
Abstract
This work presents a novel combinatory approach in relation to our previous work, exploiting the previously demonstrated recovery of Elium matrix from CFRP laminates (simulating CFRP waste) and its incorporation as Elium monomer replacement for subsequent CFRP composite manufacture with reduced raw monomer material usage. Our previous efforts provided a proof of concept for the addition of neat pre-polymerised Elium recyclate from polymer production waste, whereas it was acetone-extracted CFRP Elium matrix used here as monomer substitute. The recovery was achieved by dissolving Elium CFRP in acetone to separate the fibers and recover the matrix, followed by incorporating the recovered matrix in granulate form (hereafter recovered recyclate) in the resin mixture for manufacturing new composites. This was carried out by substituting a fraction of the Elium monomer with recovered recyclate at different weight fractions (2.5 - 7.5 wt%) and dissolving it in the Elium monomer before polymerization. It was possible to integrate up to 5 wt% of recovered recyclate during composite manufacturing, resulting in laminates with comparable matrix molecular weight and thermal properties, improved thermal stability and comparable mechanical performance to the virgin counterpart.
Introduction
Global market of carbon fiber reinforced thermoplastic composite has been growing steadily, and the demand is expected to grow, which is anticipated to increase at the compounded annual growth rate (CAGR) by 7.8% during the period from 2022 to 2030. 1 The exceptional characteristics of these CF based thermoplastics composites which combines high strength with being lightweight make them suitable for a wide range of applications, especially within the automotive and aerospace sectors. 2 The surge in growth comes with concerns regarding the waste generated at the end-of-life. Thus, the development and continuous improvement of recycling techniques is crucial to product sustainability. The processing cost along with the carbon footprint can be reduced through the implementation of an effective recycling process, retaining recovered components’ (fiber and resin) mechanical as well as chemical properties.
Mechanical, thermal, and chemical recycling are generally the main recycling categories for CFRP that are currently available. These recycling techniques generally result in a compromise of either the mechanical properties of the recovered fibers or the chemical structure of the matrix.
Mechanical recycling for instance is based on reducing the composites into granules (via crushing, shredding etc.), which are later used via injection moulding (as one of the options for thermoplastics) into new composites of the same type. 3 Thermal recycling on the other hand includes thermal decomposition of scrap to generate energy. 4 Although in some cases such as Fluidized Bed processing, fibers can be recycled in the manufacturing of new composites, but its common that after processing at high temperatures, carbon fibers show upto 20% decline in stiffness. 5 The commonly used thermal recycling method is pyrolysis, where polymer degradation results in liquid and/or gas with calorific value, which in some cases are similar to oils used as fuels. 3 The high process temperature can simultaneously lead to a noticeable reduction in the intrinsic mechanical properties of the fibers as well. 5 In comparison, chemical recycling degrades the polymeric matrix by dissolution using organic solvents (solvolysis) or water (hydrolysis), but it also generally requires higher pressure and temperatures (ranging from 200°C to 450°C) depending on the matrix targeted to be degraded. This results in fiber remnants and reactants containing monomers from resin, commonly low molecular weight oligomers that can possibly put to wider use (e.g., as fuels). Although the fiber recovery is successful with potentially comparable to virgin fibers, but the recovered oligomeric components are generally different from the matrix. 4 This being said, the potential of recovering fiber and matrix components under milder conditions with limited devalorization is becoming increasingly possible with the gaining popularity of vitrimers. 6
It is evident that the available recycling methods generally require processing conditions more intense than ambient as well as fall short to recover the matrix and fiber in a comparable quality to the virgin material which leads to inferior properties. These factors have a major influence on the cost of the recycling process, which makes it commercially intensive too.
Previous works from Gebhardt et al.7,8 presented two approaches for recycling Elium-based CFRPs: the first involved dissolving the composites to separate the fiber from the polymer, resulting in 81% matrix recovery rate with properties comparable to virgin material. 7 The recycled fiber was then used to manufacture composites with very similar mechanical properties. The second approach involved re-using pre-polymerised Elium granulates from production waste (i.e., pre-polymerized recyclate) as an additive to virgin Elium monomer to manufacture CFRPs with reduced virgin material usage. This approach demonstrated that up to 7.5 wt% of virgin Elium can be saved to process CFRPs with final properties comparable to virgin counterparts. 8
The goal of this work is to combine the two previous approaches7,8 and investigate the possibility of reusing recycled matrix (recovered recyclate) from dissolving Elium CFRPs in acetone, to reduce virgin matrix material usage for processing new 2nd generation composite parts. This can lead to reducing waste whilst paving the path of a new life for recycled materials for this particular resin system, contributing to sustainable thermoplastic composite manufacturing.
Materials and methods
Materials
A bi-axial 0/90 carbon fiber scrims (width: 1270 mm, B-C-636gsm with polyester cross stitches of 6gsm) from Saertex was used to process the CFRPs with Elium® 150 from Arkema. The polymerization was completed using 2.5wt% of the initiator Perkadox CH-50X (dibenzoyl peroxide containing dicyclohexyl phthalate, with respect to the virgin resin used) from AkzoNobel by manually stirring till a pale-yellow mixture was obtained. Frekote 770NC from Henkel was used as the mould release agent. Reagent grade acetone from Henkel was used for recycling the Elium CFRPs to recover the matrix components.
Processing and recovery of Elium
Matrix recovery
Elium CFRPs were processed as has already been reported earlier7,8 and described briefly in Section S1 of the Supplemental information. To mention briefly here, manufacturing via Vacuum-Assisted-Resin-Infusion (VARI) took place on a glass plate to enable the infusion process. The surface preparation was achieved by cleaning the plate with acetone, followed by coating the infusion designated area with Frekote. Two layers of the reinforcement were used to prepare the CFRP laminates. These as processed CFRPs were recycled via the reported process to separate the polymer from the fiber preform. 7 Since the recovered Elium would be later dissolved in pure monomer, it was crushed (Dreher, Type S 26/26 GF) into granulates of size between 4 and 8 mm which, as already mentioned are designated as ‘recovered recyclate’. The smaller granulates facilitate the dissolution in the Elium monomer as a consequence of a larger aspect ratio. 9
Resin mixture preparation
Elium monomer was mixed with the recovered recyclate at the following loading fractions - 2.5wt.%, 5.0wt.% and 7.5wt.%. Each resin mixture weighed 100 g (including pure monomer, recyclate and the Perkadox CH-50X, at 2.5wt% of the virgin/new Eium resin used). The recovered recyclate were first added to the pure monomer with gradual stirring to aid in dissolution. The mixture then was left for a minimum of 24 h under ambient conditions, during which it was stirred for a second time to prevent agglomeration. However, the higher weight contents of 5.0% and 7.5% took up to 48 h to completely dissolve during colder months in comparison to warmer months. 2.5 wt% of the initiator was weighed in, in accordance to virgin resin directly before infusion. The viscosity noticeably increased further post initiator addition.
