
Abstract
The object of this paper is to investigate the acoustic insulation properties of needle-punched nonwovens produced from recycled polyester waste blended with virgin polyester serving as supportive material. The research work also studies the effect of different processing parameters of needle punching nonwoven machines through the investigation of different needle speeds, lattice speeds, and penetration depths. Throughout the research work, several needles punched nonwoven fabrics were produced under different conditions as follows: Three needle speeds were applied: 280, 245, and 227 rpm. Three lattice speeds were applied: 0.72, 1.47, and 2.35 m/min. Three depths of penetration for the needles were applied: 26, 10, and 5 mm. Finally, different blends of waste/virgin polyester fibers were produced and tested: 40/60%, 20/80%, and 100% virgin polyester. The four parameters investigated had a statistically significant effect on the sound transmission losses obtained. It was proved that as the frequency increases, the needle speed gains importance while the needle penetration depth loses importance. The results of testing the different samples indicated that the highest sound transmission loss is attained using non-woven fabrics produced from virgin polyester fibers and prepared at high stitch density.
Introduction
Noise control plays a major role in creating an acoustically pleasing environment that should be satisfied at homes as well as at workplaces as a contribution to an enhanced quality of life. Sound attenuation can be applied through three mechanisms: Sound absorption, sound insulation, and sound isolation. 1 This research work is mainly concerned with sound insulation. Sound insulation is a mechanism by which structures and acoustical materials are employed to minimize the propagation of sound from one space of a building to another or from the outside to the inside of a building. 1 Acoustical materials are created to control, guide, or manipulate sound waves. They are intended to absorb, diffuse, reflect, or transmit the sound waves. 2 In order for acoustical materials to optimally perform these tasks, it is important to select suitable raw materials, to set these materials in a suitable fabric structure and to optimize the relevant processing parameters involved in the production process. Since acoustical materials are supposed to represent a barrier between the inside and the outside environment of an enclosed room, these materials are typically heavy and rigid in nature and can minimize or reduce the transmission of energy. 1 Wood, textile fabrics, foam, fiberglass, plastic, and synthetic tiles are among the materials used for these functions. 2 Fibrous materials are common industrial sound absorptive materials used in outdoor and indoor applications. They can be either natural or synthetic. 3 Natural fibers are generally used as acoustical materials in combination with synthetic fibers. Using various weight ratios of natural to synthetic, needle punched moldable composites were produced from kenaf, jute, waste cotton, and flax with recycled polyester and off-quality polypropylene. Each of the natural fiber based nonwoven fabrics contributed to noise reduction because of their absorptive properties as compared to control fabrics produced of pure polyester and polypropylene. 4 However, polyester and nylon microfibers are used in various fabrics and are considered as competitive acoustical materials. 5 Good strength, abrasion resistance, strong durability, and relatively high modulus of polyester proved to be favorable for the use as acoustical materials. 6 Polyester and cotton proved to be acceptable for high-frequency insulation. 7 Comparing polyester, polypropylene, cotton, and viscose, polyester fabrics showed the highest values of sound insulation followed by fabrics of cotton fiber, and polypropylene/cotton fabrics. 8
Many research works showed that nonwoven fabrics are most suitable for acoustical insulation applications. 9 Regarding the acoustical material structure, it was reported that if the material is fibrous as is the case in the nonwoven fabrics, then the number of boundaries of the structure will be directly proportional to the number of fibers in the fibrous material. Nonwoven structures demonstrate therefore a higher reduction in noise than woven structures.
To understand the mechanism of sound insulation in nonwovens, it is stated that Sound insulation is a means sound energy is diminished when sound waves travel through a medium or reach a surface. It is the method by which the sound intensity is decreased by the transformation of the sound wave energy into heat. It is also known as acoustic insulation. 10 As wave strikes porous materials, air molecules oscillate with the frequency of the exciting sound at the interstices of the porous material due to sound pressure. This oscillation results in a loss of friction. 11 A change in the direction of the flow of sound waves, along with the phenomenon of expansion and contraction of flow through irregular pores, causes a loss of momentum. The porous nonwoven material is a fibers space structure of various lengths comprising cavities, channels, or interstices such that they can be penetrated by sound waves. Open pores provide a continuous contact channel with the fiber structure’s external surface, causing sound insulation, such as the needle hole in the punched nonwoven. 