
Abstract
The polymer composite material’s thermomechanical properties with fiber as reinforcement material have been widely studied in the last few decades. However, these fiber-based polymer composites exhibit problems such as fiber orientation, delamination, fiber defect along the length and bonding are the matter of serious concern in order to improve the thermomechanical properties and obtain isotropic material behavior. In the present investigation filler-based composite material is developed using natural hemp and high thermal conductive silver nanoparticles (SNP) and combination of dual fillers in neat epoxy polymer to investigate the synergetic influence. Among various organic natural fillers hemp filler depicts good crystallinity characteristics, so selected as a biocompatible filler along with SNP conductive filler. For enhancing their thermal conductivity and mechanical properties, hybridization of hemp filler along with silver nanoparticles are conducted. The composites samples are prepared with three different combinations such as sole SNP, sole hemp and hybrid (SNP and hemp) are prepared to understand their solo and hybrid combination. From results it is examined that, chemical treated hemp filler has to maximized its relative properties and showed, 40% weight % of silver nanoparticles composites have highest thermal conductivity 1.00 W/mK followed with hemp filler 0.55 W/mK and hybrid 0.76 W/mK composites at 7.5% of weight fraction and 47.5% of weight fraction respectively. The highest tensile strength is obtained for SNP composite 32.03 MPa and highest young’s modulus is obtained for hybrid composites. Dynamic mechanical analysis is conducted to find their respective storage modulus and glass transition temperature and that, the recorded maximum for SNP composites with 3.23 GPa and 90°C respectively. Scanning electron microscopy examinations clearly illustrated that formation of thermal conductivity chain is significant with nano and micro fillers incorporation.
Keywords
Introduction
Nowadays most of the researchers are showing their interest toward the natural fibers and natural fillers reinforced polymeric composites as they are environment friendly and easily decomposed when compared with the inorganic fillers and fibers.1,2 The natural fiber and filler are produced from the lignocellulose sources and incorporated in virgin polymers to improve their thermomechanical properties.3,4 Filler-reinforced composites possess certain advantages over fiber reinforced composites by eliminating problems such as fiber orientation problem, delamination, defects over the length of fiber, complicated manufacturing and processing techniques. 5 Inclusion of nano-materials in the epoxy resin helped to improve the thermomechanical properties the developed composite materials. Overall these fillers are in the range of 100 micrometer to 100 nanometer are used mostly. These fillers are of different dimensions termed as nanoparticulate, nanoplatelet and nanofiber. The use of different nanoparticles such as aluminum oxide, boron carbide, calcium carbide, silica, silver, gold, carbon nano allotropes such graphene, fullerene, graphite, multi-wall and single-walled carbon nanotubes. Fu et al. used epoxy resin as a polymer matrix and reinforced natural graphite, copper, aluminum, zinc oxide with 44.3, 68.2, 69.69 and 66.3 wt. % experimentally determined the thermal conductivity 1.68, 0.75, 1.11 and 0.81 W/mK respectively. 6 Wang et al. incorporated 5 wt. % graphene nanoplatelet in phenylene based epoxy resin. Determined the thermomechanical properties like flexural and tensile strength 145 MPa and 62 MPa respectively. The glass transition temperature is 158.3°C and thermal conductivity value 0.45 W/mK. 7 The use natural filler such as bamboo, coir, wood, hemp and pineapple added in thermosetting polymer to determine the thermomechanical behavior of the developed composite. Kumar et al. used Cocos nucifera filler-reinforced in epoxy. The thermogravimetric analysis was carried out and the tensile strength, modulus of elasticity 27.58 MPa and 0.738 GPa respectively. Similarly with the use of wood filler in the epoxy polymer matrix to determine the tensile, fracture and dynamical mechanical characteristics improved with the filler addition. 5,8 Gouda et al. determined the thermomechanical behavior of the hybrid filled reinforced polymer composite material. The hybrid polymer composite material was developed with incorporation of the chemically treated micro bamboo filler and graphene nanoplatelet with varied filler weight percentage. The maximum tensile strength and elastic modulus are 52.48 MPa and 1.28 GPa and flexural strength, flexural modulus are 56.8 and 5.19 GPa and thermal conductivity is of around 1.21 W/mK respectively. The improvement in the thermomechanical behavior of the hybrid polymer composite might be due to the synergetic effect of dual filler.9,10 The significant numbers of researches are performed to determine the thermomechanical behavior of the polymeric composites. Mwaikambo et al. investigated that, the crystalline index (Icr) of the untreated hemp fiber is much better when compared with the various other untreated natural fibers and also reported that after alkalization or any treatments of fiber, the natural fibers showed an increase in Icr. 11 Javanbakht et al. reported that, natural fibers consist of cylindrical air column concentric with the fibers are called lumens and these lumens are responsible for minimizing the thermal conductivity of the natural fibers. 12 The natural fiber with more moisture has more thermal conductivity than the dry natural fiber. This is observed that the existence of moisture improves the thermal conductivity of materials but the occurrence of moisture originates ill effects to the polymeric composites such as poor interfacial bonding among the fiber and matrix materials. 13
