
Abstract
Natural fiber reinforced composites are a lightweight, affordable, and environmentally friendly replacement for many problematic applications. These natural fibers could be constructed into flexible planar materials with the aid of composite phenomena that can be used for a variety of applications where flexibility is important like as artificial leather. In this work, nonwoven matt made from spinning wastes of jute fiber was used to reinforce the biodegradable polyvinyl alcohol (PVA) matrix. The percentage of fibers within the PVA matrix was adjusted to develop the flexible planar composites. The nonwoven matt was immerged into the PVA solution casting mold with the aid of the solution evaporation approach. The flexible planar composite was then obtained through heat-induced pressing. Tensile strength, tearing strength, bending modulus, flexing endurance, abrasion resistance, and moisture management profiles of the developed flexible planar composite were assessed. Additionally, studies were performed for Fourier-transform infrared spectroscopy (FTIR) and thermogravimetric (TGA) analysis. The tensile strength has been found 7.78 N/mm2 with 9.84% elongation for a 1.2 mm thick flexible composite. The flexing endurance has been supported by no visible crack formation against 50,000 flexing cycles. The moisture management profile has been ensured by the hydrophobic surface of the composite. Developed flexible planar composite has been shown to have consistent mechanical performance for use as artificial leather, which could be appealing for the fabrication of leather-alternative bags, belts, and wallets.
Introduction
Presently the demand of leather based merchandize is high and it is growing significantly. The animal leather is collagen based animal hide that has undergone chemical processing to make it useful for product manufacturing. The processing chemicals, additives, and produced waste contains carcinogenic chromium, malodor, biocidal exercise, soil contamination, air, and water pollution.1,2 The negative effects of the animal leather industry are lessened by cleaner technology, 3 recycling, 4 reusing, 5 and reducing hazardous chemicals. 6 But still presently it is threating as the metal remains an irreplaceable tanning agent and some enzymes are potential toxic hazard. 1
The environmental impact of synthetic leather production is lower than the animal leather along with many other credible properties. 7 The synthetic leather is identical in appearance to animal leather, low cost, consistent mechanical behavior. 8 Some characters of the synthetic leather are indeed better than those of animal leathers like as soft handle, crease resistance, hygroscopic ability, ventilation, easy-care, and easy volume-producing.9,10 It also saves the animals from being slaughtered in the name of leather. However, the major part of synthetic leather is made from polyvinyl chloride (PVC), polyurethane (PU), and polyolefin (PO) mixed with a base material of plant and/or synthetic fibers,7,11 which are made from carbon-based materials that also need special care for recycling. Therefore, replacing these materials with the bio-degradable fibrous materials can be a better choice.
Natural fibers are soft, flexible material. On the other hand, the polymeric resin PVA is water soluble and biodegradable that can form flexible film. The combination of these natural fibers with the polymer PVA can form the flexible planar composite to be applied where flexibility is essential like leather based merchandise. However, limited research works have been carried out for incorporating natural fiber to fabricate planar composite. There have been some efforts to combine fabric with leather or bonding or coating of fabric to reduce the hurtful impacts of leather. The plain woven blend fabric of pine apple leaf fiber (45%)–wool (45%)–polyester (10%) is combined with cow softy leather to fabricate handbags and garments. The mentioned fabric having the number of ends and picks per inch 40 and 40, respectively, revealed the tensile strength 33 N/mm2, elongation 57%, and tongue tear strength 144 N/mm. 12 Again, the plain woven banana fabric having the number of ends and picks per inch 21 and 32, respectively, of yarn count 2/20 S is assessed as comparable to buffalo shrunken grain leather as the tensile strength 26.8 N/mm2, elongation 21.2%, and tongue tear strength 118.7 N/mm. The projected fabric is recommended to be utilized for making a variety of products in combination with leather. 