12 Most of the energy can also be absorbed by scattering from the fibers and by the vibration induced by the individual fibers in fibrous materials. Under the effect of sound waves, the fibers of the material tend to rub together. 13 The diameter of the pore would therefore depend on the diameter of the fiber and the distribution of the fibers in each layer, as well as the orientation of the fiber. The presence of pores on the surface will improve the material’s sound transmission loss according to the diameter of the pore and its distribution. 14 The maximum sound insulation is increased as the resonance happens and the diameter of the void is increased, although only a small difference in the resonant frequency occurs. 15 As the angle of sound wave incidence is raised, the sound insulation at the resonant frequency becomes greater. 7 The effectiveness of a material as a barrier to sound depends on the strength of the sound wave to which the material is exposed, the weight of the fabric per unit area, the substrate’s air permeability, the thickness, and the construction. Acoustic insulation of nonwoven fabrics is based on the fabric structure, fiber geometry, and fiber arrangement. 16 The structure of the acoustical materials, the fiber denier, fiber cross-sectional shape, and fiber length are very important factors in sound absorption and insulation.17 –20
A negative relation between non-woven fabric bulk density and sound reduction is reported. It was also stated that as the distance between the nonwoven fabric and the sound source increases, sound reduction increases. This effect increases with the increase in the fabric’s density. 21
Recycled polyester and polypropylene selvages were also investigated 22 to make functional sound absorption composites. These selvages came from reinforced cloth for shoes. The cloth for the shoes was created by needle punched nonwoven webs into many layers and a hot calendar was used to bond the layers. They were composed of approximately 25% regular polyester fibers, 60% reclaimed polyester fibers, and 15% low-melt polyester fibers. The selvages were used as fillers in plastic composites, so they have torn apart into pieces that fit through a 4 mm hole screen. These pieces were mixed with polypropylene nonwoven pieces in a 1:1 ratio in addition to sawdust and compressed to form the composite. The composites did well at absorbing high-frequency sound waves but did not perform as well for low-frequency sound waves.
The factors affecting sound insulation of nonwoven fabrics 23 may be summarized in three main categories: Fiber properties such as fiber types, sizes, surface area, and cross-section, Fabric properties such as air permeability, porosity, and tortuosity and finally the process parameters.
Various process parameters affect the sound insulation of the material. To a certain degree, sound adsorption depends on the production process being used and even on surface treatments. The orientation of the fiber in the material is influenced by web creation. The randomness gives greater flow resistance with smaller pores and a higher number of pores in addition to an elevated fiber-to-fiber communication. These variables have greater tortuosity and more air and fiber interaction. 24 Needle penetration-rates are proved to have a positive effect on the thickness and air permeability of the nonwoven fabrics produced. 25 This affects directly the acoustical performance of these fabrics. The influence of number of layers also plays a major role in influencing the sound insulation of needle-punched fabrics, which are commonly used as sound-absorptive materials. 26 As the number of layers in the material increases, the sound insulation increases. The fabric thickness also increases as the number of layers increases. The probability of pore connectivity, which determines the resistance of airflow, also decreases. As a direct result, the material has greater resistance and tortuosity to airflow. 27 All of these variables lead to an enhanced material’s sound insulation. Increasing the number of layers, nevertheless, increases the material cost and also allows the material to occupy a greater amount. 28 These fibrous structures due to their porosity and low mass are capable of sound absorption and thus are widely accepted as sound absorptive materials.29,30
The objective of this research work is to determine the optimum production parameters suitable for the production of effective needle-punched nonwoven sound insulators.
The effects of different processing variables: needle speed, lattice speed, needle penetration depth, and stitch density on the transmission of sound through polyester needle-punched nonwoven fabrics are investigated. Different frequencies for the incident sound waves are applied. Moreover, different blending ratios of fiber waste with virgin fibrous carded webs are tested for their sound absorption at different sound frequencies.
Materials and methods
Materials
Table 1 gives the specifications of the samples prepared and used for the research work. Fiber properties and machine parameters used for the production of the needle-punched nonwoven fabrics are presented in detail.
Sample specifications and fiber properties and machine parameters.