This is well understood from the previous investigation that the hemp has a good crystalline index. This is observed that the hemp fibers are strong in insulation than thermal conducting because of its porous structure. 14 Hence, in this work, the hemp is embedded in micro filler to reduce the lumen formation and the conductivity is investigated. This is well known that the materials with higher crystalline structure have better strength than the amorphous materials. Basics of heat transfer state that the crystalline structure has high thermal conductivity than that of the amorphous part. So, here the hemp filler is chosen as an incorporation filler material, as it has good Icr. Here hemp is chosen in the form of filler, so as to reduce the effect of lumen and porosity on the thermal conductivity. Chemical treatment (alkalization) of plant fibers results in an increase of Icr and enhances the surface texture. 6 Enhancing the surface texture leads to increased interfacial energy, this, in turn, improves the mechanical and thermal stability of the composites. 15 The thermal stability of filler-reinforced composites enhanced because of their modified crystalline structure after treatment. 16
In general, carbonaceous materials, metal and ceramic are reinforced as filler materials to enhance the thermal conductivity of the thermosetting and thermoplastic materials. Among the above stated three categories, carbonaceous and metal fillers have good thermal conductivity. 17 Pashayi et al. demonstrated that Silver nano particles reinforced composites showed good enhancement in thermal conductivity when compared with the silver micro particles reinforced composites. There is an enhancement of nearly 40 times, for nano particle composites when compared with micro particle composites. Silver nano particles within the matrix form a metallic self-constructed nano structured network by self-sintering at relatively low temperature. This phenomenon of self-sintering is not observed in micro composites which are mainly responsible for conductivity enhancement. Thermal conductivity of composites depends on the shape and size of the reinforcement phase. 18 Tekce et al. reported that different shape and size copper filler-reinforced composites has different thermal conductivity values. Among fiber, sphere and plates shaped filler-reinforced composites, fiber shape reinforced filler composites have better conductivity when compared with spheres and plates. 19 It is reported in the literature that composites embedded with different size of filler particles of the same type possess more thermal conductivity than that of single particle size loading at a particular volume fraction. 20 Aspect ratio, the surface morphology of filler and filler packing in the composite has more influence on the thermal conductivity of the composite.
This much clear that among various natural fillers hemp filler have better crystallinity index which will support in the improvement in the thermomechanical behavior with SNP. The synergetic effect of the high thermal conductive filler and light of natural hemp filler enhances the hybrid composite material properties to a new height and may increase the area of application such thermal interface material, conductive paste, electrical and electronic packaging.
The thermal conductivity of the composites is investigated by a performing conductivity test. Static and dynamic viscoelastic properties of the developed composites are evaluated by using tensile and dynamic mechanical analysis respectively. Dispersion of filler in the composite and filler adhesion with the matrix is investigated by scanning electron microscopy. In this work, composites of three systems were fabricated. System-X is a sole metallic silver nanoparticles reinforced composites, system-Y is sole natural lignocellulose hemp filler-reinforced composites, system-Z is a hybrid composite of constituting of silver nanoparticles and hemp filler. The novelty of this work lies in fabricating the sole and hybrid composites constituting of a nano-sized silver filler and micro hemp natural filler.
Materials and methodology
Silver nanoparticles (SNP) with an average particle size in the range of 50 to 80 nm are used in this work is purchased from Platonic Nanotech Pvt. Ltd, India. Hemp fiber is collected from Gogreen products Pvt. Ltd., and Epoxy resin diglycidyl ether of bisphenol A and hardener Triethylenetetramine is purchased from Atul Ltd, India, are mixed in the ratio 10:1 by weight as prescribed for curing. The selection of this epoxy system is selected as it is suitable for making and industrial composite i.e. filament welding, pressure molding and pultrusion with a long pot life. The typical properties of epoxy resin and hardener are provided in Table 1.
