
Abstract
With the development of lightweight engineering, load-bearing structures such as synthetic fiber ropes are being increasingly used in engineering projects. During the process of repeated stretching or bending, abrasion occurs between the yarns of fiber assemblies like ropes. Fatigue failure caused by abrasion between yarns is one of the main reasons for the failure of such fiber assemblies. Different chain segments of fiber assemblies exhibit different properties. This study takes the four fibers of flexible chain fibers Ultra-high molecular weight polyethylene (UHMWPE), Polyethylene glycol terephthalate (PET) and rigid chain fibers Poly-p-phenylene terephthamide (PPTA) and Polyarylate (PAR), which are widely used in ropes and cables, as the research materials, and explores the influence of abrasion frequency and yarn tension on different chain segment fibers. To explore the failure and influencing factors of rigid chain and flexible chain fibers abrasion leads to fiber assemblies like those ropes. Based on the observation and analysis of the abrasion zone temperature, yarn state, and wear debris morphology of failed yarns, an abrasion failure mechanism is proposed, providing guidance for the design and application of fatigue-resistant products for ropes.
Keywords
Introduction
Fiber ropes play an important role in lightweight engineering. In offshore engineering, synthetic fiber ropes are used in a wide range of applications such as tugboats, anchor chains, cranes, mooring and towing operations, as shown in Figure 1. 1 Compared to steel cables, chemical fiber ropes have obvious advantages in marine engineering. Firstly, the density of chemical fibers is generally between 0.9 and 1.3 g/cm3, while the density of steel is 7.8 g/cm3, which is 7–8 times that of fibers. Fiber ropes with lightweight advantages 2 can meet the operational requirements in deeper sea areas. Secondly, fiber ropes are resistant to corrosion from seawater, making them better suited for use in marine environments. Especially mooring in waters deeper than 1000 m, has become an important issue for many marine engineering projects. Traditional mooring systems typically use wire ropes or anchor chains, 3 which have the advantages of low cost and reliable performance. However, as mooring platforms gradually move into deeper waters, the weight of metal structures such as wire ropes and anchor chains become a limiting factor for their application. In this case, lightweight fiber mooring cables with lower density have been widely used as alternatives to wire ropes for mooring structures. Therefore, fiber ropes such as polyester fiber ropes are widely used in marine engineering.

The application scenarios and deformation forms of ropes in marine engineering.
As an alternative to steel wire rope, fiber rope has many advantages. However, there is relatively little research on the performance of ropes, especially the failure mechanism and life prediction of ropes. 4 This has led to obstacles in the application of fiber ropes in ocean engineering. In the ocean, floating platforms experience movements in all directions due to waves, causing the mooring ropes to sometimes become taut and sometimes slack. This results in periodic elongation and contraction of the yarns that make up the rope. 5 Internally, there is relative translational and rotational motion between the intertwined and contacting yarns, as well as between the parallel yarns. This manifests as abrasion between fibers.6,7 In addition to fatigue caused by tension,8 –10 during the process of passing through pulleys or cable guiding devices, deformation can also lead to relative translational and rotational motion between the strands within the rope.6,11,12 At the level of fibers, this is also manifested as abrasion between fibers. Therefore, yarn abrasion is one of the important forms of rope failure13 –16 and has significant implications for rope life prediction.
Scholars have conducted extensive research on the abrasion performance of fibers and yarns.17 –19 Abrasion of fibers and their products can be divided into three types: point contact, line contact, and surface contact, 20 depending on the type of contact. 21
Point contact mainly tests the abrasion performance of single fibers, while surface contact mainly tests the abrasion of textiles. Line contact abrasion occurs mainly between fibers inside ropes and between yarns. Broughton et al. 22 have pointed out that when tension is applied to the helical structure, the yarn is radially compressed and a force perpendicular to the fiber surface is generated. As the normal force between the fiber surfaces in the yarn increases, the required abrasion force for slippage also increases, and the tension generated by external strain continues to increase. Zheng et al. 23 pointed out that fibers are tightly held between yarns, and the friction between fibers is an important index affecting the mechanical properties of fabrics, as well as a factor affecting many processing and physical properties of yarns and fabrics. By comparing the friction between fibers, the peeling ability of fibers and yarns in fabrics can be reflected.
In addition, further researches focused on abrasion performance testing devices and methods, mainly including point contact and line contact abrasion performance testing methods, as shown in Table 1.
Testing methods for frictional properties between yarns.