13 The plain woven cotton fabric is adhesive bonded on the back of polyurethane sponge to develop artificial leather for upholstering the car seat. 14 The PALF nonwoven multi-layered mat is pressed with fusible poly lactic acid (PLA) fibers and fused to make the composite mat with petroleum based resin coating to give the leather like surface appearance. 15 The cellulosic fibers based nonwoven is impregnated with acrylate-based polymeric binder with a leather look appearance. 16 The flexible composite has been fabricated by the mixture of crushed jute fiber and leather waste reinforced with nitrile rubber based resin. The higher tensile strength as 52.67 N/mm2 with lower water and oil absorption of the flexible composite has been recommended for leather commodities. 17 Another work on flexible composite has been fabricated from needle punched ramie non nonwoven fabric and compared with wet blue chrome tanned goat leather. The tensile strength of the flexible composite has been found 50% less than goat leather while almost similar tear strength and absorbency time. At the same time, it applied the harmful chemicals in the matrix phase of the composite like zinc oxide, sulfur, potassium hydroxide, and paraffin wax. 14
The jute fibers are not yet used to fabricate PVA based flexible planar composite that can appeal to use as artificial leather. Particularly, the glycerin cross-linked polyvinyl alcohol (GPVA) based flexible planar composite reinforced with jute short fiber is not explored. Glycerin is non-toxic and biodegradable that improves the flexibility and hydrophobicity of the flexible composite. Therefore, a flexible composite made of GPVA reinforced with jute short fiber could serve as a sustainable alternative for leather.
Materials and methods
Materials
For this study, Janata Jute Mills Ltd. in Narsingdi, Bangladesh, provided jute nonwoven matt with a 2 mm thickness and 200 g per square meter (GSM) in weight. It was made from waste jute fiber. The lab grade PVA (hydrolysis mole 99%, MW 125,000) was brought from Research-Lab Fine Chem, India. Glycerol anhydrous (purity 98%) and ethanol (quality 99.9%) were sourced from Merck Specialities Private Ltd. in India and Darmstadt, Germany, respectively.
Methods
Preparation of the PVA resin and mixing with glycerin
The granular PVA resin was solubilized by magnetic stirring. The 10% PVA granules was stirred at 600 rpm at a temperature 80°C for 2 h. 18 Thereafter, the 30% (w/w) glycerin was added with PVA and stirred with a beater at 500 rpm for 3 min. Then the mixed solution was kept on heating plate at 35°C for 2 h to alleviate the air bubbles formed because of stirring.
Preparation of the composite
The jute nonwoven fabric is straightened and placed firmly onto the casting mold. The mixed solution of PVA and glycerin is poured onside of the fabric. The 10% PVA solution is such viscose that it can spread through the pores of the jute nonwoven fabric. Therefore, the PVA solution that was put on top of the jute nonwoven fabric passed through the bottom. After pouring the solution according to the Table 1, it was allowed to evaporate water. So that the resin materials and jute nonwoven fabric are got bonded with each other. The temperature was 60°C maintained for 19 hours in an oven. By the mentioned time, water is evaporated is such that the resin cannot flow out of the composite arrangement. Afterwards the fluffy structure of the composite was pressed at 85°C for 15 min by the heat press machine to get the after mentioned thickness of the composite. This temperature (above the glass transition of the PVA polymer) reshapes the polymer by the help of pressure. 20 As a result, the composite becomes a permanent planar structure. The composite preparation procedure from the waste jute short fibers is depicted at Figure 1.
Several weight fraction of resin and fiber for the developed flexible composite.

t* Thickness of the planar composite.
