
Abstract
This research paper reports a study on thermal and sound insulation samples developed from sugarcane bagasse and bamboo charcoal for automotive industry applications. The sugarcane bagasse and bamboo charcoal fiber is a potential source of raw material that can be considered for thermal and sound insulation applications. Natural fibers are commonly used in diverse applications and one of the most important applications is sound absorption. Natural fiber hybrid composite currently is in greater demand in industries because of their advantages such as low cost, biodegradability, acceptable physical properties, and so on. Eco-friendly sound-absorbing composite materials have been developed using bamboo charcoal and sugarcane bagasse fibers. From these fibers five types of natural fiber green composite were developed using the compression bonding technique. The natural composite noise control performance contributes to its wider adoption as sound absorbers. The sound absorption coefficient was measured according to ASTM E 1050 by the Impedance tube method. The physical properties of natural fiber composites such as thickness, density, porosity, air permeability, and thermal conductivity were analyzed for all samples in accordance with ASTM Standard. The result exposed that natural fiber green composite were absorbing the sound resistance of more than 70% and the natural fibers composites provide the best acoustic absorption properties, these composite materials have adequate moisture resistance at high humidity conditions without affecting the insulation and acoustic properties.
Keywords
Introduction
For centuries, fibers have been natural fibers end-of-life textiles and made into textile products which have become a well-proven and effective way of processing. The natural availability of reproducing fibers is limited and people have always tried to control consumption. In times of textile raw material scarcity the natural fiber end-of-life textiles became a necessity and craftsmen or even the natural fiber industry tried to achieve higher output this way. Textile sugar cane bagasse fiber and bamboo charcoal was looked upon as a valuable source of raw material. Nowadays, resources to make primary synthetic fibers are becoming less and less as the world population is rising. So it is clear that a textile natural fiber needs to stay on the agenda given by Sakthivel et al.
1
and their finding are hence it is necessary to develop processes to fabricate textiles that are easy to convert as to composite materials. Manufacturers are expected to feel responsible for production composite and end-of-life products. In cloth-making industries, processing, and textile finishing industries, production of sugar cane bagasse and bamboo charcoal is suitable for making composite materials. For end-of-life industrial textiles, especially for technical textiles, natural fiber composite manufacturing systems are inadequate.
2
One of the reasons behind this is that there are only a few industries which use them. However, if they were produced to be easily manufactured, such fields could have been well developed. Despite the significant production of sugarcane bagasse waste fibrous materials industries are looking for applications where waste materials can be represented as a value-added material (Sakthivel et al. 2020).
22
The textile-based fiber re-enforced composite materials showed good material potential which is suitable for preparation of composite materials.
3
Textiles used in the automotive industry are often composites since they provide the maximum functionality required. Cost is also of interest in this context (
Materials and methods
Sugarcane bagasse extraction
The raw materials used in this research are waste sugarcane bagasse and bamboo charcoal materials. The sugarcane bagasse waste fiber is collected from streets and chemically treated by submerging them in 500 ml with an alkaline solution of 10% NaOH at 60%–70% for 3 h as similar work is done by Braccesi and Bracciali. 10 Then they were rinsed with distilled water to cleanse them from excess alkaline treatment on the surface then followed by drying up in an oven at temperature of 200°C for 30 s then required bagasse fiber is obtained. The fiber extricated operation appears in Figure 1.

Bagasse fiber extraction.
Bamboo charcoal extraction
Bamboo stems are used and converted into charcoal and made into powder by a grinder locally. As can be seen on (Figure 2) below, Raw bamboo charcoal is made of bamboo cums which were cut into a piece of length shoots are the stems that have leaves on them. Trim back shoots to a length of 1 or 2 inches (2.5–5 cm.) from the stalk. This will encourage more shoots to grow from the cut area and will create a denser, bushier look and then loaded into a kiln to dry, heat by compressing the residue into sticks of a certain shape and carbonizing the sticks. Here it’s used in carbonization is a brick kiln to dry, heat, and pyrolyze under the condition of lacking and then converted as a charcoal powder for the mixing of bagasse and charcoal powder for different proportion.

