
Abstract
The textile modification technique of calendering was used to change the cover factor of wearable textiles in order to improve the ultraviolet protection factor and decrease the amount of ultraviolet radiation transmitted through the fabric. Using optical microscopy and ultraviolet spectrophotometry, the quantifiable changes that occurred after repeated passes through the calender were measured. It was found that after one pass the uncovered area decreased by a factor of two and the ultraviolet protection factor increased by 200%. The thickness and air permeability of treated fabric decreased with repeated calendering. The bending stiffness remained nearly unchanged, and thus the mechanical properties were not altered substantially by the fabric compression.
Not all ultraviolet radiation (UVR) is harmful to the human body; small doses can be beneficial as Vitamin D is synthesized via UVR by the cholesterol in the skin and appropriate amounts of sun exposure can promote increased blood circulation, improve metabolism, and boost the immune system. Long-term exposure, however, can be damaging and in some cases life threatening. Over the past three decades, more people have developed skin cancer than all other cancers combined. 1 Therefore, there is a need to decrease one’s direct exposure to sunlight, especially considering that 90% of a person’s risk of developing skin cancer comes from their lifetime cumulative exposure to UVR.
UVR is not only attributed to causing skin cancer but also sunburn, sun allergies, premature skin aging, and eye damage. 2 , 3 To reduce the chance of developing such conditions, it has been recommended by the World Health Organization to reduce one’s exposure to the sun. 4 To do so, the most common method of protection is to apply sunscreen to the exposed parts of the body. However, in recent years the use of textile structures has been gaining momentum as a form of protection from the sun’s damaging ultraviolet (UV) rays. 5 If an appropriate textile structure is utilized, either clothing or finding shade (parasol, etc.), it can be a simpler and more effective solution to preventing damage caused by the sun. 6 , 7
To improve the protective capabilities of a textile-based structure, the mechanisms and characteristics that offer protection must be understood 8 ; specifically, the structural characteristics of a fabric as they have the most significant influence on the ultraviolet protection factor (UPF), which quantifies the protection.9–12 Accordingly, Gies et al. 13 and Reinert and Fuso 14 stated that fabric cover or porosity was the best determinant of UVR transmission. Thus, utilizing this parameter is key in determining how to further design and engineer textiles into a fabric that can best protect the wearer. 15 , 16
Different methods have been applied to impart textile material with UV blocking properties. In the case of man-made fibers, UV absorbing chemicals or light scattering pigments can be incorporated into the fiber matrix during the stage of fiber production. 17 , 18 At the stage of textile chemical modification of fabric deposition of UV-absorbers, metal-oxide pigments as well as natural pigments and plant extracts have been proposed to increase the UPF of textile materials.19–24 Such processes also can be applied for the modification of natural fibers, for example cotton, wool, and silk.25–27 All of these strategies have in common that chemicals, both synthetic or extracted from natural resources, are added to the product. 28 Examples of purely physical effects that can modify the UPF are the shape of the fiber cross-section or the stitch of a knitted fabric, which effect the overall scattering and absorption of UV irradiation. 29 In this work, mechanical compression has been investigated as an alternative method for a physical technique to increase the UPF without the use of chemical additives. The presence of chemical additives and finishes in textile wastes has to be considered also during textile recycling, and thus modification of fabric functionality by physical methods is of increasing relevance.
Although the process of calendering textiles is not novel, observing and quantifying the difference in the UPF between treated and non-treated fabrics has not been thoroughly studied. The main focus of this research was to study the change in the UPF of fabrics through the mechanical finishing process of calendering. The authors note that the scope of the research is limited in terms of material variations, and consideration of the aftercare of textile structures was not taken into account. The investigation solely focused on the effect of the calendering process, with the intention of providing the building blocks for further research. Differences in the amount of protection related to the fabric structures were analyzed using in vitro methods of direct UV transmittance spectrophotometry, optical microscopy, and the calculation of the corresponding cover factor and UPF values. Fabric thickness, air permeability and bending stiffness were determined to investigate changes in the physical properties of the fabric as function of repetitive calendering.
Experimental details
Materials
Three knitted fabrics, whose composition and structure were insufficient in offering excellent UV protection, were selected and studied. The selected fabrics all had differing surface structures and fabric weights (Table 1). The knit type also varied across the three structures, which offered greater possibilities for changes.
Sample fabric characteristics

Calendering
All samples were processed at 180°C under 3 tons of pressure with a roller pass rate of 1 m/min using a three-roller Ramisch Kleinwerfers GmbH RK36 Nr. 59208 calender machine. To determine if the number of passes changed the surface characteristics of the fabrics, A4 size specimens of each sample fabric were passed through the calender a varying number of times (one, two, three, or four).
Fabric thickness
The fabric thickness was measured using a DM 100 T Karl Schröder KG (Weinheim, Germany) material testing instrument according to the DIN 83855 standard (25 cm2 stamp, 50 g weight). Values were calculated as a mean of four measurements.
Air permeability
Air permeability describes the rate of airflow passing perpendicularly through a known area under a prescribed air pressure differential between the two surfaces of a material. Following the standard test method (ASTM D 737-96), the air permeability of fabrics was measured using an FX 3340 TexTest Air Permeability Tester instrument (Textest, Schwerzenbach, Switzerland). The test head provided a circular test area of 5 cm2, and the applied air pressure differential was 50 Pa. The measured rate of airflow was expressed in units of mm/s. Both sides of a sample were tested in two measurements each, and the values then were averaged to yield a mean value.
Bending stiffness
The bending stiffness was determined in the wale direction of the knitted samples following the cantilever method (ASTM D5732-95, 2001). Stripes of approximately 2 cm width and 10 cm length were tested using a fabric stiffness tester Model 112 (Taber Industries, New York, USA). The fabric stripe is slowly pushed over a sharp edge and the stripe starts to bend due to its own weight. When the stripe reaches a bending angle of 41.5° the length of the bent fabric stripe is recorded. The length of the bent stripe then is a measure for the stiffness of the sample. Bending was measured for both sides of the fabric (two repetitions each) and the mean value of these four results was calculated.