Properties of epoxy resin and hardener.

Chemical treatment
Hemp filler is extracted from hemp fiber through the ball milling process. Sieving is done and an average particle size of less than 150 microns is achieved and is used in this work. Distilled water is used to wash the filler material followed by washing with acetone for the removal of oil and debris particle. The Filler material is then placed in a muffle furnace at 60°C for an overnight to dry the filler material. 21 A chemical treatment called alkali treatment (NaOH) is done on hemp filler. The main objective of performing alkali treatment is to rise the interfacial bond strength among the filler and the matrix which leads to enhanced stress transfer between the filler and the matrix material as well as reduce the thermal contact resistance by better adhesion of fiber and matrix. 22 Treatment of natural fibers and fillers lead to better thermal stability at elevated temperature because of the increased Icr and enhanced molecular structure. This enhancement is observed as a result of the removal of lignin and hemicellulose. 9 Alkalization is carried out using 5% aqueous sodium hydroxide (NaOH) solution in a cylindrical beaker, which is prepared by dissolving 5 grams of NaOH pellets in 100 ml of distilled water. 21 Now, the untreated hemp filler is added to the above-prepared sodium hydroxide solution. The cylindrical beaker is placed on a magnetic stirrer, the mixture is magnetically stirred for 8 h at a constant speed of 870 rpm, at a temperature of 48°C. The alkaline solution is made neutral by washing the treated hemp filler with distilled water for several times to make pH7. The Hemp filler is then allowed to dry in room temperature for 48 h and then placed in a muffle furnace at 60°C for 6 hours. To understand the much better way the flow chart for chemical treatment of natural hemp fiber is shown in Figure 1.
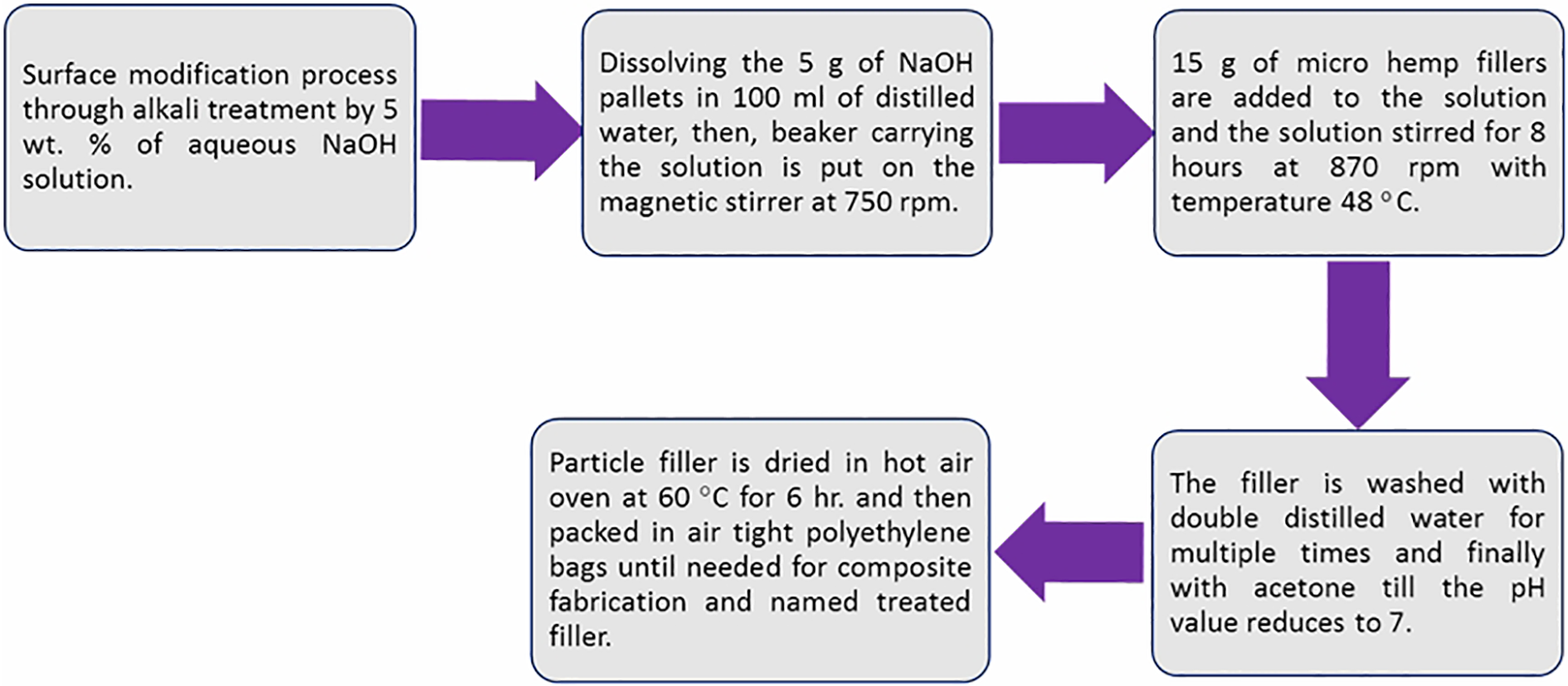
Chemical treatment for the natural hemp filler.
