
Abstract
Numerous scientists have studied basalt fiber (BF) reinforced concrete and found encouraging results. However, information is scattered, and compressive assessment is yet necessary to collect the data from prior research on BF, present research advancement, and future research guidelines of BF reinforced concrete. Furthermore, mostly research focus to review on strength and durability aspects of BF reinforced concrete while no researched focus on thermal properties, microstructure analysis and environmental benefits of BF reinforced concrete. Therefore, the primary focuses of this paper are BF treatment, BF reinforced concrete performance at high temperatures, microstructure analysis, environmental advantages, and application in civil engineering. Results show that BF-reinforced concrete performs much better than traditional concrete at high temperatures. Additionally, the use of BF enhanced the heat conductivity of concrete. BF addition to concrete seems to have reduced interfacial transition zone (ITZ) fractures, according to a microstructure study. When opposed to traditional steel fibers, BFs may be thought as reinforcements that are less harmful to the environment. The study also highlights the significance of BFs in the building industry. The assessment also identified research gap research for further studies.
Introduction
Around the globe, fires have recently been happening a lot more often and incurring enormous damage. Concrete materials play a significant role in the world’s infrastructure, and their fire resistance has a direct impact on the security of tunnels and buildings. A concrete construction that has been subjected to fire is extremely likely to explode, producing the concrete surface to peel off and ruining the structural reliability of the components as well as degrading the concrete’s material qualities. The strength and durability characteristics of concrete buildings are negatively impacted by high temperatures, thus it’s critical to identify ways to enhance concrete’s attributes under these conditions. 1
Concrete is manufactured at a rate of a billion tons annually. Due to its perfect thermal characteristics and non-combustibility, this material is favored over steel and wood and has high compressive strength (CS). 2 One of the major factors that harm concrete constructions is fire. In the literature, it has been shown that exposure to high temperatures may cause materials to lose their compressive and tensile strength. 3 Investigating the strength qualities leads to a thorough knowledge of how it behaves at high temperatures. 4 Because of this, ignorance of the mechanical characteristics at high temperatures may lead to costly mistakes and perhaps fatal situations. 5 One method for improving concrete qualities during fire incidents is the insertion of fibers.6 –10 Different types of fiber are used to increase the quality of concrete such as polypropylene fibers, 11 carbon fiber, 12 coconut fiber, 13 nylon fiber, 14 carbon nano fiber, 15 glass fibers, 16 steel fiber, 17 and jute fiber. 18
According to certain experiments, concrete’s durability capabilities may be harmed by high temperatures; however, adding fibers such as steel fiber, BF, and hybrid fiber has been proven to mitigate this harm. Such fibers enhance the new contact between the fibers and mortar and stop fractures from forming. 19 It not only boosts the concrete tensile capacity but also significantly affects the material’s conductivity, stability, and durability. 20 The kind of fiber and fiber-concrete mix interface qualities influence the characteristics of the concrete. 21
Due to its high tensile capacity and high temperature resistance, BF is a bio-based material that is safe for the environment, nonhazardous, and has been extensively employed in building projects. 22 Environmental sustainability will enhance when carbon is replaced by BFs in concrete repair. Compared to carbon fibers, BFs have a lower production cost. They will be more affordable and environmentally friendly than carbon fiber when used in the production of lamella for reinforcing concrete constructions. 23 The advantages of employing BFs as reinforcement are noticed in Figure 1.

Benefits of BFs.
An investigation was conducted into the combined impact of high temperatures and prolonged tensile stress on the mechanical characteristics of pultruded BF reinforced polymer plates. Temperatures were shown to have an impact on modulus and tensile strength. For instance, at 80°C, the tensile strength and tensile modulus both fell by 9.8% and 1.9%, respectively. The degree of resultant deterioration increases with increasing exposure temperature. 24 Another research discovered that BF helps recycled concrete compressive strength (CS) increase and that it has a greater influence on tensile strength at high temperatures. As the BF content rises, the comparative residual tensile strength rises as well. 25 Furthermore, the research found that BF was successful in enhancing the concrete’s strength qualities, bendability, and energy absorption at high temperatures. 26
Additionally, it has been shown that nanoparticles are advantageous for enhancing CS at high temperatures but ineffective for lowering the incidence of enhanced temperature bursting in concrete. 27 The fibers may increase the tensile capacity and stop cracks from forming in concrete at high temperatures, but they have little to no impact on the compressive capacity of RC reinforced with BF. 28 According to the researcher, fiber improved the strength of concrete due to bridging cracks.9,29 –34 Some researchers have coupled the fibers and nanomaterials to enhance the concrete to create the composite reinforcement of nanomaterials in microscopic and fiber in macroscopic concrete and to increase the performance of concrete at high temperatures. According to a study, fiber and nano-silica may help concrete operate better after being exposed to high temperatures. 35
According to research, 36 BF has a favorable impact on concrete’s fracture resistance because of its strong interface adhesion with the material, but it cannot strengthen the bond between the cement base and aggregate. The mechanical characteristics and operating performance of BF shotcrete, as well as the microstructure of shotcrete, may be considerably enhanced by the addition of BF, and the deformation of the rock around the highway can be successfully suppressed. 37
Many researchers conduct research on BF-reinforced concrete at elevated temperatures. However, a compressive review is required for past research, current research progress, and future research guideline of BF reinforced concrete. The aim of this review is to collect information on already research carried out by other scholars. Although recently a Researcher conduct review on strength properties of BF, however there is no information thermal properties, treatments methods of BF and microstructure analysis. Therefore, treatment methods, the performance of BF reinforced concrete at elevated temperatures, microstructure analysis and practical application in civil engineering are the main aspects of this review.