In this research work, the following parameters are investigated.
blending % of virgin fiber:waste fiber
Needle machine speed
Lattice speed
Needle penetration depth
Setup for measuring the sound transmission loss
To measure the acoustical properties of fabric materials, the impedance tube method (ASTM C 384-98) and the acoustical chamber method were used. The developed sound insulation measuring setup 31 is based on the acoustical chamber method and is illustrated schematically in Figure 1.

Sound insulation measuring apparatus. 31
Sound measurement
A standard noise generator with sound frequencies ranging from 0 to 4000 Hz is used for testing the sound insulation of the material according to the following procedure:-
The specimen is fixed to the holder to ensure the position and flatness of the front and back surface of the specimen.
The test specimen holder position is placed at an equal distance from the speaker and the microphone and is capable to hold a circular or rectangular specimen.
The sound transmitted through the sample is measured by a digital sound level meter.
The chamber is insulated by closing the top cover.
The sound transmission losses at frequencies of 250, 500, 1000, 1600, and 3500 Hz for different samples are calculated.
Sound analysis method
The sound pressure (dB) is measured with and without a sample. The sound transmission (STL) loss for four samples of each nonwoven fabric is calculated for the frequencies of 200, 400,800, 1000, 1200, 1400, and 1600 Hz. 32

where, STL = transmission loss, AR = recorded sound output pressure (dB), AI = recorded sound input pressure (dB).
Results and discussion
Fiber and machine parameters affecting the sound absorption
The structural properties of needle-punched nonwoven fabrics depend on the nature of fiber arrangement in the fabric, its thickness as well as on the texture of the nonwoven surface facing the sound source. The fiber properties such as the fiber length, fiber diameter, and fiber bending resistance have a direct effect on the nonwoven fabric sound transmission loss. Sound insulation of the nonwoven fabric depends on how the sound energy is diminished when the sound wave passes through the nonwoven structure and is transferred into heat. 12
In the needle-punched nonwoven fabric, the downward movement of the needle through the web pulling the entangled fiber with it has an interlocking action and changes the web structure. The structure holds together by the inter-friction of the entangled fibers. This action leads to a compressed web. After the removal of the needle, a trace of holes remains in the fabric. Its size depends on the fiber resilience and the web density as well as on the needle penetration depth, size, and shape.
The structure of the needle-punched nonwoven fabrics used in the research work is shown in Figure 2(a)–(d)

Structure of some needle-punched nonwoven fabrics: (a) sample 1, (b) sample 9, (c) sample 10, and (d) sample 11.
In this research work, fiber properties together with different machine settings and web parameters are studied to test their influence on the acoustic properties of the nonwoven fabric insulators as indicated in Figure 3.

Factors influencing the sound properties of the needle-punching nonwoven insulators.
An appropriate understanding of the effect of each parameter on the sound performance of the insulator nonwoven fabric is essential to design a suitable insulator fabric for a particular end-use.
Different processing parameters for the production of needle-punched nonwoven fabrics are investigated to determine the most suitable conditions for the production of sound insulators.
The interaction between the different parameters under investigation
These parameters are needle speed, lattice speed, and needle penetration depth in addition to the amount of waste in the nonwoven fabric. As a first step, it is important to figure out whether there is an interaction between the parameters studied. Therefore, a correlation analysis was performed and the correlation matrix was as shown in Table 2. It is clear that no significant interaction is to be expected between the different parameters tested. This allows the investigation of each of the different parameters individually.
Correlation matrix for the parameters under investigation.