Composite processing
The mixture was VARI infused using two layers biaxial 0/90 CF preform with the expected target fiber volume fraction (Vf) of 45% approx. and dimensions of 100 × 150 mm in corelation to the previous work as shown in Figure 17,8 The 2 layers of biaxial fiber preforms were laid up symmetrically to limit any unwanted artefacts (e.g. warpage, residual stress buildup) leading to a final laminate thickness within 1.7-2.0 mm. This layup has been in congruance with our previous work for a uniform deduction of the measurements. Laminate setup before infusion.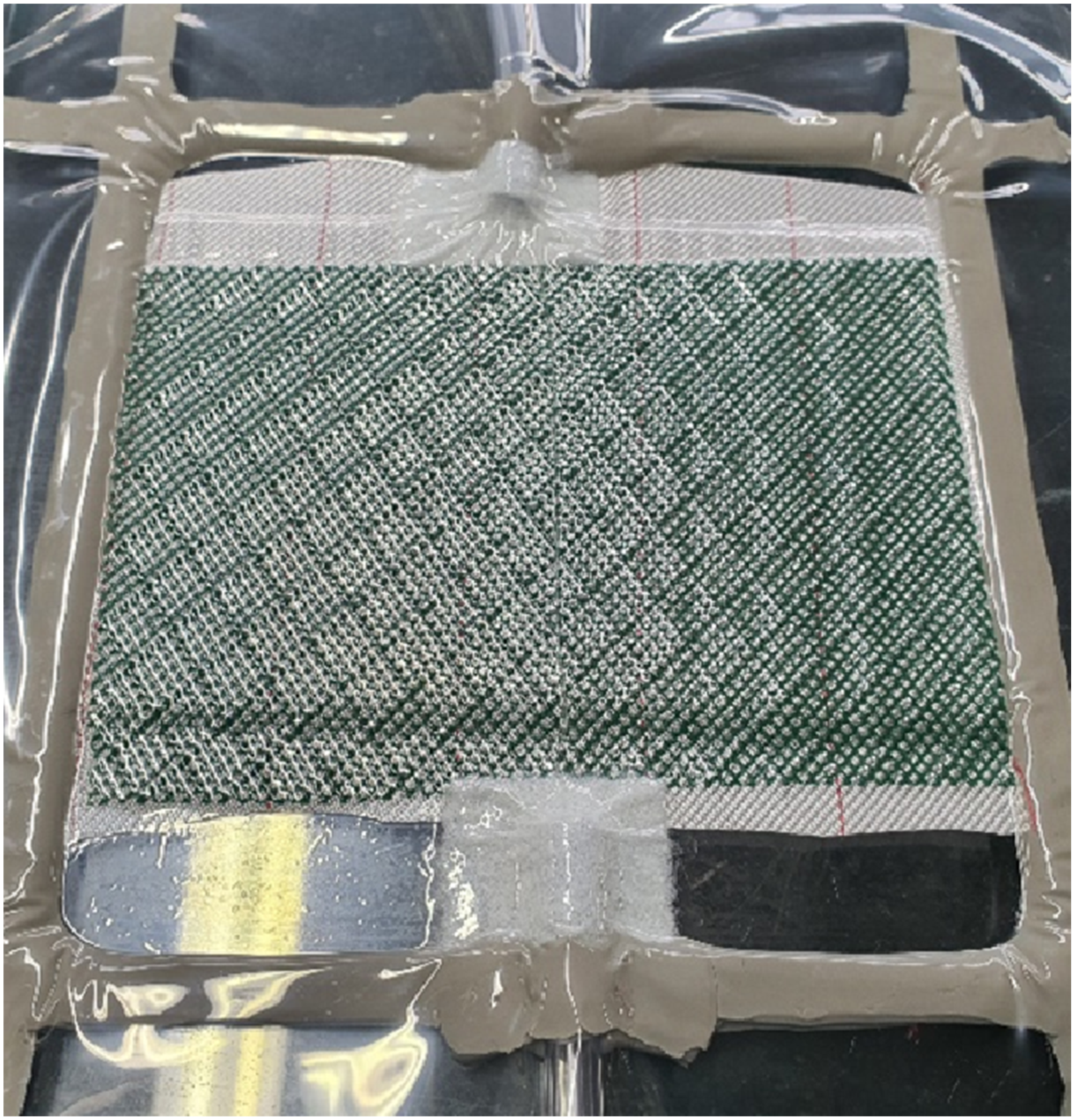
Prior to infusion, the resin was degassed to remove entrapped air bubbles that could affect resin homogeneity during the infusion process. Post-infusion the laminates were cured under a heat blanket at 65°C for 1.5 h. 7
Characterization techniques
Differential scanning calorimetry (DSC)
A heat flux DSC 2920 from TA Instruments was used to evaluate the subject material glass transition temperature (Tg, °C) in compliance with DIN EN ISO 11,357-2. Samples were taken from the resin mixture after complete polymerization. A heat-cool-heat regime was performed under nitrogen atmosphere at a heating rate of 10°C/min from −20 – 200°C, cooling down to −20°C at 50°C/min and heating back up to 200°C with the ramp unchanged. The first heating provides information about the sample processing but, the second heating gives an insight into the structure of the polymer and the glass transition. Thus, the second DSC run was used to evaluate the Tg that is generally defined by the midpoint of step-change in the heat flow versus temperature plots. 10
Thermogravimetric analysis (TGA)
The measurements were performed to carry out a comparative evaluation of the thermal stability and decomposition behavior of the modified resin at different recovered recyclate content from the threshold of 5 % weight loss known as onset of degradation (Td). A TGA 2950 from TA Instruments was used, within a temperature range of 25°C to 600°C at a ramp of 10°C/min under nitrogen atmosphere.
Gel permeation chromatograph (GPC)
Gel permeation chromatography (GPC) measurements were used to assess the effect of addition of the recovered recyclate on the molecular weight, and molecular weight distribution. Sampling was carried out by dissolving 8 mg of matrix granulates in tetrahydrofuran (THF) at 2 mg/ml and pumped with a flow rate of 1 ml/min at 25°C. In line with previous work, the same custom-made GPC unit was used that included 515 HPLC pump from Waters, an RI Detector 2300 from Smartline and a Marathon Autosampler from Knauer. 8
Dynamic mechanical analysis (DMA)
Considering that the focus of this analysis was to determine the glass transition range, DMA was carried out in the temperature sweep mode. 11 The thermomechanical analysis was performed according to DIN EN ISO 6721-4 with a DMA from METTLER. Specimens were machined from the infused laminates with dimensions of 80 mm × 10 mm. The test was conducted in a three-point bending mode (DMA 3PB) over a temperature range from −10°C to 160°C at a ramp rate of 2°C/min and at a constant frequency of 1 Hz. The applied force ranged from 0.5 N to 1 N, with a time interval (dt) of 1.00 s. Synchronization was enabled.
Interlaminar shear strength (ILSS)
ILSS was carried out in a Zwick/Roell BZ2-MM100 TL.ZW01 universal testing machine in accordance with DIN EN ISO 14,130 at 23°C and 45% humidity. The specimens were machined 20 × 10.5 mm2 and were loaded at a constant rate till a horizontal shear failure between the laminas occurred. 12 The span to thickness ratio were kept at 1:5 and was adapted to each specimen.
Scanning electron microscopy (SEM)
Scanning Electron Microscopy (SEM) micrographs were captured to visualize the fiber-matrix interface to study the interfacial adhesion using a Helios G4 CX DualBeam system (FEI, USA) in ‘Field-Free’ mode at an accelerating voltage of 5 kV. A Leica EM ACE600 was used to sputter the fracture surface of the specimens from the 3PB tests with 4 nm Pt prior to imaging.
3-point bend (3PB) flexural measurements
Flexural tests in 3PB mode were carried out in compliance with DIN EN ISO 14,125, with 100 kN load cell and a preload of 5 N. Test specimens were machined according to the standard with dimensions 100 × 15 mm2. A thickness-to-span ratio of 1:16 was applied, where the mean thickness of the specimen was calculated, and the span length was adjusted accordingly.
Results and discussion
The process followed to obtain the recovered recyclate fraction, and its effect on the Elium resin mixture is discussed in detail here, starting with the visual assessment and the subsequent infusion behavior in comparison to the reference (virgin Elium-based system). This gave the chance to have an insight into the influence of the following factors individually. Visual appearance of the recovered recyclate Impact of the addition of recovered recyclate on the infusion characteristics of the modified resin Comparison with pre-polymerized recyclate reported earlier.
8
Visual appearance of the recovered recyclate
The recovered recyclate fraction was obtained by dissolution of Elium CFRPs in acetone followed by drying, as it has been detailed previously.
7
A clear visual distinction can be made from the pre-polymerized (crushed bulk plates as labelled in Ref. 8) recyclate, as can be observed in Figure 2. The recovered recyclate resemble flakes rather than particles, with a darker color. This can be a consequence of several factors, such as the amount and nature of the solvent used, as well as temperature and rate of evaporation affecting the solidification behavior of the polymer and consequently its visual appearance. Pre-polymerised recyclate granulates (left) and recovered recyclate granulates (right).
Impact on the infusion characteristics
One of the first aspects expected to be influenced by the addition of the recovered recyclate is the infusion behavior, especially with respect to the viscosity of the matrix and the polymerization rate. It has been observed that samples containing 2.5 wt% recovered recyclate showed successful infusion at a comparable time to the virgin material. However, the viscosity of the resin system modified with 5.0 wt% and 7.5 wt% of recovered recyclate has been observed to be high even prior to the initiator addition. The addition of the initiator then resulted in an expected further increase in viscosity, along with heat generation indicating the beginning of polymerization. This was especially evident at higher recovered recyclate content (7.5wt%), making the processing highly challenging (Figure 3) and resulting in incomplete infusion. However, the fact that the infusion is temperature dependent and it was carried out during different times of the year at room temperature, resulted in rare occasional complete infusion on warmer days even with 7.5wt% loading. This inconsistency led to exclude processing further laminates with resin modified with 7.5wt% of recovered recyclate. Infusion behavior of resin system modified with 7.5 wt% of recovered recyclate.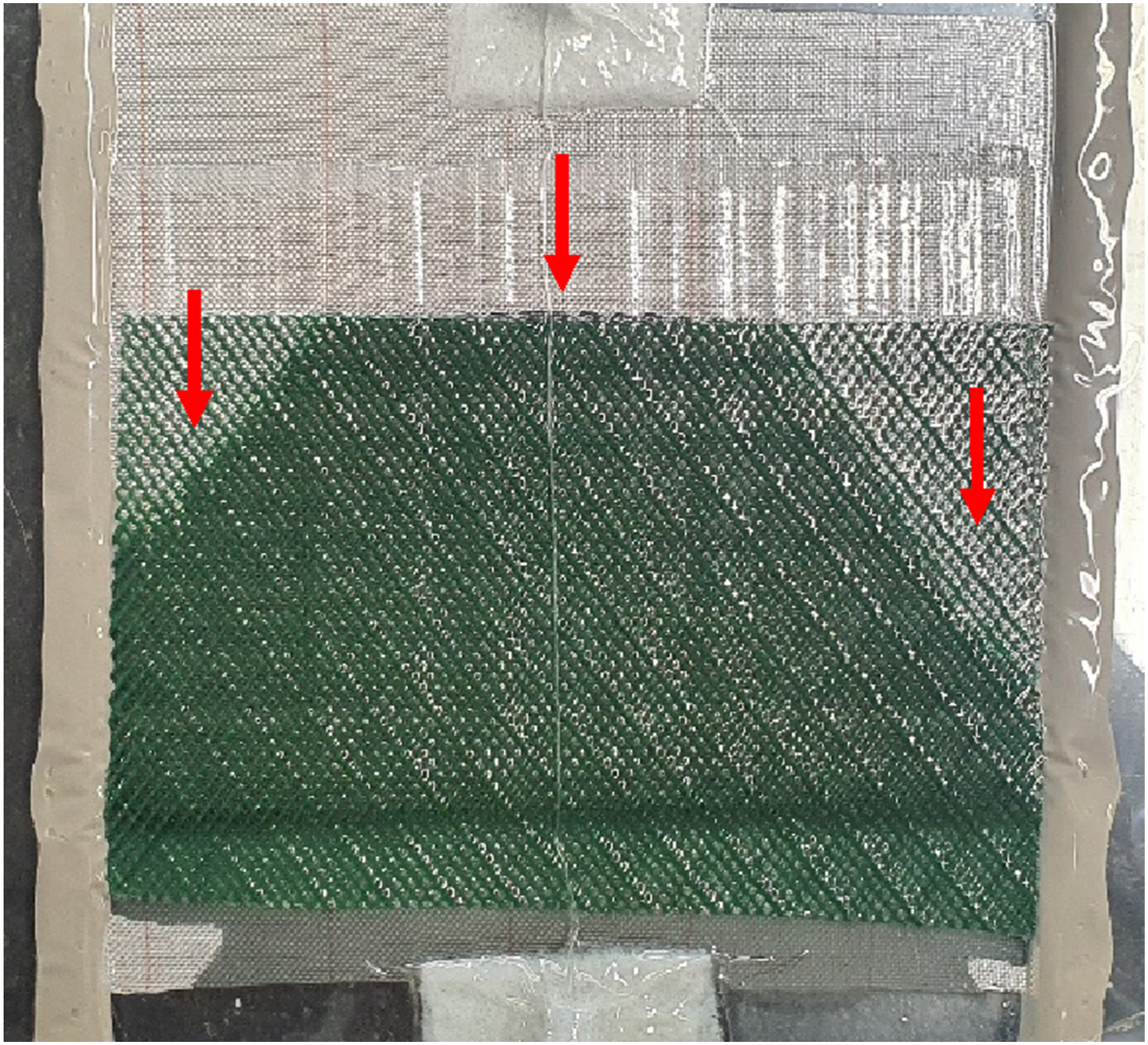
The increasing viscosity was also observed in previous work 8 wherein complete infusion up to 5.0wt% of pre-polymerzied granulates took a time similar to virgin Elium-based processing. However, with 7.5wt% the infusion time was 40% longer. The steep increase of viscosity after the addition of the initiator, can be attributed to the auto-acceleration or gel effect that causes instant increase of the polymerization rate. 8 Since the termination is a diffusion-dependent process, once a high viscosity (namely the critical viscosity of the gel effect) is reached, the termination rate decreases, which in turn increases the polymerization rate. This phenomenon occurs in radical polymerization and leads in a sudden increase in the polymerization rate. Shi et al. 13 reported that the dissolution of PMMA in MMA monomer reduced the time for the system to enter the auto-acceleration phase, which enhanced the polymerization rate, stating that the main influencing factors are the viscosity and the quality of the predissolved polymer.