Figure 2 shows the different sections of the review. In first stage, general background and introduction of BF are discussed. Secondly different treatment methods of BF are discussed. Thirdly performance of BF reinforced concrete is discussed. Fourthly microstructure of BF reinforced concrete is discussed. Fifthly, environmental benefits of BF and finally application of BF reinforced concrete in civil engineering are discussed.

Divisions of the analysis.
Treatments of BF
One of the most important factors influencing the composite materials’ overall mechanical response is the adherence of the fiber to the matrix. In the literature, specifically referring to BFs, there are many fiber surface treatment procedures that attempt to enhance the adhesion with the surrounding matrix and guarantee efficient load transmission mechanisms. 38 A scientist investigated how H2SO4 etched BF. They discovered that BF’s mechanical properties deteriorated as the etching time increased. 39 The BF performance may suffer as a result of the acid-base etching modification’s ability to increase interfacial adhesion.
According to research, surface BF modification in acidic and alkaline solutions tends to increase the adhesion between thermoplastic matrix and fibers, enabling the development of a more developed fiber surface. The mechanical characteristics of basalt-based reinforced composites were significantly improved by the acid treatment, which was shown to be more effective than the alkaline one. 40 According to the findings, basalt ropes maintain high levels of tensile strength after being treated with water. 41
The fiber microstructure degraded somewhat after being exposed to acid, which reduced the tensile strength (23%). When an alkaline environment was taken into account, basalt ropes experienced severe degradation that was linked to a serious disintegration of the material’s structure and caused a large drop in tensile strength (90%). 41 Several experimental studies 42 explore the impact of treating fibers with alkaline (NaOH) or acidic (HCl) solutions on mechanical characteristics. According to the data, BFs have superior acid resistance than alkaline ones. According to research, 43 fiber mass loss in HCl solution was around 8%, which was two times more than the fiber mass loss that occurred when BFs were submerged in a solution of NaOH with the same concentration (2 mol/L).
According to research, 44 the BF was treated with 1 and 2 mol/L NaOH solutions at ambient temperature and 100°C for varying lengths of time. Due to the dissolution of Si-O and the development of Si-OH gel on the surface of the BF, weight losses of around 6 and 8%, respectively, occur for solutions of 1 and 2 mol/L NaOH at 100°C. The intensity of BF first drops down quickly for 1 h, then stays steady for 6 h, and then rises for 24 h. Magnesium, iron, titanium, and calcium were raised while potassium, aluminum, and sodium were leached from the surface by a NaOH solution, resulting in a decrease in strength. A scientist investigated how alkali treatment affected the mechanical characteristics of BF. BFs were treated with a 2 mol/L NaOH solution at boiling temperature for 3 h to assess their corrosion resistance. While the strength of the BF is reduced by 19.4%, mass loss is only approximately 4.3%. 43
To increase the adherence of the fiber to the polymer at the interface, a researcher investigated the surface modification of BF with non-thermal plasmas (at atmospheric pressure) of oxygen, hydrogen, argon, and mixed gases of nitrogen and hydrogen. 45 For mechanical testing, a researcher 46 created composites using bisphenol A dicyanate and p-BFs that had been coated with la-ethylenediaminetetraacetic acid. The findings revealed that the modified composite had a 145°C higher initial decomposition temperature than the untreated composite. Moreover, the bending modulus might exceed 4.19 GPa when the mass percentage of the La-BF was adequate.
Nanoparticles are tiny particles with high surface activity. To increase their adherence to the matrix, they may be physically or chemically bonded to the surfaces of BFs. When BF was treated with SiO2 nanoparticles, it was discovered that both the specific surface area and the friction coefficient dramatically increased. Additionally, the anchor effect that nanoparticles may create between fibers and resin can significantly strengthen the bonding forces between the fibers and the matrix, producing composites with better mechanical characteristics. For instance, Li et al. 47 discovered that adding nano-SiO2 to BF composites enhanced the impact strength and interlaminar shear strength by 139.73% and 27.25%, respectively. A looked at the effects of adding SiO2 to BF and how that affected the composite’s mechanical characteristics. The Stober technique was used to create nano-SiO2. In SiO2 and epoxy, chemical bonding was discovered using FTIR research. At 5% SiO2 concentration, BF strength improves by 15% before falling back again. During treatment, the silicon hydroxyl group (Si-OH) reacted with nano-SiO2 to form Si-O-Si, which resulted in an improvement in network structure that aids in stress transfer and, consequently, increased strength. However, an increase in SiO2 had the unintended consequence of clustering nano-Si, which had a detrimental effect. 48
Performance at elevated temperature
One of the most important issues that must be considered in the field of civil engineering is the behavior of a concrete structure when the temperature is raised. Because high temperatures have a negative impact on the mechanical and durability features of concrete buildings, it is essential to discover strategies that may enhance these attributes at a range of temperatures.
