
Abstract
Different yarn spinning methods with different fiber combinations provide an optimization for the consumer requests of durability, functionality, comfort, and price. Vortex yarns and the fabrics produced from these yarns have aroused interest for the last years owing to lower yarn production cost and the satisfying fabric comfort properties. Within this work, core-spun vortex knitted fabrics of three different yarn count (400, 300, and 200 dtex) with six different core yarn type (70 dtex Polyvinyl alcohol, 110/36 dtex/filament polyester yarn, 80/36 dtex/filament polyester yarn, 110/333 dtex/filament micro polyester yarn, 50/96 dtex/filament, 120 dtex staple polyester vortex yarn) and two different sheath sliver types (100% viscose, polyester-viscose blended sliver) were studied. Moisture management transport property (MMT), water vapor permeability, and air permeability properties of those knitted fabrics were evaluated comparatively. Obtained results were statistically evaluated using three-way ANOVA test. It was determined that core yarn type, sheath sliver type, and yarn linear density were generally influential factors on MMT, water vapor permeability, air permeability properties of the core-spun vortex fabrics at significance level of 0.05. Correlation analyses between yarn hairiness and water vapor permeability as well as between yarn hairiness and air permeability were indicated. The conducted work provides an initial phase toward a better understanding of influence of some core-spun vortex yarn parameters on comfort properties of knitted fabrics.
Keywords
Introduction
In the last years, there has been an increasing demand for the knitted fabrics which provide outstanding comfort qualities. Comfort properties in textile materials directly affect the end-use performance of the products. Different knitting patterns with different developed fibers and yarn structures may be preferred by the consumers based on their comfort and visual appearance requirements. Many parameters, such as fiber type, fiber composition, yarn structure, twist level and distribution, number of fibers in the yarn cross-section, and fiber configuration in yarn may influence the comfort properties of the fabrics produced from those yarns. 1 Some studies also mention that spinning type may also influence the thermophysiological comfort and performance properties of knitted fabrics. 2 A garment fabric is expected to meet three required thermal properties; High thermal resistance for cold interphases, low water vapor resistance for heat transfer under warm climate conditions, and fast moisture transfer for preventing the wet feeling disturbance in high degree conditions. 3 Moisture management is about sweat transportation mechanism from skin surface and its evaporation to atmosphere beside with fabric weight control mechanism and prevention of moisture increase on textile surface.4,5 Surface wetting, liquid transfer into fiber groups, adsorption of diffusion mechanism of liquid through the fiber bundle are the main occurrences when there is a surficial contact of liquids with a textile material.6,7
It was declared in the literature; fiber and yarn type reveal high connection with the water vapor transport ratio. Water vapor transfer occurs among the fibers and yarns’ space as well as within the fibers. Since diffusion coefficient of water vapor which transfers within the fibers is lower than the coefficient of water vapor which transfers through the air; Water vapor diffusion increases as the amount of present air increases. Water vapor in the fabric is known to be spreading from the center to fabric surface and from the fiber inner surface to the fiber outer surface hence it evaporates from the fabric surface. This diffusion theorem does not work according to Fick law in the hydrophilic fibers which highly absorb the water molecules. Swelling of the fibers result with less air spaces hence the diffusion spread decreases.8 –12
In the present study, it was thought that the utilized core-spun vortex yarns consist of mostly hydrophobic fibers in the produced knitted fabrics would create advantage for the water vapor permeability feature.
Vortex spun yarn consists in two-segmented structure which includes core and wrapper fibers. Since fiber separation occurs everywhere in the outer periphery of the fiber bundle, a high number of wrapper fibers are obtained. This leads to the production of a ring spun-type appearance with higher tenacity. In addition to low hairiness of the vortex yarns, low pilling tendency, and high abrasion resistance were also proved in some experimental studies done so far.13 –22 Additionally high moisture absorption capacity and fast drying features were also mentioned as the outstanding advantages of the vortex spinning system by the machinery maker. 23 Producing core-spun yarn with vortex technology has been also aroused interests in the last years. The core yarn is generally produced using long fiber as a core and covered with short fibers. Vortex spinning uses vortex torsion to form a core-spun yarn on the surface. 13 Some researchers performed investigations related to effect of production parameters and yarn properties of core-spun vortex yarns.19 –21,24,25
Considering the evaluation of utilizing vortex yarn in different fabrics, some investigations and comparative analyses have been conducted to investigate some comfort properties of fabrics produced from vortex yarns. Lu et al. 26 investigated the effect of yarn structure on the liquid moisture transport behavior. Thilagavathi et al. 27 performed a study where 100% viscose vortex yarn fabrics had better thermal comfort properties compared to ring yarn fabrics. Sharma et al. performed a comparative assessment with the knitted fabrics made of ring and vortex spinning systems with 100% polyester and polyester cotton blend. Air permeability, water vapor permeability, and the total absorbency values of the knitted fabrics were evaluated among the study. 28 Erdumlu and Sarıcam 16 investigated the vertical wicking and water absorption properties of vortex spun yarns and ring spun yarns as well as knitted fabrics by comparison analysis.
In most of the studies related to effect of some process parameters on core spun vortex yarn quality, the core filament is selected as mostly elastane and the sheath sliver was generally kept constant. However, considering new different fabric design requirements with fabrics made of new hybrid yarn structures, varying core yarn types with different linear density and sheath sliver types were utilized for the core-spun vortex yarns within our study. With this respect, knitted fabrics with core-spun vortex yarn may be good alternatives for maintaining the absorbance of sweat liquid from the body surface and its transfer to the fabric inner surface which accelerates the drying performance. Hence this study has been performed to fill the gap in the literature by observing the effect of different parameters such as sheath sliver type, core yarn type and yarn linear density of core-spun vortex yarn structures on some fabric comfort properties such as moisture management transport, water vapor permeability, and air permeability, etc. A three-way ANOVA was performed to investigate the effect of core yarn type, sheath sliver type, and yarn linear density on some fabric comfort properties at significant level of 0.05.
Experimental
Material
Yarn production
In order to determine the effects of yarn count, sheath sliver type and core yarn type on comfort properties of core-spun vortex fabrics, six different core yarn type (70 dtex Polyvinyl alcohol, 110/36 dtex/filament polyester yarn, 80/36 dtex/filament polyester yarn, 110/333 dtex/filament micro polyester yarn, 50/96 dtex/filament, 120 dtex staple polyester vortex yarn) and two different sheath sliver types (100% polyester sheath sliver, polyester-viscose blended sheath sliver) were benefited from at three different yarn linear densities (400, 300, and 200 dtex). Hence 36 different core spun vortex yarns were produced by utilizing MVS 870 model spinning machine with the help of a core filament feeding unit. The selected yarns utilized for the core structure and the sheath sliver types in the core-spun vortex samples were indicated in experimental design part (Table 1). The trials were run in KARAFIBER Textile Company (Gaziantep, Turkey).
Experimental design.