A corresponding relation was also observed in this work between increasing the mass of the pre-dissolved polymer and the increase in the polymerization rate. This is due to the fact that the added recyclate fraction comprises inert higher molecular mass polymer network, and the progressively increasing recyclate content leads to a rise in the viscosity of the system. Once the initiator is added to the resin mixture, the system can reach the auto-acceleration phase earlier. This explaines the slower infusion at higher recyclate content.
Effect on matrix
Evaluation of GPC measurements
To understand the effect of the recovered recyclate on the polymerization of the matrix, number average (Mn) and weight average molecular weight (Mw) as well as dispersity (Đ) were evaluated.
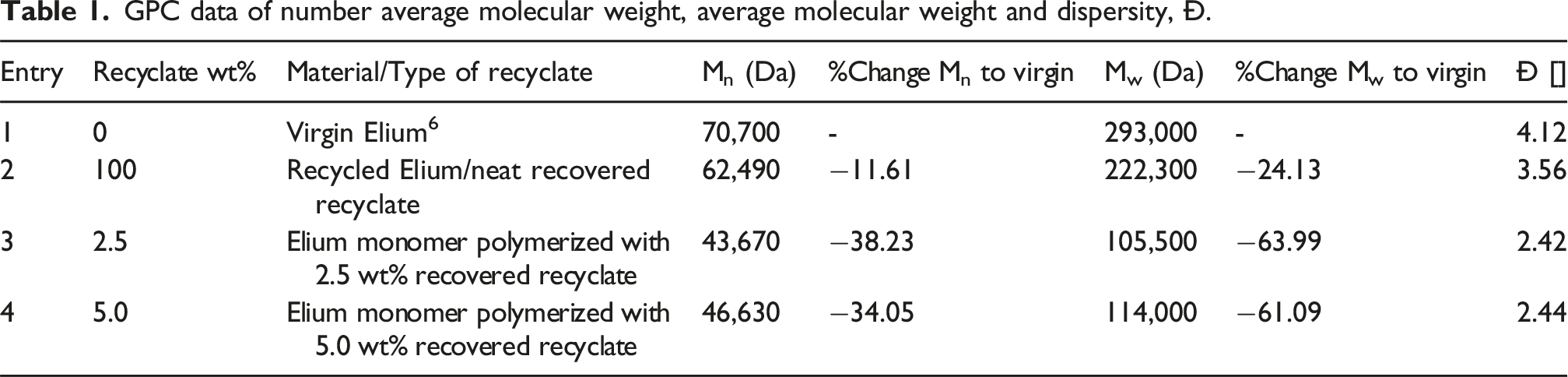
When comparing to the virgin material, addition of recovered recyclate fractions in the polymerization mixture (Elium monomer + initiator) led to a decrease in both Mn and Mw, regardless of the loading fraction. A detailed examination of how varying concentrations of recyclates affect each parameter revealed that Mn exhibited a small increase from 2.5% (43.7 kDa) to 5.0% (46.6 kDa). Similarly, Mw also showed an analogous increase from 2.5% to 5.0%.
GPC data of number average molecular weight, average molecular weight and dispersity, Đ.
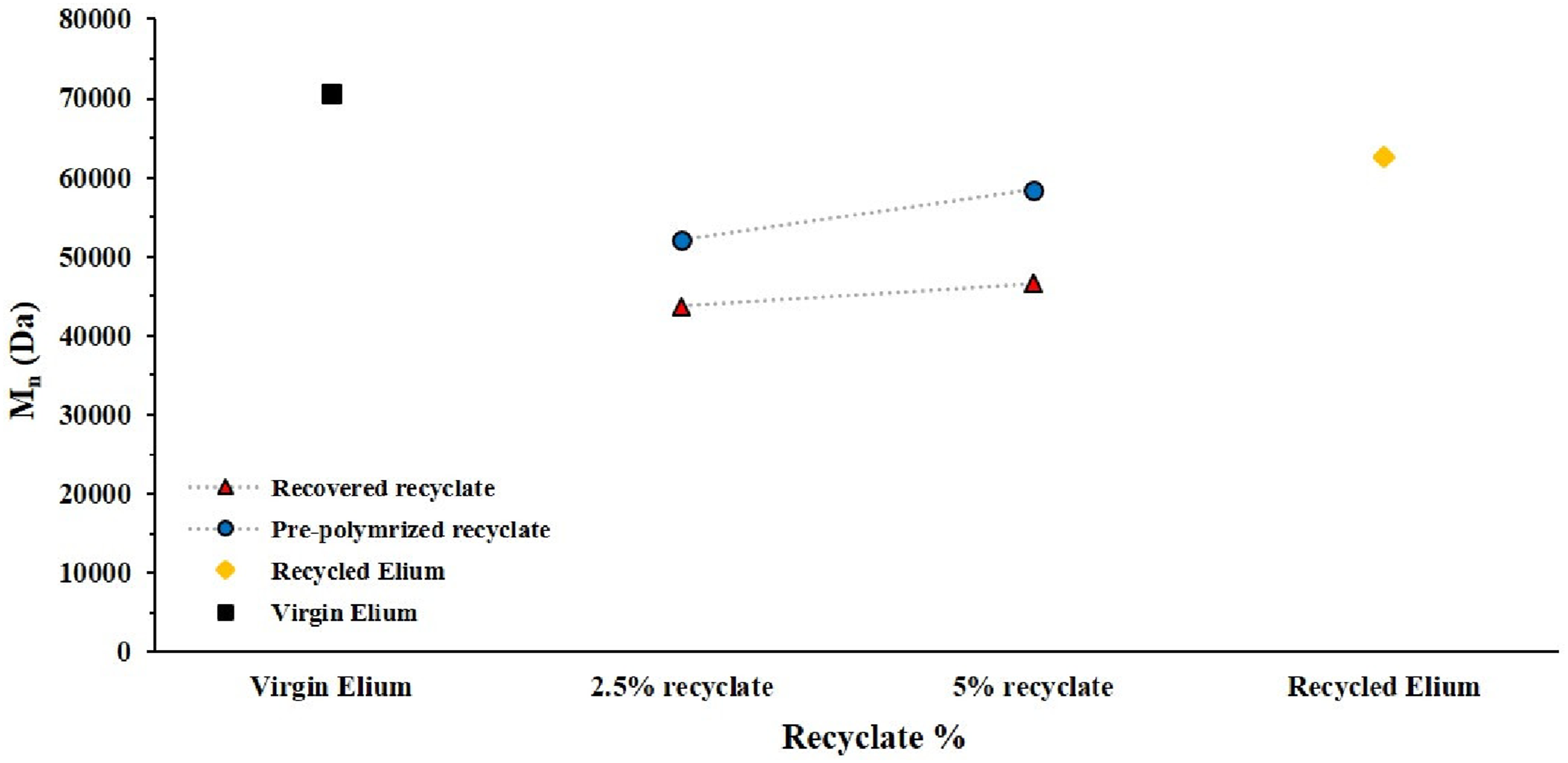
Mn of matrices with recovered vs. pre-polymerized recyclate.