Visual inspection
Figure 3 reveals how the color, cracking, and spalling of the outside surfaces of the concrete samples with no fibers and 0.5% fibers change when they are exposed to high temperatures. At high temperatures, no significant spalling was seen in concrete samples that were strengthened with BFs. This could be because the fibers are acting like bridges, which can keep pieces of concrete from falling apart when they are put in a fire. High temperatures cause free and bound water to evaporate, which raises the internal pore pressures of concrete. 49 This is the main cause of spalling in concrete parts. The internal pore pressures were not released in the reference samples that didn’t have fibers. This caused a lot of spalling on the surface samples.

Concrete surface after exposure to fire 50 as per Elsevier permission.
Although at higher temperatures, when some or all of the fibers melted, channels formed in the bed of fibers. The formed channels served as ways for the vapor and gases that were made within the samples to escape. These channels made a network within the sections, which let the vapors and gases leave the samples. This made the pore pressures lower, which stopped the concrete samples from flaking. Through an orthogonal experimental design, a study found that the best amounts of diatomite and BF in an asphalt mixture were 14% and 0.32%, respectively. Through an analysis of mechanical properties, 51 it was found that BF makes the asphalt mixture much less likely to crack at low temperatures. A study found that when BFs are used, the load on diagonal cracks goes up more than when steel fibers are used. BFs have less chemical and frictional bonding than polyvinyl alcohol (PVA) fibers, but this material could be made to work better with special additives. 52 A study also claimed that glass fiber improved the resistance of at elevated temperature. 53
Compressive strength (CS)
The capacity of a material or structure to bear stresses on its surface without cracking or deflection is referred to as compressive strength. When a substance is compressed, its size decreases. The compressive strength of the concrete cube test offers information on all of the properties of concrete. This single test determines whether or not the concreting was done correctly.
Effect of BF percentages
Figure 4 shows how the amount of fibers affects the unrestrained CS at 600°C. The findings reveal that the CS of the samples with fiber was greater than the strength of the samples without fiber. This shows that adding fiber can effectively make specimens stronger and better able to resist damage from high temperatures. Before the fiber content reached 1 kg/m3, the CS of samples with a fiber length of 12 mm went up. After that, it went down and finally reached the same level as the other samples. Specimens with fiber lengths of 18 mm worked the same as those with shorter fibers. When the fiber content went from 0 to 3 kg/m3, the CS of samples with a fiber length of 6 mm went up. However, as the fiber content went up further, the CS went down. So, 1 kg/m3 (12 and 18 mm) and 3 kg/m3 (6 mm) were found to be the best values for the CS with a greater quantity of stone powder at high temperatures. When the fiber percentages reached 5 kg/m3, the CS with different lengths decreased. This shows that if the fiber content is too high, good results cannot be achieved. 54

Compressive strength of BFs reinforced concrete at 600°C. 54
The study also found that the strength of the control concrete was about 70.7% MPa, while the strength of the concrete with 0.25% BF was 71.3% MPa. Because of this, BF reinforced concrete keeps its strength longer than control concrete. 50 A study found that at 400°C, the BF could still have 88%–90% of its original strength. At 500°C, 600°C, and 700°C, the strength fraction could reach 65.0%, 38.8%, and 28.6%, correspondingly. This shows that BF is very good at withstanding high temperatures. 55 Around 400°C–600°C, a lot of calcium hydroxide (CH) and some calcium silicate hydrate C-S-H products broke down. As a result, the microstructures of the concrete broke down, and it quickly lost its strength. 25 A study claimed that steel fiber-reinforced concrete performs better at a temperature below 1000°C. 56
Effect of varying temperature
Figure 5 demonstrates the relationship between the CS and temperature. As you can see, from 25°C to 200°C, the CS value didn’t change much because the temperature difference was small. The CS of samples with a fiber length of 18 mm and 1 kg/m3 went up until the temperature reached 400°C, then it went down. The performance of the pieces without fiber was the same as that of the pieces with fiber. At 400°C, the CS of concrete without fiber and with fiber samples improved by 30% and 19%, correspondingly as compared to the concrete at 25°C. 54 The explanation for this is that some of the free and capillary water in the concrete evaporates in a high-temperature condition. This creates a high-temperature steam curing atmosphere that speeds up the cement’s hydration process and makes the concrete stronger. From 400°C to 600°C, the CS of samples with and without fiber decreased by 33% and 42%, correspondingly.