Ultraviolet spectrophotometry
In these experiments, a Zeiss MCS 521 UV-Vis Spectrophotometer equipped with a Zeiss CLH500 Deuterium lamp and Schott UG11 fluorescence filter was used. The analytical technique evaluated the transmission properties of the samples as a function of wavelength (from 290 to 400 nm). Five repetitions were made for each sample.
Ultraviolet protection factor
The UPF quantifies the protection offered by a textile against harmful UV rays with one value. It is defined as the ratio of the effective UVR irradiance calculated for unprotected skin to the average effective UVR irradiance calculated for skin protected by the test fabric. 30
Table 2 describes the classification system used by the British, Australian, and European standards, which is also used in labeling sun-protective clothing.

Specifically, to determine the UPF through in vitro methods, an effective UVR dose (ED) for unprotected skin is calculated by summing the products of the incident solar spectral irradiance, the erythemal spectral effectiveness, and the bandwidth of wavelengths measured for the wavelength range of 290–400 nm. This calculation is repeated with an additional weighting of transmission through a fabric to yield the effective dose for protected skin (EDm). The UPF of a specimen i is therefore defined as the ratio of ED to EDm (Equation (1))
31

The relative erythemal spectral effectiveness value ensures that sufficient weighting is given to the biologically effective wavelengths below 315 nm, or UV-B. 32 , 33 The most highly weighted wavelengths occur around 305 nm. This weighting is appropriate, as UV-B is more damaging to the human body than UV-A. 34
The following statistical correction was applied to attain the rated UPF of a sample (Equation (2))

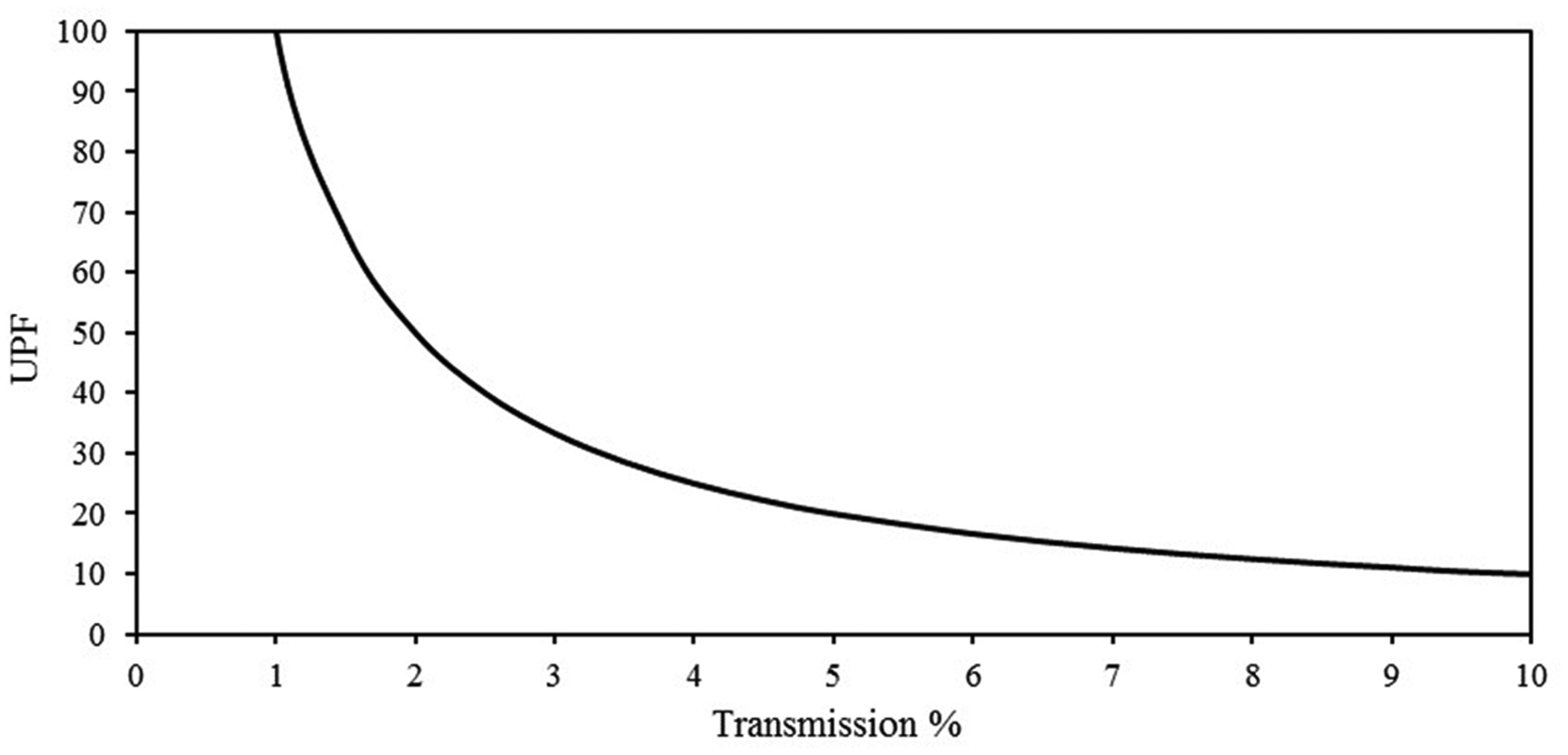
Figure 1 shows the theoretical relationship between the UV transmission through a fabric and the expected UPF value. Transmission percentages above 10 were ignored, as the UPF is below what is considered sufficient in providing protection to the wearer. In addition, UPF values above 50 were ignored as garments with such a high value provide excellent and therefore more than sufficient protection.