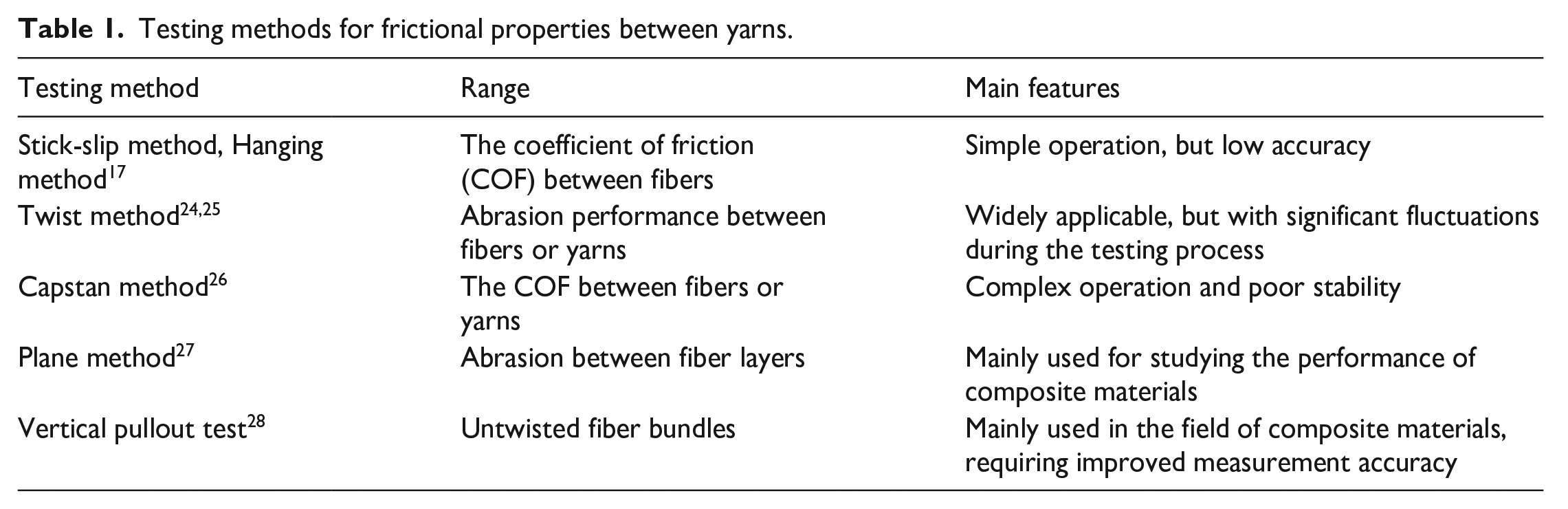
Howell 29 proposed two methods for measuring the COF between fibers: the stick-slip method and the inclined plane method. Guthrie and Oliver 30 conducted experiments on adhesive fibers using the stick-slip method, and the results showed that fiber fineness and contact angle have little influence on inter-fiber tension. Alirezazadeh et al. 17 studied the effect of fiber fineness on the abrasion performance of polypropylene fibers using the hanging method, and the results showed that the abrasion behavior of fibers is influenced by factors such as the geometric shape of the contact points, fiber strain rate, and heat distribution. Mercer and Makinson 31 and Gralén and Olofsson 32 measured the frictional force between two vertically tensioned fibers and studied the evolution of abrasion relative to sliding distance and adhesive sliding. Goksoy 24 and Flory et al. 25 developed a device to test the abrasion fatigue performance of yarns for cables using the twist method. The basic principle of the twist method is to twist the yarn a certain number of turns and test the abrasion performance between the yarns. Röder 33 first proposed the use of a capstan method to test the COF of yarns in 1953. This method involves uniformly winding the yarn onto a cylinder and suspending another yarn with a 180° wrap angle on the cylinder. The cylinder is rotated at a specified speed, and the dynamic COF is calculated by measuring the tension at both ends of the yarn. In 2016, the American Society for Testing and Materials updated the standards for yarn-on-yarn abrasion testing, with the twist method as the basic principle. 34 In 2020, the test methods for the COF between yarns were updated, including the twist method and the capstan method. Campos et al. 35 studied the abrasion behavior of fibers inside yarns made from different fibers by considering the force required for fiber-to-fiber sliding as a function of yarn twist. Zurek and Frydrych 36 proposed a new device for measuring the frictional force between yarns, and derived the frictional force generated between yarns under both vertical and inclined arrangements using four experimental data analysis methods.
From the above research, it can be seen that there is limited focus on the abrasion between chemical fibers in yarns. The few relevant studies mainly focus on the models and parameter discussions of yarn-on-yarn abrasion devices, without providing a comparison of yarn abrasion performance, nor analyzing the mechanism from the perspective of failure mechanisms.
In the practical application of ropes and cables, it has been found that the mechanical properties of ropes and cables prepared from different materials are different, which may be related to the form of chain segments of the materials. In order to study the different friction properties of yarns prepared from different chain segment materials, by using the yarn friction tester developed independently before, changing the frequency and tension during fiber friction, observing the friction details and the number of wear and tear fracture, comparing the differences in the friction properties of yarns with different chain segment fibers on the basis of experiments, and analyzing the differences in the hairiness of fibers with different chain segments during friction from the aspect of fiber friction failure mechanism The differences in hairiness, end morphology and thermal effect of different chain segment fibers during the friction process were also analyzed in terms of fiber failure mechanism.
Experimental
Materials
Fiber materials commonly used in marine engineering ropes and cables mainly include polyester (PET) fibers, polyamide (PA) fibers, polyethylene (PE) fibers, polypropylene (PP) fibers and so on. These fibers have the advantages of high strength, wear and corrosion resistance, and can resist the harsh conditions of the marine environment. In addition, high-performance rope netting materials include ultra-high molecular weight polyethylene (UHMWPE) fibers, para-aromatic polyamide (PPTA) fibers, carbon fibers (CF), and so on. 37 These high-performance fibers have higher strength, modulus and corrosion resistance and are suitable for more severe environmental conditions. In this paper, based on the difference of fiber chain segments to develop the yarn friction performance research, and analyze the failure mechanism of different chain segments. Therefore, the flexible chain fibers Ultra-high molecular weight polyethylene (UHMWPE), Polyethylene glycol terephthalate (PET), and rigid chain fibers Poly-p-phenylene terephthamide (PPTA) and Polyarylene terephthamide (PPTA) were selected. PPTA) and Polyarylate (PAR) as experimental objects, the basic properties of the four fibers are shown in Table 2.
The main parameters of the four types of fibers. 37

Experimental sample pretreatment: Soak the sample in alcohol for 2 h to remove any oil on the surface of the fibers. After removing the sample, place it in an environment with a temperature of 25 ± 2℃ and a humidity of 65 ± 2% for 48 h to pre-condition the moisture. Then, perform various performance tests on the yarn under these temperature and humidity conditions.