Sample preparation
Samples are prepared for various testing like thermal conductivity test, tensile test and dynamic mechanical analysis as per their respective ASTM standards using hand layup technique. The detailed ASTM standard for all the samples is presented in the respective sections. The silicon rubber mold that is used in the development of the samples are initially sprayed with releasing agent this helps in the easy withdrawal cured samples from the mold cavity. The epoxy resin diglycidyl ether of bisphenol A (DGEBA) and hardener Triethylenetetramine (TETA) along with the respective filler are stirred at 100 rpm for 5 minutes for proper dispersion. The entire mechanically stirred mixture is subjected to sonication for 60 minutes with 70 watt power supply to ensure the homogenous mixing of fillers in the neat epoxy polymer. In order to avoid the temperature generation during the sonication process mixture was placed in an ice bath chamber and regulated pulsed mode operation. Degassing of the mixture is done to remove the entrapped air by placing it in the vacuum desiccator. The finally prepared mixture is slowly poured into the respective mold and a Teflon roller is moved over the mixture with a little pressure to remove the excess amount of air entrapped in the mixture. Now, the mixture is kept for curing process for 12 hours at room temperature. All the prepared samples are divided into three-phase of material systems along with the neat epoxy polymer sample. The neat epoxy polymer samples are prepared without the addition of any filler material. Under system-X sole silver nanoparticles reinforced composite samples are prepared by varying silver weight percentage (wt. %) 10, 20, 30 and 40 respectively. Under system-Y sole lignocellulose, natural hemp filler samples are prepared by varying hemp filler as 2.5, 5, 7.5, 10 and 12.5 by wt. % respectively. Under the system-Z hybrid composite consist of fixed 7.5 wt.% hemp filler and varied SNP wt.% are developed. The details of developed samples that are prepared with respective compositions are shown in Tables 2 to 6.
Thermal conductivity of SNP reinforced epoxy composites.

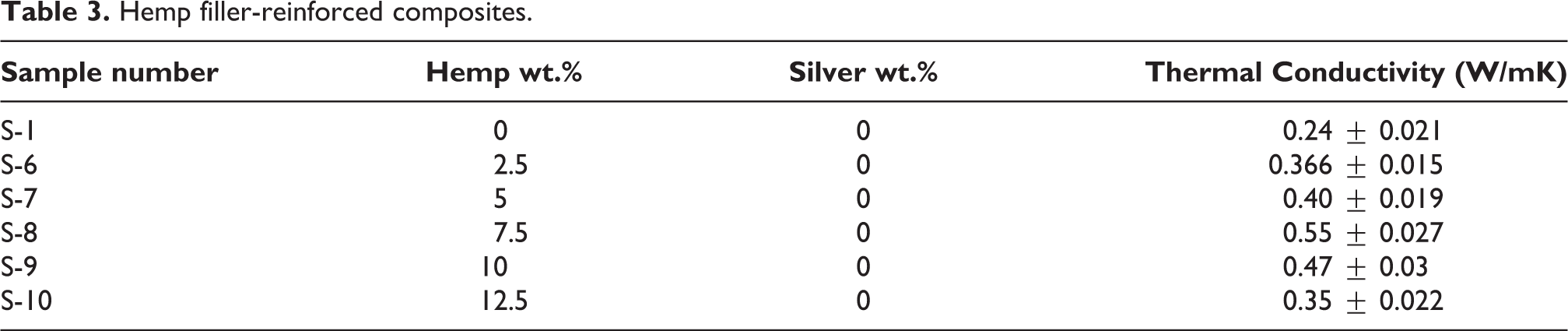
Hemp filler-reinforced composites.