Optical light microscopy
An Olympus SZX16 stereomicroscope, used in transmission, was equipped with an Olympus XC50 digital camera and Olympus Stream image analysis software to determine the cover factor (CF) of the specimens. The samples were magnified to 40× and the captured images were then processed using the analysis software, where an analysis tool measured the area of the textile and the area of open spaces of the captured image. From these values, the cover factor was calculated as a percentage using Equation (3)

The UPF could then be directly calculated from the CF% using Equation (4)

Results and discussion
Calendering of fabric
Not only can the UV protection characteristics of a fabric be modified chemically by using additives, but also mechanical manipulations can lead to surface and structure modifications that effect how well a textile protects against UVR. One such method is calendering, also referred to as chintzing, where a fabric is passed through rollers at high temperatures and pressures to make the fabric surface smoother and more lustrous. 37 Using this technique on thermoplastic fibers causes a deformation of the fiber if the glass transition temperature (Tg) is reached during the process.
Three different types fabric were chosen as representatives for knitted fabrics used in sports garments. Two fabrics were manufactured from 100% polyester, which is a thermoplastic synthetic polymer and thus should be deformable with application of heat and pressure. The third representative consisted of an intimate fiber blend containing wool (87%wt) and polyamide (13%wt). While the thermal setting of wool usually is executed with the application of steam, dry heat in combination with pressure should preferably lead to deformation of the polyamide fibers in the fabric.
Table 3 provides representative values of the Tg of the textile fibers used in these experiments. With a roller temperature of 180°C, the process conditions during calendering were sufficient to heat the fabric above the respective glass transition temperature (Tg) and to achieve thermal compression of the fabric. At the same time, the roller temperature was adjusted clearly below the melting temperature (Tm) of the thermoplastic fibers to prevent uncontrolled deformation of the fabric and fiber structure. The effect on wool fibers is less evident, as the absence of thermoplastic characteristics does not allow the fabric to be modified as easily and the effect will not have the same durability as a synthetic textile, more importantly because wool does not melt.
Characteristic temperatures of fibers 37
As the melting and glass transition temperatures of the two thermoplastics was very similar, the same processing conditions were used.
To evaluate the effectiveness at protecting the human skin from UVR, experiments can either be performed with test subjects under controlled environments in vivo or through laboratory testing with instrumental measurements in vitro. In vitro methodology most commonly measures the spectral irradiance of solar UVR by measuring the transmission of UV light through a textile using UV spectrophotometry.
When UVR is emitted on a fabric, the radiation is either reflected off the fabric, absorbed by the fibers, transmitted through the fibers and fabric pores, or scattered within the material. 39 Due to these possibilities, it is understood that measuring the diffuse radiation is the best method; refer to AATC 183, EN13758-1, UV Standard 801, BS 7914, and AS/NZS 4399. Therefore, a spectrophotometer is usually used in conjunction with an integrating or Ulbricht sphere that measures the amount of diffuse radiation that has passed through a textile. 40
The measured UV transmittance (%T) is the amount of UV energy transmitted at a particular wavelength. It is expressed as a percentage and compares the transmitted energy of a reference measurement with the measured value of a sample. The higher the UV transmittance, the more energy is transmitted through the fabric.
It should be noted that when using these standard spectrophotometric techniques, the measurements are all made with collimated radiation incident to the fabric at right angles and therefore represents a worst-case scenario of irradiation. In practice, the protection offered by a textile may well be higher than the amount predicted through in vitro measurements, as the incident angle on a textile in real world UVR would be at angles other than normal incidence. This can be attributed not only from the angle of the sun in the sky and the drape of the textile on the wearer, but also diffuse UV radiation through the sky. Ravishankar and Diffey 41 found that in measuring the UPF as a function of the angle of incidence, the UPF increased with the angle of incidence from the normal due to the scattering of radiation and increased path length through the fabric, and at 45° form the normal the UPF was a factor of 3 or more higher than the UPF found at normal incidence. The study concluded that the protection provided by fabrics worn in real world conditions is on average 50% higher (better) than that obtained through standard laboratory testing using collimated radiation.
However, the use of an integrating Ulbricht sphere should be cautioned, as the energy of the light after diffusion is much lower than the incident light source. This can lead to inaccuracies and errors at low transmission values or high UPF values. Therefore, no integrating sphere was used in these experiments and the light source was directly emitted onto the sample fabrics.