Yarn on yarn abrasion testing equipment
The current project follows the ASTM D6611-16 standard, which is the Standard Test Method for Wet and Dry Yarn-on-Yarn Abrasion Resistance. The corresponding testing equipment has been set up as shown in Figure 2(a). This method evaluates the abrasion resistance of the bundle of by twisting the bundle of yarns together and subjecting them to repeated abrasion until they break. The principal is illustrated in Figure 2(b). In this facility, one end of the bundle of yarn is connected to a biasing wheel, which is driven by a motor. The bundle of yarn passes through the tension sensor on one side and enters the friction zone. Twist the bundle yarn three times in the friction zone. Apply tension after passing through the tension sensor on the other side. The motor drives the biasing wheel, which will make the yarn move back and forth, make the bundle yarn repeatedly friction in the friction zone, and finally break. The yarn-on-yarn friction performance and friction coefficient of the fiber are evaluated by calculating the number of repeated friction and the difference of the force value on the tension sensor. As shown in Figure 2(c), the abrasion area can be divided into a double abrasion area (abrasion occurs twice during one abrasion cycle) and a single abrasion area (abrasion occurs once during one abrasion cycle) based on the position of the bundle of yarn during abrasion.
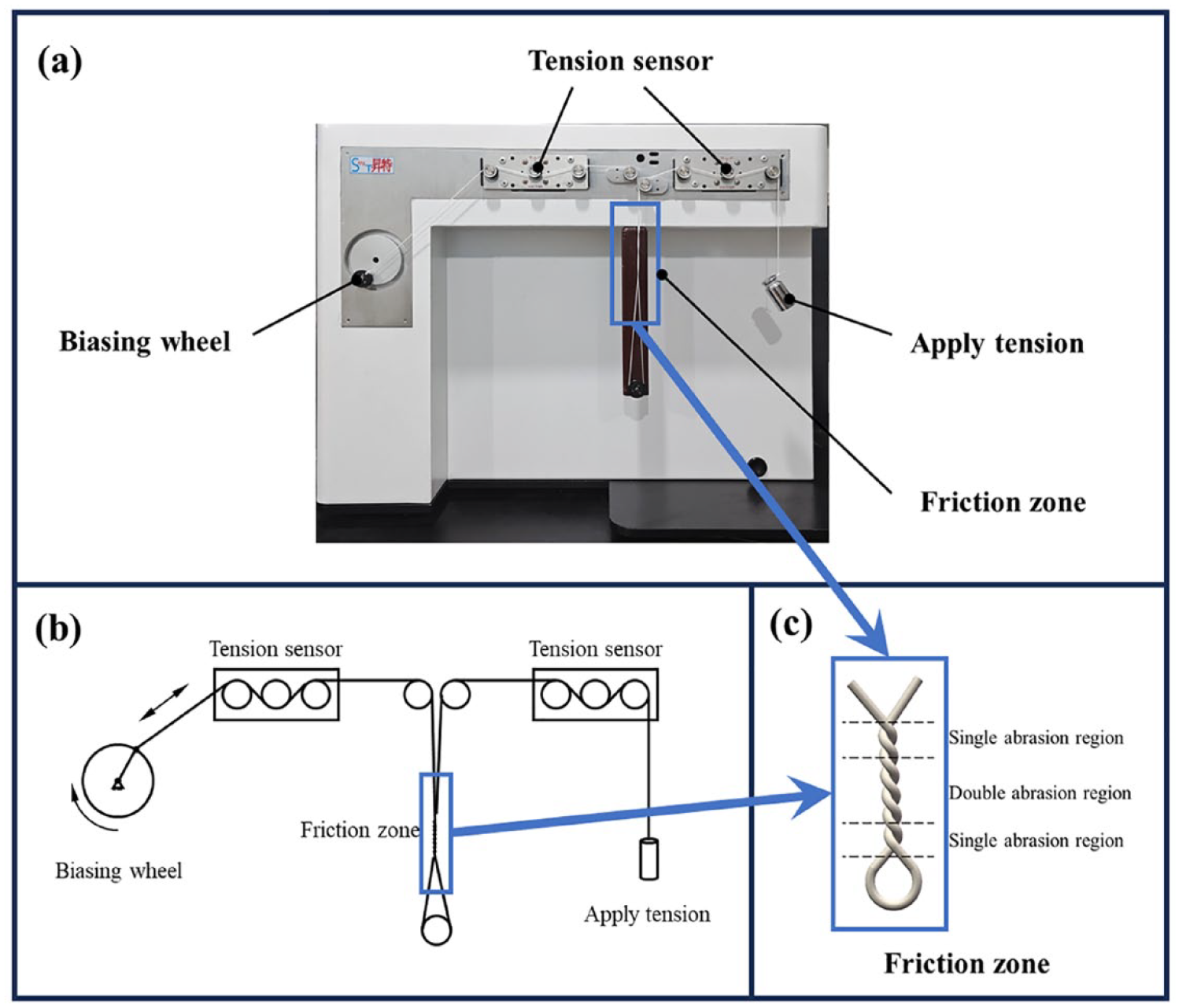
Yarn on yarn abrasion testing equipment: (a) overall structure, (b) experimental schematic, and (c) classification of abrasion zones.
By measuring the input tension

Where
We used a Tis50 infrared thermal imager (FLUKE, USA) to test the thermal effects during the yarn-on-yarn abrasion process. We measured the temperature of the abrasion zone in real-time, 5 cm in front of the abrasion zone.
Experiments
In this study, we investigated the factors that affect the fatigue performance of yarn friction. The two variables we focused on were the abrasion frequency and the tension. The relevant experimental parameters are shown in Table 3. and Table 4.
Experimental parameters.

Thermal properties of four types of fibers.