Compressive strength at varying temperature. 54
This is because as the temperature rises, free and capillary water is released, and microcracks and holes form within the samples. Furthermore, the materials that make up the concrete have different thermal expansion coefficients, which causes cracks due to uneven thermal deformation. High temperatures also destroy the crystal structure within the material and cause it to break down. So, at 600°C temperature, the samples started to get weaker. Figure 5 shows that at 600°C, the strength of the samples with fibers got even worse. A scientist looked at how strong BF and glass fiber were when pulled apart at 300°C, 400°C, 500°C, and 600°C, correspondingly. The finding reveals that BF has a greater tensile capacity than glass fiber at various temperatures level, and the longer it stays at a high temperature, the more resistance to fire. 57
Effect of varying BF length
Figure 6 shows how the length of the fibers relates to the strength of the fibers when they are not in a closed space. Figure 6 shows that at 600°C, the CS of the specimen with fibers of any length was greater than the control specimens. But as the length of the fibers got longer, the unconfined CS first went up and then went down. It could be because the length of the fibers affects how well the fabric flows. In general, fibers with longer lengths made the paste between them stick together more than fibers with shorter lengths. So, fibers with long lengths make it harder for concrete to flow. A study also found that fibers made the strength weaker at higher doses because they didn’t flow well. This made the compaction power go up, which led to more voids. 30

Compressive strength with varying fibers length at 600°C. 54
The samples with a fiber length of 12 mm and a fiber content of 1 kg/m3 had a CS that was 20% greater than the reference. The samples with a fiber length of 6 mm and a fiber content of 3 kg/m3 had a CS that was 19% higher than the control specimens. When the 18 mm fiber length was added, the CS of the sample went down. This shows that 18 mm fiber lengths and larger ones do not make concrete stronger. A study also found that stiffness goes up by about 25% when fiber length goes from 2 to 4 mm, but stiffness goes down again when fiber length goes from 4 to 6 mm. The same trend was seen with the tensile strength, which means that 6 mm fiber length didn’t help with fiber dispersion and disorder. 58 In the same way, a study found that fine fibers made the mixture harder to work with and suggested a mix of small and medium fibers for the best balance between the properties of fresh concrete and hardened material. 59
Thermal conductivity
Thermal conductivity refers to a material’s capacity to absorb heat. When assessing the quantity of heat transmission by conduction, the thermal conductivity (k-value) of cement-based materials such as concrete is a significant issue. The quantity of heat loss via walls and roofs has a direct impact on building energy usage. Figure 7 illustrates the thermal conductivity changes with the amount of BF added. This proved that the thermal conductivity goes up as more BF is added since BF has a relatively low thermal conductivity of 0.8 W/mK. 60 So, adding more BFs makes the thermal conductivity go up more than that of foam glass, which is 0.115 W/mK. 61 But a study found that adding steel fibers to concrete makes it better at transferring heat at temperatures up to about 700°C, with the most improvement at room temperature. This rise in thermal conductivity can be explained by the fact that steel has about 50 times more thermal conductivity than concrete. 62

Thermal conductivity. 63
This outcome is in line with the previously noted rise in density brought on by the addition of BFs as well as the expansion of the region where those fibers were concentrated or joined in the microstructure. According to Yun et al., 64 the BF reinforced foam glass examples suggested in this study all have the necessary characteristics to be used as a fireproofing material. The BF reinforced foam glass example with 50% BF added demonstrated the greatest thermal conductivity of 0.28 W/mK, which is below the threshold value of 0.33 W/mK for building thermal insulation material.
As a result, it was feasible to create a new fireproof compatible foam glass with better strength characteristics and thermal qualities by adding the right quantity of BF to existing foam glass and sintering it at a low temperature of 750°C. According to research, the quantity of heat that is carried through the thickness of concrete specimens decreases as the volume percentage of BF increases. 65 Because micro steel 66 fiber, an effective heat conductor, was present, samples of steel fiber with enhanced thermal conductivity were observed. 66 Thermal conductivity was seen to significantly decrease as the number of heat exposures increased. The quick drop in moisture level after the evaporation of cement paste’s pore and free water as a result of repeated high-temperature exposures may be the cause of this thermal conductivity trend. 67 There have also been reports of comparable thermal conductivity loss after exposure to high temperatures. 68
Microstructure analysis
Optical microscopy
As the amount of BFs increased, the pore shapes varied. Figure 8(a) depicts the picture of a sample with just 6 wt percent added carbon and no BF, which revealed spherical closed holes in the foam glass of around 300 µm in size. A sample with a 13-weight percent addition of BF is shown in Figure 8(b). A transition from spherical to elliptical pores was seen with the addition of BFs. It was also established that the BF was uniformly distributed, as seen by the dotted circle.

Optical microscopy: (a) 0%, (b) 13%, (c) 20%, (d) 30%, (e) 40%, and (f) 50% BF. 63
The cross-section of a sample with 20 wt percent BF added is shown in Figure 8(c), confirming that circular pores are produced as the BF concentration increases. Additionally, the dotted circle’s region depicts locations where BFs are concentrated, which was determined to be the reason for open pores in the prior pore confirmation test. Cross-sectional photographs of BF addition at 30%, 40%, and 50% weight percent are shown in Figure 8(d) to (f), respectively.