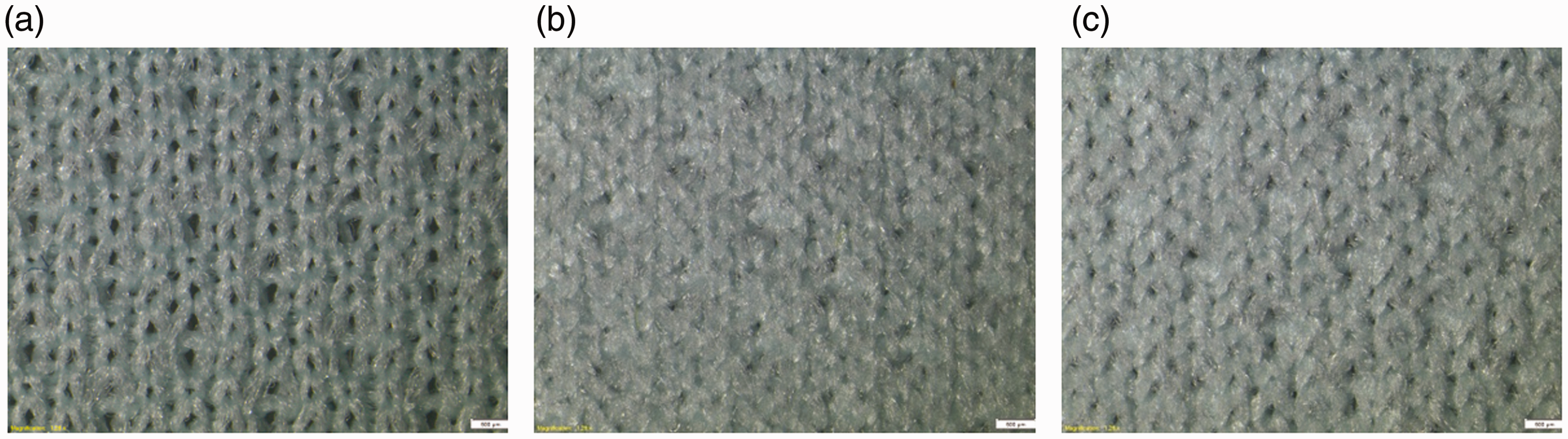
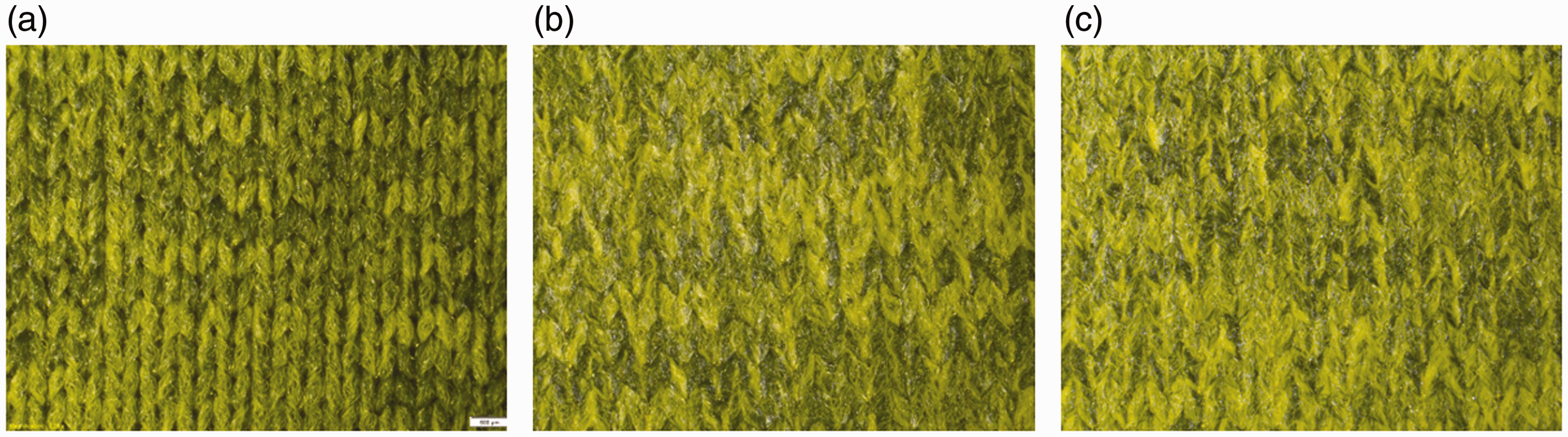
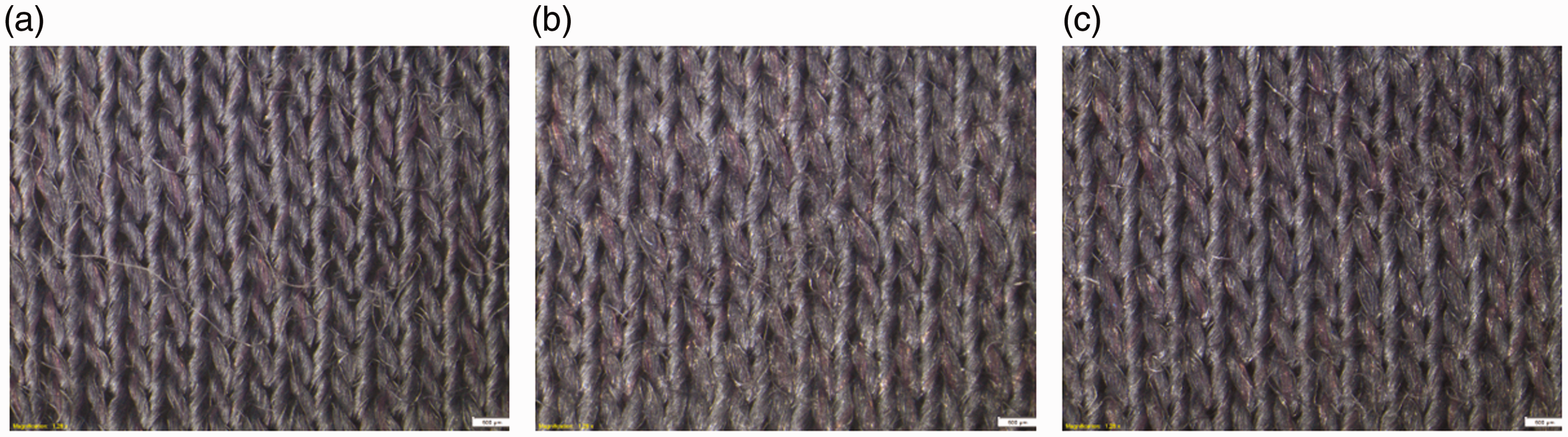
From the in vitro experimental work that was completed, Figures 2–4 show the changes in the openness of the fabric after the calender finishing process. It is clearly visible in polyester fabric A that the size and quantity of open spaces was reduced. Specifically, the open spaces decreased in mean area by 45% from the untreated fabric to after one calender pass. Changes in pore size were notably more drastic in fabric B, where a change of 91% was observed, whereas in fabric C only a change of 36% occurred. The large change in fabric B can be attributed to the flat yarn structure, which during the calendering process was altered to lie flat in the plane of the textile. The yarns in fabrics A and C, however, were more round in shape and therefore the pressed structure was less effective in decreasing the pore size of the textile.