Ropes and cables in marine engineering are mainly used in mooring, lifting and other work, based on the friction frequency of the ropes and cables under the actual working conditions is not high, so this experiment chooses to carry out the test at the friction frequency of 0.1, 0.25, 0.5, 0.75, and 1 Hz. Applied tensions are usually chosen from 25, 35, 45, and 55 mN/tex.
Results and discussion
The response of different chain segment fiber yarn-on-yarn abrasion performance to different experimental conditions
The response of different chain segment fiber yarn-on-yarn abrasion performance to different abrasion frequencies
The experiment investigated the impact of different abrasion frequencies (0.10, 0.25, 0.50, 0.75, 1.00 Hz) on the abrasion performance of fibers, with the same tension of 25 mN/tex. The experimental results, as shown in Figure 3, indicate that for rigid chain fibers such as PPTA and PAR, the abrasion lifespan of the fibers did not show any significant changes when the abrasion frequency was altered. However, for flexible chain fibers such as PET and UHMWPE, the abrasion lifespan of the fibers was significantly affected by the change in abrasion frequency, exhibiting different trends. Specifically, PET exhibited an overall decrease in abrasion lifespan with increasing abrasion frequency. Under the condition of 0.1 Hz, the abrasion lifespan of PET was 16,236 cycles, while at 0.25, 0.50, 0.75, and 1 Hz, the abrasion lifespans were 11,507, 8289, 8089, and 6021 cycles, respectively. Compared to 0.1 Hz, there was a decrease of 29%, 49%, 50%, and 63% in abrasion lifespan. Under the conditions of 0.5 and 0.75 Hz, the abrasion lifespan of PET was similar, at around 8000 cycles. On the other hand, UHMWPE exhibited an initially increasing and then decreasing trend in abrasion lifespan with increasing abrasion frequency. Before 0.75 Hz, the abrasion lifespan increased with increasing abrasion frequency, but after surpassing 0.75 Hz, the abrasion lifespan began to decrease. Under the condition of 0.1 Hz, the abrasion lifespan of UHMWPE was 2849 cycles, while at 0.25, 0.50, 0.75, and 1 Hz, the abrasion lifespans were 3913, 4211, 5427, and 3269 cycles, respectively. Compared to 0.1 Hz, there was an increase of 37%, 53%, 90%, and 15% in abrasion lifespan.

Under the condition of tension of 25 mN/tex: (a) The response of the abrasion fatigue life of different chain segment fibers to the abrasion frequency (b) The response of the decline rate of abrasion fatigue life of different chain segment fibers to the abrasion frequency.
The response of different chain segment fiber yarn-on-yarn abrasion performance to different tension
The study investigates the impact of different tension levels (25, 35, 45, and 55 mN/tex) on the frictional performance of fibrous yarns at a selected abrasion frequency of 0.5 Hz. The experimental results, as shown in Figure 4, indicate that the frictional lifespan of all four types of fibers with different chain structures gradually decreases with increasing tension. Under the condition of 25 mN/tex, the frictional lifespan of UHMWPE fiber is 4371 cycles, while at tensions of 35, 45, and 55mN/tex, the frictional lifespans decrease to 2262, 1989, and 1753 cycles, respectively, representing a decrease of 48%, 54%, and 60% compared to the 25 mN/tex condition. For PET, the frictional lifespan at 25 mN/tex is 8289 cycles, while at tensions of 35, 45, and 55mN/tex, the frictional lifespans decrease to 4475, 2743, and 1067 cycles, respectively, representing decreases of 46%, 67%, and 87%. Similarly, for PPTA, the frictional lifespan at 25 mN/tex is 519 cycles, while at tensions of 35, 45, and 55 mN/tex, the frictional lifespans decrease to 267, 181, and 113 cycles, respectively, representing decreases of 49%, 65%, and 78%. For PAR, the frictional lifespan at 25 mN/tex is 1709 cycles, while at tensions of 35, 45, and 55 mN/tex, the frictional lifespans decrease to 1151, 940, and 199 cycles, respectively, representing decreases of 33%, 45%, and 88%. The main reason for the continuous reduction in frictional lifespan with increasing tension is the increase in abrasion force, which accelerates the wear failure process.

Under the condition of an abrasion frequency of 0.5 Hz: (a) the response of the fatigue life of different chain segment fiber yarns to tension and (b) the response of the decrease rate of fatigue life of different segment fibers to tension.
The comprehensive response of the yarn-on-yarn abrasion performance of different chain segment fiber yarns to abrasion frequency and tension
The interaction between abrasion frequency and tension affects the abrasion lifespan of fibers, as shown in Figure 5. For UHMWPE fibers under a fixed tension, the abrasion lifespan initially increases and then decreases as the abrasion frequency increases. At a fixed abrasion frequency, the abrasion lifespan gradually decreases with increasing tension. The maximum abrasion lifespan for UHMWPE is achieved at a tension of 25 mN/tex and an abrasion frequency of 0.75 Hz, which is approximately 5540 cycles. The abrasion lifespan decreases to its lowest value, approximately 195 cycles, at a tension of 55 mN/tex and an abrasion frequency of 1 Hz.

The combined impact of abrasion frequency and tension on the service life of fibers: (a) UHMWEP, (b) PET, (c) PPTA, and (d) PAR.
For PET, the abrasion lifespan gradually decreases with increasing abrasion frequency and tension. The maximum abrasion lifespan for PET occurs at a tension of 25 mN/tex and an abrasion frequency of 0.10 Hz, which is approximately 16,236 cycles. The maximum abrasion lifespan for PET occurs at a tension of 55 mN/tex and an abrasion frequency of 1.0 Hz, which is approximately 65 cycles.
