
Abstract
In order to develop far-infrared functional bandage products with excellent performance, tourmaline powder was selected as the far-infrared radiation material and the far-infrared functional finishing of polyester fabric was carried out by the dip-rolling process. Taking the radiation temperature rise value as the index to explore the optimal process conditions for the far-infrared performance, then the microstructure, mechanical properties, comfort performance, and far-infrared radiation performance of the far-infrared bandage were further investigated, respectively. Based on the results, the optimum process conditions for heating bandage have been proposed (tourmaline powder mass fraction, 5%; polyacrylate mass fraction, 25%; impregnation temperature, 40°; impregnation time, 15 min, baking temperature, 140° and baking time, 1 min). After being treated, the mechanical properties of the bandage enhanced, the air permeability decreased, and the moisture permeability increased significantly, indicating its comfort and is suitable for practical application. It was measured that the far-infrared ray emission value of the far-infrared functional bandage was 0.89, which was greater than the 0.80 required by CAS 115-2005 “Health Functional Textiles” standard, proving that the attachment of tourmaline made the far-infrared radiation performance of the bandage significantly improved. These attractive features of the far-infrared functional bandages promise them great potential in far-infrared health care applications.
Introduction
Far-infrared rays have a special positive effect on the human body and are well known as the “light of life.” It has a potent radiation capacity that can penetrate the hypodermis to a depth of 4 cm, resonating with biological macromolecules, 1 and can be absorbed by the human body in the range of 4–14 μm, thus activating the resonance of water molecules in the human body and promoting metabolic, absorption as well as wound healing,2,3 so that it is often used in health care textiles.4 –7 Far-infrared functional textiles can emit far-infrared rays and absorb far-infrared rays emitted by the human body then radiated back to the skin, exerting a heating effect and resonance reaction on human skin, promoting human blood microcirculation, which has been applied in heat preservation and health care fields.6 –8 Different from other heating materials such as hygroscopic heating, phase change heating, electric heating, and chemical heating textiles, far-infrared textiles have two functions of keeping warm and promoting microcirculation, which can not only provide fast heating rate and consistent heat generation, but also reduce the thickness or weight for the working components, contributing greatly to enhance the flexibility and convenience of human activities. In recent years, the high additional function of textiles has received more and more attention in the textile field.9 –11 Therefore, especially for the medical fabric or wearable fabric, developing a functional fabric that can emit far-infrared rays has a broad application prospect and practical significance.
Bandages are commonly used in medical protective textiles.12 –14 Therefore, the development of far-infrared radiation heating bandages is important for achieving the health care and wound healing function of medical bandages.5 –7 However, most of the current researchers of bandages focus on elasticity and smart responsiveness, and few studies have examined medical bandages with far-infrared health care function. More efforts need to be made to explore and design far-infrared functional bandages.
Tourmaline, a kind of far-infrared heating material, gradually gets more and more attention with its excellent far-infrared radiation and anion release function. The unique internal polar structure of tourmaline is the main reason for its high infrared radiation emissivity. Even at room temperature, when the pressure or temperature changes slightly, the polar bond inside the tourmaline will produce a strong vibration, resulting in a strong change of the dipole distance, and will produce infrared radiation with a wavelength of around 4–14 μm and an emissivity of more than 0.8.15,16 Currently, it is used in various aspects such as healthcare, energy saving, environmental protection, and filtration. 17 Tian et al. 18 introduced infrared radiation materials such as tourmaline and ZrO2 into the carbon fiber fabric, the permanent spontaneous polarization of both carbon fabric matrix and infrared radiation nanoparticles can induce an enhanced current in the heater by creating an additional electrical field, benefiting to produce a fast electrothermal response and favorable heat preservation. Zhang and Ding 19 used tourmaline powder as an additive and two-dipping and two-rolling process to develop functional cotton knitted products, it was found that the particle size of tourmaline powder is an important factor in its negative ion emission, smaller powders are more evenly distributed on the fabric and emit more negative ions. Chen et al. 20 combined micro- and nanostructured germanium particles with polyamide to produce new germanium-polyamide six fibers with good negative ion release and far-infrared radiation properties as well as antibacterial properties by melt spinning. These research results provide useful references for the far-infrared functional finishing of fabrics.