In addition, BF present in high-density clusters in the region indicated by the dotted circle was also exhibited. Increasing quantities of BF addition were proven to produce elliptical pores as the main axis length increased. It was observed that this tangled cluster grew when BF was added at an increasing rate.
As a result, it was determined that a BF addition of more than 20 weight percent causes closed pore foam glass to transform into open pore foam glass by causing pores to coalesce and join with one another throughout the formation process.
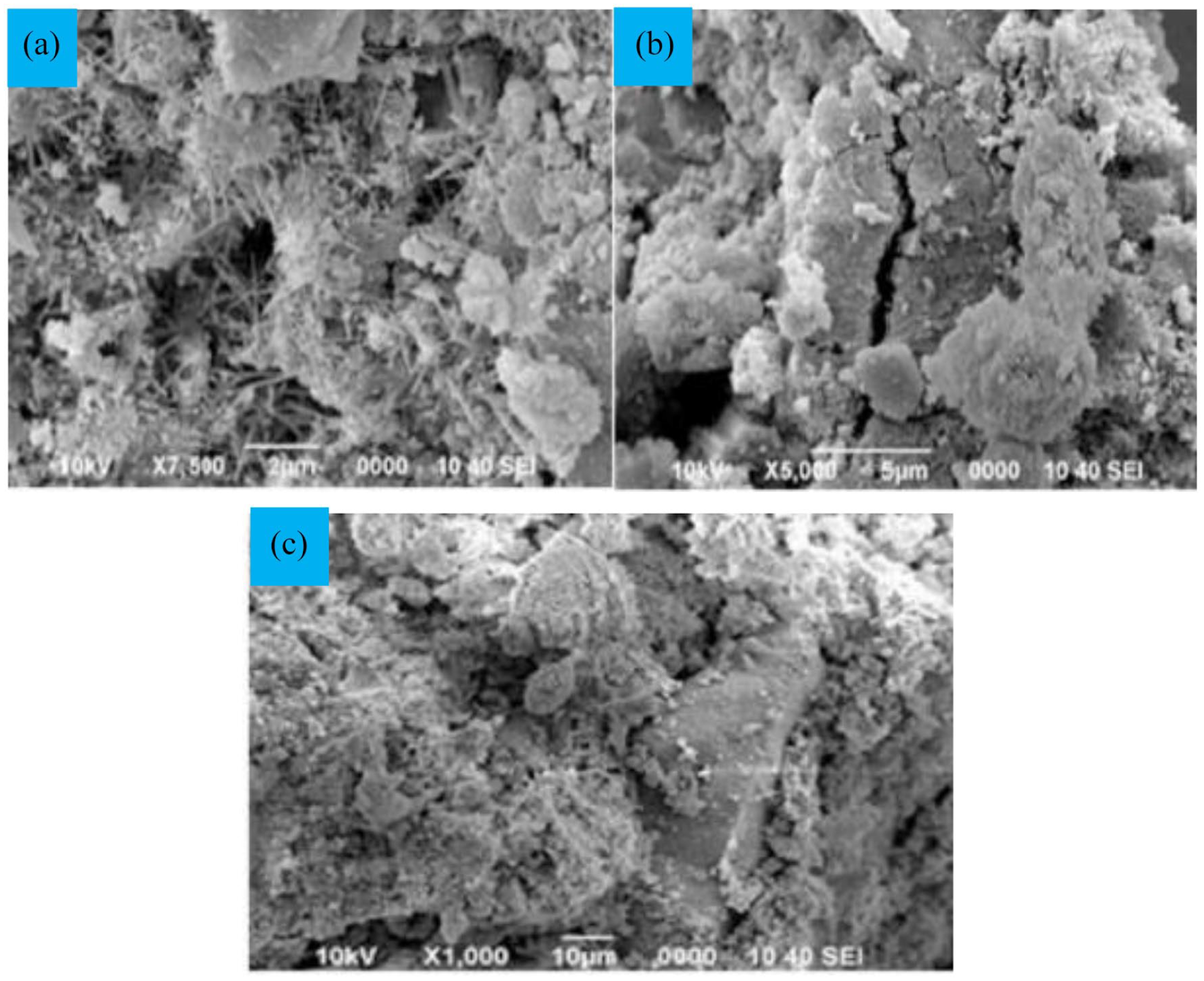
Scan electronic microscopy (SEM)
Ordinary concrete’s hydration byproducts are dispersed randomly, as seen in Figure 9 (control). Where various hydration products are not tightly bonded to one another, the interface is characterized by pores, microcracks, and other flaws. A study observes that the link between the hydration products and the aggregate, which are not tightly coupled, has two conspicuous interfacal transsition zone (ITZ) locations where there are clear fissures.