The fiber bales to be used for the sheath slivers (100% viscose, polyester-viscose blends) were processed on the traditional short-staple combed system using standard mill procedures, adjustments, and practices in vortex spinning line. Short fibers were opened and carded. Carded slivers with linear density of 53,636 dtex were subjected to drawing process. For the sliver preparation, three passages of drawing were applied by utilizing Rieter SB-D15 type draw machines. Good fiber alignment and sliver evenness are main parameters for obtaining satisfactory production results in vortex spinning, hence special care was required for the preparation of slivers. After three passages of drawing, the slivers with a linear density of approximately 36,875 dtex were transferred to vortex spinning machine as the sheath slivers for core-spun vortex yarns. The core parts and the drafted staple fibers are brought together at the nip point of front rollers of the drafting unit.
Fiber properties of polyester and viscose utilized in the sheath part is given in Table 2. Core-spun vortex yarns at linear density of (400, 300, and 200 dtex) were optimally produced with a constant delivery speed of 400 m/min with varying total draft ratios as indicated in Table 2. All the sample yarns were produced with 0.50 nozzle pressure (MPa), 2p130d L7-9.3 type needle holder, 1.5 mm spindle inner diameter on MVS-870 vortex spinning machine. Feed ratio was selected as “0.99.” The visual image captured in the spinning mill (Karafiber Textile Company) during the production of core-spun vortex yarn on MVS 870 machine is illustrated in Figure 1. As seen from this figure, core yarns are driven by positive feed rollers, separately. The quality and tenacity parameters of the yarn samples were also provided from Uster Tensorapid 4 and Uster Tester 5 (Switzerland).
Sheath fiber characteristics.


Image of core-spun vortex yarn production on MVS 870 spinning machine (Original image captured in Karafiber Textile Company).
Fabric production
Thirty-six different supreme knitted fabrics were produced from 36 different core-spun vortex yarns as indicated in Table 1. Supreme knitted surfaces were manufactured on a laboratory sized circular knitting machine with the gage of “20” on Faycon CKM-01 S model circular knitting machine. After knitting process, fabrics were exposed to soft washing at 30°C, then conditioned for 24 h in standard atmospheric conditions before the conducted tests.
Since produced knitted samples were aimed to be utilized for underwear garments which requires moisture management and breathability; Moisture management transport (MMT), water vapor permeability, and air permeability tests were performed respectively. Prior to moisture management, air permeability, and water vapor permeability, all samples were conditioned for 24 h in the standard atmospheric conditions according to ISO 139:2005 standard. 29 Mentioned tests conducted within the study are described below alongside the related standards. Square mass and thickness of the supreme fabrics were measured according to the relevant standards (Table 1). 30 In order to provide an idea of the overall view for the core-spun vortex yarn and fabric structures, image of the produced core-spun vortex knitted fabrics selected randomly from the samples and their constituent core-spun vortex yarns is revealed in Table 3. Leica Dm 750p brand polarized microscope was utilized for obtaining yarn and fabric images. Magnification of 8× optical was applied with LED illumination for fabrics and magnification of 20× for yarns.
Microscope images of core-spun vortex yarns and knitted fabrics.