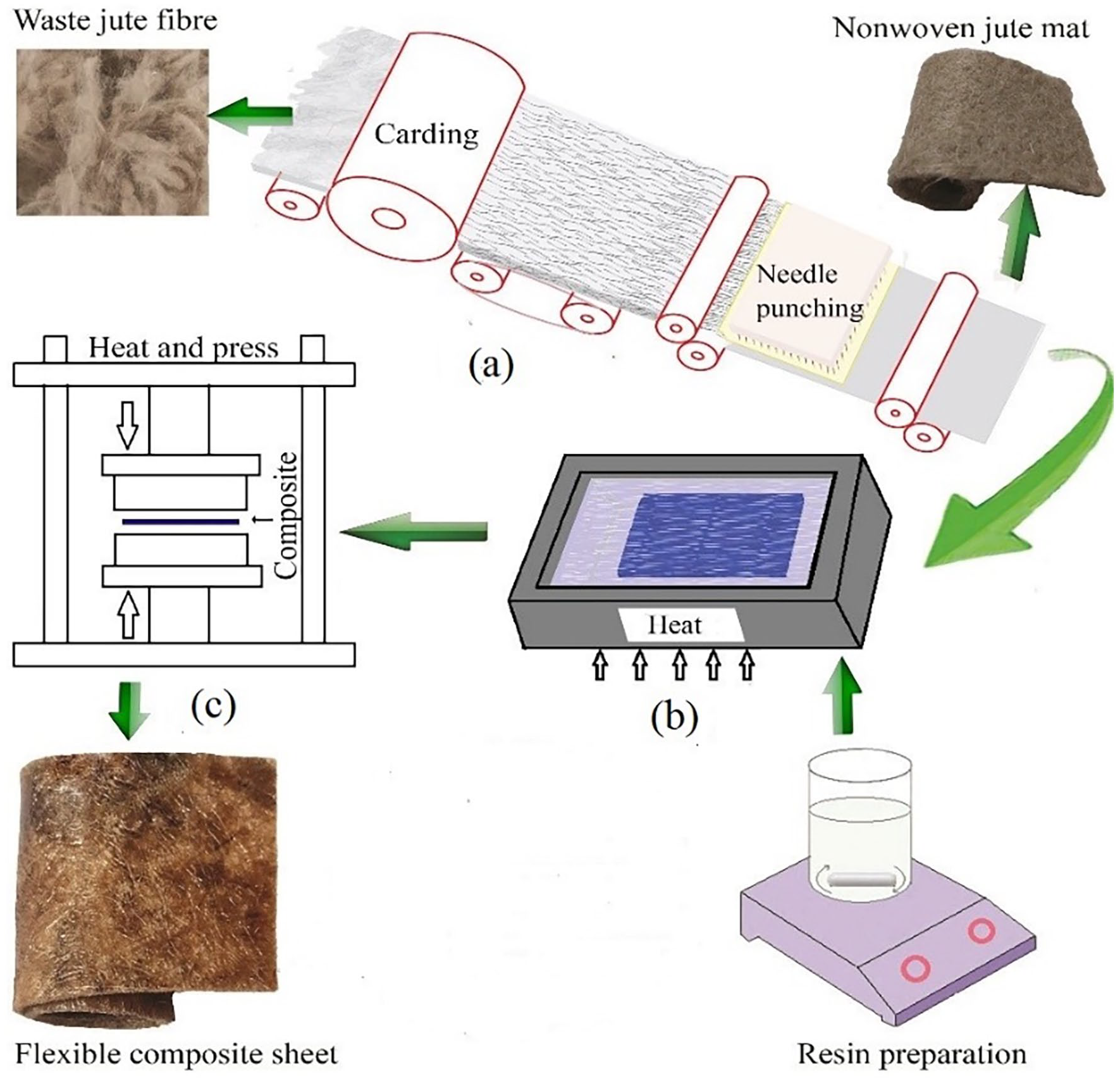
Preparation procedure of the flexible composite: (a) preparation of jute nonwoven matt, (b) composite cast on process, and (c) heat induced pressing.
The percentage variations of reinforcing fiber within the resin matrix are presented at Table 1. These percentage adjustments are an experiment to find out the optimum fiber dependence for the resin utilized in the abovementioned composite cast on process.