Effect of needle speed
The needle speed has a significant effect on the structure of the nonwoven fabric. It is therefore expected to affect the performance of the sound absorbers produced. Therefore, in this research work, three needle speeds are investigated (280, 245, and 227 rpm). The results are illustrated in Figure 4. It can be seen that as the needle speed increases, the sound pressure level decreases. Figure 5 also shows that by increasing the needle speed the sound transmission losses increase. This is due to the decrease in the thickness of the nonwoven fabric which is accompanied by an increase in the fiber volume fraction and a decrease in the fabric porosity as the needle speed increases. This increases the sound transmission loss. Therefore, it is advisable to increase the needle speed to guarantee better sound insulation. 12
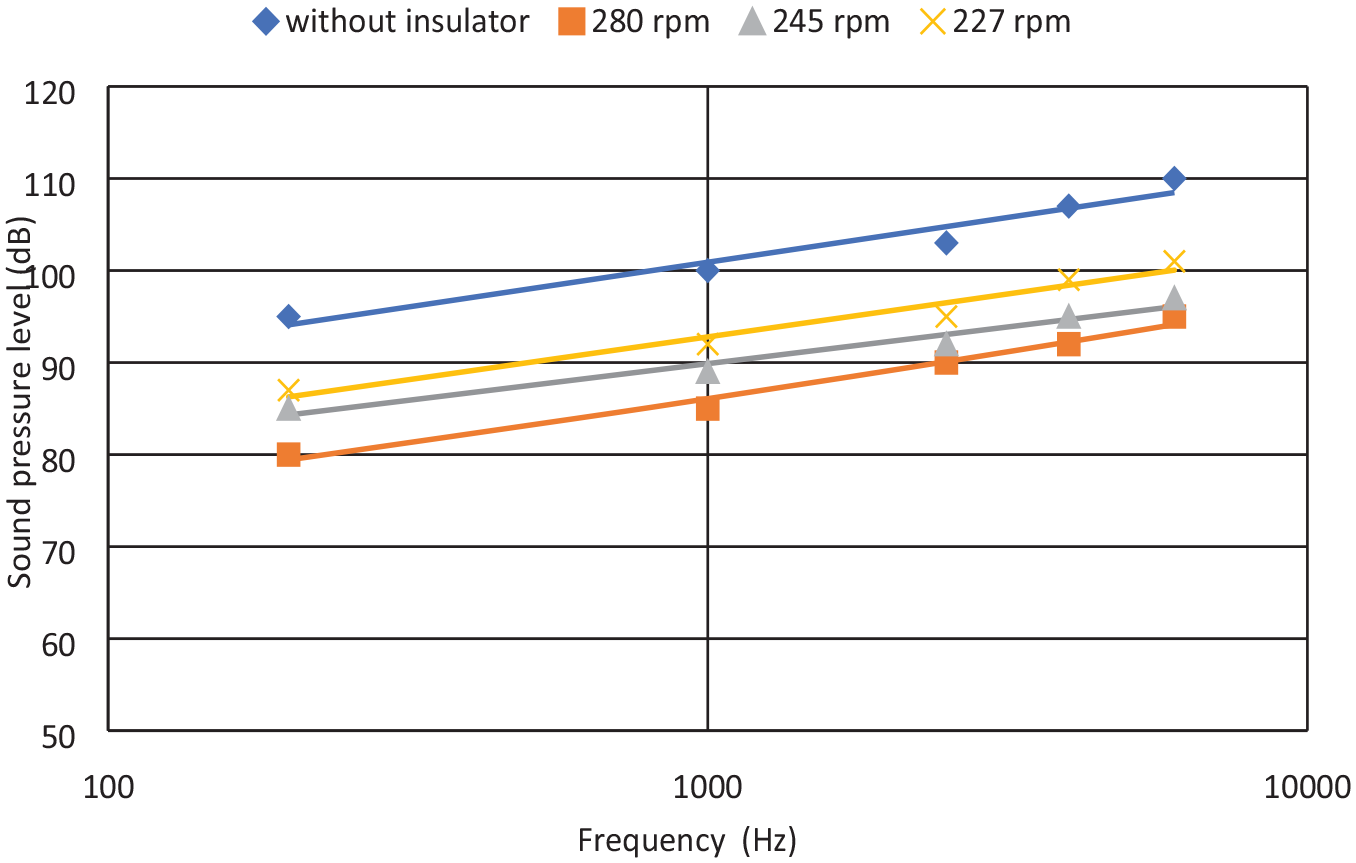
Sound pressure versus sound frequency for different needle speeds.

Sound transmission loss versus sound frequency for different needle speeds.
Statistical analysis was performed to check the significance of changing the needle speed on the value of sound transmission loss. A Two way ANOVA test was held to study the effect of changing the needle speed at different frequencies on the value of sound transmission loss in dB. Table 3 shows the results of the ANOVA studying the effect of changing the needle speed on the value of the transmission loss. In this table, DF is the degree of freedom, SS and MS are respectively the sum of squares and the mean sum of squares due to the source investigated, F stands for the F-statistic calculated and Fcrit stands for the critical value of the F. In this table, a p-value of 0.00011 proved that the change of needle speed has a significant effect on the value of transmission loss for a needle-punched nonwoven fabric at different frequencies for an error value of 5%.
ANOVA for the significance of changing the needle speed on the transmission loss.