Herein, we loaded tourmaline powders on the surface of the medical bandage by the dip-rolling process intending to achieve the far-infrared health care function of the bandage. The effects of tourmaline mass fraction, adhesive mass fraction, dipping temperature, dipping time, baking temperature, and baking time on the far-infrared ray temperature rise characteristic of the polyester bandage fabric were investigated, and the changes in surface morphology, mechanical properties, and comfort of the far-infrared bandage were analyzed. Furthermore, the far-infrared ray emission value of the bandage was verified. All these have provided a theoretical and experimental basis for the development of far-infrared functional bandage products.
Materials and methods
Materials
Firstly, Polyester bandage fabrics with a width of 10 cm and a surface density of 354.72 g/m2 (Figure 1), supplied by Zhende Medical Supplies Co., Ltd., were used as the base fabric for far-infrared functional fabric. Tourmaline particles of 15,000 mesh, purchased from Hebei Shijiazhuang Lingshou Run Chuan mineral powder processing plant, were used as far-infrared material. Sodium carboxymethylcellulose (CMC) purchased from Sinopharm Chemical Reagent Co., Ltd., was used as the dispersant. Polyacrylate with 33% solid content, purchased from Shenzhen Jitian Chemical Co., Ltd., was used as the adhesion agent. Deionized water is homemade by the laboratory.

Polyester bandage fabric.
Preparation
Add a certain amount of tourmaline powder and 1% sodium carboxymethylcellulose to an appropriate amount of deionized water and stir using a magnetic stirrer to prepare a certain mass fraction of tourmaline dispersion (2%, 3%, 4%, 5%, 6%, 7%). In the evenly dispersed tourmaline solution add a certain amount of polyacrylate (10%, 15%, 20%, 25%, 30%) and stirred for 2 h to make the evenly dispersed finishing solution. Then soak the bandage in tourmaline finishing solution (bath ratio of 1:50) at different temperatures (20℃, 30℃, 40℃, 50℃) for various time (5, 10, 15, 20 min), and then dipped and rolled (rolling residual rate of 65%) using pneumatic rolling mill (supplied by the laboratory), dried and baked at different temperatures (120℃, 130℃, 140℃, 150℃) for a certain time (0.5, 1.0, 1.5, 2.0 min) to obtain the far-infrared radiation heating bandage. An illustration of the process is provided in Figure 2.

Schematic diagram showing the preparation of the far-infrared radiation heating bandage.
Characterization
The Surface morphology of the tourmaline powder and bandage sample was observed by scanning electronic microscopy (SEM, TM3000, Jeol, Japan).
To evaluate the far-infrared effect, an infrared lamp and UT301A non-contact infrared thermometer were used to measure the temperature rise of the fabric using the radiation temperature rise method. The specific methods are as follows: A 100 W infrared lamp was used to irradiate the sample with the irradiation angle was 45° and the ratio of irradiation distance to sample diameter was 12:1 with environment temperature at 20℃ and relative humidity at 65%. After 10 min, the surface temperature of the sample tested with an infrared thermometer was T1. The unfinished fabric with the same tissue and specifications was used as a blank pair and repeated the above test method to obtain the surface temperature T0. The temperature rise △T is the difference between the surface temperature of the far-infrared fabric and the control sample (△T = T1−T0).
To evaluate the temperature rise of bandages during the radiation temperature rise process, an infrared thermal camera (FLIR T630sc) was used to capture the infrared images.
To investigate the breaking strength and bursting strength, the tensile fracture tests and top-down performance tests were conducted independently on a YG026MB multifunctional electronic fabric strength machine. The breaking strength of the bandage was measured by GB/T 11048-2018 test method, the bursting strength test method was according to GB/T 19976-2005. The result is the average of five tests.
The air permeability was measured by GB/T 5453-1997 and YG461E/II digital air flow meter was used for testing. Each sample was tested 10 times in different parts of each sample with an area of 20 cm2 and the average value was taken.
To investigate the moisture permeability, using the YG601 computer fabric hygroscope for testing, according to GB/T 12704.2-2009, the moisture permeability index was then calculated as follows:

where WVT is the moisture permeability, △m is the difference between weighing the same test combination twice, A is the effective test area, and T is the test time.