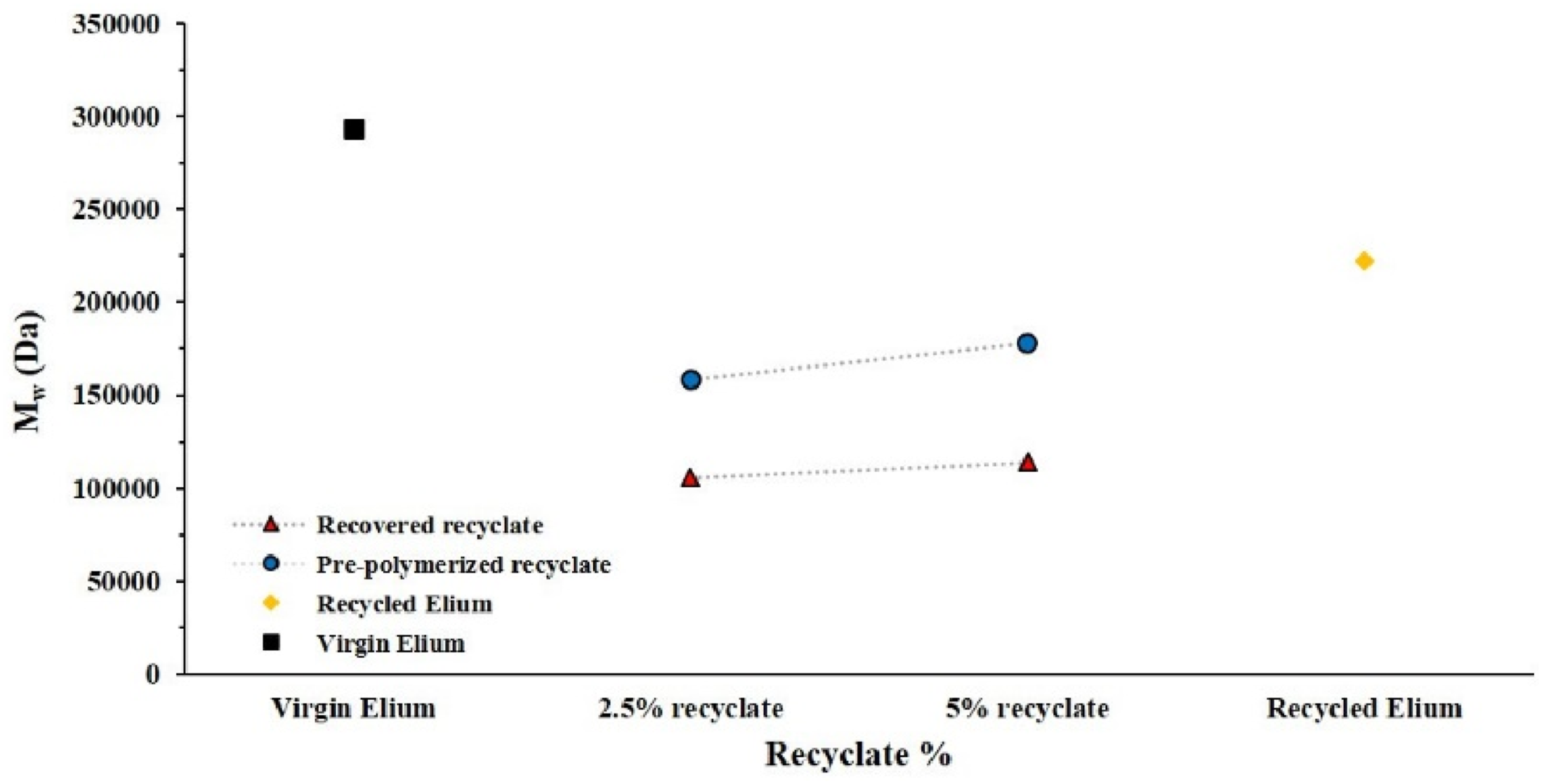
Mw of matrices with recovered vs. pre-polymerized recyclate.
The integration of recyclates (irrespective of the type) resulted in lower Mn and Mw compared to the virgin and recycled Elium reference materials, as shown in Figures 4 and 5 respectively. Ultimately, the inclusion of 5.0 wt% recyclate resulted in a matrix with marginally higher Mn and Mw compared to the 2.5 wt% sample, again for both recyclate types. Most notably, when comparing between the same formulations in terms of percentage of added recyclate, it is clear that the addition of pre-polymerised recyclate results in higher molecular weight for both 2.5 and 5.0 wt% (blue data points in Figures 4 and 5) compared to the recovered recyclate counterparts. This is expected as the pre-polymerised recyclate is unused virgin Elium (Table 1, entry 1) which is of higher Mn, Mw and Đ compared to the recovered recyclate additive, which is recycled Elium matrix from acetone extraction of Elium CFRPs (Table 1, entry 2).
The difference in molecular weight between the same wt% formulations with recovered and pre-polymerized recyclates described above was further observed in the corresponding dispersity values. Similarly to our previous work,
8
the addition of recovered recyclate resulted in a narrower dispersity value for both 2.5 and 5.0 wt% formulations (Đ ≈2.4 for both), compared to both virgin and recycled Elium (Table 1). This is attributed, as in the previous work,
8
to a stereospecific templating effect14,15 during the polymerisation of the Elium monomer in the presence of the template-inducing high molecular weight recyclate. However, the type of recyclate appears to be a significant factor in this, with the lower molecular weight recyclate used here resulting in lower Đ values compared to the pre-polymerized recyclate additives (Đ ≈3.0 for both 2.5 and 5.0 wt% formulations
8
). This in turn is attributed to the discussed difference in recyclate molecular weight, with the lower molecular weight recovered recyclate resulting in a more uniform molecular weight distribution and lower Đ of the formed network. This is a particularly interesting feature to explore further, as even lower Mw recyclate additives could lead to formulated matrix networks with even more uniform molecular weight distribution and hence tailored mechanical and thermomechanical performance. The relevant molecular weight distribution curves from GPC measurements are given in Figure 6, illustrating the progressively more unimodal molecular weight distribution profile from virgin to recycled and ultimately the two formulated 2.5 and 5.0 wt% products. GPC measurements; Reference trace is virgin Elium (Table 1 entry 1).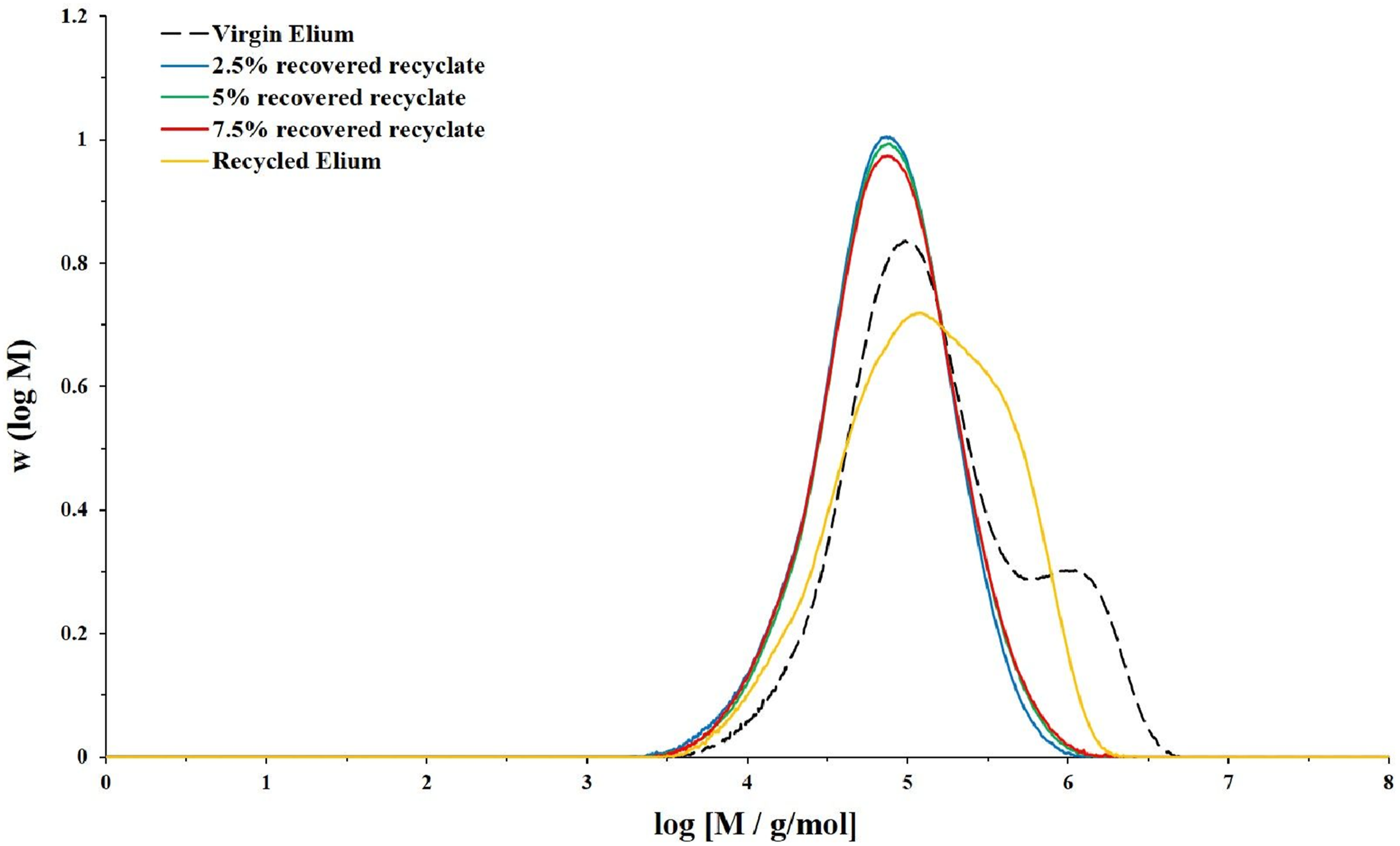
Differential scanning calorimetry (DSC)
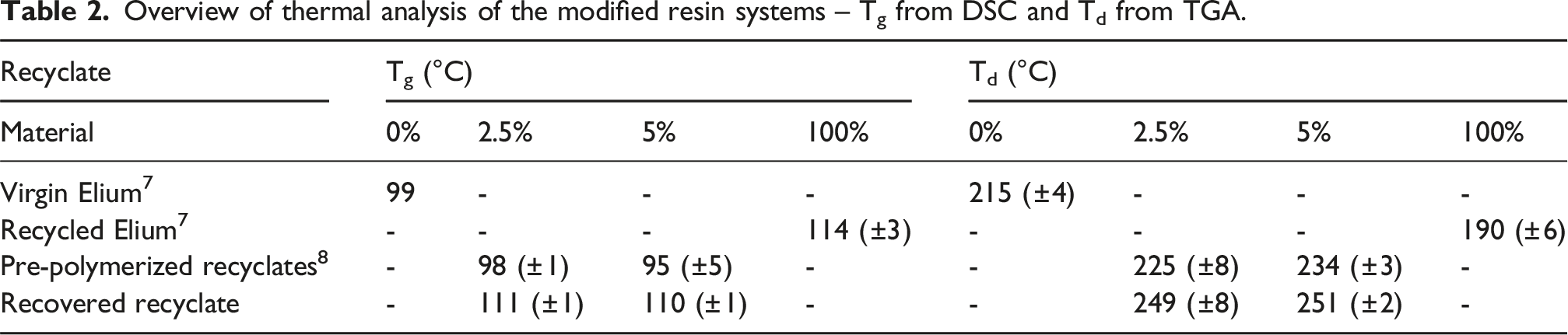
Overview of thermal analysis of the modified resin systems – Tg from DSC and Td from TGA.