Results of calendering of sample fabric A: (a) untreated; (b) one pass; (c) two passes (length of scale bar 500 µm).
Results of calendering of sample fabric B: (a) untreated; (b) one pass; (c) two passes (length of scale bar 500 µm).
Results of calendering of sample fabric C: (a) untreated; (b) one pass; (c) two passes (left to right) (length of scale bar 500 µm).
The decrease in cover factor also corresponded to increases in the UPF values calculated from the UVR transmission (see Figures 5–7).
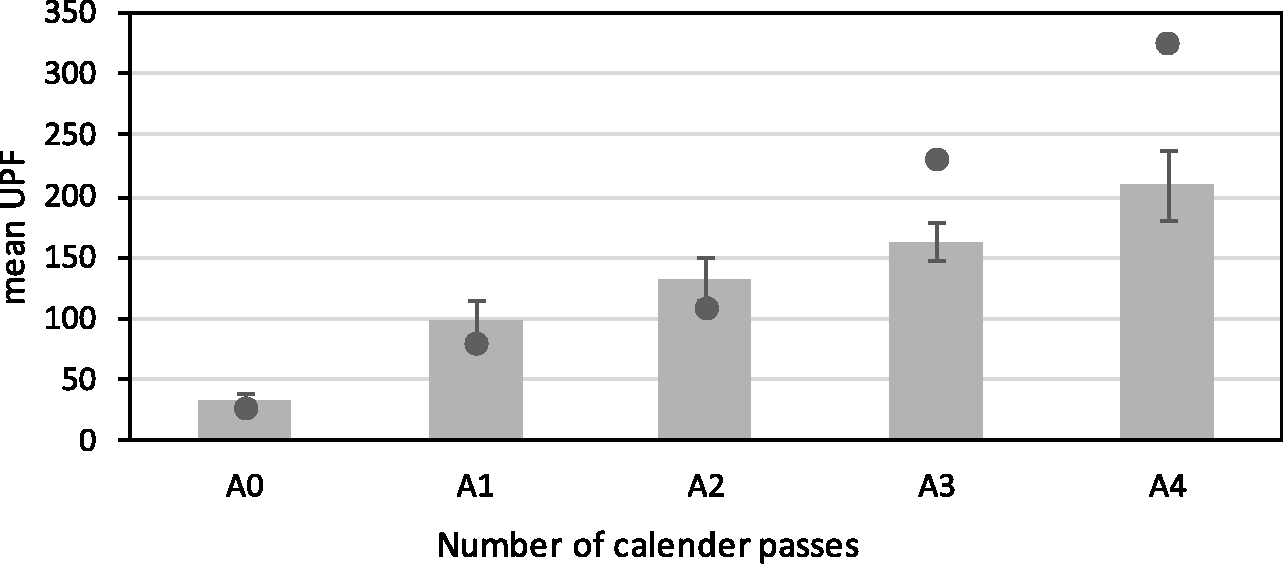
Ultraviolet protection factor (UPF) of calendered polyester fabric A as the number of passes increased (grey column: photometric determination of UPF and standard deviation, ● UPF calculated from optical microscopy and image analysis).
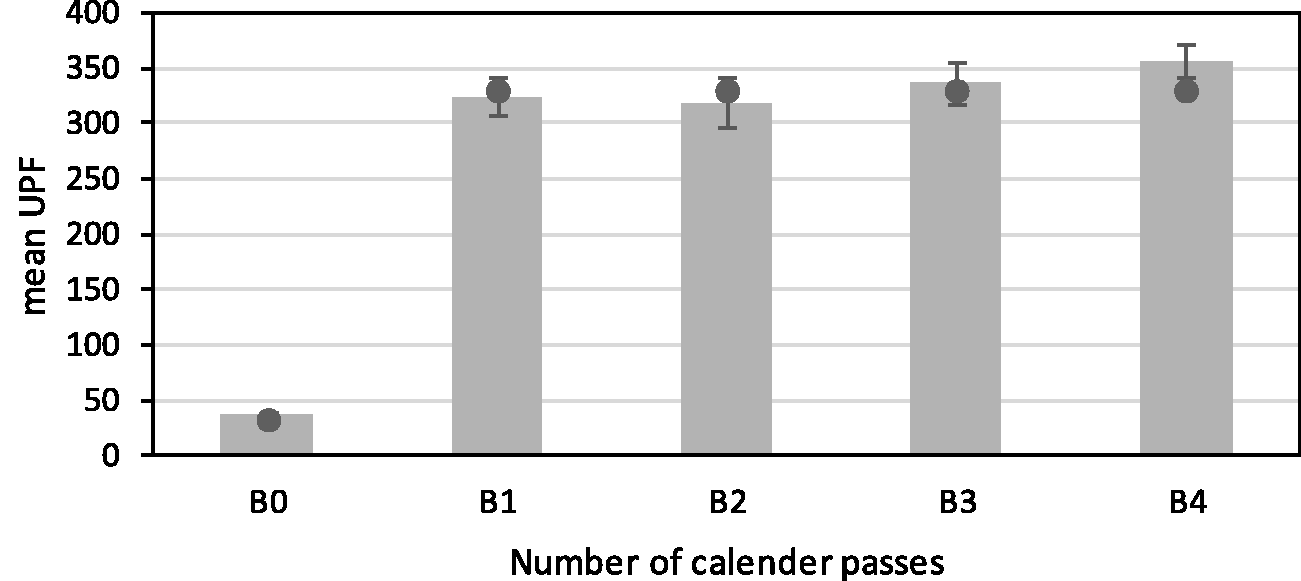
Ultraviolet protection factor (UPF) of calendered polyester fabric B as the number of passes increased (grey column: photometric determination of UPF and standard deviation, ● UPF calculated from optical microscopy and image analysis).