Effect of lattice speed
The sound pressures at different frequencies for samples manufactured at different lattice speeds are given in Figure 6. Figure 7 shows the sound transmission loss at different frequencies and different lattice speeds.

Sound pressure versus sound frequency at different lattice speeds.

Sound transmission loss versus sound frequency for different lattice speed.
Increasing the lattice speed, the sound transmission loss decreases. This is due to the decrease in the number of needles per unit area associated with the increase in the lattice speed. This leads to an increase in the thickness of the nonwoven fabric and a decrease in the fiber volume fraction. Thus, the fabric porosity increases and the sound transmission loss decreases.
Similar to the statistical analysis performed previously for the needle speed, a new statistical analysis was also performed to check the significance of changing the lattice speed on the value of sound transmission loss. A Two way ANOVA test was held to study the effect of changing the lattice speed at different frequencies on the value of sound transmission loss in dB. Table 4 shows the results of the ANOVA studying the effect of changing the lattice speed on the value of the transmission loss. A p-value of 0.00021 proved that the change of lattice speed has a significant effect on the value of transmission loss for a needle-punched nonwoven fabric at different frequencies for an error value of 5%.
ANOVA for the significance of changing the lattice speed on the transmission loss.

Effect of needle penetration depth
The bulk properties of non-woven fabrics have a direct effect on their performance as sound absorbers. The increase of the needle penetration depth increases the possibility of the fibers attached to the needle interlocking the fabric structure and changing the fiber orientation in the needle area of action. The measurement of the sound pressure of different samples manufactured using different needle penetration depths at different frequencies is given in Figure 8. Higher values of needle penetration depths gave lower sound pressure values especially at low sound frequencies up to 2500 Hz. This can be attributed to the fact that sound absorption of the nonwoven fabric increases with the interlocking of fibers. This interlocking, in turn, increases as the depth of needle penetration increases which result in a higher transmission loss.
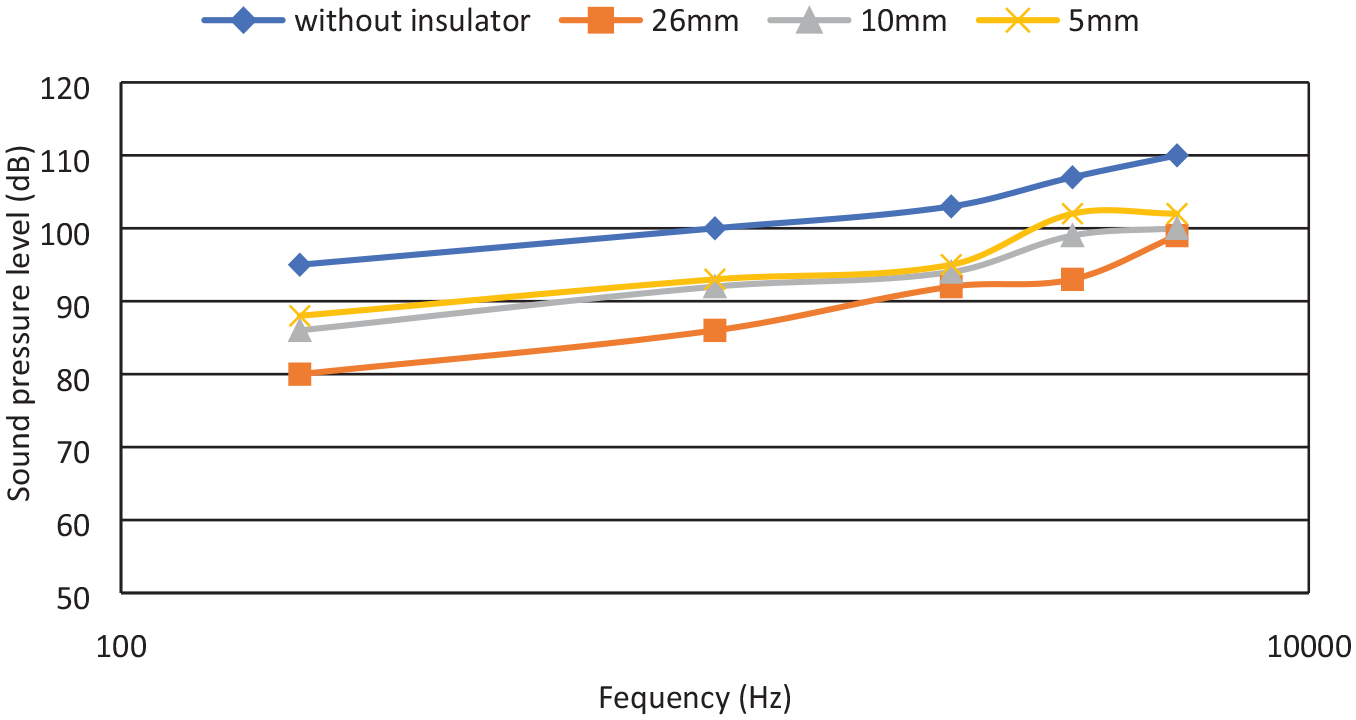
Sound pressure versus frequency for different needle penetration depths.
Figure 9 shows the effect of changing the needle penetration depth on the sound transmission loss. Increasing the penetration depth, the sound transmission loss increases. This is due to the decrease in the fabric thickness and the increase in the fiber volume fraction which consequently leads to a decrease in the fabric porosity and an increase in the sound transmission loss.