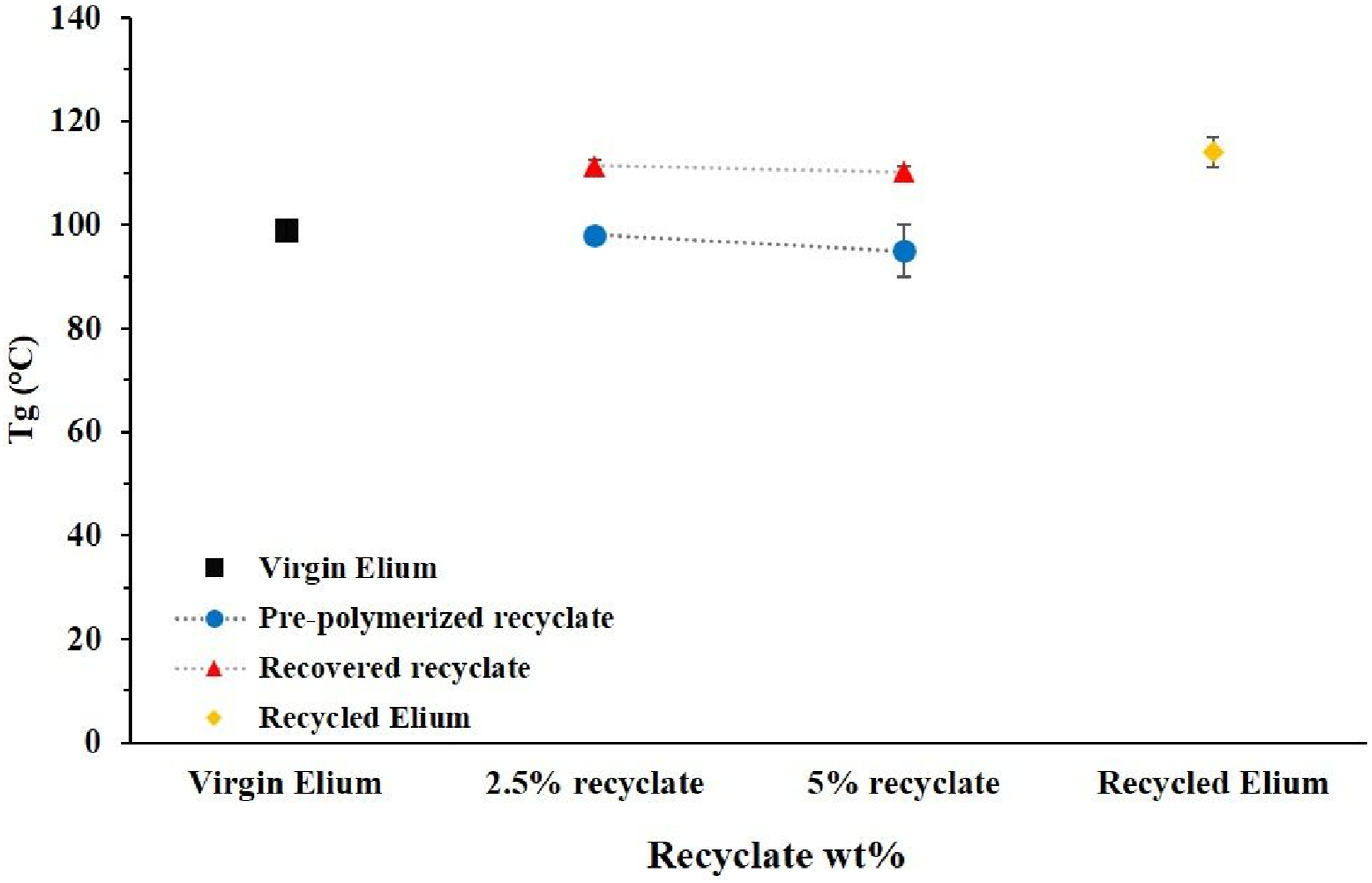
Tg-midpoint of matrices with recovered vs. pre-polymerized recyclate.
Thermogravimetric analysis (TGA)
To assess the impact of the addition of the recovered recyclate on the thermal degradation of the modified matrix, TGA was carried out to obtain the onset degradation temperature (Td) value which generally corresponds to 5% weight loss. Comparison with the samples containing pre-polymerized recyclates
8
was conducted, as before for molecular weight and Tg. The overview of the TGA measurements is presented in Table 2, Figure 8 and Figure S1 of supplemental information. As a general observation, the resin modified with recovered recyclate exhibited a higher Td (irrespective of the recyclate content), indicating improved thermal stability. In addition, the degradation profile (Figure S2) for the resins with recovered recyclate were comparable. Td of matrices with recovered vs. pre-polymerized recyclate.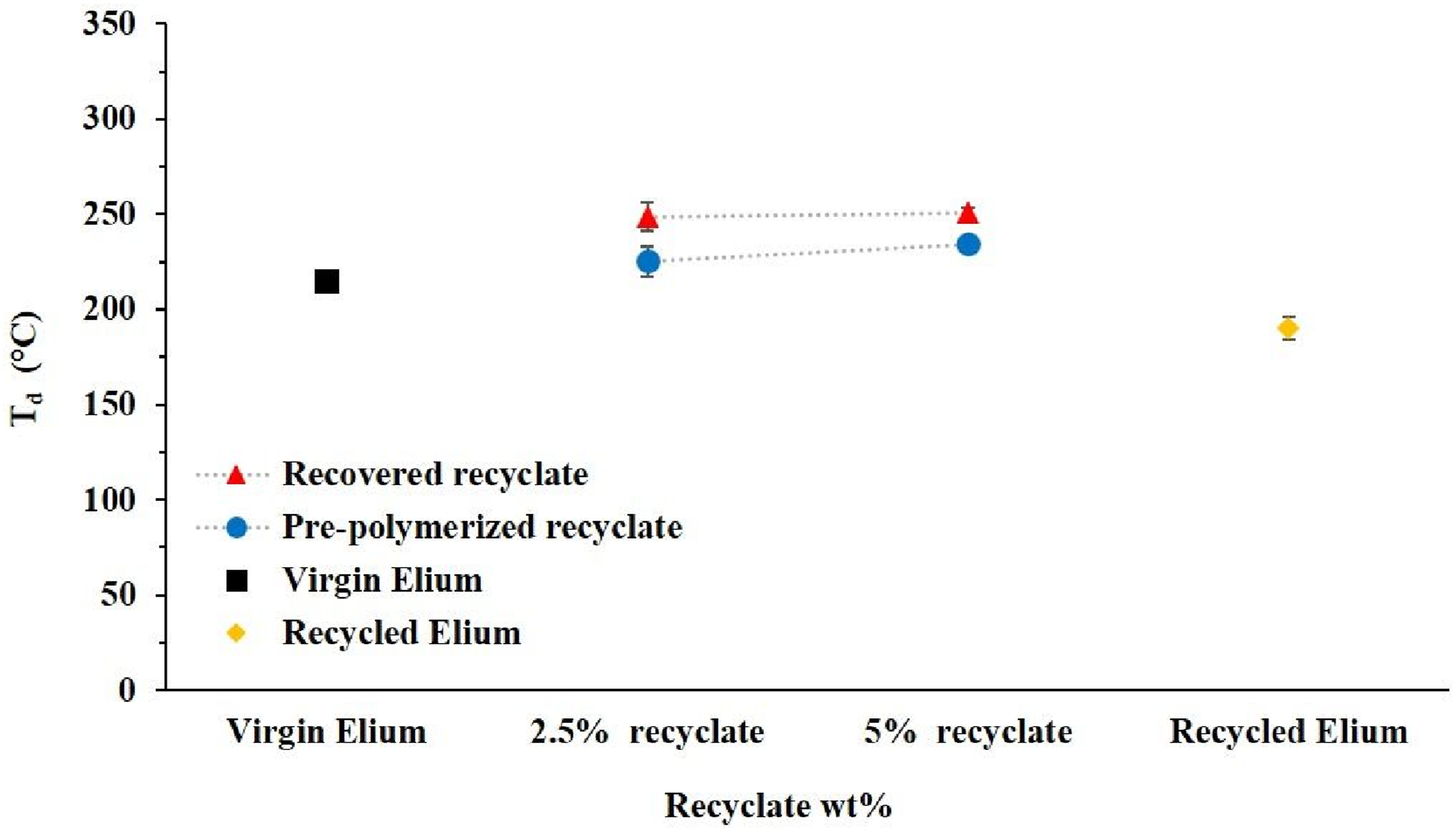
As can be seen in Figure 8, with increase in recyclate content a corresponding increase of Td has been observed, with recovered recyclate formulations exhibiting greater increase compared to pre-polymerized counterparts. Moreover, increasing the recyclate content to 5.0 wt% resulted in a higher degree of thermal stability of both modified matrix types. In line with our previous study, 8 the increase in Td between each recyclate class with recyclate content is attributed to the increasing Mn of the respective formulation (from 2.5 to 5.0 wt%).
