
Abstract
This study primarily emphasizes the effect of alkaline treatment on the surface morphology, and the physical properties of extracted bamboo fibers were investigated in detail. The bamboo fibers were extracted from raw bamboo culms using a mechanical extraction process followed by roller-milling techniques. The physical properties of the extracted bamboo fibers and their chemical composition were examined based on standard requirements. The extracted and sun-dried bamboo fibers were subjected to surface modifications by treating them with a 5 wt.% NaOH solution. The process involved soaking the extracted bamboo fibers for 1 day at ambient temperature; subsequently, the alkali-treated fibers were washed with distilled water several times to remove alkali content from the fiber surface until it became neutral. Finally, the fibers were dried under the sun for a week. The alkali-treated and untreated extracted bamboo fibers underwent characterization using Fourier transform infrared spectroscopy (FTIR), Thermogravimetric analysis (TGA), X-Ray diffraction (XRD) analysis, and Scanning electron microscopy (SEM). The investigation revealed an improvement in the surface morphology of the alkali-treated extracted bamboo fibers, with a significant reduction in surface roughness, as illustrated by SEM. Test results from FTIR, XRD, and TGA indicated that the alkali-treated fibers had removed lignin and hemicellulose from their surface. This study strongly suggests that bamboo fibers prepared using these techniques could be utilized as reinforcing material in composite production.
Introduction
Renewable resources are increasingly being used to replace petrochemical-derived materials in the marketplace due to rising environmental awareness brought on by the use of petroleum-based products and this makes it a crucial concern for future generations, 1 and due to environmental concerns, there has been an increase in the development of biomass resources that are environmentally friendly and degradable. 2 These renewable resources offer a more sustainable alternative with lower carbon footprints. Over the past decade, natural and synthetic fiber-reinforced composites have attracted significant attention as potential structural materials for their low-cost, low-density (lightweight), reasonable mechanical properties, and environmental benefits, including sustainability and a lower carbon footprint. 3
Currently, there are various researchers across the world becoming encouraged and concentrating more on eco-friendly construction materials such as sustainability by having low-energy consumption during the processing stage, preparation, and handling stage, as well as its low-cost along with good mechanical properties, biodegradability, and less hazards as compared to man-made synthetic fibers, which is the main challenge facing industries around the world today, particularly in emerging materials that would improve an industrial supply for making light-weight materials.4–7 Natural fibers from plant-based have been used as reinforcements in composite-making materials in various fields of study suggested by researchers to replace synthetic fibers with plant fibers primarily because of the growing demands for lightweight materials and to reduce emissions of CO2 to the environment.5–8 Natural fibers have several set of advantages as compared to synthetic fibers which include their abundance, its availability, renewability, recyclable, biodegradability, non-corrosiveness, high specific modulus, high stiffness, eco-friendly nature, low energy requirements during processing, and low cost while making lightweight composite productions. 9 Furthermore, these plant-based natural fibers are one of the sources of income for agricultural societies near to their living and crop-cultivated areas. In the past few years, natural fibers have been used widely in various applications including for the construction of modern bridges, greenhouses, parts of ship structures, aerospace components, automobiles, modern furniture, and packaging of materials.10,11
Researchers investigate the various types of natural fibers for multiple applications for composite-making materials. It is necessary to have basic knowledge of the fundamental properties of the composites’ making parts in order to perform the desirable analysis on the composite materials to ensure their suitability for use. As a result, when we introduce new natural fibers to the industry, characterization parameters play a key role in composite production while adopting the standard testing procedures that are being followed for carrying out the basic properties analysis of natural fibers.5,12 The chemical structure of cellulose fibers in the bundle, which provides strength and stability to the plant cell walls and its fibers, can be used to identify the source of origin of natural cellulosic fibers. Natural fibers are preferred due to their low spiral angles of structural cellulose, smaller fiber diameter, or higher aspect ratio.4,13 Natural fiber has been regarded as a promising alternative to synthetic fiber due to its advantages which are high strength with low density, as well as inherit characteristics such as renewability and biodegradability. Among the natural fibers produced from different types of bio-resources such bamboo fibers have drawn particular attention due to their rapid growth and remarkable mechanical properties with an average tensile strength ranging from 1.43 to 1.69 GPa and its modulus of elasticity 32.00–34.60 GPa. 14
Bamboo is a high-yielding, fast-growing renewable resource for engineered wood products, and agroforestry has been discovered to be a promising alternative to wood plants and other non-wood raw materials to be used in construction materials for various application purposes. In Ethiopia, more than one million hectares of bamboo plants, which is an average of 67% of African bamboo resources, and more than 7% of the total coverage of bamboo plants worldwide is found in Ethiopia. The country has two indigenous bamboo species, namely Yushania Alpina (high-land bamboo) and Oxytenanthera Abyssinica (low-land bamboo). Bamboo is one of the non-timber forest products, which supports the livelihood of millions of local people in small cottages for an industry in Ethiopia. 15