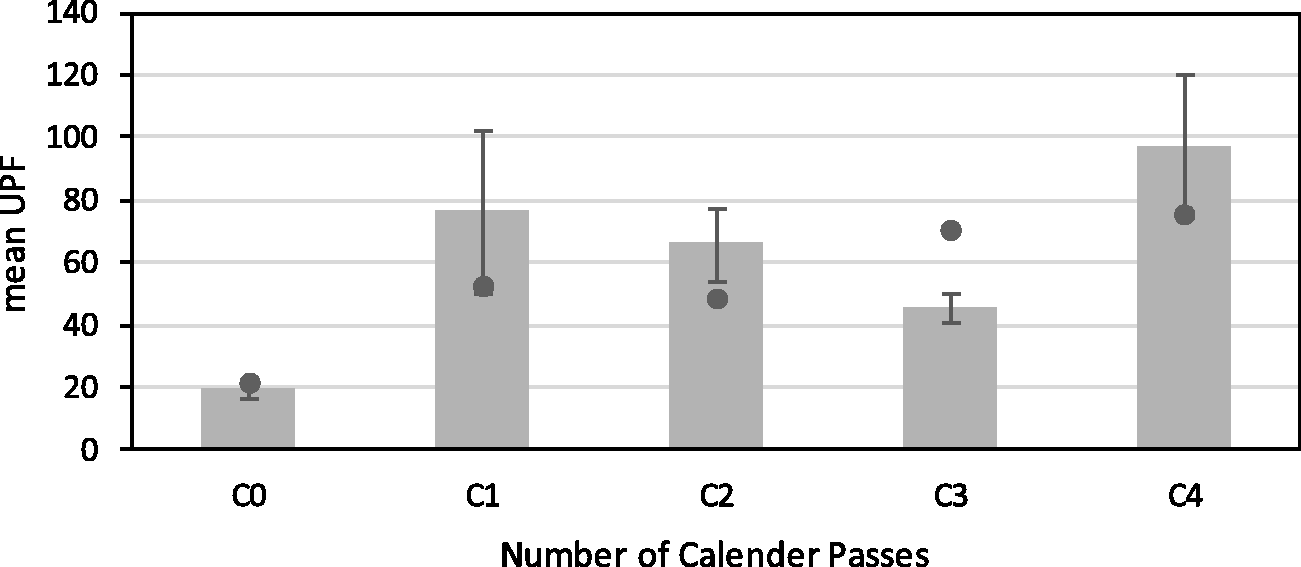
Ultraviolet protection factor (UPF) of calendered wool/polyamide 6.6 fabric C as number of passes (grey column: photometric determination of UPF and standard deviation, ● UPF calculated from optical microscopy and image analysis).
After one pass through the calender press, the mean UPF of fabric A increased by 197% of that of the control sample, A0. Further, a rated UPF of 55 is more than sufficient in protecting the human skin from UV radiation.
The UPF of fabric B also increased significantly after the first pass through the calender press, namely an 880% increase from UPF 37 to UPF 325. However, subsequent passes led to no change as the maximum coverage was achieved from the first pass. This was attributed to the polyester yarn being a flat filament, which was pressed flat during the first calender pass. Due to the cross-sectional character of the yarn, more coverage was afforded than by a standard round filament, such as that of samples A and C.
Sample C, 87% merino wool and 13% polyamide blend fabric, showed an increase in the UPF after the first calender pass of 300% (UPF 19 to UPF 76). However, as compared to sample A, the change did not continue to increase with additional calender passes. This can be attributed to the round filament yarns and the minimal presence of a thermoplast in the yarn blend. Cover factor percent, mean percent transmission, and mean UPF values along with the rated UPF and standard error of the mean are presented in Table 4. The measured values of the UVR transmission and calculated UPF resulted in significant errors across all samples and specimens. These errors can be attributed to a variety of reasons. Firstly, the UVR transmission method used only measures the transmitted light through a circular sample area with a diameter of 50 mm. Therefore, for samples with smaller cover factors or larger pore sizes, the probability of measuring an area that does not accurately represent the whole fabric is higher. Consequently, a greater number of measurements must be taken to best represent the fabric with the mean %T of mean UPF. A second source of error is the resolution of the spectrophotometer: as the amount of transmitted UVR decreases, the sensitivity of the detector decreases. Congruently, as the amount of transmitted light decreases the UPF value also becomes more sensitive (Figure 1). Lastly, the fiber type also affected the repeatability of measurements, specifically for fabrics made of natural yarns, where there is greater variation in structure across the area of the material as compared to synthetic fabrics, as evidenced by the wool blend sample fabric C.