Summarising the thermal analysis studies, the addition of recovered recyclate fractions in the Elium resin resulted in at least comparable (Tg) and in some instances improved (Td) thermal properties of the corresponding formulations in relation to virgin Elium. No detrimental effect on thermal properties or stability was observed from the addition of recovered recyclate, in line with the pre-polymerized counterparts.
Dynamic mechanical analysis (DMA)
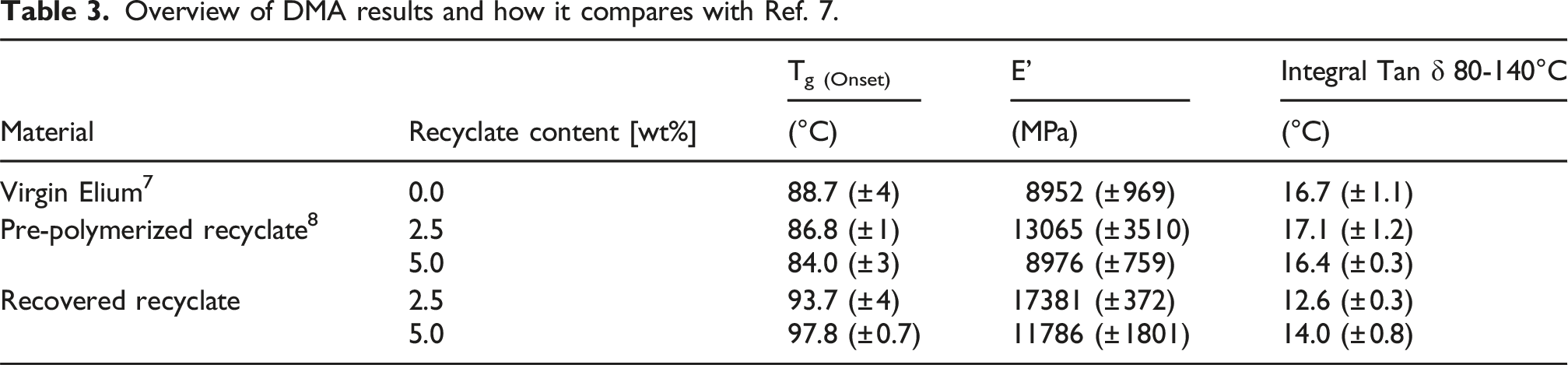
Overview of DMA results and how it compares with Ref. 7.
DMA comparison with virgin material.
From Table 3, it becomes clear that the addition of the recovered recyclate fraction to modify the virgin resin system has a clear influence on the onset Tg value. The improvement is better than previously observed with the pre-polymerized recyclates. 8 Laminates containing 5 wt% recovered recyclate exhibited the highest Tg onset, followed by the 2.5 wt%. In comparison, the matrix modified with the pre-polymerized Elium granulates exhibited the lowest Tg onset. This complements the DSC measurements by confirming that the substitution of monomer with recyclates influences the glass transition temperature.
Simultaneously, laminates processed with Elium modified with recovered recyclate displayed a noticeable improvement in storage modulus with 2.5 wt% (+94%) and 5.0 wt% (+32%) in comparison to the virgin Elium reference system. Higher storage modulus can be attributed to improved uniformity of the matrix (as represented by the lower dispersity values and hence narrower molecular weight distribution, Table 1 and Figure 6), as well as to improved fiber-matrix compatibility.
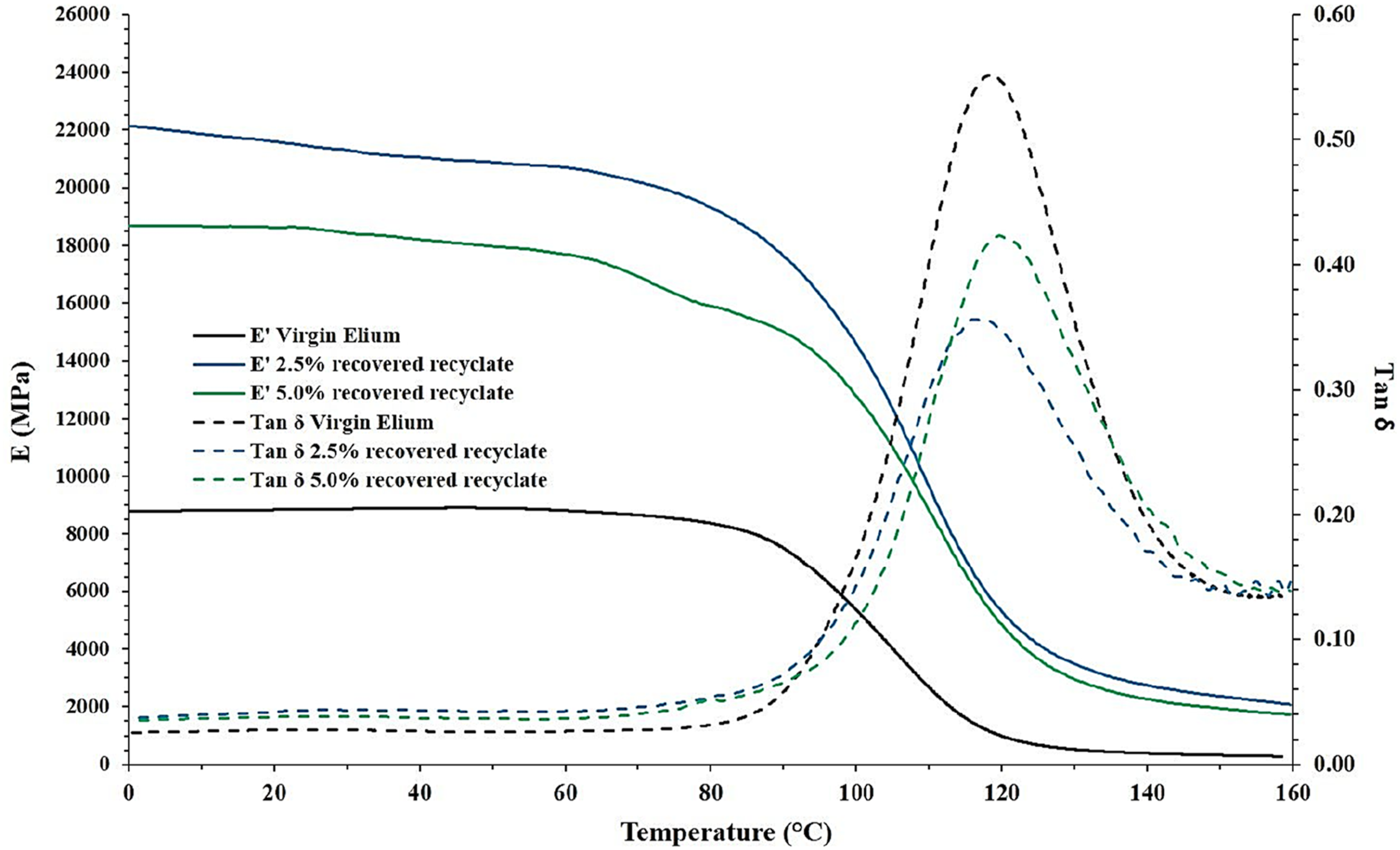
Furthermore, the shape of the loss factor (tan δ) curve has been studied as the characteristic measure of the damping of the composite specimens, which also aids in understanding the fiber-matrix compatibility. 16 Mechanical damping of polymers is their ability to dissipate energy through internal friction during deformation. In a simplified manner, a reduction in damping (reduced tan δ integral) is indicative of improved fiber-matrix compatibility which is often reflected in enhanced bulk properties. This was evaluated by integrating the area under the tan δ curve between 80°C and 140°C. As it can be seen in Figure 9, composites processed with resin modified with recovered recyclate (2.5-5.0 wt%) showed lower peak areas in comparison to the reference and to composites processed with resins modified with pre-polymerized granulates. 8 From the above analysis and low damping values, one can expect an improvement in the bulk composite properties.8,17
Effect on composite properties
Visualizing the interface