Thermal conductivity of hybrid composites.

Tensile testing results.

Dynamic mechanical analysis.

Conductivity testing
The conductivity test was conducted using the third-generation C-Therm TCi thermal conductivity testing device. This works on the principle modified transient plane source (MTPS) having testing capability up to 0 to 500 W/mK. The thermal analyzer consists of heating sensor, power supply unit and advanced software. The sensor consists of a platinum heating coil backed up with insulating material and surrounded by a guard ring to ensure one-dimensional heat transfer. The specimen is placed on the top of the heat-reflecting sensor. In most particle cases a negligible residual error of less than 0.1% as per the machine technical information. Conductivity samples are developed as per ASTM D-5930, with sample size of 25 mm diameter and 5 mm thickness. 23
Tensile testing
The tensile test are conducted using a universal testing machine (UTM) to find the strength and stiffens of the prepared composites. Tensile specimens are prepared as per ASTM D-638 with dumbbell shape with a gauge length of 7.65 mm and for each variation, five samples are tested at a constant crosshead speed of 1 mm/minute with a load cell of 50 kN at room temperature. 24 The tests are carried out under quasi-state tensile loading condition and the respective mechanical properties like ultimate tensile strength, elastic modulus and elongation at break of the composites are measured.
Dynamic mechanical analysis (DMA)
DMA is performed to find the viscoelastic characteristics of the developed polymeric composites and to investigate the molecular mechanism under the influence of temperature. The analysis is done with a temperature range of 20–200°C. The storage modulus, loss modulus and tan delta of the composite with respect to applied frequency. Damping factor (Tan δ) curve of prepared polymeric composite’s gives us information about glass transition temperature (Tg) and the adherence of the filler material with the matrix. DMA test is conducted in the presence of nitrogen gas environment at a heating rate of 5°C/minute and 1 Hz frequency with a static and dynamic strain of 0.2% and 0.1% respectively. DMA samples are prepared as per ASTM D-7028 standards. 25
Field emission-scanning electron microscopy (FE-SEM)
FE-SEM (field emission-scanning electron microscopy) is used to determine and understand the dispersion of the filler in the matrix phase in vacuum medium with high range of magnification 100× to 10000× and 5 kV voltage at room temperature. Polymeric composites are mainly non-conductive in nature, therefore the samples are coated with conductive gold particles to eliminate the phenomenon of charging. Charging is a phenomenon where the electrons get accumulated on the surface of the non-conductive samples. The filler and matrix zones are viewed as perpendicularly for the microscopy examination.
Result and discussion
Thermal and mechanical properties of the sole silver, sole hemp, and hybrid composites are investigated. Conductivity test, tensile test, and DMA are conducted to investigate their respective properties of the composites. Each of the testing’s is explained using the graphical plots. Justification of each test is done in the respective section. SEM examination is performed to observe the dispersion of fillers in the matrix phase.