Method
Moisture management transport evaluation
Moisture Management Tester (MMT, SDL Atlas) was used to measure moisture management properties of fabrics based on the AATCC 195-2009 standard 31 (Figure 2). The results were expressed in terms of the wetting time for top and bottom surfaces (WTT, WTB), absorption rate for top and bottom surfaces (ABST, ABSB), spreading speed (SST, SSB) and maximum wetted radius for top and bottom surfaces (MWRT, MWRB), accumulative one-way transport index (AOTI), and overall moisture management capability (OMMC). Additionally, Table 4 reveals the grading of moisture management terms indices where the indices are graded and converted from value to grades of five levels: 1 ‒ Poor, 2 ‒ Fair, 3 ‒ Good, 4 ‒ Very good, 5 ‒ Excellent.

Schematic drawing of MMT test equipment (drawn by using Autodesk® Inventor® Professional 2020 educational version). 32
Grading of MMT indices. 33

Accumulative one-way transport index (AOTI).
One-way liquid transport capacity (OMMC).
Air permeability
Air permeability properties of the knitted samples was measured based on EN ISO 9237 standard using a SDL Atlas Digital Air Permeability Tester Model M021 A at standard atmospheric conditions. Test is conducted under 100 Pa air pressure per 20 cm2 fabric surface. Results were determined as average of 10 different fabric measurements and were expressed as “mm/s.” 34
Water vapor permeability
Water vapor permeability test (WVP) was done according to evaporative dish method. 35 Three test specimens and reference fabric were mounted over the test dishes containing distilled water at 20 ± 2°C. These test dishes were placed on a rotating turntable. The difference between the successive weighing of the dish is the amount of water permeated (M) through the specimen.
The WVP in g/m2.day is given by the equation (1):

Where M = loss in mass of the dish over the time period in grams,
t = time between successive weighing of the assembly in hours
A = area of the exposed sample, 5.41 × 10–3 m2
Statistical analyses
In order to analyze the influence of constituent yarn count, core yarn type and sheath sliver type of vortex knitted fabric on fabric moisture management transport, water vapor permeability and air permeability properties, randomized three-factor analysis of variance (Three-Way ANOVA) test was used. The means of measured results were compared by SNK tests. The value of the significance level α = 0.05 was selected on all statistically evaluations. The treatment levels on SNK tests were marked in accordance with the mean values, and marked by letters (a, b, c, d) indicating their significant differences. All statistical work was conducted using the SPSS 23.0 statistical software package. Additionally, correlation analyze was performed between the hairiness and water vapor permeability also between the hairiness and air permeability.
Results and discussions
Moisture management properties of knitted samples
The moisture management performances of the knitted fabrics were evaluated in terms of wetting time (s), absorption rates (%/s), maximum wetted radius (mm), spreading speed (mm/s) for top and bottom surfaces, accumulative one-way transport index (AOTI), and overall moisture management capacity (OMMC). To evaluate the influence of core yarn type, shield sliver type as well as influence of yarn count on the fabrics’ moisture management, completely randomized three-factor analysis of variance (ANOVA) was conducted. ANOVA results for dynamic liquid moisture management properties were revealed in Table 5. Effect of above-mentioned factors on the MMT results at significance level of 0.05 are discussed within each related part.
ANOVA results for dynamic liquid moisture management properties.

Statistically important according to α = 0.05.
Wetting time (WT, WB)
The wetting time of top and bottom surfaces were measured after the liquid had been applied. According to Figure 3, the wetting time of the fabrics’ top and bottom surfaces fluctuate between 3 and 8 s. Maximum top and bottom wetting time (WTT, WTB) was obtained from the fabrics from the core-spun vortex fabrics with 110/36 dtex/filament polyester core yarn and polyester-viscose sheath sliver at yarn count of 300 dtex. The wetting time results of top and bottom surfaces are close to each other at yarn count of 400 dtex, whereas at yarn count of 300 and 200 dtex, wetting time results of top surfaces are slightly higher compared to wetting time results of bottom surfaces. According to ANOVA test results above displayed in Table 5, core yarn type, sheath sliver type were significantly influential factors whereas yarn count did not have any significant effect on top wetting time of fabrics at significance level of 0.05. Considering wetting time for bottom surfaces; core yarn type, sheath sliver type, yarn count, and the interaction of all these three factors were significant factors at significance level of 0.05.