Characterization
The characters are tested and analyzed to identify how the flexible composite could be used. The tensile strength and extension at break of the flexile composite was assessed with tensile strength tester (STM 566) according to TM 43:2000. The sample length was 100 mm with the extension rate 100 mm/min. The tear strength was assessed with the Baumann method (STM 566) according to TM 162:1992. The sample length was 25 mm with the extension rate 100 mm/min. The bending behavior was assessed by Shimadzu AG-X plus testing machine on three point bending according to ASTM D790. The resistance to cracking was assessed with the vamp flexer (STM 601) according to TM 25 for 50,000 flexing cycles. The abrasion resistance was assessed with the Martindale abrasion tester (M235) according to En ISO 12947-2 for the 50,000 abrasion cycles. The moisture management profile was assessed with the moisture management tester (M-290, SDL, Atlas) according to AATCC 195-2009. The moisture management profiles embed the wetting time, absorption tare, wetted radius, spreading time, one-way transport index, and overall comments of the flexible composite. The thermal degradation was evaluated by ELTRA’s thermo-gravimetric analyzer Thermostep ML (88100-3010) according to ASTM D7348-08e1 and bonding behavior of fiber and resin by FTIR (4600LE, JASCO) according to ASTM E168. The structural morphology was analyzed with a portable microscope (digital microscope, Jiusion, China). The surface roughness was measured with the image J software.
Results and discussion
Mechanical properties
The mechanical behavior of the developed flexible composite is presented in Table 2. The tensile strength, percentage of elongation, and tear strength are tested and analyzed. From the strength comparison at Figure 2(a), the maximum tensile strength obtained with the 30% fiber reinforcement (S2, TS2) among the percentages used for reinforcing the composite. The strength of a composite material crucially depends on the volume fraction and uniform distribution of reinforcing component 21 along with the quality of adhesion. 22 The uniform distribution of reinforcing fibers is ascertained by the uniform nonwoven web. The 30% fiber distribution among the percentages of fiber reinforcement forms the optimum adhesion of fiber to resin so that the high tensile strength of the composite. For the other composition, the resin proportion is not enough (S3 and S4) or crossing the optimum limit (S1) for binding all the fibers together within the resin matrix, hence strength reduces. It is also clear that increasing the thickness of a flexible composite increases its strength. The planar composite S1 (30% fiber, t = 2 mm) shows the tensile strength of 20.40 N/mm2, which is comparable in the range of leather belts. 23 The thicker composite’s cross section has a higher number of fibers to break, which results in increased strength.
Mechanical behavior of the flexible composite.


(a) Tensile strength, (b) elongation at break, and (c) tear strength for different composition of the flexible planar composite.
The percentage of elongation at break of the flexible composite is shown at Figure 2(b). It shows that the rises in elongation with the increment of resin proportion. This is due to fact that the PVA polymer elongates significantly before breaking while the jute fiber elongates a few.24,25 It also represents that the reducing of the percentage of elongation with the incremental thickness of the planar composite. Because of the greater number of fibers along the cross section of the thick planar composite tend to break rather than elongate. The tear strength also varies with the increment of fiber percentage which is presented at Figure 2(c). The tearing strength increases from the planar composite S1–S2. After then tearing strength reduces from the planar composite S2–S4. The planar composite S2 produce the high bonding of fibers to resin, hence conforming the highest strength. After then the volume of resin proportion for is not enough (S3 and S4) or crossing the optimum limit (S1) as discussed in tensile strength analysis. As the nonwoven jute matt from carded web was used for reinforcement of the planar composite, hence the case of tearing substantially has to break the polymeric film as the fibers are relatively aligned. Hence a low impact on the thickness of the composite.
The bending stress vs. strain curves are presented at Figure 3. Let’s have a look for the bending stress required at the point of strain of 4.5%. It shows that the greater force is required to bend the composite S2 than S1, S3 than S2, and so on because of the increment in resin proportion improve the flexibility. The far less flexural strength of S1 and S2 has been found as 5 and 10 N/mm2 than that of composite panel (80 N/mm2 or above) made for door panel or car body.26,27 This demonstrates the ability of the composite S1 and S2 to flex which is further supported by the after mentioned high flexural endurance.

Bending stress versus strain curve of the flexible composite.
Based on the mechanical strength and flexibility, the planar composite S1 and S2 are taken for further characterization to discover the consistency as the intended application calls for the flexibility of the planar composite.
Resistance properties
The results of crack genearation resistance of the flexible planar composite S1 and S2 against flexing action are tabulated in Table 3 and the visual effect of flexing action are showed at Figure 4(a).