SEM of BF reinforced concrete. 69
Figure 9 (0.01 and 0.02% BF) shows that when BF is added to regular concrete, the interface pores of the hydration products shrink, and no evident microcracks are detected, which is advantageous for the enhancement of the mechanical characteristics and durability of concrete. The primary factors influencing BFs’ ability to combine and wrap with hydration materials are their inherent compatibility with cement-based composites. Another research found that fiber enhanced the concrete’s tensile qualities by preventing cracks, reducing ITZ cracks, and enhancing microstructure. 70 Furthermore, when shrinkage and void size reduction have a place, adequate packing may have prevented fractures. According to the investigation presented in Liu et al., 71 glass fiber filled voids and decreased concrete permeability. Similar studies claimed that fiber restrict crack72 –75 which decreased permeability.
The ITZ area of control is smaller than that of 0.02% BF but still superior owing to the low fiber concentration (0). In 0.02% BF regions II and III, BFs can be seen to bridge the two ends of the ITZ areas, which significantly increases the ITZ area’s tightness and stability. In region I, BFs can be seen to cross the pores. The obvious disordered BF distribution in 0.03% BF was seen, and the substantial BF agglomeration raised the risk of faults. The ITZ region and pores were highly permeable to BFs, indicating the relevance of this region in terms of toughening and fracture resistance. The BFs cannot be completely wrapped, and bigger holes can be seen. However, the content of hydration products at the interface is low (which is connected to the reduction in cementitious materials per unit volume induced by the rise in the amount of BFs). A study also claim that fiber reinforced structure mostly fail due interfacial debonding. 76
The foregoing study leads to the conclusion that the right inclusion of BF improves the mechanical characteristics and durability of concrete, and that each group of concrete’s microstructures of the initial hydration product interface is compatible with its initial index of macro-mechanical properties. Research also found that silica fume enhanced the performance of mortars with fiber reinforcement by shielding the fibers from deterioration brought on by an alkali environment. By coating the fiber’s surface, silica fume specifically created a barrier between the fiber and the alkali environment. According to several SEM investigations, fiber has a predisposition to form bundles and flocculate, which results in an uneven distribution of fiber and a reduction in bonding strength. 77 As a result, caution must be used while choosing the fiber dosage and mixing concrete.
At room temperature, the inner structure of the concrete mixture is thick with a uniform distribution of calcium silicate hydrates (C-S-H gels), as illustrated in Figure 10. Calcium silicate hydrates (CSH) gel improved the binding properties of cement paste.78 –82 The increase was noticeably large 83 because Ca(O H)2 was consumed in considerable quantities during the hydration process, which mainly happens when longer curing times are used for concrete.
SEM of concrete at (a) ambient temperature, (b) 300°C, and (c) 600°C 50 as per Elsevier permission.
While the (C-S-H gel) showed a few micro-cracks and pores after being subjected to 300°C, the concrete mixes continued to have a thick internal structure. The interior structures of the specimens, however, were of the alveolate kind, and many micro-cracks started to appear around 600°C. There were a lot of holes created at this temperature and no full crystals were seen. The microstructures of the concrete deteriorated and there was a fast loss of strength at temperatures between 400°C and 600°C due to the substantial quantity of calcium hydroxide (CH) and certain C-S-H products that were decomposing. 25 Additionally, the concrete’s microstructure became amorphous, indicating that the C-S-H gels had degraded; as a result, many fissures appeared in the matrices.
Environmental benefits
The ecologically friendly natural basalt ore is used to make the raw materials for BF. In the BF manufacturing process, no additional components are required, and dangerous gases like boron and other alkali metal oxides are not released. Additionally, because its composition is identical to that of basalt ore, following deterioration there is no environmental contamination. 84 BF may also be used as a catalyst carrier in the treatment of wastewater and the purification of gases since it is resistant to oxidation. The catalytic performance may be completely used with no secondary pollution by increasing the possibility of the catalyst coming into contact with the pollutants. 85
All of the combinations under study had a progressive rise in eco-efficiency as a result of the change in reinforcement dose, as seen in Figure 11. For flexural and compressive strength, BF- 0.5% has the lowest environmental costs per MPa, followed by BFs 1.5%. In contrast to a typical approach, the use of BFs provides a workable alternative with adequate functional performance and lower environmental costs. On the other hand, this mixture’s environmental viability was reduced by the indicated decline in tensile strength shown for BFs at 1.5%.

Eco-efficiency comparison between BFs (BF) and steel fibers (SF). 86
The CO2 intensity index likewise showed similar patterns as shown in Figure 12. The functional characteristics of concrete reinforced by BFs, which are virtually half in the case of the compressive strength, are responsible for the concrete’s relatively low CO2 emissions. Due to the limited capacity of BFs to transfer the stress, the undesirable decrease in the tensile strength of basalt composites cannot be compensated for by even more favorable environmental performance. 87 The superior outcomes of BF reinforcement over carbon fibers are shown by the energy/mechanical index obtained.