The rigidity of the bandage was measured by GB/T 18318.1-2009, LLY-01 electronic stiffness tester (Laizhou Electronic Instrument Co., LTD) was used to test the bending length of the sample, then calculate the average bending length and bending stiffness per unit width, the bending stiffness can be calculated as follows:

where G is the bending stiffness per unit width of the sample, m is the weight per unit area of the sample and C is the average bending length of the sample.
To evaluate the far-infrared emissivity, referring to the standard CAS 115-2005, the far-infrared emissivity was detected using an infrared spectrometer by entrusting the national Infrared and industrial electric heating product quality supervision and inspection center.
Results and discussion
Optimization of preparing process
The most important temperature rise value in the preparation of far-infrared functional bandage was used as an indicator to explore the best process parameters to achieve the best temperature rise value indicating the best performance of far-infrared radiation. The effects of various parameters on the bandage temperature rise during the dip-rolling process are shown in Figure 3. It can be seen from Figure 3(a) that as the mass fraction of tourmaline as the heating material increases, the weight gain percentage of the bandage gradually increases, while the temperature rise of the bandage tends to increase firstly, then gradually decreases. When the mass fraction of tourmaline is small, its adhesion on the surface of the bandage is insufficient, so the temperature rise is low. When the mass fraction of tourmaline increases to 5%, the temperature increase of the bandage is the largest as tourmaline is evenly dispersed on the surface of the fabric and its far-infrared effect is more fully played. However, when the mass fraction of tourmaline is too much, it is easy to agglomerate on the bandage fabric surface in the post-processing process, resulting in uneven dispersion, so that tourmaline cannot play its excellent performance as small particles, and thus the infrared radiation performance of the bandage decreases.

Effects of various parameters on the bandage temperature rise during the dip-rolling process: (a) Tourmaline mass fraction, (b) Polyacrylate mass fraction, (c) Dipping solution temperature, (d) Impregnation time, (e) Baking temperature, and (f) Baking time.
Figure 3(b) shows the temperature rise of the polyester bandage with different amounts of polyacrylate. It can be seen from Figure 3(b) that, the temperature rise of polyester bandage presents a general trend of increasing at first and then decreasing later with the increase of polyacrylate mass fraction. When the mass fraction of polyacrylate is low, it can not play a good role in bonding, making the adhesion effect of tourmaline decrease, which will affect the far-infrared effect of polyester bandage. The increase of polyacrylate makes adhesion of tourmaline greatly enhanced, and the temperature rise of bandages increased linearly. When the mass fraction of polyacrylate reaches 25%, the temperature rise value of the bandage reaches the largest, that is, tourmaline has the best adhesion effect on the fabric. However, as the mass fraction of polyacrylate continues to increase, tourmaline can not be well dispersed due to the excessive amount of polyacrylate, which is easy to form agglomeration, thus affecting the feeling of the bandage, and reducing the finishing effect.
As for the temperature of the dipping solution, it has a certain influence on the adsorption of tourmaline when its content is low, and can be seen from Figure 3(c) that the optimal temperature of the dipping solution is 40℃.
As shown in Figure 3(d), when the impregnation time is short, the temperature rise is low due to the small amount of tourmaline attached to the bandage. When the impregnation time reaches 15 min, the temperature rise is maximum and the amount of tourmaline adsorbed on the bandage reaches the optimum value. Continue to increase the impregnation time, the temperature rise will not further enhance, which is related to the uneven distribution of tourmaline powder on the fabric surface because of saturation and even excessive agglomeration.
As can be seen from Figure 3(e), as the baking temperature rises, the temperature rise value of the bandage gradually increases and then stabilizes finally. That’s because the polyacrylate is not easy to film at low baking temperature and the film between the bandage and the polyacrylate is gradually uniform as the temperature rises. The rise in temperature makes the contact probability of adhesive and tourmaline powder greatly enhanced, and the modification effect is significant. Under this condition, tourmaline can better adhere to the polyester bandage, and the ability of the bandage to emit far-infrared rays is improved. When the baking temperature reaches 140℃, the film formation is the most uniform and shows the highest temperature rise value. Continue to increase the baking temperature, the temperature rise is almost unchanged.
Figure 3(f) shows that, with the lengthening of baking time, the temperature rise of the bandage tends to increase firstly, then gradually decreases, and become stable. It is not easy to form a film between the adhesive and the bandage during a short period of time, resulting in a lower temperature rise value. When the baking time reaches 1 min, the temperature rise of the bandage is the highest, and the temperature rise value remains almost stable as the baking time rises.