Charcoal powder extraction from raw bamboo stem.
Composite preparation
The bagasse fiber and bamboo charcoal are chosen for the composite ground work for having length of 10 mm and diameter 0.5 mm. It is prepared by compression molding methods for composite readiness, a mold size of 250 mm in length (L), 25 mm width (W), and thickness (T) of 6 mm is selected. For testing, five sample plates (A, B, and C) are set up according to ASTM standard size and they will be tested for physical and sound insulation properties. The different composition of the sample is given in the Table 1. Both input materials are combined in different ratios of Bagasse/Bamboo charcoal five composite samples were developed with the aid of biodegradable resin with the following composition. Here for the purpose of binding biodegradable resin, Polyurethane resin is used by considering its operational guidelines for better material achievement as per the requirements of ASTM standards. Matrix composites is used from these two sources, in which fiber orientation can be made very much more random and the samples are developed by compression molding techniques as this device often yields composite parts that have the optimal physical and sound insulation properties possible from the particular combination of constituent materials. The bagasse fiber and charcoal powder are weighed based on their required appropriate recipe and the resin is added and mixed with a scattering blender with a rotating speed of 50 rpm for 10–15 min and it is homogeneously mixed and poured into the mold. After that it is fixed at room temperature for 1 h at room temperature to obtain the necessary size of composite plate. The developed composite plate is shown in Figure 3.
Composition of prepared composite samples.

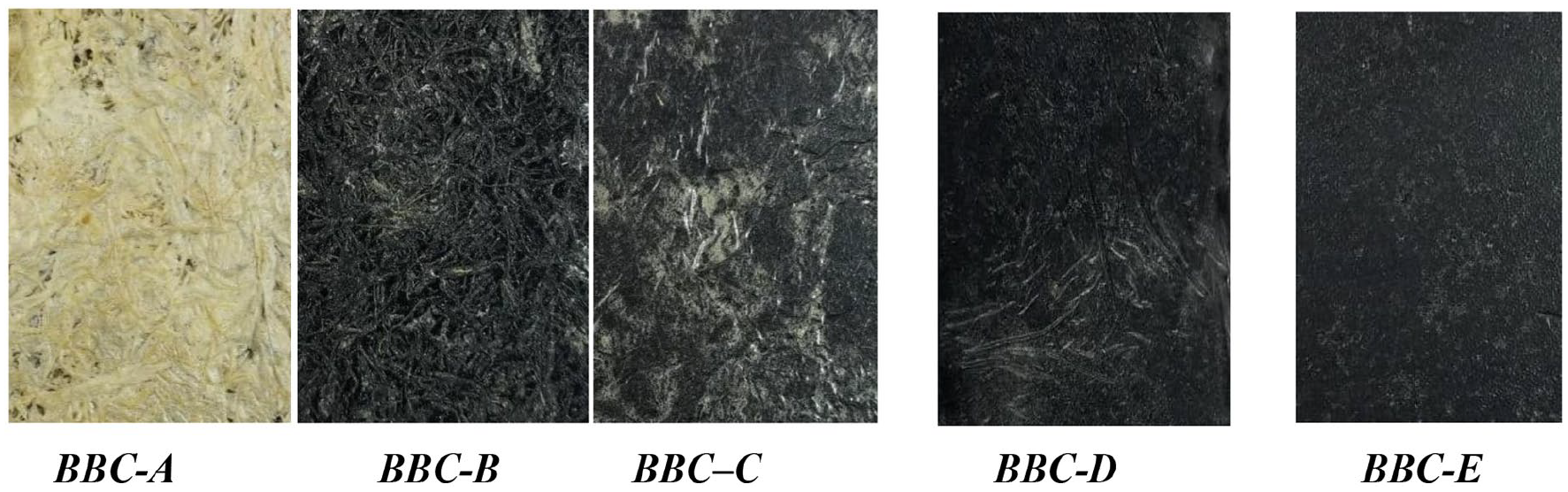
Developed composite plates.
Compression molding
The natural fiber is then converted into a composite structure with different density by using a mechanical molding process. Sugarcane bagasse and bamboo charcoal were taken in the ratio of five hybrid composite samples with Bagasse Fiber/Bamboo Charcoal proportions of BBC-A 100%/0%, BBC-B 70%/30%, BBC-C 50%/50%, BBC-D 30%/70%, and BBC-E 0%/100% with 65% resin in all are prepared. The hot air bonding machine of mesh diameter 4 mm was used for compression molding. The composite having dimensions 200 mm in length, 80 mm in width, and 6–8 mm in thickness were developed. The produced natural composite samples are BBC-A, BBC-B, BBC-C, and BBC-D and BBC-E with 65% resin in all are prepared and to measure the sound absorption coefficient according to the ASTM standard (1050) Impedance tube method. The influencing physical properties of composite are thickness, density, porosity, thermal conductivity, and air permeability was tested in accordance with ASTM standards.
Testing methods
Measurement of thickness
The thickness tester is a specialized equipment to determine the thickness of composite. The mean value of all the readings of thickness was determined to the nearest 0.01 mm is calculated and the result is the average thickness of the sample under test. The natural composite thickness was determined in accordance with ASTM D5729 standard method.
Measurement of density
The increase of sound absorption value in the middle and higher the frequency as the density of the sample increased. The specimen with 12 cm diameter and 80 cm2 areas were cut out randomly and weighted. An average of 20 observations was taken for each sample and expressed in kg/m3. The density was calculated by using the following relationship.