Wetting time.
The SNK results for top and bottom wetting time (WTT, WTB) measurements were also displayed in Table 6. According to Table 6; WTB of the fabrics made of core-spun vortex yarns at different yarn count were statistically observed under the same subset at significance level of 0.05. Core-spun vortex fabrics produced from different core yarn indicated different top-bottom wetting time at significance level of 0.05. Considering the WTT; minimum value was observed among the samples with 80/36 dtex/filament polyester core yarn whereas maximum value was obtained from the samples with 120 dtex polyester vortex yarn. When it comes to WTB; minimum value was obtained from the samples with 80/36 dtex/filament polyester while maximum wetting time was found among the samples with 120 dtex polyester vortex yarn. SNK results also revealed that WTB for fabric samples with 110/333 dtex/filament, with 50/96 dtex/filament core yarn were observed under the same subset at significance level of 0.05.
SNK results of wetting time.

The different letters (a,b,c) next to the counts indicate that they are significantly different from each other at a significance level of 5%.
According to Figure 4, maximum wetted radius values for top and bottom surfaces were obtained from vortex knitted fabrics made of core-spun vortex yarn with polyester/viscose shield sliver and 80/36 dtex/filament polyester core filament at 200 dtex yarn count. On the other hand, lowest maximum wetted radius values for top and bottom surfaces were found among the samples made of core spun vortex yarns with 70 dtex PVA core yarn and viscose sheath sliver at yarn count of 400 dtex. There is not a prominent difference between the maximum wetted radius values of samples made of vortex yarns with viscose sheath sliver and with polyester/viscose sheath sliver at yarn count of 400 and 300 dtex. However, there was a general trend for the knitted fabrics made of vortex yarns at 200 dtex yarn count providing slightly higher maximum wetted radius values for the samples with polyester/viscose sheath sliver compared to samples with 100% viscose sheath sliver. Additionally, according to ANOVA tests, yarn count, core yarn type, sheath sliver type did not have any significant effect on both the top and bottom maximum wetting radius values of core-spun vortex knitted samples at the 95% confidence interval. Figure 5 reveals the water location in top and bottom surfaces versus time for the knitted samples with core-spun vortex yarn of 200 dtex made of viscose sheath sliver, 120 dtex polyester vortex core yarn which is a randomly selected fabric sample.

Maximum wetted radius (mm) for top and bottom surfaces: (a) MWRT and (b) MWRB.