The abrasion lifespan of PPTA, with a rigid chain structure, is mainly influenced by the tension and decreases as the tension increases. It is not significantly affected by the abrasion frequency. Similarly, the abrasion lifespan of PAR, also with a rigid chain structure, does not show significant changes with varying abrasion frequency at a minimum tension of 25 mN/tex. However, when the tension increases to above 35 mN/tex, the abrasion lifespan gradually decreases with increasing abrasion frequency.
The process of evolution of the coefficient of friction between different chain segments of yarns
The coefficient of friction is an important parameter that characterizes the abrasion performance of fiber materials. By tracking the changes of COF during the abrasion process, we can explore the variations in the abrasion mechanism throughout the entire process and further explain the process of abrasion failure. In this experiment, the COF was calculated by measuring the input tension
The abrasion process of UHMWPE fiber can be divided into three stages: From Figure 6(a), it can be seen that in the initial stage of friction, the fluctuation amplitudes of

The changes in tension at both ends and the evolution of the COF during the abrasion process of fibers of different chain segments. (a) and (b) is the abrasion force and COF of UHMWPE, (c) and (d) is the abrasion force and COF of PET, (e) and (f) is the abrasion force and COF of PPTA, (g) and (h) is the abrasion force and COF of PAR.
The changes in
In the abrasion process of PPTA fiber, tension fluctuates significantly, as shown in Figure 6(e). The tension of PPTA yarn undergoes a process of decrease followed by an increase. In the initial stage of friction, PPTA fiber is the most rigid, with less surface contact between fiber bundles and no significant surface wear, but with higher tension. After about 100 abrasion cycles, the contact between fiber bundles becomes tighter, increasing the contact area, and the tension decreases to a lower level. The COF of PPTA yarn shows a process of initial decrease followed by gradual increase: the initial COF is relatively large due to the small contact area between fiber bundles, and as the contact area increases, the COF gradually decreases. After that, as the abrasion continues, PPTA fiber gradually breaks, causing entanglement between the filaments in contact and intensifying the friction, leading to an increase in the COF of PPTA yarn. The trend of change in the dynamic COF of PPTA fiber is similar to that of the static COF but with smaller values.
The fluctuations in
Differences in failure mechanisms of different chain segments fibers
Mechanical wear during the yarn-on-yarn abrasion process
During the process of fiber abrasion fatigue, the mechanical wear of the fibers is the most obvious form of damage. Figure 7 shows the views of the abrasion areas and the microstructure of the abrasion fractures of four types of fibers at different stages under an abrasion frequency of 0.5 Hz and an applied tension of 35 mN/tex. The surface of the unfractionated fiber bundle is relatively smooth, without fuzz. As the abrasion progresses, a large number of long and dense fuzz appear on the surface of the abrasion area of the rigid chains PPTA and PAR, while the fuzz on the surface of the abrasion area of the flexible chains UHMWPE and PET fibers is shorter and less. The fuzz and breakage generated by abrasion accumulate in the single abrasion area under repeated scraping, resulting in the phenomenon of fiber nodules. During this process, the fibers in the double abrasion area continuously break, resulting in a gradual reduction of fibers in that area, presenting the phenomenon of fiber bundle refinement in the double abrasion