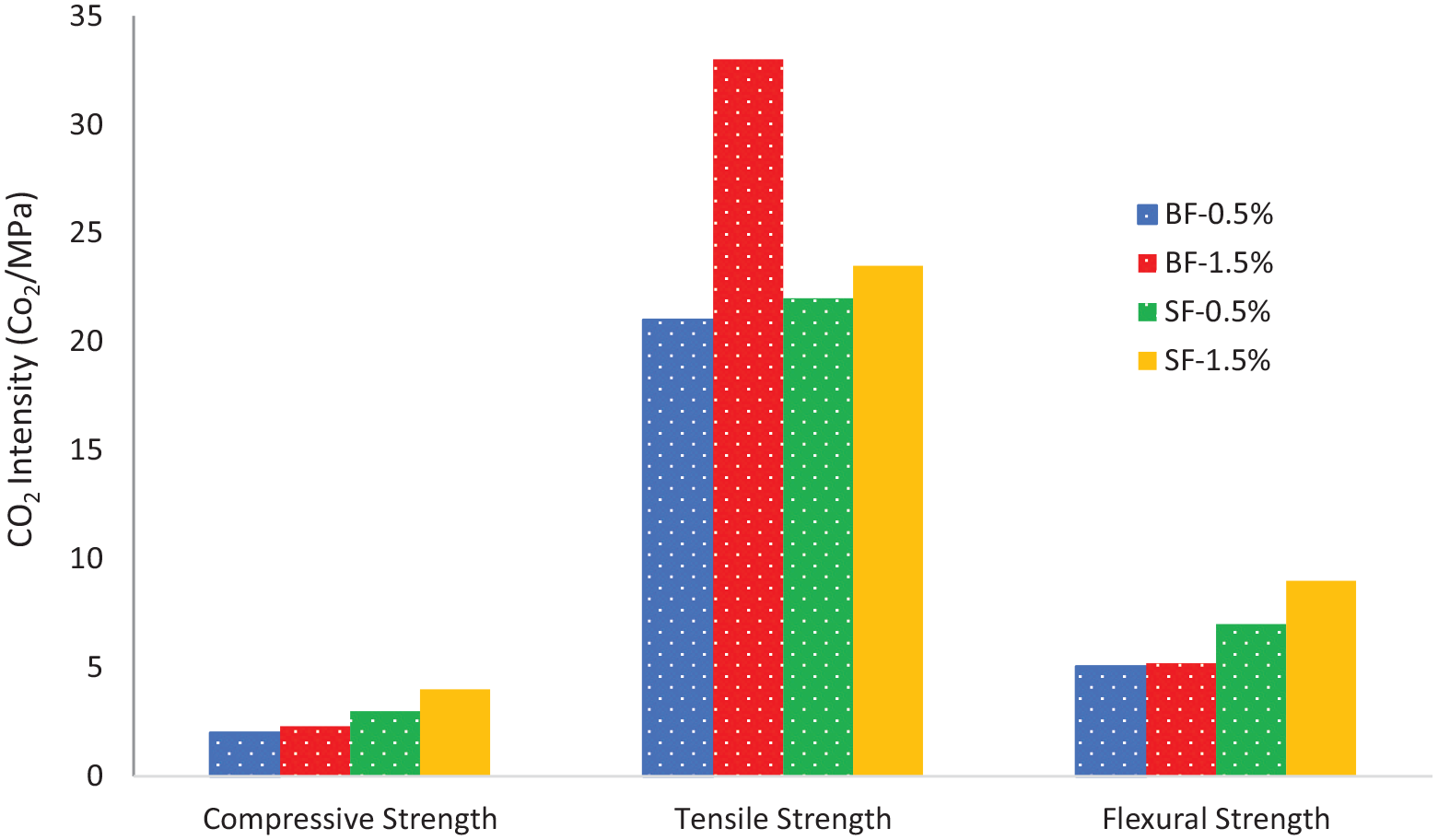
CO2 comparison between basalt fibers (BF) and steel fibers (SF). 86
In this light, using BFs as a concrete reinforcement may be seen as a good alternative that helps to increase material performance while also advancing sustainable aims. Basalt reinforcement has advantages for the ecosystem, as shown by Laiblová et al. evaluation of reinforced façade panels. 88 However, the authors could not identify the source of input data utilized for each reinforcement assessment. Therefore, it is difficult to compare the findings considering potential variations in BFs’ manufacturing techniques. The results are consistent with the hypotheses of numerous writers who claimed that the manufacture of BF had a lower environmental effect than that of steel or glass fibers. 89
A study found that, in addition to the advantages of mechanical performance, cost-efficiency, relatively simple production, and low weight are important factors to take into account when choosing the kind of reinforcing fibers (for instance, carbon reinforcement has a high cost and significant environmental impact). 90 All input materials must thus be carefully chosen to minimize production-related negative impacts, comply with current requirements, and balance mechanical, environmental, and economic performances. 88 Research also found that the effects of acidity on aquatic species are related to practically all forms of fiber reinforcing that are presently in use. However, regardless of the approach used, significant variations in Ozone Layer Depletion and Global Warming potential may be seen. 91 Significant consideration should be given to the accompanying local environmental implications, not only with regard to the energy mix composition but also with regard to local travel times and modes of transportation, which have the potential to significantly alter environmental impact. 92 The figures for environmental effects may somewhat vary depending on the manufacturing process and raw materials used. 93
Application of BFs
The range of applications for BF products is enormous. As shown in Figure 13, a variety of items are also available for civil applications. Asbestos is being replaced by fiber-based composites made of basalt in practically all applications. High-strength rovings for pultruded load-bearing components and concrete reinforcing bars, woven textiles for heat/sound insulation and fire protection, and stucco nets for wall strengthening and rehabilitation are all made using basalt filaments and fibers. 94 It may be applied in various concrete structures, including bridges, tunnels, dams, floors, and many other structures, like asphalt concrete pavement, aircraft landing runways, etc., which are frequently impacted by high humidity, acid, alkali, and salt medium. BFs have exceptional chemical stability in intense environments. The use of the structure has created many new opportunities.

