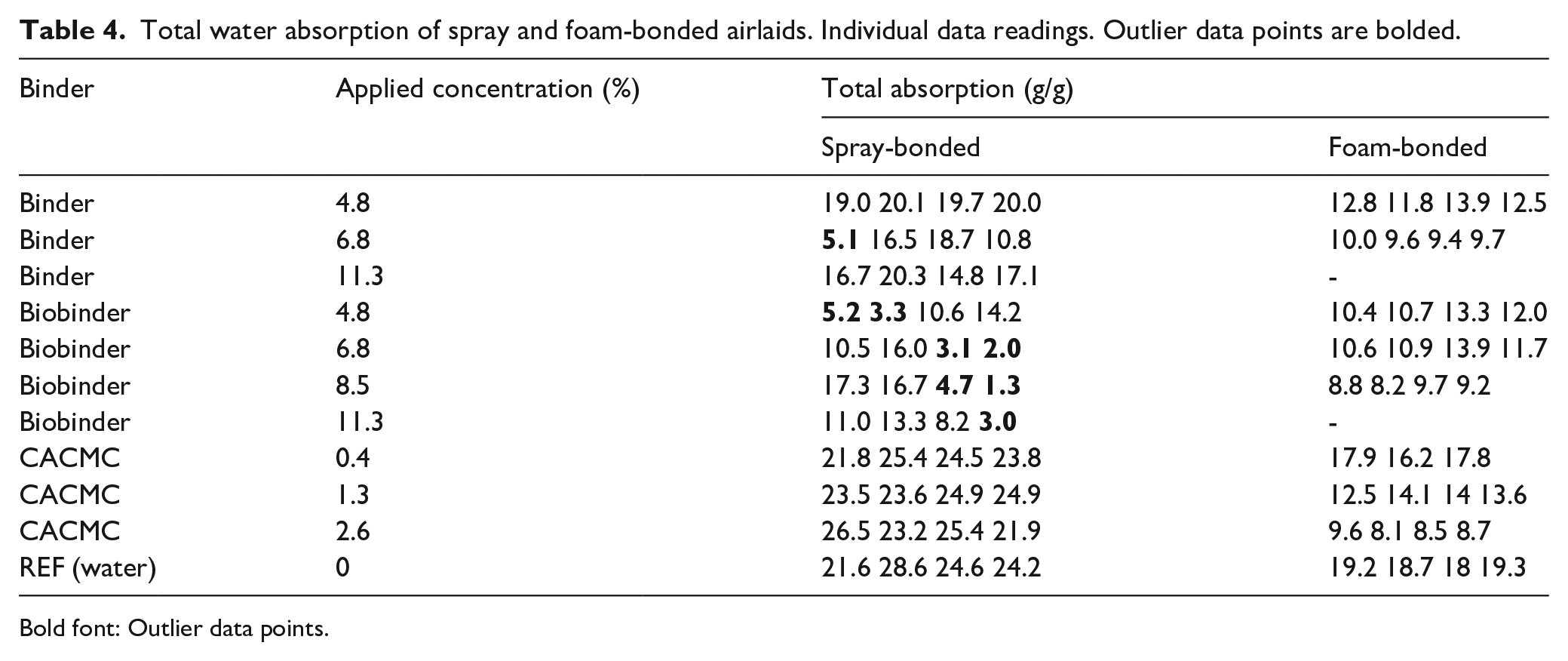
Bold font: Outlier data points.
Regarding SBALs, the Biobinder data were clustered on two levels (marked with bold and regular font in Table 4). This can be explained by the uneven distribution of a hydrophobic binder polymer. If the bonding was incomplete, water could penetrate fast to the fluff fiber core and increase absorption. In areas, where the Biobinder had penetrated through the sheet, the absorption was very low, indicating hydrophobicity and strong cross-linking.
The absorption capacity is shown as a function of the binder dosage in Figure 9 and density in Figure 10. The difference between SBAL-REF and FBAL-REF (26 ± 3 g/g and 18.8 ± 0.6 g/g) highlights the effect of the application process through sheet densification on absorption. These values can be considered as maximum values. The absorption of CACMC-SBALs did not differ from this maximum. The SBAL and FBAL data points in Figure 10 make two distinct clusters. For FBALs, the achieved sheet density was decisive for absorption over the binder type that was applied. This suggests that the absorption is only dependent on the fiber network dimensions and structure, not the type of chemical bonding. The total absorption of FBALs decreased by 0.38 g/g per 1 kg/m³ increase in density (R 2 = 0.899) for all sheets bonded with foamed binder. For SBALs, the correlation was undefined.