area. Finally, the entire fiber bundle breaks at its weakest point. The fracture morphology of the four types of fibers is all conical, indicating that the fiber fracture occurs gradually. At the end of the fracture, there are a few long filament bundles, indicating the occurrence of fiber fracture and pull-out in the final stage of fracture. From the SEM images of the fracture surfaces of the four types of fibers, it can be seen that UHMWPE has obvious transverse cracks and longitudinal fibrillar splitting, which is due to the presence of some defects in the original fiber structure of UHMWPE under high magnification stretching, resulting in longitudinal splitting under repeated stress. The fracture surface of PET shows more plastic deformation accumulation. The fracture surface of the rigid chain PPTA exhibits obvious original fiber splitting, mainly due to its low radial strength. The fracture surface of the rigid chain PAR fiber also shows obvious original fiber splitting, but compared with PPTA, it does not quickly split into original fibers. 38
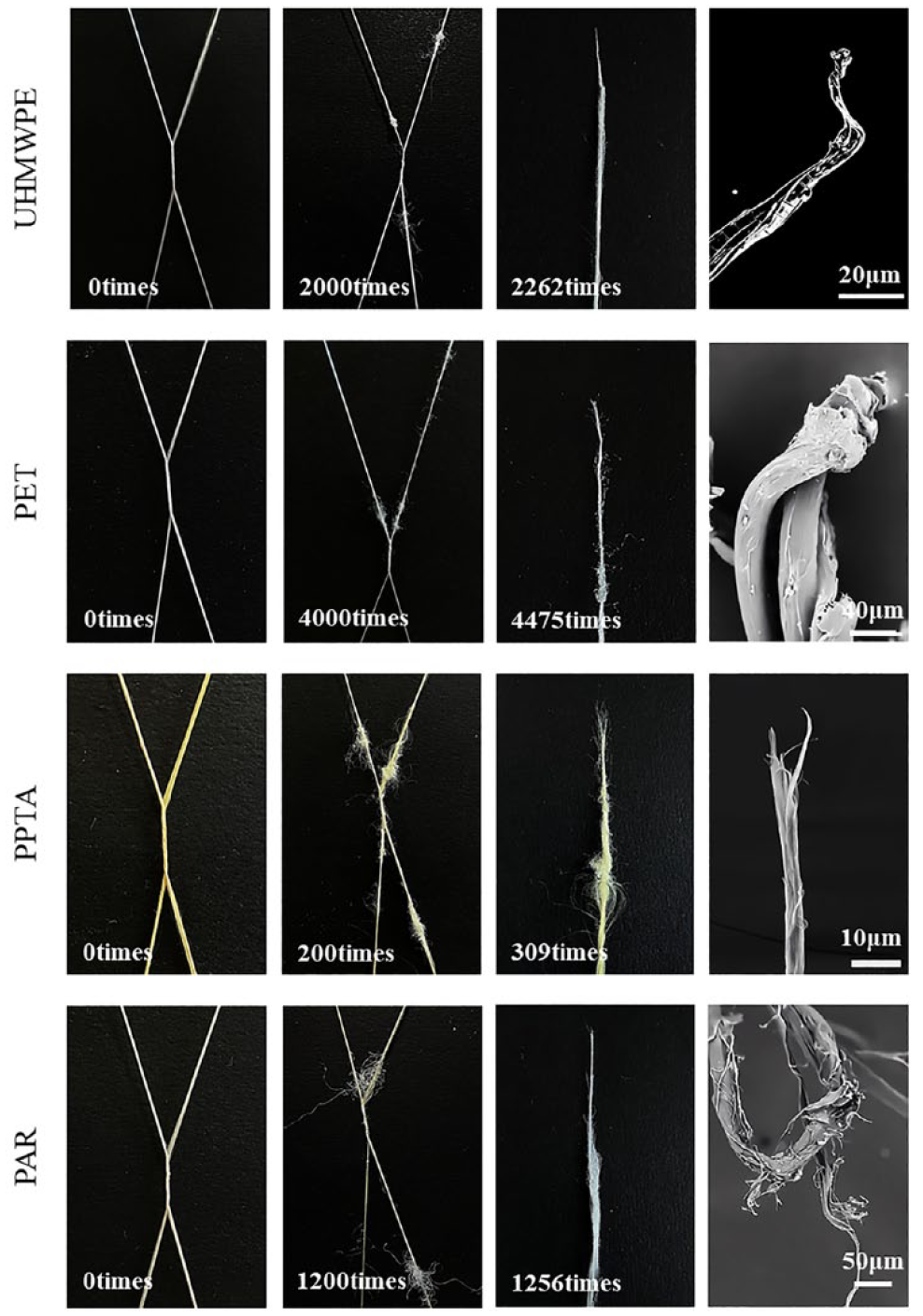
Four different abrasion stage morphologies and micro-fracture surface images of four types of fibers.
PPTA and PAR fibers of rigid chains produce intense abrasion noises during the abrasion process, while UHMWPE and PET fibers of flexible chains produce softer sounds. This indicates that rigid chains experience more severe mechanical wear during the abrasion process. At the same time, the low sound produced by UHMWPE and PET fibers of flexible chains also suggests that the mechanical abrasion of flexible chain fibers during the abrasion process is relatively gentle.
Thermal effect during yarn-on-yarn abrasion process
Abrasion between objects generates heat, and most fiber materials have poor thermal conductivity. In the closed environment of a rope, the abrasion between fibers and yarns can generate a significant amount of heat. 39 It is crucial to detect the heat generated by abrasion to understand the failure mechanism of abrasion between yarns. UHMWPE fibers have a low glass transition temperature and melting point, as well as poor thermal conductivity with a thermal conductivity coefficient of just 0.4–0.5 W/(m·K). At high temperatures, the fiber structure is prone to change, affecting its performance. PET has a glass transition temperature of 70℃–80℃ and a thermal conductivity coefficient of 0.15–0.24 W/(m·K), making it difficult for heat to dissipate to the external environment on time. This leads to an increase in temperature in the abrasion area due to the heat generated by friction. When the temperature rises, the mechanical properties of the fibers will decrease, and this coupling effect between heat and mechanical performance will affect the abrasion performance of UHMWPE and PET.
The temperature changes during the abrasion process were monitored using an infrared thermal imager, as shown in Figure 8. By analyzing Figure 8(a) to (d), it can be observed that the highest temperatures reached in the abrasion areas of the four fibers are different under the conditions of a tension of 25 mN/tex and abrasion frequencies ranging from 0.1 to 1.0 Hz. However, the highest temperature in the abrasion areas increases with the increase of abrasion frequency. Under these conditions, the highest temperatures in the abrasion areas of UHMWPE, PET, PPTA, and PAR are 36.7℃, 37.3℃, 43.6℃, and 44.4℃, respectively. When the abrasion frequency increases to 1 Hz, the highest temperatures in the abrasion areas of UHMWPE, PET, PPTA, and PAR increase to 54.6℃, 52.8℃, 64.7℃, and 66.6℃, respectively. The abrasion area temperatures of the rigid chains PPTA and PAR are higher than those of the flexible chains UHMWPE and PET under the same conditions.