Change in cover factor, fabric pore size, ultraviolet transmission, and ultraviolet protection factor (UPF) as a function of the number of repetitive calendarings
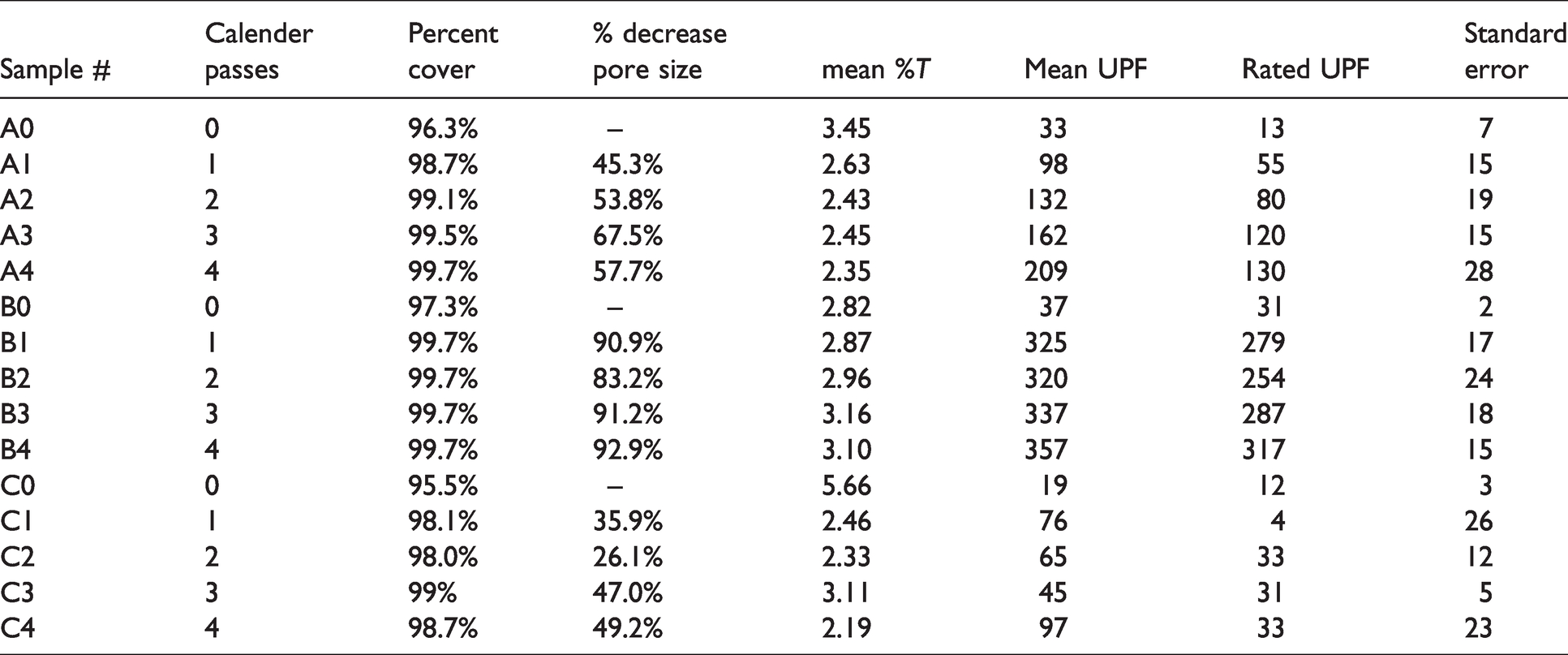
The results in Table 4 indicate the general principle of the achieved increase in the UPF as consequence of repetitive calendering. The compression of the fabric structure leads to a more dense and closed structure. The light transmission %T becomes reduced and the overall coverage increases. Remarkably, the highest increase in UPF was obtained during the first calendering. Dependent on fiber composition and fabric construction, a single calendering is sufficient to obtain the maximum increase (fabrics B and C). In the case of fabric A, a further increase in UPF was obtained during repetitive calendering.
Physical properties
Changes in physical properties as function of repetitive calendering were monitored by the determination of fabric thickness, air permeability, and bending stiffness. Calendering in the heated calender leads to an irreversible reduction of the fabric thickness (Figure 8(a)). In the case of the polyester-based fabrics, A and B, the sample thickness reduces to almost 50% during a single calendering, while a continuous but smaller reduction in thickness is observed during further treatments. Fabric C consists mainly of wool and only has a minor content from thermoplastic polyamide fibers (13%wt), and thus the effect of a thermal compression is limited. After an initial compression during the first calendering step, the thickness of sample C remained unchanged during following repetitive treatments.
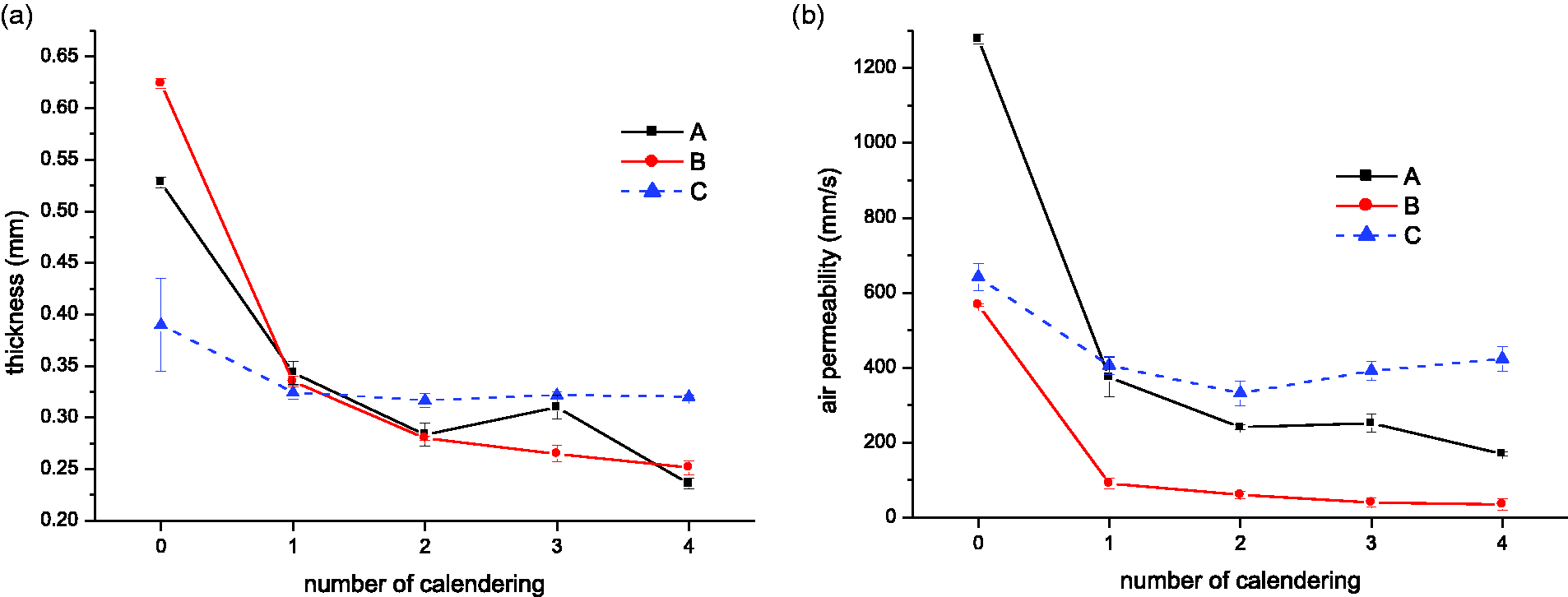
(a) Thickness of samples A–C as function of repetitive calendering. (b) Air permeability of samples A–C as function of repetitive calendering.