Sound transmission loss versus frequency for different needle depth penetration.
Statistical analysis was performed to check the significance of changing the needle penetration depth on the value of sound transmission loss. A Two way ANOVA test was held to study the effect of changing the needle penetration depth at different frequencies on the value of sound transmission loss in dB. Table 5 shows the results of the ANOVA studying the effect of changing the needle penetration depth on the value of the transmission loss. A p-value of 2E−05 proved that the change of needle penetration depth has a significant effect on the value of transmission loss for a needle-punched nonwoven fabric at different frequencies for an error value of 5%.
ANOVA for the significance of changing the needle penetration depth on the transmission loss.

Effect of polyester fibers (virgin/waste) the percentage
Different blending ratios of waste and virgin polyester fibers are investigated throughout the research work. Waste fibers are obtained through the opening of non-woven fabrics. The waste fibers obtained consist mainly of short fibers and neps as shown in Figure 2. The blending ratio is found to affect the measured sound pressure as shown in Figure 10. The increase in the percentage of the waste is accompanied by a reduction in the sound pressure at different sound frequencies in the range of 200–6000 Hz.
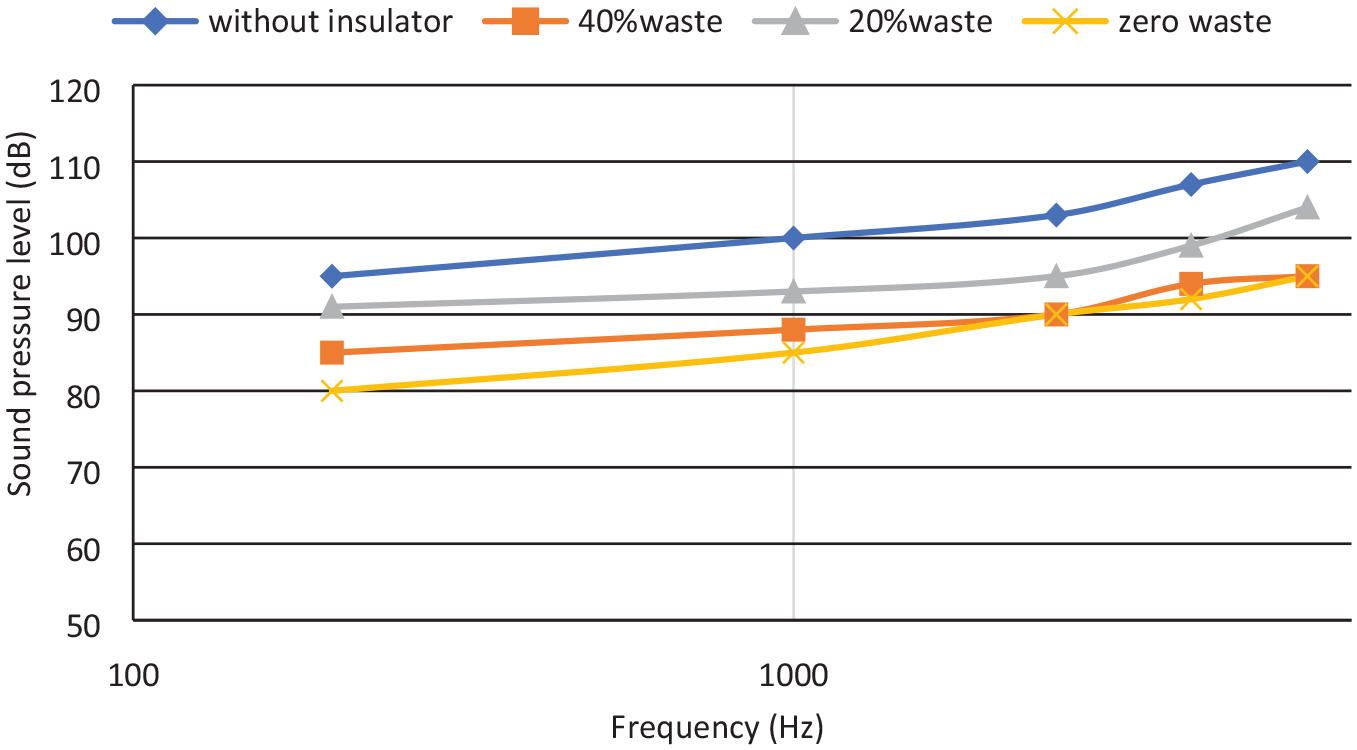
Sound pressure versus sound frequency for different ratios of waste fibers.
Figure 11 illustrates the effect of changing the percentage of waste fibers on sound transmission loss. It is shown that by increasing the percentage of waste fibers two contradictory effects take place: Short fibers can vibrate due to sound waves and absorb more energy.12,32 This should lead to an increase of the sound transmission loss. However, as the waste increases, the porosity increases which should result in a decrease in the sound transmission loss. Therefore, the resulting values of sound transmission loss will depend on the dominating factors related to each of the above phenomena. Using virgin fibers in the production of needle-punched nonwoven fabrics result in higher air permeability properties than the air permeability properties of fabrics produced using recycled fibers.33,34