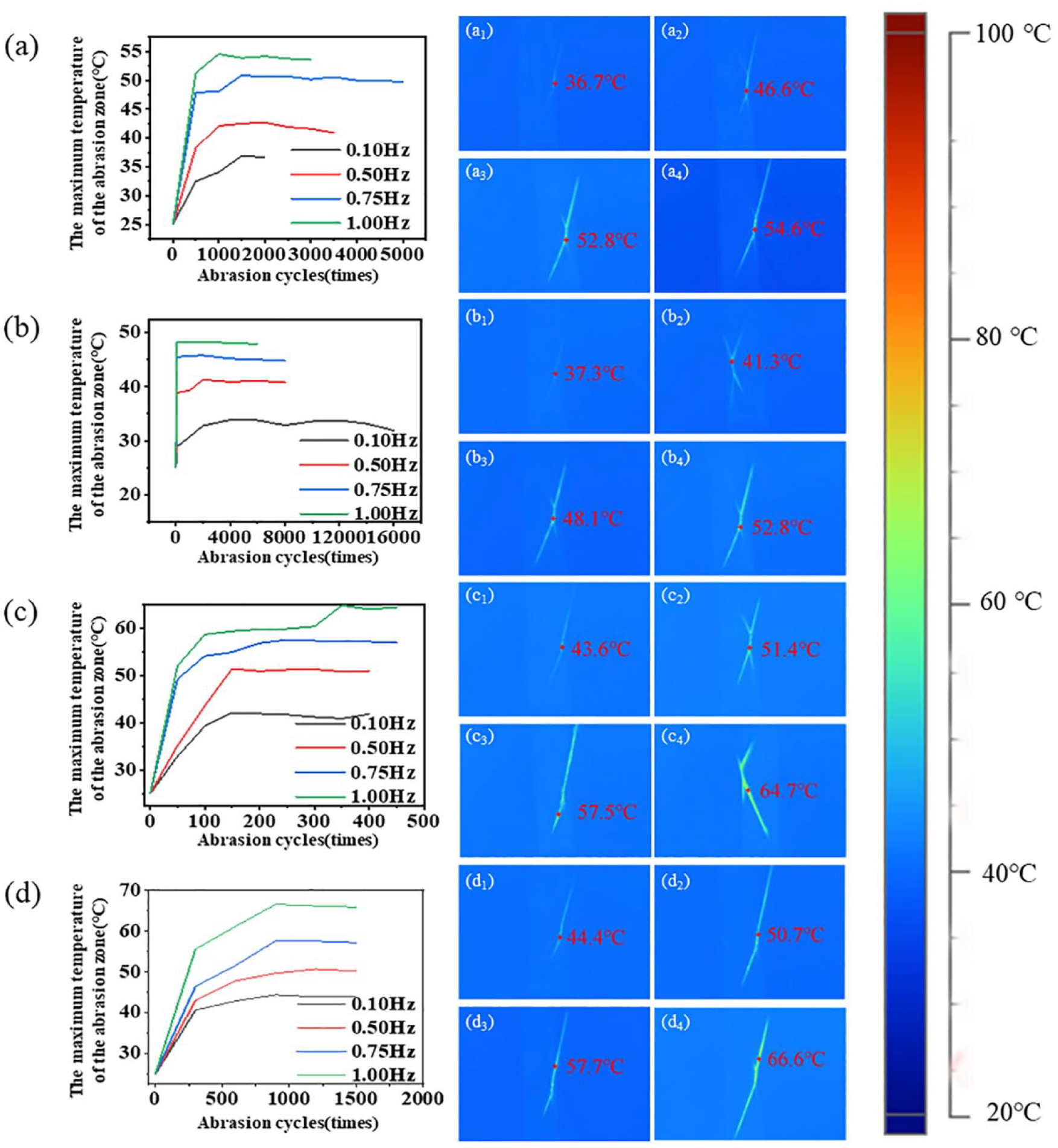
The variation of maximum temperature in the abrasion area under different conditions: (a) UHMWPE, (b) PET, (c) PPTA, and (d) PAR.
The temperature change in the abrasion area is a gradual and dynamic process. At the beginning of friction, the temperature of the yarn is the same as the ambient temperature. As abrasion progresses, the abrasion between the yarns generates heat, resulting in an increase in the temperature of the abrasion area. When the temperature reaches a certain level, the heat generated by abrasion and the heat dissipated to the environment reach a balance, and the temperature of the abrasion area will no longer rise. 40 When the abrasion frequency is low, it takes more abrasion cycles for the abrasion area of flexible chains such as UHMWPE and PET fibers to reach the highest temperature. This is mainly because low-frequency abrasion generates less heat, which can dissipate to the environment on time. During continuous friction, the severe surface wear of the fibers generates more heat, increasing the temperature of the abrasion area. As the abrasion frequency increases, the amount of heat generated in the same period increases. Therefore, when the abrasion frequency reaches 1.0 Hz, the number of abrasion cycles required for the abrasion area of UHMWPE and PET fibers to reach the highest temperature is the lowest. On the other hand, for rigid chains such as PPTA and PAR under a tension of 25 mN/tex, there is little difference in the number of abrasion cycles required for the abrasion area to reach the highest temperature at different abrasion frequencies. This is mainly because the temperature of the abrasion area has a smaller impact on the performance of PPTA and PAR, and the wear condition is mainly influenced by the number of abrasion cycles.
At a tension of 25 mN/tex, the frictional lifespan of UHMWPE fiber yarn decreases with increasing frequency, whereas the frictional lifespan of PET gradually decreases with increasing abrasion frequency. The reason for this is that the yarn is subjected to frictional forces, which cause the fibers to deform and absorb energy. The accumulated deformation cannot be promptly recovered, leading to a decrease in the energy absorbed during subsequent stress cycles. As a result, smaller frictional forces develop into concentrated stresses, causing the fibers to break. Additionally, higher abrasion frequencies generate more heat. When the heat generated exceeds the heat dissipated into the air, the abrasion process occurs at higher temperatures, leading to thermal damage to the fibers. PPTA and PAR have excellent energy absorption capabilities 41 and heat resistance. 42 Therefore, the frictional lifespan is not significantly affected by abrasion frequency within a range of 1 Hz for these materials. However, for UHMWPE, although it also has excellent energy absorption capabilities, its melting point is lower. At low frequencies, the main influence on frictional lifespan is mechanical wear. As abrasion frequency increases, the temperature in the abrasion area rises, causing the surface of the yarn to soften and form a smooth abrasion interface, thereby increasing the frictional lifespan. However, a further increase in abrasion frequency leads to a further increase in temperature in the abrasion area, resulting in a decrease in the frictional lifespan of UHMWPE fiber under high-temperature conditions. PET has a higher melting point, and as abrasion frequency increases, the fiber surface does not soften, resulting in a smoother abrasion interface. However, at higher frequencies, the deformation of PET cannot be promptly recovered, causing smaller frictional forces to generate greater stress concentrations and decrease the frictional lifespan of PET. Therefore, compared to rigid chain materials such as PPTA and PAR, the thermal effects are more pronounced in the frictional failure process of flexible chain UHMWPE fiber yarn.