As expected, the compression of the fabric structure also leads to a reduction in air permeability (Figure 8(b)). The overall changes in air permeability for the polyester-based fabrics, A and B, are comparable, but were dependent on the fabric construction, which determines the initial air permeability of the material. The behavior of fabric C corresponds to the observations of the thickness measurements. After a compression during the first calendering, the properties of the fabric remained unchanged during repetitive calendering.
Thermal compression of thermoplastic fabric or thermal degradation of wool hair could lead to undesired stiffening of calendered samples. The bending stiffness of the different fabrics before and after calendering thus were used as an indication to describe sample stiffening (Figure 9). For both fabrics A and B an increase in bending length by approximately +50% was observed, which can be attributed to the more compact structure of the samples. Flexibility of the material still was high and no deterioration of the fabric structure was observed, which is also noticeable in the photomicrographs (Figures 2 and 3). In the case of the wool/polyamide blend (fabric C) only minor changes in bending stiffness were observed during repetitive calendering.
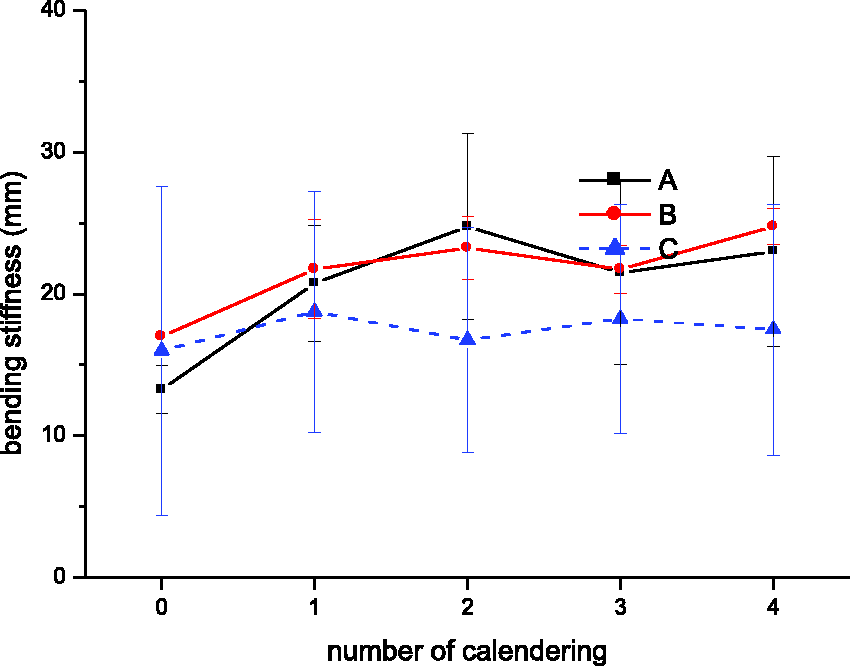
Bending stiffness of samples A–C as function of repetitive calendering.
The apparently high error bars of the measurements shown in Figure 9 are the consequence of the addition of bending results for both sides of the fabric. The two-faced knitted fabrics, A and C, exhibited substantial differences in bending stiffness for the two sides of the fabric, and thus rather high standard deviation results. For an analysis of the overall fabric stiffness, however, by addition of both measurements a meaningful result is obtained.
Conclusions
The calender process was found to be a very effective method of increasing the UV protective properties of a textile by decreasing the cover factor and subsequently decreasing the amount of UVR transmitted. Through the conclusions drawn by other studies that find the cover factor to be the most important fabric characteristic in changing the amount of UVR that passes through a structure, changing this characteristic is determinant.
The focus of this study was to change the UPF of a fabric by mechanically changing the cover factor through the process of calendering. This technique proved successful, as the UPF value of different fabrics after only one pass through the calender led to increases of 200% or more in the amount of protection offered. An analysis of thickness, air permeability, and bending stiffness of the processed fabric indicated that a compression of the fabric structure was achieved without deterioration of the fabric flexibility. The presented results indicate a representative case of how to modify fabric functionality by physical methods without additives and finishes. The technique thus serves as a model case for a process design for recycling. The experiments also showed that there are longstanding techniques in the textile industry that exhibit substantial potential to improve textiles for new needs.
Footnotes
Acknowledgments
Thanks to the Höhere Technische Bundeslehr- und Versuchsanstalt Dornbirn for allowing us to use the calender machine.
Availability of data and material
The datasets generated during and/or analyzed during the current study are available from the corresponding author on reasonable request.
Declaration of conflicting interests
The authors have no conflicts of interest to declare.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Vorarlberg and Tirolian governments of Austria, Standortagentur Tirol & Vorarlberg Landesregierung, through the project Competence Centre “Sports Textiles.”