Now; a day’s the application of bamboo stalks widely utilized in various industries such as in the modern design of construction of a building and bridges, furniture boards, and paneling walls inside aircraft or cars, as well as the energy production and raw materials for various textile industries due to these its prevalent properties and with other variables such as low-cost, it is abundant in natural resources, and environmental benefits to human beings. 16 Therefore based on the set of advantages; Bamboo fibers are used as reinforcements in different applications to make a composite material.17–19
In concrete technology fibers play a great role in enhancing the mechanical properties of fiber-reinforced concrete in composite-making materials, and also to reduce the cracks and shrinkage formed due to volumetric variation by incorporating fibers.5,20,21 There are a lot of investigations conducted on natural fiber-reinforced concrete to improve the overall mechanical properties of concrete22–25 by adding various proportions by weight of cement or volume of concrete; however; there are researchers in fiber-reinforced concrete that didn’t study the detailed preparation process and its characterizations of the fiber used in concrete production.
Nowadays researchers are investigating the applicability of natural fiber to replace synthetic fiber due to their various sets of advantages as compared to synthetic fibers, but still, there are problems in the hydrophilic nature of natural fibers is the main limitation in the utilization of natural fiber as reinforcement for composite-making materials such as weak moisture resistance, this leads incompatibility with various ingredients in matrix composite and its poor wettability with a hydrophobic composites polymers, and this inherent properties reduced the interaction bonding between the fiber-matrix interface, also it important to improve surface morphological of the natural fibers in order to avoid unwanted debris materials from the surface of prepared natural fibers. Therefore, natural fibers should be pre-treated before use as a composite reinforcement.4,5,21,26,27 Among the various factors that influence the performance of the polymer composites reinforced with natural fibers is the resulting chemical modification. This modification can improve the adhesion between the matrix and fiber and this tends to influence the mechanical and thermal properties of the fiber-reinforced composites. 28
The most popular chemical method for treating natural fibers is the alkali (mercerization) treatment, which removes weak components like lignin and hemicelluloses, wax oils, etc. from the cellulosic molecular structure to improve the roughness of the fiber surface. As a result, it increases the aspect ratio of the smaller fiber particles and makes the fiber surface rough, which helps in increasing the interfacial bonding between fibers and the matrix material by enhancing the mechanical properties of composite materials. 29 This method has advantages such as low cost of application, simplicity (ease to operate) and the treatment can be easily carried out on a large scale compared with the high-temperature treatment. 30 Alkaline treatment involves immersion of natural fibers in a concentrated alkaline solution (often sodium hydroxide (NaOH) solution) for some specified time. Alkalization removes a certain portion of the unwanted elements (lignin, cellulose, hemicellulose, pectin, wax, and natural oils) from the external surface of the natural fibers. Therefore, alkali treatment results in a clean and rough fiber surface with increased surface area, reduction in fiber diameter, and increase in aspect ratio, thereby improving bonding between hydrophilic fibers and hydrophobic matrix.31–33
Therefore; based on the above advantages of natural fiber the detailed investigation is illustrated in this study starting from the preparation of the extracted bamboo fibers and its effect of alkali treatment on the characterization of extracted bamboo fiber was investigated before utilization for composite materials in concrete application because of it affects a mix design concrete properties of a fresh and hardened concrete during a fiber reinforced concrete productions. Thus this study motivates researchers doing their study in natural fiber in concrete application and also helps other stakeholders to understand the detailed processing such as the preparation stage, overall processing, and its characterization analysis included before further application to be utilized in fiber-reinforced concrete composite.
This study mainly highlights the basic properties of naturally extracted highland bamboo (Yushania alpine) fibers such as physical properties, chemical compositions, and surface morphology analysis such as thermal stability analysis (TGA), Fourier Transform Infrared (FTIR) analysis, X-Ray diffraction (XRD) analysis and scanning electron microscopy (SEM) are investigated in detail in this paper. The importance of this study helps to understand the characterization of extracted bamboo fiber was briefly described by supporting related literature on the characterization of natural cellulosic fibers, and its effect of fiber treatment with appropriate chemicals on selected attributes was discussed each other.
Materials and methods
Materials required
The matured solid bamboo stick was obtained from the farmers near their crop cultivated area from Jimma zone; Ethiopia. There are also different types of chemicals required to perform various laboratory works such as Sodium Hydroxide (99.8%), Hydrogen Peroxide (30%), Sulfuric Acid (98%), Acetic Acid (99.5%), Ethanol (99.8%), filter paper (90 mm in diameter) and distilled water are used in this study was supplied by the Chemical Department of Jimma University; Institute of Technology.
The extraction process of bamboo fibers from solid bamboo sticks
By using non-probability sampling practices; a matured solid bamboo was used in this study. The detailed extraction technique adopted to get a single bamboo fiber from a solid stick is illustrated in Figure 1 shown below.