Therefore, to obtain far-infrared functional bandage with excellent performance, the optimal process parameters for preparing far-infrared functional bandage by the dip-rolling process are tourmaline powder mass fraction: 5%, polyacrylate mass fraction: 25%, dipping solution temperature: 40, impregnation time: 15 min, baking temperature: 140, baking time: 1 min. After being treated, the bandage temperature rise value can reach more than 4℃, verifying its excellent far-infrared radiation effect.
Microstructure of tourmaline and far-infrared functional bandage
The surface microstructure of tourmaline powder before and after dispersion as well as polyester bandage before and after being treated were characterized by SEM, as shown in Figures 4 and 5, from which we can clearly observe the uniformly dispersed tourmaline powders and the dispersion on the surface of the polyester bandage after dip-rolling. As shown in Figure 4(a), before dispersion, tourmaline powder appears agglomeration phenomenon, and the particle size is not uniform. It can be seen from Figure 4(b) that, after dispersion, the tourmaline powder is significantly more uniform, and no agglomeration particles can be seen. Figure 5(a) and (b) show that tourmaline powders adhere to the surface of the fabric in large quantities and the surface of the single fiber is also adhered to by tourmaline finishing solution after dip-rolling, thus making the bandage has certain far-infrared properties.

SEM of tourmaline powders: (a) before dispersion and (b) after dispersion.
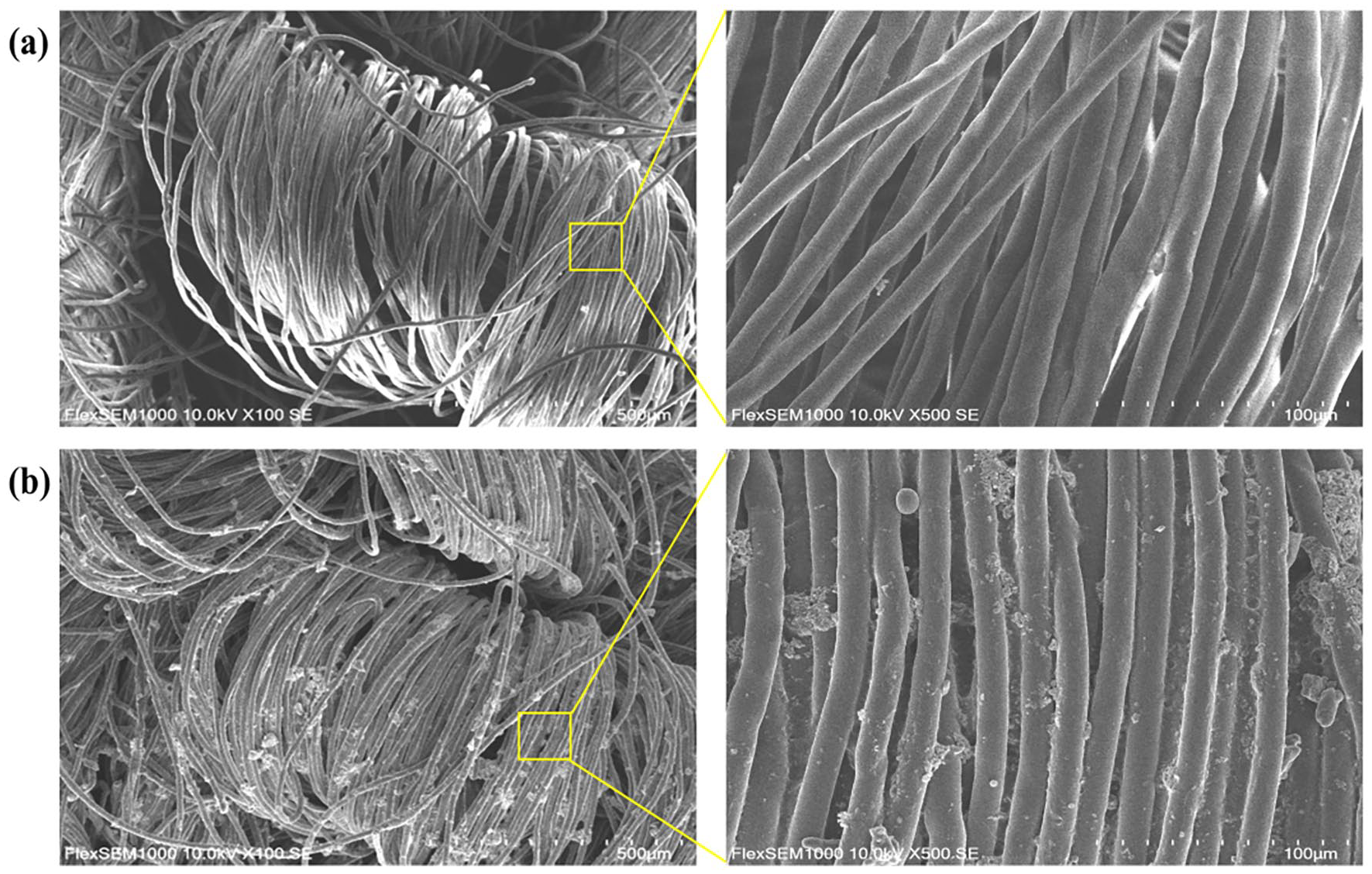
SEM of polyester bandage samples: (a) untreated bandage and (b) far-infrared functional bandage.