Application of BFs in different sectors.
Due to its wide range of uses in building materials, basalt may be found in tubes, bars, pipe fittings, internal heat and boiler shells, tanks, chimneys, fire safety buildings, etc. In the building industry, good hardness, strength characteristics, rust resistance, a large temperature variety, and excellent insulating capabilities are all taken into account when choosing a material. 95 In the construction industry, BF, like basalt ore, has a distinct advantage due to its strong structure, exceptional wear resistance, and low water absorption. When compared to other fibers, BF provides a high strength-to-cost ratio. 12
In comparison to regular glass fiber, BF has higher elasticity and is more temperature-resistant, impact-resistant, and chemically stable, so composite materials made of different types of resins can be used in high-pressure, chemical, and thermal stress environments. BF reinforced composites and glass fiber or Aramid fiber-reinforced composites may often be compared. It charges about the same as glass fiber or a little less. Its primary performance indices outperform conventional silicon aluminum glass fiber, come close to the pricey magnesium silicate fiber, and have certain characteristics of carbon fiber. 96
A proper regulatory framework that specifies technical requirements and design guidelines while differentiating between scenarios of application on new or existing structures is required due to the growing usage of composite materials based on BFs in the area of construction. Currently, many national policies and European technical regulations relate to composite materials generally or, at the most, to conventional composites (based on glass, carbon, or aramid) for which there is a wealth of experimental research. 97
To examine its feasibility and flexural performance, the newly created basalt microfibers are inserted longitudinally as reinforcement. They show improved curvature ductility with enhanced highest moment capability of the beams. An increase in the BF reinforcement ratio improves the flexural strength of the beams regardless of the kind of concrete utilized. 98
The BF, elevated temperature resistance, acid-alkali corrosion, oxidation resistance, and stable size enable it to withstand demanding dedusting circumstances, increase dust removal effectiveness, and extend the filter bag’s lifespan. It may be used for dust collection or collection of products in the steel, cement, carbon black, chemical, and food industries.
Traditional composites made of cement are fragile and short-lived. The strength and toughness of composites may be improved, and the occurrence and spread of fractures in composites can be reduced, by using a sufficient quantity of BF.99,100
Conclusions
The purpose of this study is to collect information on already research carried out by other scholars. Treatment of BF, the performance of BF-reinforced concrete at elevated temperatures, microstructure analysis, environmental benefits, and application in civil engineering are the main aspects of this review. The details conclusion is given below.
Different treatment methods apply to BF which improved its performance. However, information is less, and more details study is required.
Concrete performance at high temperatures demonstrates that BF significantly increased its fire resistance. However, the dosage and fiber length is crucial. According to the study, 1.0 kg/m3 BF with lengths of 12 and 18 mm performs best when subjected to high temperatures. Furthermore, with the addition of BF, an increase in thermal conductivity is also seen.
Microstructure analysis shows that IZT crack considerably reduced with the addition of BF owing to the crack prevention. However, a higher dose of BF (2.0%) increased the ITZ cracks due to a lack of flowability.
BF has a significant positive environmental impact owing to its low mass associated with steel fibers and lower environmental expenses, all while maintaining mechanical performance. Given that both environmental and CO2 intensity per 1 MPa may differ for compressive, flexural, or tensile strength, both factors would be studied as per planned function and requirements.
BF, a novel and promising green material with excellent insulating capabilities, high strength, temperature resistance, and fatigue resistance, will have a lot of promise in the construction sector
Recommendations
A details study of the different techniques used to improve the performance of BF should be explored.
No or less information is available on the thermal conductivity and sound absorption of BF-reinforced concrete. Therefore, the suggested details study in this area.
To promote the further development of BF-reinforced concrete, demonstration projects can be established in industries to accumulate practical engineering experience.
The embodied energy and ecological influences must be considered in further studies.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors would like to thank the Deanship of Scientific Research at Umm Al-Qura University for supporting this work by Grant Code: (22UQU4250045DSR20).