The extraction technique adopted.
Preparation of powder of the extracted bamboo fibers for the chemical composition analysis
At the beginning of this procedure, Based on the prepared extracted bamboo fibers as illustrated in Figure 1 above a milling process started by crushing or ground by using a Wiley mill machine until a required powder forms and then screened the extracted bamboo powder samples that pass through the 40-mesh sieve number but it retained on the 60-mesh sieve number are used for the analysis of chemical compositions 34 and the detailed procedures for the preparation of bamboo powder from extracted bamboo fibers are illustrated in Figure 2. (A) Raw extracted bamboo fibers, (B) making a milled powder, (C) Sieving process of the powdered form fibers, and (D) collecting the desired bamboo powder samples that pass through the required sieve number.
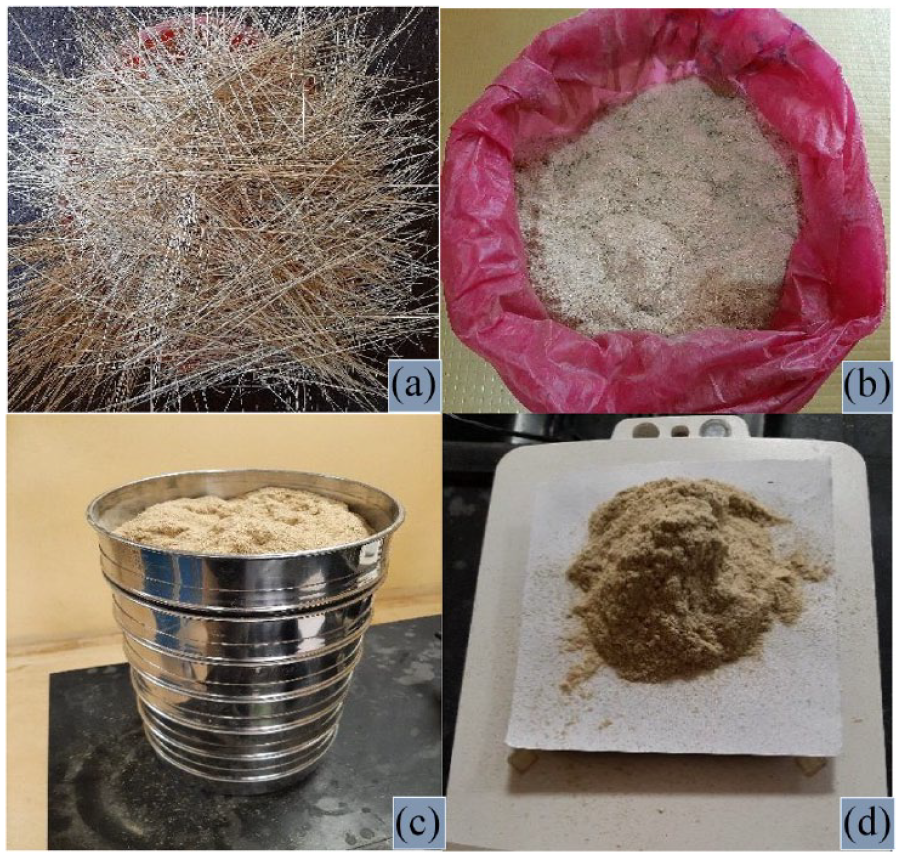
Photographs showing the preparation of powder of extracted bamboo fibers.
Determination of density of extracted bamboo fibers
One of the simplest methods to determine the bulk and particle densities of the extracted bamboo fibers was determined by applying 35 by using distilled water as a known density of water as a reference.
The detailed procedures are as follows 36 ;
I. Preparing a clear empty 100 ml pycnometer that was initially weighed as (w1).
II. Add slowly the chopped extracted bamboo fibers into a pycnometer as its required amount, and immediately weigh as (w2).
III. Then distilled water was carefully added slowly drop by drop to the pycnometer; until it started overflowing it would be observed in the process; at this time it indicates that the spaces occupied by air slowly were filled or replaced with the distilled water.
IV. Finally, the mass of the pycnometer plus the chopped extracted bamboo fibers, and the distilled water were weighed and recorded as (w3).
Therefore, the bulk and particle density of the fibers were calculated by using equations (1) and (2) respectively.