Conductivity test
The conductivity test, samples of three different systems are fabricated. System-X is sole metallic silver nano particles reinforced composites, system-Y is sole natural lignocellulose hemp filler-reinforced composites and system-Z is a hybrid composite constituting of SNP and micro hemp filler. The composition and conductivity of system-X, system-Y and system-Z are shown in Tables 2, 3 and 4 respectively. From the Figure 2, it is observed that as the silver weight percentage in the composite increased, the thermal conductivity of the composites improved. The highest conductivity of 1 W/mK is noted at 40 weight percent of silver loading in the composite. There is a 316.66% enhancement in thermal conductivity at 40 weight percent of silver loading when compared with the pristine epoxy. This is due to the formation of a well-established thermal conductivity path. 19 With the increase in nano particles loading, the rate of heat transfer increases due to the formation of 3D networks for heat transfer.20,26 So, the conductivity improved with the increase in SNP loading. The formation of the conductivity network is observed in the SEM examination. Figure 3d illustrates the formation of thermal conductivity paths. Enhancement in the network formation took place with the increase in the SNP content which is clearly seen in Figure 3a–d, SEM images show that with the increase of silver loading the three dimensional network formation is enhancing. This trend of network formation is not witnessed in the hybrid composite and sole hemp filler-reinforced composites specimens. This ensures that the formation of conductivity path is more dominant in nano composites than the micro composites. From the Figure 4, it is noted that the conductivity of the hemp filler composite gradually increased from zero weight percentage filler loading to 7.5 weight percentage loading and then after the thermal conductivity kept decreasing. The thermal conductivity value gradually increased from 2.5% to 7.5% due to the formation of a path for heat transfer. The path formation (thermal conductivity paths) in hemp composites is not that efficient as compare to SNP composites. After 7.5% loading of filler, the thermal conductivity gradually decreased owing to the inappropriate dispersion of filler particles in the matrix medium. SEM examination showed that with the increase filler content beyond 7.5 wt. %, the dispersal of fillers in the matrix is inappropriate. This inappropriate filler mixing leads to the stacking of filler. Stacking of filler leads to decrease the thermal conductivity. Figure 3g illustrates the filler stacking due to high filler content. From the results, it can be anticipated that with the stacking of filler the contact thermal resistance between the filler particles in the conductivity chain increases. From Figure 5f, it can be concluded that the formation of a conductivity path is better at 7.5% of filler loading than other filler content loading. This is due to a better interaction between filler particles with less thermal contact resistance when compared with another content loading. At 2.5% hemp filler loading, stacking of filler is noticed which can be witnessed in Figure 3e.

Thermal conductivity of varied SNP composite.

a. SNP at 10 wt. %. b. SNP at 20 wt. %. c. SNP at 30 wt. %. d. SNP at 40 wt. %. e. Hemp filler at 2.5 wt. %. f. Hemp filler at 7.5 wt. %. g. Hemp filler at 10 wt. %. h. Hybrid, SNP at 10 wt. %. i. Hybrid, SNP at 40 wt. %.

Thermal conductivity of varied hemp filler composite.
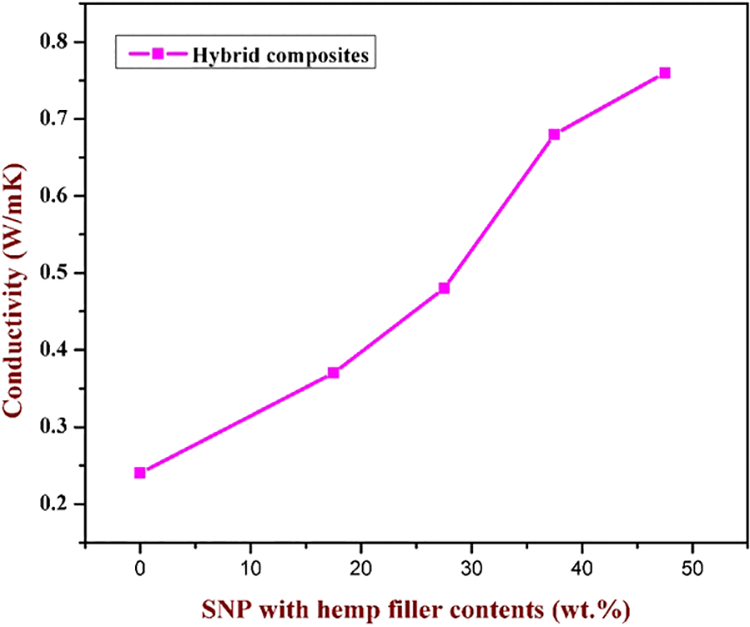
Conductivity of hybrid composite at constant hemp 7.5 wt. % and varied SNP filler.
Here, the hybrid composites with four compositions are prepared. From the result of hemp filler-reinforced composites, it is observed that composites with 7.5 wt. % of filler possesses good thermal conductivity. So, for the preparation of hybrid composite, 7.5 wt. % of hemp filler is kept as a constant constituent and the silver nano particles are varied from 10 wt. % to 40 wt. %. For the hybrid composite, the highest conductivity of 0.76 W/mK is recorded at 7.5 wt. % of hemp filler and 40 wt. % of silver nano particles loading. The dispersion of dual filler in hybrid composites is shown in Figure 5h–i. The SEM examination clearly explains that thermal conductivity paths are well formed by the nano-size particles than that of micro fillers. 18 The hybrid composites are expected to give more thermal conductivity than that of the SNP composite due to the hybridization effect. But in actual, the tests revealed that the highest enhancement of 316.66% is noted for SNP composite whereas the highest enhancement of only 216.6% is recorded for Hybrid Composites is shown in Figure 5. This could be due to the hindrance of thermal conductivity path formation due to the hybridization of micro natural filler with the nano-metallic filler. It could be also due to the inappropriate compatibility between the two chosen fillers in the formation of 3D conductivity path.