Sound transmission loss versus sound frequency for different blending ratios of virgin:waste % of polyester.
As shown in Figures 10 and 11, pure virgin polyester shows the minimum sound pressure level. Adding waste fibers leads to an increase in the sound pressure level.
Statistical analysis was performed to check the significance of changing the amount of polyester waste in the needle-punched nonwoven fabric on the value of sound transmission loss. A Two way ANOVA test was held to study the effect of changing the waste% at different frequencies on the value of sound transmission loss in dB. Table 6 shows the results of the ANOVA studying the effect of changing the amount of waste on the value of the transmission loss. A p-value of 7.9E−08 proved that the change in the amount of waste in the nonwoven fabric has a significant effect on the value of transmission loss for a needle-punched nonwoven fabric at different frequencies for an error value of 5%.
ANOVA for the significance of changing the amount of waste on the transmission loss.

Identification of the degree of relevance of the variables affecting the sound insulation properties of the nonwoven fabrics
As a further step, a statistical analysis was held to identify and determine which of the four parameters investigated throughout the research work should be considered as the most important one while studying the sound insulation of needle-punched nonwoven fabrics at different sound frequencies.
To achieve this task, a standardized regression model was implemented. A regular regression model with regular regression coefficients could not be used to classify the independent variables according to their importance regarding the dependent variable of the regression model because they use different scales. However, standardized regression coefficients use the same scales and are hence comparable. Therefore, in this analysis, the values of each of the four independent variables under investigation (needle speed, lattice speed, penetration depth, and waste%) were standardized by subtracting the variable’s mean from each observed value and then dividing it by the variable’s standard deviation. A regression model was then fitted using these standardized variables and a comparison was then held between the standardized coefficients obtained to identify the variable which possesses the most important effect on the dependent variable of the regression model representing the sound transmission loss. These standardized coefficients indicate the strength of the relationship between variables without using the original data units. Instead, they indicate the effect size in terms of standard deviations and help to understand the importance of each parameter on the dependent variable of the standardized regression model.
The standardized regression model was performed individually for each of the frequencies applied in the research work. The coefficients representing the importance of each of the parameters on the transmission loss are shown in Table 7. At the frequency 400 Hz, the lattice speed was found to be the most important parameter affecting the sound transmission loss followed by the amount of waste added to the nonwoven fabric than the needle penetration depth, and finally the needle speed. At the frequency 600 Hz, the amount of waste added was the most important followed by the lattice speed then the depth penetration, and finally the needle speed. At the frequency 800 and 1200 Hz, the waste% was also the most important factor followed by the penetration depth then the lattice speed, and finally the needle speed. At the frequency 1000 Hz, the depth penetration was the most important parameter followed by the lattice speed the waste%, and finally the needle speed. At the frequency 1400 Hz, the waste% was the most important followed by the depth penetration then the needle speed, and finally the lattice speed. At the frequency 1600 Hz, the lattice speed was the most important, followed by the waste%, then the needle speed, and finally the lattice speed.
Regression coefficients of the different parameters at the different frequencies.