Whereas,
Determination of moisture content of extracted bamboo fiber (ASTM D 2216)
To determine the moisture content; initially, 10 g of extracted bamboo fiber was accurately weighed and recorded as (X). Then, it was oven-dried at 105°C for a total duration of 24 h. After that, the heated samples were allowed to cool in a desiccator and then weighed as (Y). Finally, the percentage (%) of moisture content was estimated by using equation (3).

Whereas, MC = moisture content (%),
X = weight of extracted bamboo fiber before the dry oven and
Y = weight of the extracted bamboo fiber after the dry oven
Determination of extracted fiber’s ash content
One of the simple methods to estimate the amount of ash contents is by using ASTM D2866 standard procedures. About 10g of extracted bamboo fiber sample to be tested was placed oven-dried to remove any moisture content from extracted bamboo fiber until a constant mass was attained, and then this was placed in the known mass of porcelain crucible (A). Then, the weight of the crucible plus the sample was accurately measured before being placed in an electric muffle furnace (B) and inserted into the electric muffle furnace which can maintain the temperature at 650°C for a total of 3 h. After that, the crucible with ash sample got out from the furnace measured as (C). Finally, the completeness of ashing was checked by shaking with a platinum wire to discover whether there exist any unburnt particles, and if so, ashing is to be continued until a constant weight is measured during this processing stage. Then, finally, the total ash content is calculated using equation (4).

Where: A = weight of an empty crucible (g)
B = weight of crucible and extracted bamboo fiber (g)
C = weight of crucible and extracted bamboo ash (g)
Water absorption
The percentage of water absorption of untreated and 5% NaOH-treated bamboo fibers was determined using equation (5). Based on the study, 35 seven samples were prepared for this test, and the average percentage of water absorption was calculated. The samples were initially weighed as A before being immersed in fresh water for 24 h at room temperature. After 24 h of immersion, the samples were then reweighed as B.

Chemical compositions analysis of extracted bamboo fibers
The commonly adopted method to determinations of the chemical composition of extracted bamboo fiber was carried out procedurally by using techniques adopted by the Quantitative Analysis method. 35 First, the extracted bamboo fiber sample to be tested was oven-dried to eliminate any moisture content at 105°C for about half an hour. Thus; to determine the major chemical compositions of extracted bamboo fiber estimation was procedurally followed by those researcher guidelines implemented during their study and the detailed procedures followed were adopted35,37,38 in this study.
Preparation of alkali treatment of extracted bamboo fiber
After finalizing the extraction technique illustrated in Figure 1, the extracted and sun-dried bamboo fibers, surface modification was carried out by treating the prepared extracted bamboo fiber with 5 wt.% NaOH solution by soaking the prepared fibers for 24 h at ambient temperature as shown in Figure 3; then the alkali-treated fiber was washed with distilled water several times to remove alkali content from the surface of the fiber by examining a using a pH meter; until its pH of 7 attains. Finally, the fiber was dried under the sun for a week until it attained a constant weight.