Abrasion resistance and flexural endurance of the flexible composite (S1 and S2).


Image after (a) flexing and (b) abrasion action of the flexible composite.
It shows that the composite possesses the outstanding flexing endurance. The composite offers the freedom form the generation of crack after 50,000 cycles of flexing action instead of showing a piping effect. The composition of S1 and S2 is enough for binding the fibers within the matrix framework along with the good bonding between the reinforcing phase to the matrix phase of the planar composite. This high resistance to flexing action discloses the flexibility of the planar composite. 17
The results of abrasion resistance of the flexible planar composite S1 and S2 are given in Table 3 and the surface apprerance after the abrasional action are shown at Figure 4(b). After 50,000 abrasion cycles, the flexible planar composite shows a good resistance. The crosslinking of glycerin and PVA creates a robust covering that further protects the fiber by holding it firmly in place. The PVA forms the smoother surface.28,29 As a result, the composite surface resists abrasion damage.
Moisture management profile
In order to evaluate the moisture properties, separate fabrications of flexible planar composites based on PVA and GPVA were developed. The PVA resin is water soluble. 30 So, GPVA based flexible planar composite was fabricated to bring the hydrophobic nature. The results of moisture management profile on PVA and GPVA flexible planar composites are provided in Table 4.
Moisture management profiles of the PVA and GPVA based flexible composite.

The top and bottom wetting time of PVA based composite were 13.76 and 120 s respectively. The top absorption rate, maximum wetted radius, and spreading speed were 4.07%/s, 5 mm, and 0.3585 mm/s, respectively. These declare the moisture penetration on the top surface of the composite which is supported by the water location diagram at Figure 5(a). The zero value of the bottom absorption rate, maximum wetted radius and spreading speed affirm the water could not penetrate on the bottom surface of the composite. The accumulative one-way transport index and the overall moisture management content were −42.41 and 0.0084 declaring the moisture penetration onto the untreated PVA based composite.

Water location diagram of: (a) PVA based flexible composite and (b) GPVA based flexible composite.
On the other hand, the value for the GPVA based composite in terms of top and bottom wetting time were 120 and 120 s. The zero value of the rate of absorption percentage per second of the top and bottom, the maximum wetted radius of the top and bottom, the spreading speed of the top and bottom affirm no water penetration on the both top and bottom surface of the composite which is supported by the water location diagram at Figure 5(b). Nevertheless, the zero esteem of the accumulative one-way transport index was and a few overall moisture management capacity declares the treated composite as water proof.
The PVA based composite absorbs the moisture while the compact structure of the composite tends to hinder the penetration of the moisture. As a result, the penetrating moisture of the top surface could not reach to the bottom surface of the composite. On the other hand, GPVA composite most likely results in the formation of hydrogen bonds between the hydroxyl groups of PVA and glycerin. As a result, the longer chain with ordered arrangement results in hydrophobic nature of the composite.31,32 Again the compact structure turned the composite highly hydrophobic in nature which ensures the safe use of the composite for the unwilling touch of water.
Thermal stability
The thermal degradation behaviors of the flexible planar composites and its raw materials are presented at Figure 6(a). The degree of weight loss varies in respect of the increment of temperature. The primary weight loss for different samples in the range of 80°C–200°C is due to the evaporation of water. 33 The principal weight loss afterward the primary range is due to the polymer degradation in the range of 240°C–350°C. Herewith the polymer degraded to form some of new structures. 34 After then the weight loss is happened due to the carbonization of these polymeric materials. 17
The thermal degradation of the flexible composite of S1 and S2 commence at 89°C and 110°C successively. Whereas the thermal degradation of the nonwoven of jute fabric and the glycerin cross-linked PVA composite commence at 112°C and 103°C successively. The composite S1 initiates the degradation at lower temperature rather than the composite S2. Because of the thermal performance of the composite relies on the matrix material as well as the fiber used for reinforcing the composite materials. In composite S1 the more proportion of resin degrade quickly along with the more fiber distance owing to the resin penetration in the inter-fiber structure. Therefore, in order to improve the flexibility of the planar composite will reduce the thermal stability.