To further investigate the perceived improvement in the fiber-matrix compatibility suggested by the DMA analysis and the reduced tan δ values, SEM images of laminate fracture surfaces were obtained and are shown in Figure 10. SEM micrographs, left (a–c) for resin modified with 2.5wt% of the recovered recyclate and right (d–f) for those modified with 5.0 wt% recovered recyclate.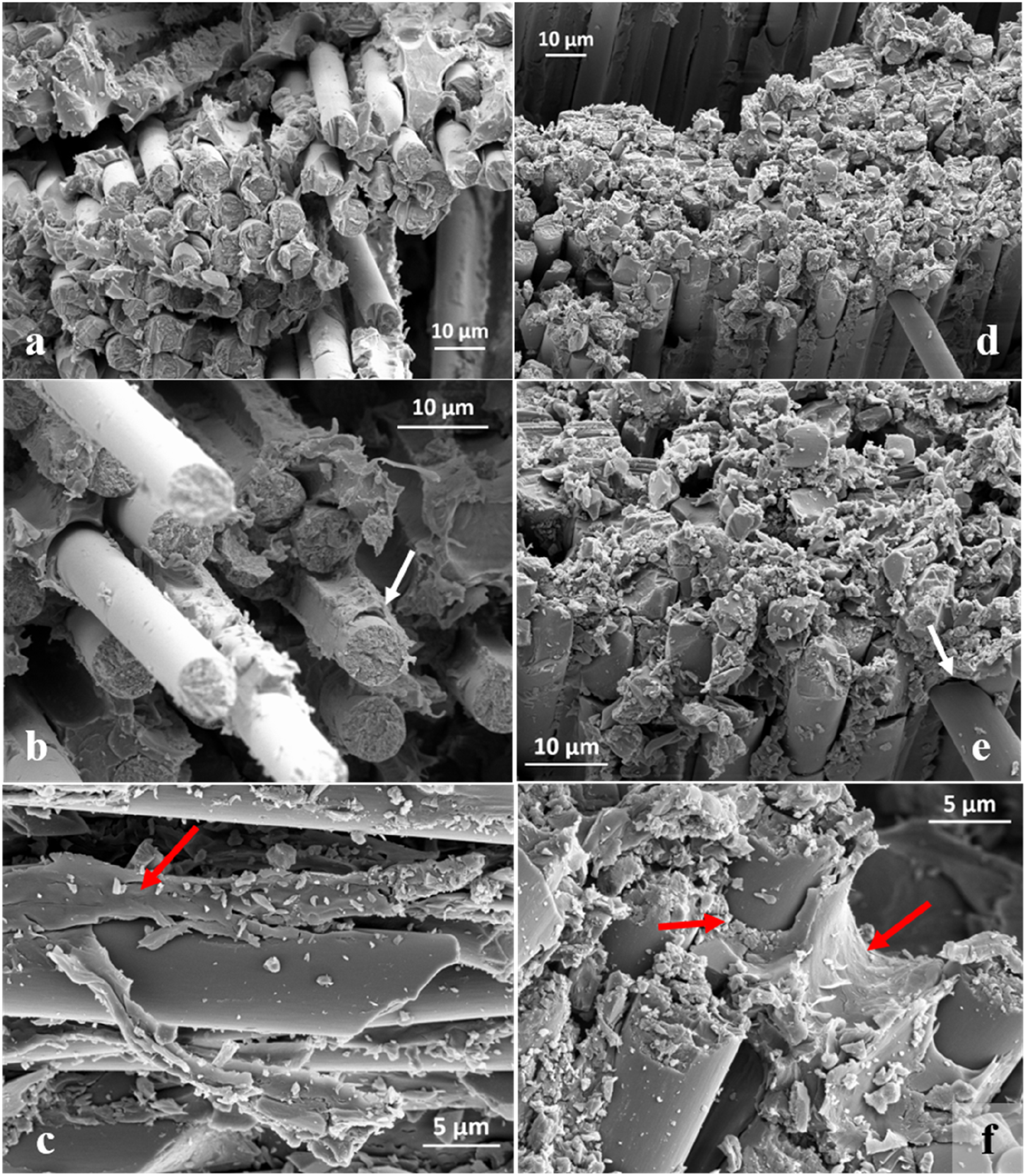
As a general observation, the laminates processed with resin modified with the recovered recyclate showed strong interfacial adhesion (no fiber pull-out observed, Figure 10(a) and (d)) irrespective of the recyclate content. Interestingly, the surface of the laminates processed with 5.0 wt% recovered recyclate seems to be rougher (more granular, Figure 10(d) and (e)) than that with 2.5 wt% (Figure 10(c)). Complementarily, the signatures of strongly embedded fibers (white arrows in Figure 10(b) and (e)) along with the matrix wrapped around fibers (red arrow Figure 10(c)) and riverbed-like patterns (Figure 10(f)) are further evidence that the use of recovered recyclate to modify the virgin resin has no detrimental effect on the fiber-matrix interfacial adhesion. 18 These were prevalent in the virgin fiber based Elium CFRPs as well (please refer to Figure S3 in the supplementary information).
These observations are comparable to those made in the previous work with virgin Elium CFRPs as well as with the resin modified with pre-polymerized recyclates.7,8 A comparative micrographic analysis is given in the supplementary information (Figure S3). Based on the above, it can be expected that the bulk performance of the corresponding laminates would not significantly deteriorate in comparison to the virgin Elium-based specimens.
Interlaminar Shear stress measurements (ILSS)
Overview of bulk mechanical testing.
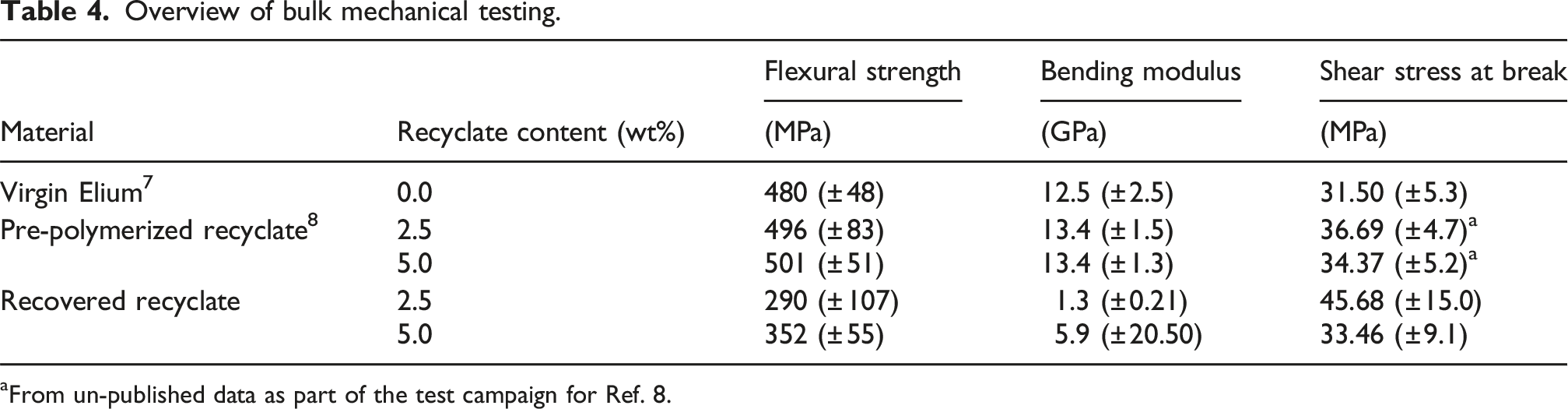
aFrom un-published data as part of the test campaign for Ref. 8.
Shear stress at break from ILSS measurements for composites processed with virgin Elium reference and its comparison to resins modified with recovered recyclate.
High interlaminar shear strength is often attributed to good bonding and stronger fiber-matrix compatibility which is complementary to the fractographic observations. Translation of these interfacial observation to structural tests offered a different observation, the details of which are available in the following Section 2.4.3. However, this being said, the observed high standard deviation of ILSS measurements completely ignored (often time making it challenging to explain) as has been discussed by Graupner and Müssing 19 is likely to be a consequence of failure modes other than pure shear (e.g. tensile, compression, etc.) acting simultaneously. This is only amplified by the more complex interface in the specimens itself.