Mechanical property of far-infrared functional bandage
Since the breaking strength and bursting strength are important indexes of the mechanical properties of the fabric, as well as important indexes to characterize the extensibility of the fabric and test whether the fabric is firm or not, the optimal dip-rolling process was selected to prepare the far-infrared functional bandage to investigate the influence of dip-rolling finishing on the basic mechanical properties of the bandage comparing with the unfinished bandage. As shown in Table 1, the breaking strength and elongation at the break of the tourmaline-finished bandage increased to a certain extent, slightly higher than that of the unfinished bandage, which is due to the film formation of the binder on the fiber surface after the dip-rolling treatment.
Mechanical properties of polyester bandage before and after finishing.

On the other hand, the bursting strength of the finished bandage was significantly increased, greater than the unfinished bandage. After being treated, the bandage showed smaller fluctuations in bursting strength. This is caused by the attachment of the tourmaline finishing solution to the surface of polyester bandages after being rolled, and the adhesive in the finishing solution makes the fibers bond together. When the breakage occurs, the force between the fibers that bond together increases, thus improving the bursting performance. It can be seen from the above that the mechanical properties of the bandage after being treated have been enhanced.
Comfortability of far-infrared functional bandage
Comfortability is especially important for bandages that are in constant contact with the skin. Air permeability, moisture permeability, and softness are important indexes of fabric comfort. Among them, the softness is expressed by bending length and bending stiffness. The smaller the bending length of the fabric, the smaller the bending stiffness, indicating that the fabric is softer, and conversely, the stiffer the fabric.
Table 2 illustrates the changes in bandage comfortability before and after the dip-rolling process, which consists of four parts: air permeability, moisture permeability, bending length, and bending stiffness. It can be seen from Table 2 that tourmaline finishing has a significant effect on the permeability of bandages, and the air permeability is significantly reduced. However, the fluctuation of the permeability of the bandage reduced significantly after being treated. This is because the tourmaline finishing solution was attached to the surface of bandage fabric yarn after being treated so that the pores between the yarns are reduced and the fluidity of the air is poor, so the air permeability is reduced and the thermal storage capacity is increased. However, the bandage still has suitable air permeability because of the small size of tourmaline particles and the limited gap reduction.
Comfortability of polyester bandage before and after finishing.