FTIR analysis
The FTIR spectra of the developed flexible planar composites (S1, S2, and jute nonwoven fabric) are presented in Figure 6(b). It was investigated to identify the polymer’s component elements as well as to determine whether the composite’s reinforcing nonwoven fabric and resin formed bonds in the sample. The transmittance band found at 3260 cm−1 is corresponds to –OH stretching due to intramolecular as well as intermolecular bond with hydrogen. 35 The peaks at 2880 cm−1 correspond to CH stretching. The bands 1203 and 985 cm−1 represent C–O stretching corresponding to alcohol groups. 36 The stretching band of C=O at 1665 cm−1 is attributed as the residual acetate groups following the preparation of PVA from hydrolysis of polyvinyl acetate or oxidation during preparation and processing.36,37
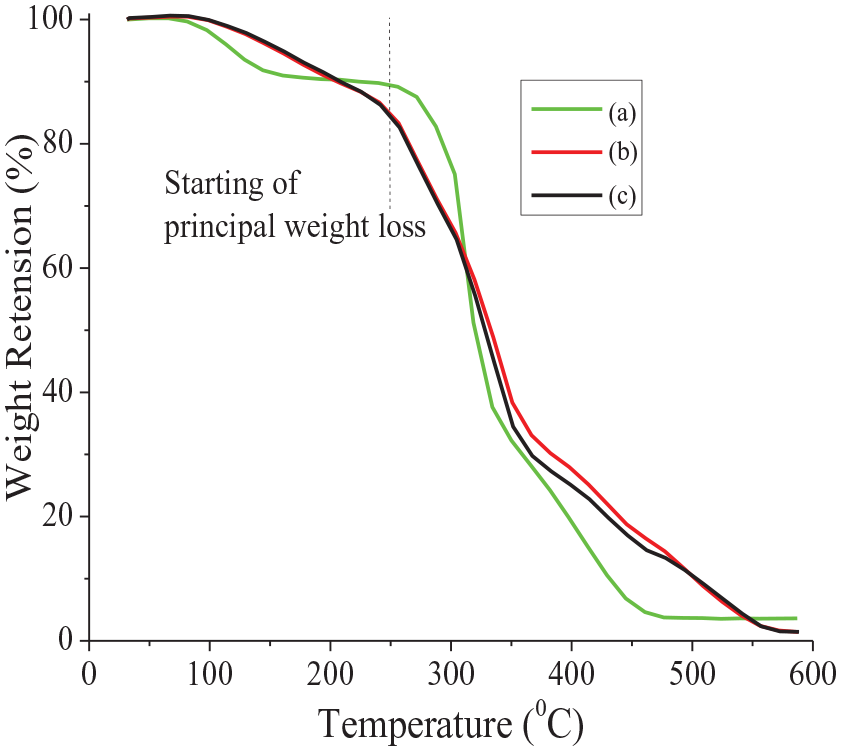
TGA curves of: (a) jute nonwoven fabric, (b) flexible composite S2, and (c) flexible composite S1.
On the neat PVA and glycerol, the absorption bands ascribed to the symmetrical stretching vibration of –OH are at 3426 and 3360 cm−1, respectively. 38 Having said that the transmittance band of –OH of the flexible composites (S1 and S2) and jute nonwoven fabric have been found 3260 cm−1. This shifting of absorption band to lower wavenumbers is suggested the formation of H-bonding between glycerol molecules and PVA chains within the flexible composites.38,39
Nevertheless, the same transmittance band of mentioned jute nonwoven fabric and flexible composite (S1 and S2) suggested no bond formation between them. Hence, it can be said that the reinforcing jute fiber within the flexible composite is tied up by the physical adhesiveness of the GPVA. The jute fibers show peaks at 3260 cm−1 that were due to –OH stretching and at 2880 cm−1 was due to C–H symmetrical stretching for cellulose unit. The peak at 1580 cm−1 was due to C=C aromatic stretching in lignin unit and 1415 cm−1 was of hemicellulose unit. The band 1190 cm−1 involve the C–O stretching vibrations of aliphatic primary and secondary alcoholic groups in cellulose and 975 cm−1 is due to β-glycosidic linkage of glucose ring of cellulose indicating the typical structure of cellulose.17,40
Surface roughness
The relative surface roughness of the nonwoven fabric and the composites are presented at Figure 7. It shows that the surface roughness of the nonwoven fabric is higher than that of planar composites S1 and S2. This is due to the surface of the nonwoven fabric is loosely structured and the fibers are randomly aligned one above the other and among themselves. On the other hand, the composite is composed of loosely organized fibers which are bound together within the matrix framework. The matrix contains PVA, a polymeric resin that fills gaps within the fibrous nonwoven structure, reducing the surface roughness.