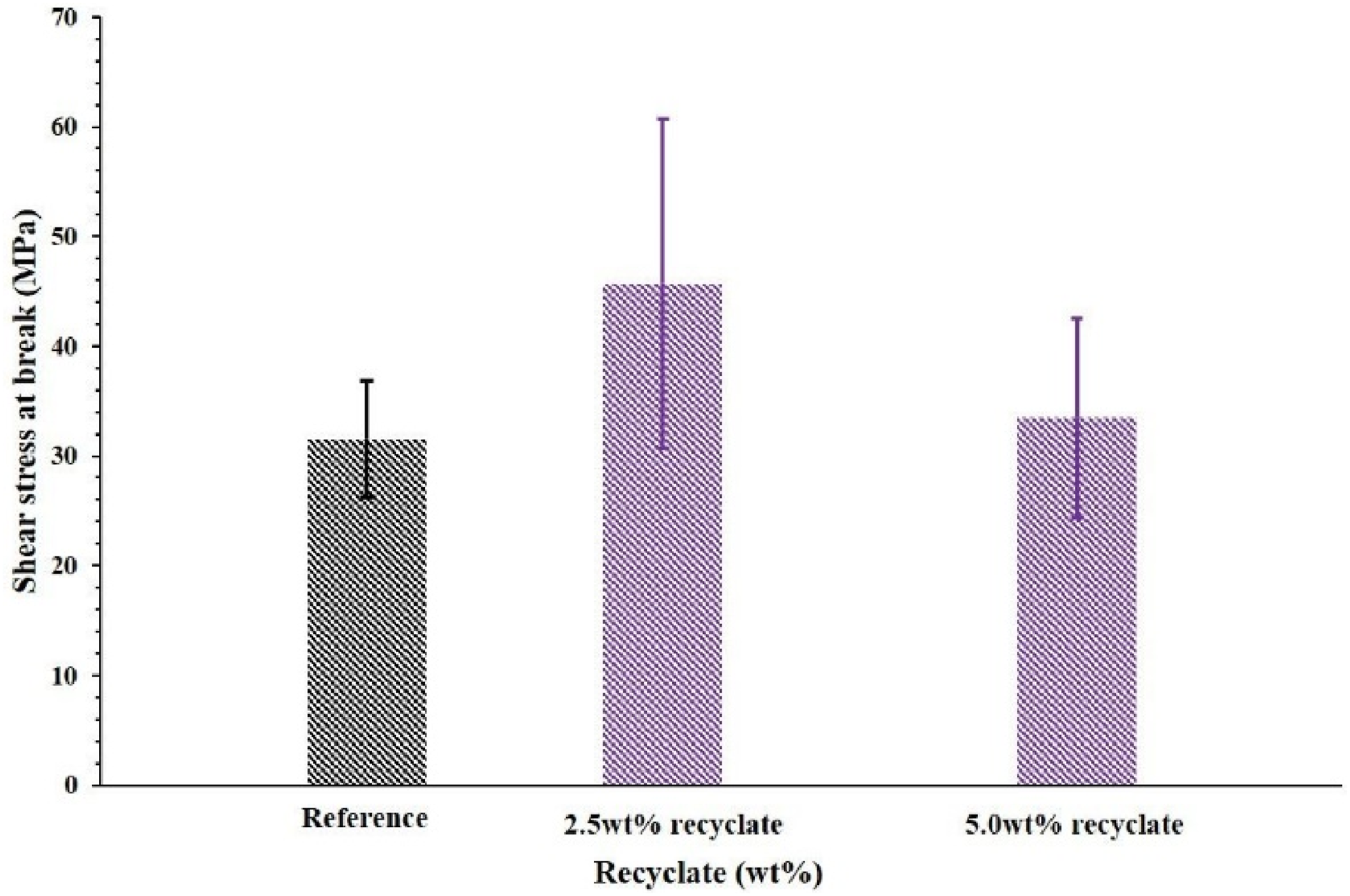
3-point bend (3PB) flexural measurements
Given the encouraging observations from visualizing the fiber-matrix interface (Figure 10) and the ILSS measurements (Figure 11), the impact on the bulk mechanical response was tested via 3-point bend flexural measurements. These tests would ideally shed some light on the stiffness (i.e., modulus) and on the load bearing capability of the material under bending (i.e., strength). The summary of these tests is presented in Table 4 and Figure 12. Flexural properties of the composites processed using resin modified with the recovered recyclate as compared to the recovered recyclate.
8
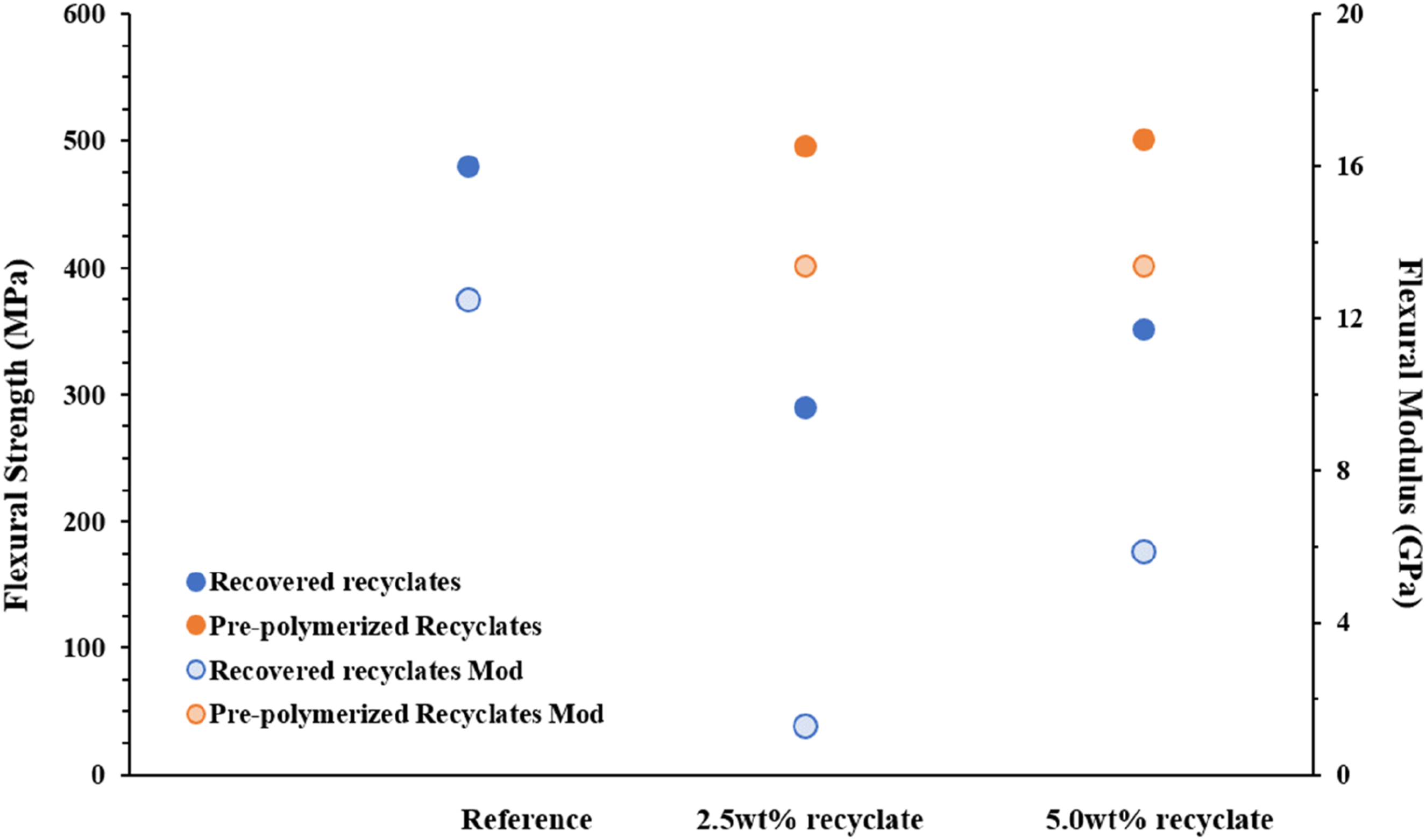
Based on previous observations of improved interfacial compatibility (as shown by SEM and ILSS measurements), the strength and moduli values of the composites processed with resin modified with recovered recyclate were observed to be lower than those of the composites processed with resin modified with pre-polymerized recyclate. The reason for this is still not clear and a point for further investigation as both SEM and ILSS analysis suggested good interfacial compatibility. A lower stiffness is an indicator for improved flexibility and ductility but an answer to the overall reduced value needs more detailed studies.
Conclusion
This research demonstrates the potential of using recovered Elium recyclate as additives in the manufacturing process of new CFRP. The employed approach can produce composites with properties comparable to those manufactured with virgin Elium. A maximum of 5.0 wt% of recovered recyclate can be used as replacement of virgin Elium, resulting in composite laminates with acceptable mechanical properties and improved thermal stability. However, only the infusion of up to 2.5% is regarded feasible, as by 5 % the high viscosity may cause problems on a larger scale.
Although GPC showed a decrease in molecular mass and molecular number of the resin modified with recovered recyclate, the recyclate addition proved to be beneficial in narrowing the molecular weight distribution. The enhanced thermal stability and interfacial properties can also be attributed to the good adhesion between fiber and matrix, as supported by DMA, ILSS and SEM measurements.
In conclusion, the inclusion of up to 5 wt% recovered recyclate leads to higher thermal stability and improved interfacial properties, demonstrating a further substitution opportunity of reducing raw material by recycled Elium. While infusion remained feasible with 2.5 wt% recovered recyclate by room temperature, at 5.0 wt%, the increased viscosity resulted in potential processing challenges, indicating the need for process optimization (like in RTM, press, etc.) when using higher concentrations of recovered recyclate. Although the substitution seems to be a fraction in the present scale, when scaled up to the wider applicability of Elium in the recent times (e.g. in manufacturing WT blades), this is likely substitute the virgin resin by some significant amount. Additionally, it has be taken into account that this process demosntrates the reuse of recycled and recovered material as a substitute for virgin material which in itself is significant step towards sustainability. The inclusion of the waste into the virgin resin happens at room temperature and in the container used for processing the composite laminates, which eliminates the need to both enegy and specialized equiment that speaks for the simplicity of the process itself.
Supplemental material
Supplemental material - Reuse of recovered recyclate from infusible thermoplastic carbon fiber composites to reduce virgin material usage in reprocessed composites
Supplemental material for Reuse of recovered recyclate from infusible thermoplastic carbon fiber composites to reduce virgin material usage in reprocessed composites by Radwa Youssef, Monika von Monkiewitsch, Gerhard Zeigmann, Ioannis Manolakis, Peter Wierach, Steffen Optiz, Souvik Chakraborty in Journal of Composite Materials
Footnotes
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
Data sharing not applicable to this article as no datasets were generated or analyzed during the current study.
Supplemental material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.