Treatment process of extracted bamboo fibers.
Thermogravimetric analysis (TGA)
The main advantage of investigating natural fibers by using thermogravimetric analysis (TGA) helps to decide the thermal stability opportunity to recognize their suitability for different applications at higher temperature conditions, also its derivative thermogravimetric (DTG) curve illustrates the significant phase at which the degradation happened in terms of it weight loss in the nitrogen atmosphere. 4 In this experiment, it requires about 8 mg was measured with an accurate digital balance and then it was placed in a sample holder to be inserted into a TGA machine in the presence of nitrogen gas with a flow rate of 20 ml/min and its heating temperature continuously increased from 30°C up to 1000°C at a constant rate of 30°C/min, which is available at Bahir Dar University in the textile engineering laboratory; Ethiopia.
Fourier transforms infrared analysis
This investigation was carried out by a device named Fourier Transforms Infrared
X-Ray diffraction (XRD) analysis
These experiments were conducted by using X-ray diffraction with instrumental specification DW-XRD-Y7000 (Shanghai) requirement of a scanning rate of 0.03° per second and a rotating anode generator with a copper target a wider measurement of angle powder with the help of goniometry in the range of 2θ = 10°–70° operated at 30 kV and 25 mA at 25°C. The crystallinity index (CrI) of the prepared untreated extracted bamboo fiber and 5 wt.% NaOH-treated extracted Bamboo fiber (powdered form) was used for detailed investigation. To calculate the crystallinity index (CrI) from its peaks observed in Figure 8 by estimating using the help of OriginLab was analyzed.

Scanning Electron Microscopy (SEM)
To understand the nature of the surface morphology of the natural fibers was examined with a Scanning Electron Microscopy instrument. The range of scale utilized in SEM analysis was 20 µm with a resolution of 1000× and 500 µm with an 500× magnification rate. The microstructural analysis of treated and untreated Bamboo fiber samples are pictured by the JCM-6000 Plus Bench Top SEM JEOL machine which is found at the microbiology laboratory of Adama Science and Technology University, Adama, Ethiopia. It simply understands the distribution of the various elements existing on the surface of the entire fibers and helps to measure the diameter of fibers to determine the aspect ratio. 4 In addition to this; to identify the uniform and non-uniform distribution of fibers surface are proved by using Scanning Electron Microscopy analysis.
Results and discussion
The physical properties of extracted bamboo fibers
The physical properties of bamboo sticks used for this study are their entirely average length of 8 m and a diameter of culm of approximately 10 cm. The experimental value of the extracted bamboo density obtained in this study is 0.685 g/cm3 which is in the range from the literature investigated by John and Anandjiwala 41 reported that the density of bamboo generally is between 0.6 and 1.1 g/cm3. The moisture contents of the extracted bamboo fibers were determined based on ASTM D 2216, 2001 standard requirement specification to calculate the amount of moisture contents in the extracted bamboo fibers. The detailed extracted bamboo fiber properties used in this experimental investigation are illustrated in Table 1.
Properties of extracted bamboo fibers.

Chemical composition of extracted bamboo fiber
The detailed chemical analysis of the main constituent of the extracted bamboo fiber is determined in Table 2 in comparison with various species of bamboo. From this analysis; the major component is cellulose, its main function serves as reinforcement in material and provides stability of the plant cell walls in the structure of the fiber 4 and is held together by an amorphous hemicellulose portion. The amount of cellulose content in extracted bamboo fiber is comparable with an experimental study conducted with that of the previous studies. 41
Main chemical composition of extracted bamboo fiber compared with other different bamboo species.