Where:
W – weight of sample per unit area, determined the standard method ASTM D 3776.
Measurement of Porosity
The porosity of a porous material is defined as the ratio of the volume of the voids in the material to its total volume the equation defines porosity (H)

Where:
Va – volume of the air in the voids,
Vm – total volume of the sample of the acoustical material being tested. The porosity was found with ASTM B809.
Measurement of air permeability
The rate of airflow passing perpendicularly through a known area of composite materials is adjusted to obtain a prescribed air pressure differential between the two composite surfaces and its generally expressed in terms of cm3/s/cm2 calculated at operating conditions. From this rate of airflow, the air permeability of the composite is determined by ASTM Test Method D 737.
Thermal conductivity
The Thermal conductivity coefficient of specimens’ was measured using Lee’s disk method principle by Sakthivel et al. 11 the following equation:



Thermal conductivity of samples was then calculated theoretically by using Maxwell model as illustrated above where comparisons between theoretical and experimental results were accomplished. The thermal conductivity was determined in accordance with ASTM D 6343.
Scanning electron microscope (SEM)
Morphological analysis was performed as per the ASTM D 256 Standard using a JEOL SEM instrument, on cryogenically fractured surfaces of composite samples. The developed samples fractured surfaces after tensile testing are examined using a scanning electron microscope (SEM) JEOLJSM-6480LV Figure 4. Shown in A and B, SEM micrographs of a fractured surface of natural fiber composite tensile test measurement of sound by using ASTM D 256 JEOL SEM instrument, the morphological analysis was performed and evaluated the fractured surfaces of composite samples.
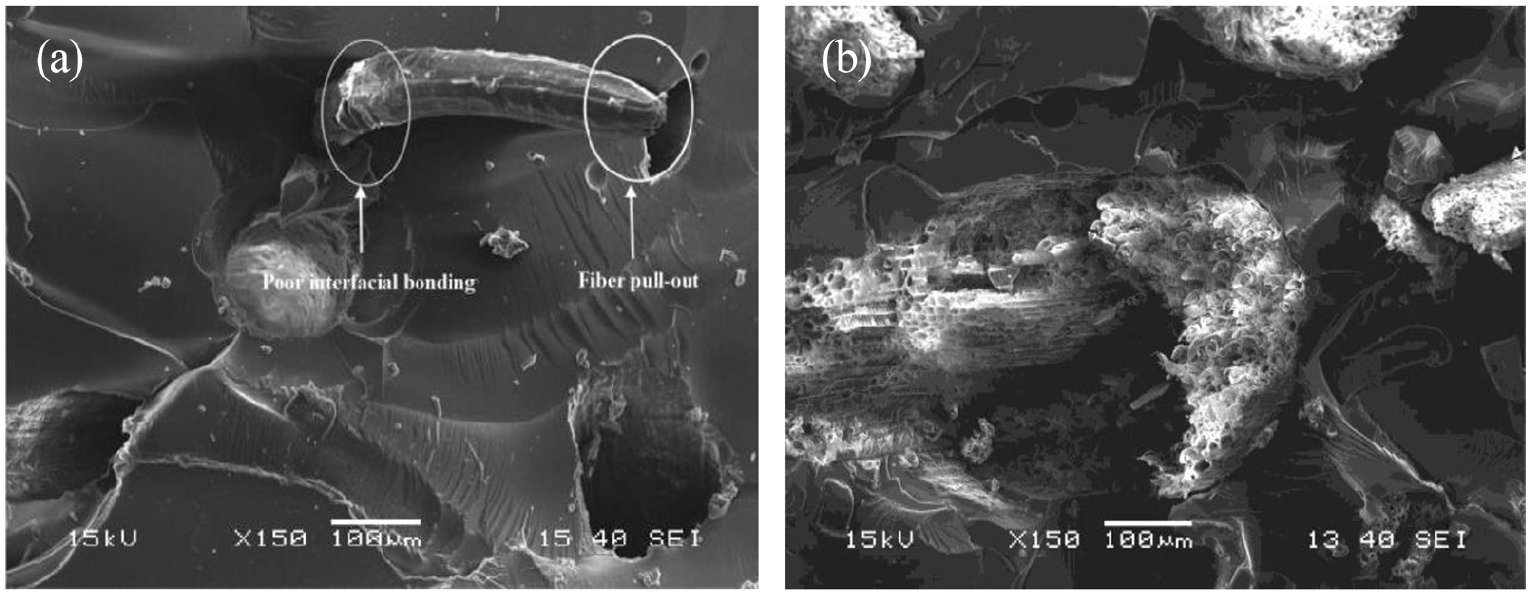
Tensile test SEM images of sample A and sample B.
Measurement of sound absorption coefficient
The normal incident sound absorption coefficients (α) were measured according to the ASTM E 1050-10 standard test method by using an impedance tube, which was kindly provided by Automotive Research and Testing Center (ARTC, Taiwan shown in Figure 5). When a sound wave is an incident on a material 1, it can be absorbed, reflected, and transmitted by the material, all three phenomena are possible depending upon the types of materials. Absorbing the incident sound wave is an effective way to control the noise. The frequency ranges used for the measurement were 50–4000 Hz. The frequency range was divided into three different classes, low (50–1000 Hz), medium (1000–2000 Hz), and high (2000–4000 Hz) ranges. Ten readings were taken randomly from each sample for evaluating acoustic properties. The sound resistance or insulation by the composite samples can be calculated by the following derivation.