Tensile test
Tensile testing is done for three compositions to investigate the strength and modulus of composites at their highest thermal conductivity composition. Each composition is chosen from each system that has the highest thermal conductivity within the respective system. Samples, T-02, T-03, and T-04 were chosen from system-X, system-Y, and system-Z respectively. The compositions and their results are tabulated in Table 5. The results of the three samples and virgin epoxy are plotted in Figure 6. Among the three compositions chosen, the highest ultimate tensile strength (UTS) 32.03 MPa is observed for SNP reinforced composites at 40 wt. % due to better stress transfer from filler to matrix.27,28 The hybrid composite and sole hemp filler composite, ultimate strength of 28.66 MPa and 26.02 MPa are recorded respectively. From the results, it can be concluded that better stress transfer is possible with SNP than micro hemp filler. An enhancement of 39%, 13.13%, and 24.6% in ultimate tensile strength was recorded for T-02, T-03, and T-04 samples respectively when compared with neat epoxy sample T-01. There is an Enhancement of 109.7% in the Young’s modulus for the hybrid composite when equated with the virgin epoxy. Highest Young’s modulus is reported by hybrid composite at 40 wt. % SNP and 7.5 wt. % hemp filler loading whereas highest UTS is obtained for sole silver particle composites at 40 wt. % SNP loading. An interesting note to be observed is that the UTS and highest elastic modulus is different for different samples. The highest tensile strength for the sample T-03 might be due to the better bonding and stress transfer from the filler to matrix. This also concludes that the SNP are more compatible with epoxy than the hydrophilic hemp filler. 8 The highest Young’s modulus is perceived for the hybrid composites, this is due to the addition of higher modulus hemp filler to the SNP particles loading. 29 Also, might be due to the increased crystallinity percentage by the addition of the highest crystalline natural filler, Hemp. 30 Many existing works also showed the disparity in the highest tensile strength and highest Young’s modulus at different filler content.
Comparison of tensile testing results.
Dynamic mechanical analysis (DMA)
DMA is done for three different compositions to investigate the deviation of storage modulus values with respect to temperature in the range of 20 to 200°C. Samples D-02, D-03, D-04 are chosen from system-X, system-Y, system-Z that has the highest thermal conductivity within the respective system. Glass transition temperature and storage modulus of the samples are tabulated in Table 6.
Storage modulus (E’)
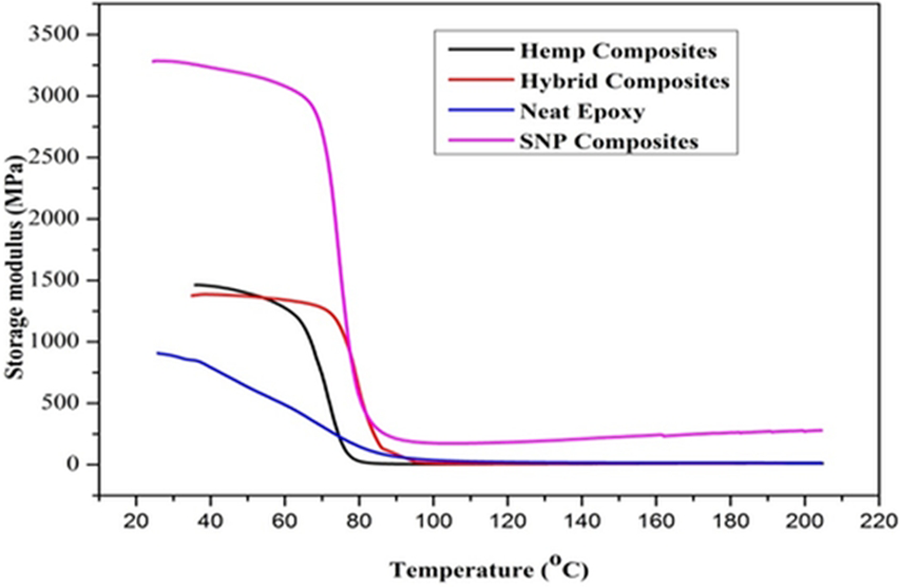
The amount of energy observed per cycle of oscillation is called as storage modulus. 31 The deviation of storage modulus values with respect to temperatures are shown in Figure 7. The comparison of storage modulus data is done along with the neat epoxy to understand the effect of filler reinforcement. It is depicted that the storage modulus values of the virgin epoxy is far less than the filler incorporated composites. At 40°C, the highest storage modulus value of 3231 MPa is recorded by the SNP composites (D-02) and the lowest value of 791 MPa is recorded by the neat epoxy. In all the cases the storage modulus reduced with the increase in temperature due to the breakdown of the cross-linking bonds among the molecular chains owing to molecular chain movement at elevated temperature. 32 In general, the polymer curve undergoes through three distinct phases namely glassy region, transition region and the rubbery region. 5 After the glass transition temperature, curve enters the rubbery region where it is almost clearly depicts the glass transition temperature with an almost sharp peak.