Visual appearance observation of untreated and 5% NaOH treated extracted bamboo fiber
Figure 4 shows the color changes observed or experienced by the extracted bamboo fibers due to the alkalization process. The sodium hydroxide-treated fibers are light brown as compared with the untreated ones. Thus, it is possible to visually differentiate between raw fibers and treated fibers; other researchers have also observed some changes in color due to exposure of fibers to treatments. 45 The lignin component of natural fiber is said to be responsible for its color changes.46,47 Rout et al. 48 reported that by bleaching a coir fiber, the fiber changes its color from dark brown to silvery-white, which they attributed to the removal of lignin from a surface. Sisal fibers were also reported by Sydenstricker et al. 49 to become lighter in color and rougher during treatments at higher than 5% NaOH. The water absorption of untreated bamboo fiber and 5% NaOH-treated bamboo fiber is 102.243% and 55.741% respectively. This decrease in water absorption for 5% NaOH treatment due to the introduction of certain functional groups during treatment may also make the fibers less hydrophilic, decreasing their affinity for water.

Changes in the appearance of extracted bamboo fibers due to alkalization: (a) un-treated extracted bamboo fiber and (b) 5% NaOH-treated extracted bamboo fiber.
FTIR analysis
A comparative FTIR analysis was conducted between 5% NaOH solution treated with 24 h treatment duration with that of untreated extracted bamboo fiber shown in Figure 5. Multi-part of these samples were represented by several absorption peaks. The analysis result was plotted between wavenumber and normalized transmission carrying frequency wave with critical peaks. The critical points confirm the existence of the O-H group in turn contained in cellulose, of the C-H group in turn contained in hemicellulose, of the C=C group in turn contained in wax, and of the C-OH group in turn contained in the natural fiber lignin. 4 It demonstrates a simple way of obtaining a direct indication of chemical changes that occur during chemical treatments 49 and identifying the existence of organic and inorganic compounds in the natural fiber sample. 50

FTIR spectra of untreated extracted bamboo and 5% NaOH treated extracted bamboo fibers.
The band at 3380 cm−1 relates to the stretching of H-bonded OH groups, and the one at 2912 cm−1 to the C–H stretching, we observe that the band around 3380 cm−1 is a higher intensity for cellulose, which demonstrated that the extracted cellulose contained more –OH groups than in untreated bamboo sample. 49 The band at 1732 cm−1 was attributed to C=O stretching vibration in hemicellulose presenting in bamboo fibers. 51 There was still hemicellulose in the treated bamboo fiber. The absorption band from the range of 1765–1612 cm−1 was derived from the vibrational stretching of unconjugated carbonyl stretching (C=O) of pectin and hemicellulose. This band was decreased in the alkali-treated fiber IR spectrum, which could be due to the partial removal of lignin and hemicelluloses. 52 As compared with treated extracted bamboo fiber with untreated extracted bamboo fiber; there was a decrease in the intensity of the peaks observed in Figure 5 in the spectrum of the treated bamboo; this demonstrated the partial elimination of hemicellulose, lignin, and waxy substances during in the treatment process. 37 Based on Figure 5; the FTIR spectra of untreated and treated extracted bamboo fiber were substantially identical, indicating that there are no new functional groups added to the cellulose.
Thermal gravimetric analysis
The thermogravimetric analysis curve of untreated and alkali-treated extracted bamboo fiber is illustrated in Figure 6. As can be observed that the weight loss curve indicates, the degradation profiles of the untreated and alkali-treated fibers are defined by three thermal decomposition stages during the weight loss process as observed in Table 3.

Thermograms (TG) analysis of untreated and alkali-treated extracted bamboo fibers.
Thermal stability data of untreated extracted bamboo fiber and 5% NaOH treated extracted bamboo fiber.

The alkalized extracted bamboo fiber experienced minor weight loss as compared to the raw fiber. This is due to the distinction in weight loss indicated in treated extracted bamboo fiber as the partial removal of lignin and hemicellulose materials. The overall degradation temperature of the NaOH treated fibers possessed significant thermal stability as compared to that of untreated. These results are almost identical to those reported elsewhere.52,53 This maximum temperature and weight loss discussed above are confirmed with Derivative thermogravimetric (DTG) analysis as shown in Figure 7; both of them have their maximum degradation peak value observed in the first degradation stage.