Water location in top and bottom surfaces versus time for the knitted samples made of core-spun vortex yarn of 200 dtex with viscose sheath sliver and 120 dtex polyester vortex core yarn.
Absorption rate
The absorption rate (%/s) values indicate the average moisture absorption ability of the top and bottom surfaces of the fabric in the pulp time (20 s). According to Figure 6, maximum absorption rate for top and bottom surfaces (%/s) were found among the knitted samples made of vortex yarns of 200 dtex with 120 dtex polyester vortex core yarns with viscose sheath sliver whereas minimum absorption rate was found among the samples made of vortex yarns of 300 dtex with 110/36 dtex/fil polyester core yarns with polyester/viscose sheath sliver. As a general trend, bottom absorption rates (%/s) of the fabrics were generally higher than their top surfaces which indicates that there is a liquid diffusion from the next-to-wet surface to the opposite side. Hence the liquid is accumulated on the bottom surface of the fabric. With another expression, the moisture got absorbed at a faster rate by the fabrics and instantaneously transferred to the outer surface. According to ANOVA (three-way) test results above displayed in Table 5 above; core yarn type was a significant factor on top absorption rate (%/s) of knitted samples at significant level of 0.05 whereas yarn count and sheath sliver were non-significant factors on top absorption rate results of the samples (p > 0.05). The interaction of yarn count, sheath sliver type and core yarn type factors had also significant effect on top absorption rate (%/s). Considering the bottom absorption rate (%/s) of knitted samples, core yarn type, sheath sliver type, yarn count, and their interaction had significant effect on bottom absorption rate (%/s) at significance level of 0.05.
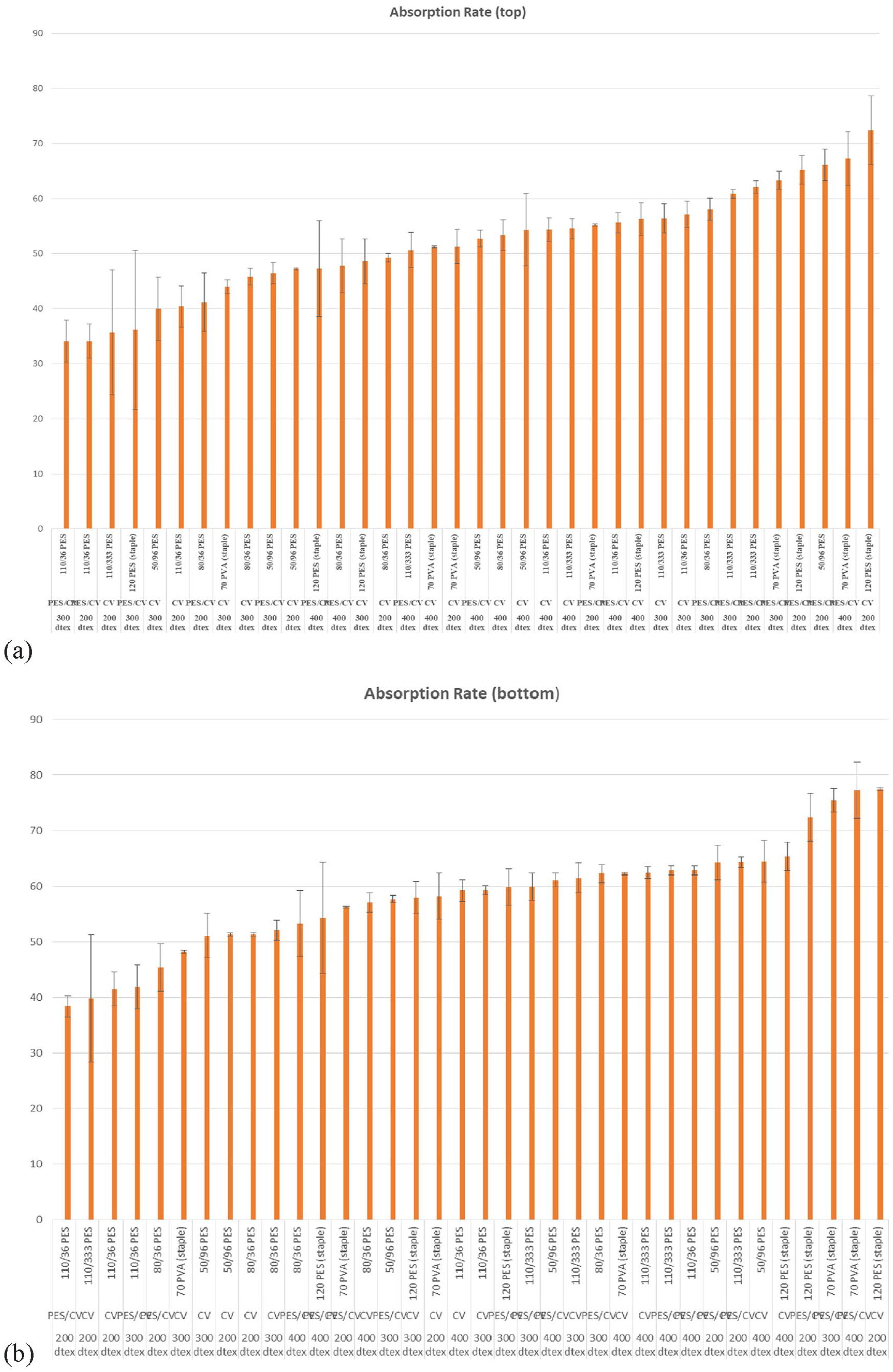
Absorption rates (%/s) of knitted fabrics.
SNK results (Table 7) also revealed that core-spun vortex knitted samples at different yarn count indicated different bottom absorption rate values at significance level of 0.05. Highest value was obtained from the samples produced from core-spun vortex yarns at 400 dtex while lowest values were observed among the samples produced from yarns of 300 and 200 dtex which were observed under the same subset at significance level of 0.05. According to SNK results in Table 7, knitted samples of vortex yarns with different core-yarn type also indicated different top and bottom absorption rate (%/s) at significance level of 0.05. Considering the top absorption rate (%/s), lowest value was found among the fabrics with 70 dtex PVA core yarn whereas highest value was obtained from samples with 120 dtex polyester vortex yarn. Top absorption rates of samples with 110/36 dtex/filament and 50/96 dtex/filament core yarn were statistically observed under the same subset. Regarding to bottom absorption rate, samples of vortex yarns with 110/36 dtex/filament polyester core yarn again indicated the lowest value whereas samples of vortex yarns with 120 dtex polyester vortex core yarn revealed the maximum value at significance level of 0.05.
SNK results of absorption rates.