The failure mechanism of different chain segments fibers
The properties of fibers depend on the structure and conformation of the macromolecules that make up the fibers. The flexibility of fibers is derived from the internal rotation of σ single bonds on the molecular chains, reducing the number of rotatable bonds and enhancing the interactions within and between the polymer chains. 40 As a result, the polymer chains gradually transition from flexible to rigid, forming rigid molecular chains.
Flexible chain fibers exhibit good flexibility and wear resistance, generally having a longer frictional life. 43 However, due to the lack of rigid groups such as benzene rings in flexible chain molecules, their high-temperature resistance is relatively poor. Under the influence of frictional heat, flexible chain fibers are more affected by heat, especially in high-frequency abrasion situations where the frictional area has insufficient heat dissipation, resulting in higher temperatures and a decrease in the lifespan of flexible chain fibers.
On the other hand, rigid chain fibers have better high-temperature resistance, and increasing temperature has little effect on their frictional performance. However, due to the inherent rigidity and poor toughness of the fibers, they tend to fibrillate during the abrasion process, leading to more fiber fuzz and lower overall wear resistance compared to flexible chain fibers.
The properties of fibers depend on the structure and conformation of the macromolecules that make up the fibers. 44 The flexibility of fibers is derived from the internal rotation of σ single bonds along the molecular chains. By reducing the number of rotatable single bonds, the interactions within and between polymer chains are enhanced, gradually transforming the polymer chains from flexible to rigid.
From the discussion above, it can be concluded that the abrasion process of fibers is a combination of mechanical wear and thermal damage. During the abrasion process between the four types of fiber yarns, the fibers undergo mutual compression and relative movement, resulting in wear and cutting between the fibers and ultimately fiber breakage. The generation of broken fibers worsens the abrasion environment, further intensifying the process of mechanical wear. At the same time, the heat generated by abrasion accumulates, leading to an increase in temperature in the abrasion area. The heat softens the fiber surface, reducing its original mechanical properties and accelerating fiber breakage as shown in Figure 9.

Failure mechanism of fibers with different chain segments.
PPTA and PAR fibers with rigid chains are less affected by heat during the failure process due to their excellent heat resistance. The failure process of these fibers is mainly dominated by mechanical wear. On the other hand, the failure process of UHMWPE and PET fiber yarns is a combination of thermal effects and mechanical wear fatigue. The coupling of these two effects ultimately leads to the abrasion fatigue failure of the fibers.
Conclusion
This study conducted fatigue testing of four commonly used fiber ropes, UHMWPE, PET, PPTA, and PAR, through the use of self-made equipment. Using infrared imaging and SEM, the study examined the fatigue resistance and mechanical and thermal wear phenomena that occur during yarn-on-yarn friction. The study also analyzed the performance differences of these four fibers under different experimental conditions based on differences in fiber chain segments. The following conclusions were drawn:
(1) Fibers with different chain segments exhibit different abrasion performance and respond differently to different experimental parameters. Under the same tension of 25 mN/tex, the fatigue life of UHMWPE fibers with flexible chains initially increases and then decreases with an increase in abrasion frequency, while the fatigue life of PET fibers gradually decreases with an increase in abrasion frequency. The fatigue life of PPTA and PAR fibers with rigid chains is not significantly affected by abrasion frequency. Under the same abrasion frequency of 0.5 Hz, the fatigue life of the four fibers with different chain segment structures decreases with an increase in tension.
(2) Fibers with rigid chains containing benzene rings, such as PPTA and PAR, are inherently harder and more susceptible to mechanical wear during friction. During the yarn-on-yarn abrasion process, surface wear of the fibers is the most visually apparent phenomenon. The experimental results show that all four fiber types produce fiber breakage and generate fuzz, which gradually accumulates at the edges of the abrasion area. However, PPTA and PAR fibers with rigid chains produce more and longer fuzz on the surface compared to UHMWPE and PET fibers with flexible chains, which produce less and shorter fuzz.
(3) Fibers with flexible chains mainly composed of carbon chains are inherently softer and have excellent wear resistance. The fatigue life of these fibers is greatly influenced by thermal effects. Abrasion generates heat, causing the temperature of the abrasion area to gradually rise. UHMWPE fibers with flexible chains have poor heat resistance and a low melting point. The temperature generated in the abrasion area softens the fiber surface, resulting in a smoother abrasion surface, which increases the fatigue life to some extent. However, when the temperature further increases, the fiber properties decrease, and the fiber fracture speed increases, causing the smooth abrasion surface to be destroyed in a short period. PET has better heat resistance than UHMWPE, but its energy absorption capacity is poor. The deformation generated by abrasion cannot be quickly recovered, leading to greater stress concentration and eventually fiber fracture. PPTA and PAR fibers with rigid chains have excellent heat resistance, and the friction-generated heat has a smaller impact on their abrasion performance.
(4) The failure of fibers with different chain segments is influenced by both mechanical wear and thermal effects during yarn-on-yarn friction. The failure process of UHMWPE and PET fibers with flexible chains is mainly due to a combination of mechanical wear and thermal effects. On the other hand, the failure process of PPTA and PAR fibers with rigid chains is mainly attributed to mechanical wear, with less influence from temperature.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.