The total absorption of spray-bonded (closed markers) and foam-bonded (open markers) sheets as a function of bulk. Standard errors as in Figure 9.
For CACMC, foam application made the sheets stronger, less extensible and less absorbent. For both commercial binders, foam application improved the dry strength (Figure 4) and reduced extensibility (Figure 6), but the absorption was reduced only for the Binder compared to spray application. With spray addition, the bio-containing binder potentially sealed the sheet surface and, due to the slight hydrophobicity led to lower water absorption compared to foam bonding.
In principle, increasing the binder amount, that is, the number of bonding polymer film segments, makes the network increasingly bonded and therefore less able to absorb water. The application method has been shown to affect the area of emerging bonding films. Jarvis et al. 8 showed that foam bonding induces fewer and smaller films compared to saturation application. In terms of the film segment number and size, spray application is likely to lie between these two extremes. For the tested SBALs and FBALs, this principle was masked with the effect of the less-bonded core of the SBALs, which manifested as high absorption.
Summary
This study compared the foam and spray application of waterborne binders into pulp fiber airlaids (target 80 gsm, A4 size sheets). The comparison was made based on 3D tomographic images of bonded sheets, dry and wet strength properties, and water absorption measurements. Three binder formulations at chosen relatively low concentrations were applied.
The results indicate that the applied spray and foam techniques were fundamentally different bonding methods. The foam application densified the sheet bulk more than the spray process. This lead to FBALs with a smaller thickness and higher density. The dry and wet strength and absorption capacity of the FBALs linearly correlated with the density, irrespective of the binder type. The sheet densification was studied for CACMC binders and was found to increase as the binder concentration increased. The density of the SBALs was unaffected by the binder application.
The binder accumulation in the sheet thickness was characteristic for spray and foam application. In the spray process, binder polymers accumulated on the surfaces, leaving the bulk less treated. This accumulation was studied for the CACMC binders and was found to increase as the binder concentration increased. Dry tensile strengths were linearly correlated with the relatively low dosages in the sheet. There were individual differences between the binders. As an example, foam-bonding with Biobinder improved the absorption capacity of the sheet compared to Biobinder-spray-bonding. In contrast, for the Binder and CACMC binders, foam-bonding reduced the absorption compared to spray.
Conclusions and practical implications
For pulp fiber airlaids, binder application with foam is considered as a new development, although some manufacturers are successfully applying it. 30 Our results confirm that foam bonding had distinct advantages over spray bonding. In our experiments, the sheet m.c. was approximately 70% after the binder addition with spray, and approximately 50% after foam application. The sheet porosity was greatly affected by the application method. An increasing binder concentration reduced the porosity evenly through-the thickness of the foam-bonded sheets, proving of effective bulk bonding. Through the adjustment of feed and suction levels, the foam application also offers a tool for controlled and even densification of the sheet. In our experiments, the foam application process reduced the porosity in the sheet middle by 5% (when water was fed as the binder) compared to spray process. In short, foam bonding would offer benefits if spread across the industry, including improved raw material and cost-efficiency, material property homogeneity, and production machinery cleanliness.
In our experiments, the traditional characteristics with spray application of binder were observed, such as challenges in feeding the binder polymers evenly throughout the sheet thickness. In industrial settings the binder penetration and add-on can be adjusted, and the tendency of surface-bonding is perhaps not as pronounced as in our experiments.
Supplemental Material
sj-docx-1-jef-10.1177_15589250221111507 – Supplemental material for Spray and foam application of chemical binders to pulp fiber airlaids
Supplemental material, sj-docx-1-jef-10.1177_15589250221111507 for Spray and foam application of chemical binders to pulp fiber airlaids by Sara Paunonen, Tuomo Hjelt, Taina Kamppuri and Harri Kiiskinen in Journal of Engineered Fibers and Fabrics
Footnotes
Acknowledgements
The authors would like to thank Ms. Mervi Raatikainen (VTT) for the preparation and testing of the spray-bonded samples, Ms. Emmi Hendriksson (VTT) for assisting in the foam bonding experiments, and Ms. Kristiina Sakala (VTT) for the testing of the FBALs. We would like to thank Ms. Titta Kiiskinen and Dr. Tuomas Turpeinen for taking and processing the tomography images. The discussions with CH-Polymers experts on binders are greatly appreciated.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The research was executed in the PAFP – Piloting alternatives for Plastics project during 2021. The authors gratefully acknowledge the funding received from the European Regional Development Fund (grant number A75938), VTT and the participating companies. The project execution was coordinated by the Regional Council of Central Finland.
Supplemental material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.