Derivative thermogravimetric (DTG) curve of untreated and alkali-treated extracted bamboo fibers.
XRD analysis
As shown in Figure 8 the X-ray diffractometer patterns of the untreated extracted bamboo and 5 wt.% NaOH-treated extracted Bamboo fibers. The peak at 2θ = 22.05° is sharper for 5 wt.% NaOH treated extracted bamboo than untreated extracted bamboo fibers. The sharper diffraction peak is an indication of a higher crystallinity degree in the structure of the 5 wt.% NaOH-treated extracted Bamboo fibers. The crystallinity values were estimated as 63.81% and 69.25%, for the untreated extracted bamboo and 5 wt.% NaOH treated extracted bamboo fibers respectively. In this case, the portion of crystalline cellulose was found to be higher for chemically treated fibers than for untreated fibers due to the partial removal of the hemicelluloses and lignin from the surface of fibers during the chemical treatment process. It was reported by Then et al. 54 that the crystallinity index of treated fibers was relatively higher than that of untreated fiber in the investigation was observed. The increase in the number of crystallinity regions increases the rigidity of cellulose fiber. Therefore; the higher crystallinity index in the chemically treated cellulose fibers is associated with a higher tensile strength of the fibers.

XRD analysis of untreated and alkali-treated extracted bamboo fibers.
Surface morphology analysis
The surface morphology of untreated extracted bamboo and alkali-treated extracted bamboo fibers are presented in Figures 9 and 10 respectively. Referring to Figure 9, the surface of the untreated extracted bamboo fiber was covered by a superficial layer of impurities, which presents a network structure in which the fibrils are bound together by hemicellulose, lignin, pectin, and other debris. On the contrary, most of the hemicellulose, lignin, and other extractives were removed from the alkali-treated fiber surface (Figure 10), which led to the formation of an effective fiber surface attached with some tiny fissures and joints. 55 As increases the cleanness and the smoothness of the fiber surface treatment; it promotes the bonding reaction and interlocking adhesion with other ingredients which increases the adhesion of the fiber–matrix due to the hydroxyl groups’ exposure to the matrix formation. Also, the separation of cemented fibers reduced the fiber diameter, resulting in a higher aspect ratio.

SEM images for longitudinal-section of untreated extracted bamboo fiber.

SEM images for longitudinal-section of alkali-treated extracted bamboo fiber.
Conclusions
Based on this experimental investigation the following are the findings: The physical properties of the extracted bamboo fibers such as Bulk density, Particle density, Average diameter, Moisture content, ash content, water absorption are 0.065 g/cm3, 0.685 g/cm3, 1.158 mm, 7.690%, 1.140%, 102.243% are respectively. Its chemical composition of extracted bamboo fiber such as Cellulose (%), Hemicellulose (%), Lignin (%) is 56.01%, 30.63%, and 18.57% respectively. There was a visual appearance variation observation on the color changes experienced by the sodium hydroxide-treated fibers are light brown as compared with the untreated ones. The alkaline treatment has been recognized as a significant factor for the reinforcement agent properties. The elimination of extractives, hemicellulose, and lignin was confirmed by FTIR analysis. Furthermore, there was no new functional group was noticed for the alkali-treated bamboo fiber. The alkaline-treated fiber exhibited significant thermal stability than untreated fiber, as the cementing material was removed via the alkaline treatment. Moreover, it can be associated with SEM images, where the surface smoothness of the treated fibers was better than untreated fibers. The crystallinity index of untreated extracted bamboo and 5 wt. % NaOH treated extracted bamboo fibers was 63.81% and 69.25%, respectively; this increment is due to the partial removal of the hemicelluloses and lignin from the surface of fibers during the chemical treatment process. Therefore; these findings, strongly suggested that; the locally abundant and economically extracted bamboo fiber has the potential to be used as a reinforcement agent in developing composite materials for the construction industry by incorporating an optimum percentage to reduce the limitation of concrete and to enhance the mechanical properties of concrete.
Footnotes
Acknowledgements
The corresponding author gratefully acknowledges the financial support from Ghent University; Belgium.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The funding for this research along with the article processing charges (APC) has been provided by the Ghent University, Technologiepark-Zwijnaarde 60, Gent, Belgium.