The different letters (a,b,c) next to the counts indicate that they are significantly different from each other at a significance level of 5%.
Spreading speed (mm/s)
Figure 7 indicates the spreading speed values of fabrics for top and bottom surfaces. According to Figure 7; Minimum spreading speed for top and bottom surfaces were found among the samples of 400 dtex vortex yarns with 70 dtex PVA core yarn, viscose sheath sliver as 1.72 and 1.74 mm/s respectively. This means these fabrics have slow top and bottom spreading rate according to MMT test grading scale (Table 4). Maximum spreading speed values were obtained from the samples of 200 dtex vortex yarns with 110/36 dtex/filament polyester core yarns with polyester-viscose sheath sliver as 8.45 and 7.97 mm/s respectively which means that these fabrics have very fast spreading top and bottom spreading speed according to MMT test grading scale (Table 4). In order to investigate the significant effect of core yarn type, sheath sliver type, and yarn count factors on top and bottom spreading speed, three-way ANOVA test was performed as revealed in Table 5 above. According to ANOVA test result of top spreading speed, yarn count, and core yarn type factors were significant factors whereas sheath sliver was a non-significant factor on top spreading speed of the fabrics at significance level of 0.05. Additionally, all the interactions of these mentioned three factors had significant effect on top spreading speed of fabrics at significance level of 0.05. SNK results also indicated that knitted fabrics made of core-spun vortex yarns at different yarn count possessed different top spreading speed at significance level of 0.05 (Table 8). Samples with core-spun vortex yarns at 400 dtex yarn count revealed the minimum value whereas fabrics produced from vortex yarns at 200 dtex yarn count indicated the highest top spreading speed (mm/s) at significance level of 0.05. Knitted samples of core-spun vortex yarn produced from different core yarn type statistically possessed different top spreading speed at significance level of 0.05. Fabrics made of vortex yarns where 70 dtex PVA, 120 dtex polyester vortex yarn, and 110/333 dtex/filament were utilized as the core yarns revealed the minimum top spreading speed which were statistically observed under the same subset. Fabrics with yarns of 110/36 dtex/filament and 80/36 dtex/filament polyester core yarn indicated the maximum top spreading speed.

Spreading speed (mm/s) values of fabrics for top and bottom surfaces.
SNK results of spreading speed.

The different letters (a,b,c) next to the counts indicate that they are significantly different from each other at a significance level of 5%.
Considering bottom spreading speed, yarn count, core yarn type had significant effect while sliver sheath type did not have any significant effect on bottom spreading speed at significance level of 0.05. All interactions of yarn count, core yarn type, and sheath sliver factors were also significant factors on bottom spreading speed at significance level of 0.05 (Table 5). The same trend with the top spreading speed was observed for the bottom spreading speed results where samples of 400 dtex vortex yarn indicated the minimum value and the samples of 200 dtex vortex yarn revealed the maximum spreading speed value at significance level of 0.05. SNK results also displayed those fabrics produced from vortex yarns with different core yarn type possessed statistically different bottom spreading speed at significance level of 0.05 (Table 8). Minimum bottom spreading speed values were obtained from fabrics of vortex yarns with 70 dtex PVA, 120 dtex vortex polyester, and 110/333 dtex/filament polyester core yarn type which were observed under the same subset whereas fabrics of vortex yarns with 80/36 dtex/filament and 110/36 dtex/filament polyester core yarn indicated the maximum bottom spreading speed at significance level of 0.05.
Accumulative one-way transport index (AOTI)
Figure 8 reveals the accumulative one-way transport index of the fabrics. This parameter describes how easily a fabric can transport the moisture absorbed from its conducted surface to the other side by providing moisture feel reduce which is a display for fabric comfort. High comfort fabrics are expected to have high accumulative one-way transport index value. According to Figure 8, fabric samples of vortex yarn with 120 dtex polyester vortex core yarn, polyester-viscose sheath sliver at yarn count of 300 dtex indicated the maximum accumulative one-way transport index while minimum value was found among the samples with 70/36 denier/filament polyester core yarn, viscose sheath sliver at yarn count of 200 dtex. When Figure 8 is observed; most of the knitted samples provided accumulative one-way transport index between the ranges of 50 and 250 which means they have fair, good and very good accumulative transfer index grade according to the MMT test grading scales above indicated (Table 4).

Accumulative one-way transport index.
Three-way ANOVA test also indicated that yarn count, core yarn type, sheath sliver type factors had significant effect on accumulative one-way transport index results of the samples (Table 5). All the interactions except the interaction of yarn count and sheath sliver factors were also significant factors on AOTI values of the samples. SNK results also indicated that vortex fabric samples with different yarn count possessed statistically different AOTI results (Table 9). There was not a trend for the ranking of fabrics’ AOTI values with respect to their constituent yarn count. Minimum AOTI value was found among the fabrics with 200 dtex vortex yarn as 81.86 while maximum value was obtained from the samples with 300 dtex vortex yarn as 139.92. According to SNK results (Table 9), fabrics of vortex yarns with different core yarn type statistically indicated different AOTI results at significance level of 0.05. Minimum value was found among the samples of vortex yarns having 110/36 dtex/filament core yarn type while maximum value was obtained from the samples of vortex yarns having 50/96 dtex/filament core yarn type. As a general trend, although there is a fluctuation for AOTI results of the samples regarding to polyester core filament fineness, vortex fabric samples with polyester core filament generally revealed good AOTI values according to MMT test grading scales (Table 4).
SNK results of AOTI.