Variation of storage modulus with temperature.
Glass transition temperature (Tg)
Glass transition temperature, where the polymeric material alteration of its phase takes place from the glassy region to the rubbery region. 33 The measured from tan delta graph. Figure 8 shows the difference of the tan delta with respect to temperature. Comparing to the neat epoxy the tan delta values at the Tg of the particulate reinforced composites are lower. Lower damping factor in the filler-reinforced composites is attributed to the reduced molecular chain mobility in the presence of filler particles. Reduced molecular chain moments reduce dissipation energy. 34 The glass transition temperature slightly increased for the filler-reinforced composites when related with the virgin epoxy. The glass Tg is in the range of 85 to 90°C for the particulate reinforced composites and 80°C for the neat epoxy. The enhanced glass transition temperature demonstrates the enhancement in the cross-linking of the polymer due to the filler reinforcement. 35 The filler reinforcement created some active sites for the cross-linking enhancement. 36 The DMA concludes that the developed composites can be used as a thermal interface material (TIM), conductive paste and electronic packing in the permissible glass transition temperature for smooth operation.

Damping factor analysis.
Conclusion and future scope
The present research article was focused on the improvement of virgin polymers thermomechanical properties with the inclusion of lightweight of natural hemp filler and high conductive SNP filler. The synergetic effect of dual filler in polymer matrixes significantly improved material behavior. From the experimental work following conclusions are summarized: Among all the developed hemp filler-based composites, highest thermal conductivity value is obtained at 7.5 wt. % hemp filler loading and enhanced the conductivity value up to 129%. It is observed that in the case of pure conductive 40 wt. % SNP filler in epoxy matrix showed the maximum improvement in the thermal conductivity up to 316.66% compared to the pure epoxy sample. In the case of hybrid composite samples, an enhancement of 233% is noted at 40% silver, 7.5% hemp filler loading. As the natural filler inclusion along with SNP conductive filler partially reduced the formation stronger conductive path in the developed hybrid composites. This can be clearly understood from SEM examinations that the formation of thermal conductivity chain is significant with nanofillers than that of micro hemp fillers. The ultimate tensile strength values are obtained for the SNP filler-based composite and the highest Young’s modulus value are obtained for the hybrid polymer composite with 7.5 wt. % of hemp and 40 wt.% of SNP filler. The maximum tensile strength and Young’s modulus are 32.03 MPa and 2361.48 MPa respectively. The Dynamic mechanic analysis helped to determine the storage modulus values. The modulus showed an enhancement of 4 folds for the 40 wt.% SNP composites when compared with the pristine epoxy. With the rise in the temperature, the storage modulus declined attributable to the breakage of cross-linking at elevated temperature owing to the movement of the molecular chains. Suppression in the damping factor in the filler-reinforced composites is attributed to the reduced molecular chain mobility in the presence of filler particles. Reduced molecular chain moments reduce dissipation energy. The glass transition temperature for all the composites is in the range of 85 to 93°C. The conclusion suggests dual fillers plays a major role by considering all the thermomechanical, mechanical and conductivity results. The developed composites can be used for the thermal interface materials, conductive paste and electronic packing materials for low heat-generating devices
To conclude such development of composite material for enhancing the thermomechanical properties. The focus can be made to improve the density of the conductive path and stronger polymer bonding with the addition of different catalysts.
Footnotes
Acknowledgments
Authors are extremely grateful to reviewers and editors for the time they spent on studying the manuscript and their valuable suggestions for improving it. The author would like to acknowledge National Institute of Technology for providing financial and technical support.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.