Where,
SR – sound reduction
dBwos – sound level without sample and
dBws – the sound level with sample

Impedance tube set up method (1050).
Results and discussion
Sound absorption property
One of the objectives was to obtain superior sound absorption property in the samples in addition to the sound resistance property. All developed composite samples showed better sound absorption properties in the overall frequency range (50–4000 Hz). Sound absorption coefficients (αc) of the samples in various frequency ranges are shown in Figure 6. The sound absorption depends upon the thickness of the material amongst other factors the reason can be attributed to the fact that the kinetic energy of the incident sound wave gets converted to a low level of heat energy when it passes through a thicker structure. The thicker structure absorbs sound waves by causing frictional loss between sound waves and fiber, thereby dampening the effects of the propagating sound wave. Another factor was the tortuosity component. 12 The natural fiber composite samples can be observed that while frequency increases, sound absorption coefficient (SAC) of all samples is BBC-A (0.0230%), BBC-B (0.033%), BBC-C (0.061%), BBC-D (0.065%), and BBC-E (0.113%) also increases. Similarly, while thickness increases the sound-absorbing performance also increases. At the highest frequency of 4000 Hz, the respective average SAC values. Fibers interlocking in composite are the frictional elements that provide resistance to acoustic wave motion. To design a natural sugarcane bagasse with bamboo charcoals composites to have a high sound absorption coefficient, porosity should increase along with the propagation of the sound wave. The similar tendency was obtained by Shoshaniet et al. (2000). 15 The composite porous structure possessed excellent performance for the absorption of high-frequency sound waves, especially above 4000 Hz13–15 (Shoshani, 1993).

Sound absorption coefficient behavior of composites.
SEM analysis
The SEM Figure of 4, showed the waste natural sugarcane bagasse with bamboo charcoal from which the perimeters are tested with scalex plan wheel XLU. The bamboo charcoal and bagasse samples are analyzed three times and final average values were taken as a fiber perimeter. The surface area of the fibers was calculated by multiplying the perimeter and the total fiber length in the fabric. The surface area of the composites was obtained as per the ASTM Standard ASTME 2809 is 25 ×
Influence of physical properties on sound absorption coefficient
There are many aspects that affect the sound absorption properties of porous fibrous materials, namely acoustic impedance, flow resistance, porosity, and structural factors (tortuosity) on account of the structure, and thickness, bulk density, and thermal conductivity has behind the board in engineering to affect the sound absorption. The physical properties of sugarcane bagasse fiber with bamboo charcoals composite samples are tabulated in Table 2 BBC-A 100%, BBC-B 70%/30%, BBC-C 50%/50%, BBC-D 30%/70%, and BBC-E 100% respectively.
Physical properties of natural fiber composite materials.