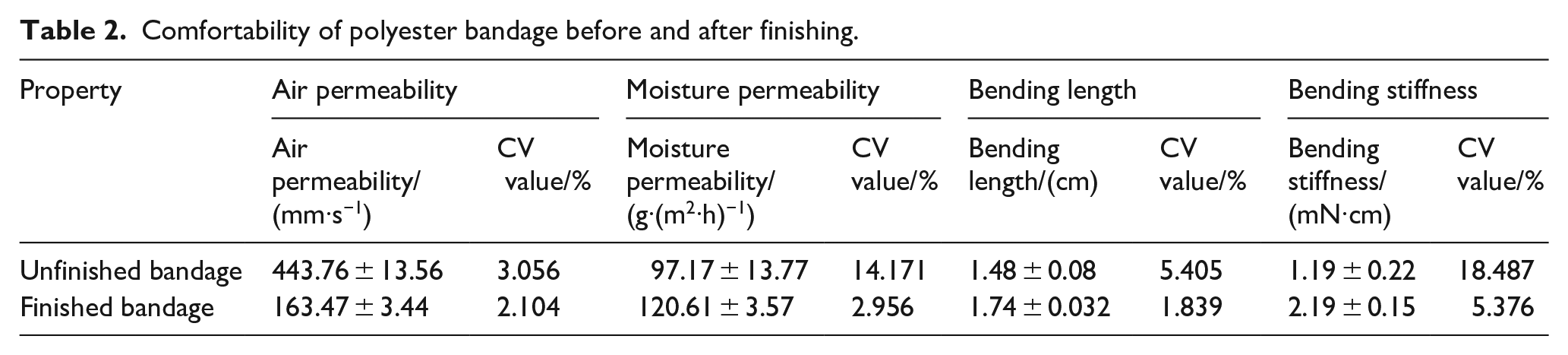
The moisture permeability of the bandage increased slightly after being treated with tourmaline, and the fluctuation in the moisture permeability of the bandage decreased significantly, indicating that the moisture permeability of the bandage after being treated has been improved to a certain extent. This is because the surface of the yarn would have small bumps after being treated with the ultrafine tourmaline powder, which can increase the specific surface area of the fiber so that the water diffusion through the fiber surface can be enhanced to improve the moisture permeability of polyester bandage.
After being treated with tourmaline, the average bending length of the bandage and bending stiffness had a certain degree of increase, that is, the bandage stiffness increased and the softness decreased to some extent, but the feeling of the bandage was still relatively soft and comfortable. If directly coated, the bandage feels stiffer. Therefore, the filling process is more suitable for practical applications.
Far-infrared radiation performance
The far-infrared mechanism of tourmaline is that it has a high infrared emissivity, utilizing tourmaline as a far-infrared material additive to produce the functional polyester bandage, which can emit more far-infrared rays than ordinary bandages and thus has the characteristics of health promotion. To further verify the prepared bandage has an excellent far-infrared effect, the test results showed that the far-infrared emissivity was 0.89 after the tourmaline dip-rolling of the bandage, greater than CAS 115-2005 “health functional textiles” standard requirements of 0.80, indicating that the far-infrared functional polyester bandage prepared with tourmaline by dip-rolling has high far-infrared emissivity and excellent far-infrared effect.
The surface temperature of the untreated bandage and far-infrared functional bandage, when subjected to radiation from the infrared lamp, is shown in Figure 6. After being subjected to radiation for 10 min, the surface of the untreated bandage shows a relatively low temperature of 38°C. However, the surface temperature of the far-infrared functional bandage increased sharply to 43°C after the same amount of radiation. These results indicate that the far-infrared functional bandage has excellent far-infrared emission and absorption properties as well as a significant heating effect.

Infrared thermal images of untreated bandage (left) and far-infrared functional bandage (right).
Conclusions
This paper presents the fabrication of an effective far-infrared functional bandage by the dip-rolling process with tourmaline as the far-infrared material, based on the far-infrared radiation heating mechanism. The optimized fabrication process of the far-infrared functional bandage with excellent far-infrared ray temperature rise was proposed, furthermore, investigated the microstructure, mechanical properties, comfortability, and far-infrared ray emission performance of the bandage. The specific conclusions are as follows:
(1) The optimum conditions of the dip-rolling process for far-infrared functional bandage were found to be: tourmaline powder mass fraction: 5%, polyacrylate mass fraction: 25%, dipping solution temperature: 40, impregnation time: 15 min, baking temperature: 140, baking time: 1 min.
(2) After being treated, the tourmaline was successfully attached to the bandage so that it has a temperature rise of more than 4℃ and far-infrared emissivity of 0.89, which indicated that the prepared bandage had a good heating effect and far-infrared radiation performance, showing the application potential as the far-infrared functional bandage.
(3) The mechanical properties of the bandage were enhanced after being treated with tourmaline, moisture permeability was improved, and air permeability and softness were reduced while having a high far-infrared emissivity. These results show that the far-infrared functional bandage still presents good physical properties after dip-rolling treatment, which provides a certain theoretical basis for further research on far-infrared functional bandage products.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.