FTIR spectra of: (a) jute nonwoven fabric, (b) flexible composite S2, and (c) flexible composite S1.
In addition, the surface roughness of planar composite S2 is more than that of S1. This is because of the more proportion of fiber in case of planar composite S2 producing the rougher surface than of S1. However, the prospect of surface treatment for user-based product design is illustrated by this surface roughness.
Structural morphology
The distribution of fibers within the resin matrix of the flexible composite S1 and S2 are shown in Figure 8(a). From this, it is shown that the fibers are randomly placed within the matrix of the composite as the reinforcing phase is used as the nonwoven matt of fibers. Again, the fibers fineness is varied as spinning process waste has been collected from different lot of fibers processing. The composite S1 shows the resin proportion as compared to S2 which satisfy the percentage composition of the fiber and resin proportion for fabrication of the composite. In addition, there are holes through the planar composite along the thickness direction which indicates the empty spaces within the fibers or chains of the polymers. It also helps in forming the planar composite flexible (Figure 9).

Surface roughness of (a) jute nonwoven fabric and (b) planar composite of S1 and S2.

(a) Microscopic image of S1 and S2 at magnification of 20× and (b) breaking morphology.
Physical comparison to Pinatex® and polyurethane (PU) coat textile
There has been a number of works available on natural fiber composite which are ductile but cannot be flexed. Presently, it is hard to find planar composite that can flex. Therefore, the developed flexible planar composite is compared physically in Table 5 with planar material developed by coating technology. The Pinatex® is fabricated from cellulose based nonwoven coated with a thin polymeric layer. The PU coat textile is fabricated from the modified cellulose and a polyester nonwoven coated with thin compact PU.
Comparison of physical properties among flexible composite, Pinatex® and PU coat textile.

The tensile strength of the flexible composite is higher than that of Pinatex® and lower than that of PU coat textile. The flexible composite was found to have higher tear strength than the other two artificial leather types, Pinatex® and PU coat textile. The flex resistance has been found to be comparable among the flexible planar composite and Pinatex® and PU coat textile. Therefore, the flexible planar composite can be engaged to manufacture similar products to those made with Pinatex® and PU coat textile.
Conclusion
By selecting the appropriate matrix framework, the short jute fiber has investigated its applicability in the creation of flexible planner composite. The environmental issues are taken into consideration when selecting the polymeric resin PVA. In developed samples, the tensile strength was found to be 7.78 and 20.4 N/mm2 for thicknesses of 1.2 and 2 mm, respectively. The mechanical performance is further sheltered by the outstanding flexing endurance, abrasion resistance. Until 50,000 cycles of flexing action, there has not been any crack generation allowing only a piping effect. The moisture management profile has been investigated, and it has been found that water cannot even reach the topside of a PVA-based flexible planar composite that has been treated with glycerin. The weight loss of the flexible planar composite from 240°C has been investigated by the thermal analysis. Overall, the flexible planar composite with the aforementioned performance may be viewed as an environmentally friendly artificial lather in the manufacture of bags, bets, wallets, and other items that require flexibility.
Footnotes
Acknowledgements
The authors are grateful to the Department of Textile Engineering at DUET for providing the laboratories required to develop this research.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.