Influence of thickness
In this research the sound absorption in porous materials was concluded as low-frequency sound absorption has a direct relationship with thickness. This study shows a high increase of sound absorption at low frequencies, as the material gets thicker the sound absorption property decreases as shown in Figure 7. It can be observed that the thickness of all composite samples was around 3.5 mm which indicates that all composite showed minimal sound absorption. The thickness of (BBC-C 3.56 and BBC-D 3.84

Influence of thickness on sound absorption coefficient.
Influence of density
The density increases the sound absorption coefficient of the sample increases. A study by Koizumi et al.
19
showed an increase of sound absorption values in the middle and higher frequency as the density of the samples was increased. The number of fibers increases per unit area when the apparent density is large. The energy losses increases as the surface friction increases, thus, the sound absorption coefficient increases. Less dense and more open structure absorbs the sound of low frequencies 500 Hz. Denser structure performs better for frequencies above than 2000 Hz. It reveals that the increase in density directly increases the SAC. Figure 8 shows that Composite which has a difference in density of 858.00

Influence of density on sound absorption coefficient.
Influence of porosity
The porosity of a porous material is defined as the ratio of the volume of the voids in the material to its total volume. Figure 9 shows the influence of porosity on sound absorption of natural fiber composites based upon the bonding and density of the sample values of 0.497%, 0.291%, 0.164%, 0.198%, and 0.099% for BBC-A, BBC-B, BBC-C,BBC-D, and BBC-E respectively. The results exposed that when comparing the porosity and micro pores the micro spores satisfy the diffusion sound waves. The SAC of the porous materials were highly dependent on the permeability of the materials. Less porosity and less air permeability of the samples permit the sound frequency lesser amount at low-frequency level, but at a higher frequency, the sound enters the fine pores and experience friction between the fibers and adhesiveness, thus performs with higher absorption of sound energy. The same finding was obtained by Abedom et al. 21

Influence of porosity on sound absorption coefficient.
Influence of airflow resistance
Figure 10 revealed the relationship between specific airflow resistance and sound absorption coefficient. It can be inferred that higher airflow resistance always gives better sound absorption values. The sound absorption property was influenced by a high increase in airflow. With a high increase in airflow resistance and an increase in the density of the composite, the sound absorption property is also highly affected. The airflow resistances of the composites are about 31.5, 30.5, 28.9, 27.7, and 29.7

Influence of air permeability on sound absorption coefficient.
Influence of thermal conductivity on sound absorption
The thermal conductivity of the samples was measured in terms of their thermal insulation value. The thermal conductivity of different samples is shown in Figure 11. The thermal conductivity improved the insulation property. Low values of the thermal conductivity show higher resistance to conduction of the hotness through the material. By the increases in temperature, the thermal conductivity increases for all samples of composite for providing one of the best sound absorption properties. Two-layer materials with 50% bagasse fiber along with 50% charcoal powder provided one of the best insulation properties. These results exposed that it is possible to develop samples that show similar thermal conductivity as that of 100% bagasse and charcoal materials. The thermal conductivity for the material BBC-E is about 0.133 W/mK which has a SAC value of 0.113% which is higher than that of the BBC-A, BBC-B, BBC-C, and BBC-D. These samples were suitable for roof ceiling insulation applications in a building and automotive interiors.

Influence of thermal conductivity on sound absorption.
Conclusion
Five different waste sugarcane bagasse/bamboo charcoal composite materials (BBC-A, BBC-B, BBC-C, BBC-D, and BBC-E) were produced and tested for physical and sound absorption properties. Natural green composite mats (BBC-B and BBC-D) showed the best physical and acoustic absorption due to the more density of the materials. The composite materials were absorbing more than 70% of the incident noise (50–4000 Hz). There were no significant changes in the influencing parameters and acoustic properties of the natural fiber composite materials when evaluated under high humidity conditions. SEM images showed that some of the scales present in the sugarcane bagasse fibers of BBC-D and BBC-B materials were degraded, where as expected no changes in the morphology of natural sugarcane bagasse fiber materials was noticed. These alternative materials will continue to cost benefits as well as green building initiatives through the development of materials from natural resources.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.