From this analysis, it could be noticed that the amount of waste added to the nonwoven fabric has a high importance for all the frequencies investigated. While observing the needle speed, it could be noticed that as the frequency increases, the needle speed gains importance while the penetration depth partially loses importance.
Effect of nonwoven fabric stitch density on the sound insulation properties
In the process of needle punching nonwoven, the fiber fleece is mechanically entangled by repeated penetration of barbed specially designed needles to form a rigid fibrous structure. The repeated penetration of the needles in the fiber open structure changes the fiber orientation through the fiber fleece. The nonwoven structure depends on the orientation of the fibers which governs the functional properties of the nonwoven fabrics. The sound absorption properties depend on the fiber orientation in the nonwoven fabric which is a function of the fiber properties and the machine parameters: number of needles per square meter, number of the needles strokes/min, and the fleece speed m/min. After the formation of the nonwoven fabric, some areas have not been needled. In these areas, the fibers are still randomly oriented. Furthermore, other areas, through which the needles passed, form hole like passages through the fabric thickness. The total number of needles per square meter of the fabric can be calculated as a function of the stitch density.

The sound absorption coefficient of porous materials is dependent on pore morphology, pore tortuosity, porosity, airflow resistivity, and fabric thickness, These parameters are subjected to variations as the stitch density varies. Consequently, the change of the stitch density is expected to have a direct effect on the Sound Transmission Loss (STL) of nonwoven fabrics.
The value of STL of the nonwoven fabric for the tested material was found to be.

Where; STL is sound transmission loss and F is sound wave frequency Hz


Where; NS is the number of needles strokes/min, LS is lattice speed m/min, and DP is the needle depth of penetration.
Figure 12 shows the high correlation between the calculated values of STL and the measured ones.

Correlation between the calculated and measured values of STL.
Equation (3) is used to calculate the STL. The stitch densities for different web speeds at frequency 400 Hz are given in Figure 13.

Sound transmission loss for nonwoven fabric at different fabric stitch densities for different lattice speeds.
Optimum parameters of needle-punched nonwoven production for optimum sound insulation
From the results discussed above, it could be found that the relation between the sound transmission loss and sound frequency using the recommended conditions of the nonwoven (NS = 280, LS = 0.72, PD = 26) using virgin polyester fibers could be illustrated in Figure 14.

Sound transmission loss versus sound frequency for the optimum process parameters (NS = 280, LS = 0.72, DP = 26, virgin polyester).
Conclusion
In this study, the effect of the needle speed, feed lattice speed, and needle penetration depth on the sound transmission loss for non-woven were investigated. The effect of the polyester waste% added to virgin polyester fibers was also tested. The results showed that the acoustic performance of the samples produced is strongly affected by the proportion of the constitutive fiber’s virgin/waste blending ratio. The increase in the waste% was accompanied by a decrease in the sound transmission loss obtained. The needle speed, the lattice speed, and the needle depth penetration also showed significant effects on the sound transmission loss for the different needle-punched nonwoven fabrics investigated. While observing the needle speed, it could be noticed that as the frequency increases, the needle speed gains importance while the penetration depth partially loses its importance. The effect of the stitch density on the sound transmission loss was also studied. It is found that the sound transmission loss of the samples would greatly rise as the stitch density, the punching speed, and as the needle depth of penetration increase. The results indicated that the material feed speed should be as low as possible. The specifications of the nonwoven should be designed to suit the end-use taking into consideration the cost factor.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.