The different letters (a,b,c) next to the counts indicate that they are significantly different from each other at a significance level of 5%.
Overall moisture management capacity (OMMC)
As mentioned above in the material-method section, the overall moisture management capacity (OMMC) explains the ability of the fabric to manage liquid moisture transport with the performance aspects of the moisture absorption rate of the bottom side, the one-way liquid transport capacity (AOTI), and the spreading/drying rate of the bottom side (SSb) presented by the maximum spreading speed. According to OMMC results (Figure 9), the results of core -spun vortex knitted fabrics fluctuated between 0.35 and 0.9 which indicated that fabrics revealed fair, good, very good, and excellent grade according to MMT grading scale (Table 4). According to Figure 9, highest OMMC value was obtained from knitted samples with core-spun vortex yarns made of 70 dtex PVA core yarn and 100% viscose sheath sliver at yarn count of 300 dtex as 0.84 which is an excellent grade according to MMC grading scale. The most unsatisfying OMMC result was found among the samples with vortex yarns made of 80/36 dtex/filament polyester core yarn, viscose sheath sliver at 300 dtex yarn count as 0.35 which is a fair grade according to MMT grading scale (Table 4). Additionally with respect to three-way ANOVA tests, yarn linear density, core-yarn type, and sheath sliver type had significant effect on OMMC results of the knitted samples at significance level of 0.05 (p > 0.05) (Table 10). All the interactions except the interaction of yarn count and sheath sliver type were also significant factors on OMMC results. SNK results also indicated that vortex knitted fabrics with different yarn count and samples with different core yarn type also possessed different OMMC values at significance level of 0.05 (Table 11). Considering the yarn linear density, fabrics samples made of 200 dtex vortex yarn revealed the minimum OMMC level while fabric samples made of 300 dtex vortex yarn indicated the maximum OMMC value. When it comes to SNK results of vortex fabrics with different core yarn type, knitted samples made of 80/36 dtex/filament polyester core yarn revealed the minimum OMMC while vortex samples made of 70 dtex PVA core yarn indicated the maximum OMMC value. OMMC results of samples of vortex yarns having other core yarn types were observed under the same subset at significance level of 0.05.

OMMC results of fabrics.
Three way-ANOVA results for OMMC.

Statistically important according to α = 0.05.
SNK results of OMMC.

The different letters (a,b,c) next to the counts indicate that they are significantly different from each other at a significance level of 5%.
Water vapor permeability
Water vapor can diffuse through the fabric structure in two ways: diffusion through the air spaces between the fibers, diffusion through the air spaces between the fibers, diffusion through the yarns and along the fibers. Due to having different yarn structure, fiber distribution and packing density properties, each fabric sample has different water vapor performance. 2 According to Figure 10, fabric samples made of core-spun vortex yarns where 70 dtex Polyvinyl alcohol staple core yarn was utilized, indicated lower water vapor permeability values compared to other samples at each yarn count for each sheath sliver type. There is not a prominent difference for the water vapor permeability results regarding to sheath sliver type of constituent yarns for each fabric counterparts with same core yarn type. However knitted samples made of core-spun vortex yarns with 50/96 dtex/filament polyester core yarn indicated slightly more satisfying water vapor permeability results compared to other counterparts.

Water vapor permeability.
Additionally in order to investigate the significant effect of yarn count, core yarn type, and sliver shield type on water vapor permeability results, three-way ANOVA test was conducted (Table 12). Three-way ANOVA test also indicated that yarn count, core yarn type, sheath sliver type factors, and all interactions had significant effect on water vapor permeability results of the samples. SNK test results also revealed that fabric samples having the vortex yarn with different core yarn type and vortex yarns at different yarn counts possessed different water vapor permeability results (Table 13). According to Table 13, fabrics made of vortex yarns at 200 dtex yarn count indicated the minimum water vapor permeability while fabrics made of vortex yarns at 400 dtex yarn count revealed the maximum water vapor permeability value. Considering the core yarn type of vortex yarns, fabric samples with 70 dtex PVA core yarn type revealed the minimum water vapor permeability results while fabric samples with 50/96 dtex/filament micro polyester core yarn indicated the maximum results.
Three way-ANOVA results for water vapor permeability.

Statistically important according to α = 0.05.
SNK results of water vapor permeability.

The different letters (a,b,c) next to the counts indicate that they are significantly different from each other at a significance level of 5%.
In order to reveal the direct relation between water vapor permeability and hairiness mentioned in the literature,2 correlation analysis between these two parameters was also conducted within our study. Hairiness results of the core-spun vortex yarns were obtained from Uster Tester 5 test device as mentioned in the material method part. According to correlation analysis; there is a moderate positive correlation coefficient between water vapor permeability and hairiness (r2 = 0.69). Fabric thickness through which water vapor is transmitted is also important because it determines the distance. In addition, fabric thickness affects the porosity of fabrics. As the fabric thickness increases, the vapor diffusion rate decreases, that is, the water vapor permeability decreases. Additionally fabric thickness and fabric water vapor permeability was correlated and there is a moderate negative correlation coefficient between water vapor permeability and fabric thickness (r2 = −0.55).
Air permeability
As it is observed from Figure 11, fabrics produced from different core-spun vortex yarns with different core yarn type and sheath sliver at different yarn count revealed different air permeability values since the air permeability is strongly influenced from the yarn structure. Maximum air permeability was obtained from the fabrics produced of 200 dtex vortex yarns where 80/36 dtex/filament polyester core yarn and 100% viscose sheath sliver was utilized while minimum value was found among the samples of 400 dtex vortex yarn where 110/36 dtex/filament polyester core yarn and viscose sheath sliver was utilized.

Air permeability.
According to Figure 11, fabrics with finer vortex yarns revealed higher air permeability values compared to samples with coarser vortex yarns due to lower number of drags on air path through the fabric. Hence lowest air permeability values were observed among the samples produced from 400 dtex core-spun vortex yarn. There is not a prominent difference between the air permeability values of the fabrics produced from vortex yarns with viscon sheath sliver and with polyester-viscose sheath sliver at each yarn count. Another prominent result is the more satisfying air permeability result of fabrics of vortex yarns with 120 dtex vortex core yarn among each group with the same sheath sliver.
Additionally in order to investigate the effect of yarn count, core yarn type, sheath sliver on air permeability values of the knitted samples, three-way ANOVA test was performed. According to ANOVA test, yarn count and core-yarn type were significant factors while sheath sliver type was a non-significant factor on air permeability of knitted fabrics at significance level of 0.05 (Table 14). All the interactions except for the interaction of yarn count and sheath sliver were significant factors on air-permeability of the knitted samples. In order to compare the means of air permeability of fabrics made of vortex yarns with different core part and the fabrics produced from different yarn count, SNK tests were also performed (Table 15). Considering the yarn count, fabrics produced from 400 dtex vortex yarn indicated the lowest air permeability while the samples produced from 200 dtex revealed the highest air permeability values. When it comes to SNK results regarding the core yarn type, air permeability results of the samples made of vortex yarns with 120 dtex staple polyester vortex core yarn and those with 80/36 dtex/filament core yarn were observed under the same subset and were higher compared to rest samples with other core yarn types. Moreover, to observe the inverse proportion between air permeability of the knitted samples and the hairiness of constituent vortex yarns, correlation analyze was also performed (Table 15). Hairiness results of the core-spun vortex yarns were obtained from Uster Tester 5 test device as mentioned above. Correlation analyze revealed that, there is a moderate negative correlation between the hairiness and air permeability values of the knitted samples (r2 = −0.66*).
Three way-ANOVA results for air permeability.

Statistically important according to α = 0.05.
SNK results for air permeability.

The different letters (a,b,c) next to the counts indicate that they are significantly different from each other at a significance level of 5%.
Conclusion
In this study, it is aimed to evaluate the effect of vortex yarn count, core yarn type, and sheath sliver type on some comfort properties such as moisture management, water vapor permeability, and air permeability of core-spun vortex knitted fabrics. According to statistical test results, yarn parameters such as yarn linear density, core yarn type, sheath sliver type were generally significant parameters on the moisture management properties, water vapor permeability and air permeability results at significance level of 0.05. Knitted samples made of core spun vortex yarns generally revealed satisfying accumulative one-way transport index (AOTI). It is noticed that even there is a variation in the number of micro filaments in the core part of constituent vortex yarn, this change is also reflected in the result of accumulative one-way transport index value of the produced fabric samples. Fabrics made of vortex yarns at 200 dtex yarn count indicated the minimum water vapor permeability while fabrics made of vortex yarns at 400 dtex yarn count revealed the maximum water vapor permeability value. When OMMC results and the water vapor permeability values are interpreted together, samples with 200 dtex yarn linear density of vortex yarns may be preferred more in the clothes that require comfort. A moderate positive correlation coefficient was obtained between the water vapor permeability of fabrics and their constituent vortex yarn hairiness results. A moderate negative correlation was obtained between the vortex yarn hairiness and the supreme knitted fabrics’ air permeability. As a final remark It is very important to remember that MMT results should be completed with the subjective tests by the volunteers for the confirmation of the achieved results in the next studies as only MMT results sometimes do not reveal the real situation and do not correlate with the moisture absorptivity of a person wearing the tested clothing. This study has aimed to contribute the literature by revealing that new hybrid core-spun vortex yarns may be designed and utilized in the commercial production for the knitted fabrics with more satisfying comfort results. It may be advised to conduct further studies related to evaluation of thermal conductivity properties of these core-spun vortex knitted fabrics beside with their mechanical features.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.