
Abstract
The efficient use of fibers derived from natural sources is the main goal of this research project. However, the priority on natural fibers falls short of meeting the necessary strength requirements. The goal of this work is to empirically analyze composite materials made with sugarcane bagasse and jute natural fibers as reinforcement, and PVA as the matrix. The goal is to examine the various mechanical and thermal insulating properties of Bagasse fiber/jute fiber composites to determine their application in technical domains. To carry out this investigation, a series of five hybrid composites were developed, each containing 65% polyvinyl acetate and varying the blend proportion of bagasse fiber and jute fiber: 100% /0%, 70%/30%, 50%/50%, 30%/70%, and 0%/100%. Compression molding was used as the fabrication technique. These composites’ resulting mechanical characteristics followed a critical analysis by ASTM standards. Through SEM analysis, the fiber shape, internal fracture forms, and binding properties were investigated. The results of the study showed that the tensile strength of composites made of bagasse and jute fibers is 265.80 MPa, which is close to the strength (270.10 MPa) displayed by composites made of synthetic fibers. Significantly, compared to the other configurations, the composites made up of 70% jute and 30% bagasse fibers exhibit a higher thermal insulation coefficient. Furthermore, compared to the other samples, these 70/30 composites had better impact resistance and flexural strength.
Keywords
Introduction
Natural fibers offer a multitude of technical and ecological advantages when employed in reinforced composites. Sugarcane, bamboo, flax, wood, hemp, jute, barley, wheat, and sisal are a few examples of natural fibers whose compatibility with plastics has been studied. Utilizing thermosets, thermoplastic and elastomeric matrix materials, these fibers are reinforced. 1 Plant fibers have historically been used as renewable resources because of their variety of characteristics.2–4 With a global production of over 1.7 billion tons in 2011, sugarcane, scientifically referred to by the genus Saccharum spp., is a significant crop in tropical areas. After the cane stalks are crushed in sugar and alcohol mills, bagasse, a residue material that makes up around 30% of this cane, is left behind. Bagasse is made up of 45% cellulose, 33% hemicelluloses, and 20% lignin and includes both the inner pith and the outer rind of the cane stalk. 5
Whereas alloys and composites retain the distinctive characteristics of their constituent parts, improving strengths while limiting weaknesses to key considerations materials.6,7 According to Suchetclan, 8 such composites have two or more solid phases that are discernible at the micro level. They can be categorized as homogenous on this level since they all exhibit the same physical characteristics. The use of jute in the development of furniture provides the impetus for jute-based biocomposites, which requires researchers to address problems through research and development. 9 The manufacture and quality of jute-based bio composite sectors are improved by this concept. When mixed with other materials, jute fibers can provide thermo physiological comfort qualities. 10 Reinforced biocomposites from jute fibers exhibit improved flexural and tensile strength, ductility, crack resistance, toughness, and impact strength. 11 With a heritage dating back thousands of years, jute is globally accessible and well-suited for a range of applications, including paper production and erosion control. Its attributes include high strength, processing ease, and sustainability. Improved flexural and tensile strength, ductility, crack resistance, toughness, and impact strength are all displayed by reinforced biocomposites made of jute fibers. 11 Jute has a long history going back thousands of years. It is widely available and suitable for a variety of uses, such as paper making and erosion control. High strength, processing simplicity, sustainability, and a quick growth cycle are some of its qualities, 12 and a rapid growth cycle. 12
Jute-based composites are preferred more frequently than synthetic fibers like glass fiber because of their improved eco-friendliness and less environmental effect. 13 This is consistent with its conceptual connections with good and optimism. Researchers are extensively investigating jute-based biocomposites because of their strength and lightness, 3 describing them as a green technology that promotes an eco-friendly environment. A cost-effective source of cellulosic natural fibers for biocomposites, jute-origin bagasse has the potential to revolutionize production processes and manufacturing.14,15 Although glass fibers exceed jute in terms of strength, jute is still suitable for building since it offers elasticity and strength. Due primarily to its advantages over synthetic counterparts in terms of the environment and economy, natural fiber composites are gaining popularity across industries. 16 Natural fibers are valued for their strength, renewability, and biodegradability since they are produced from plants with high lignocellulosic content. These fibers, which are preferred to traditional composites because of their non-carcinogenic and biodegradable characteristics, include cotton, jute, sisal, bagasse, hemp, and coir. 17
Plant fibers comprise cellulose fibrils that are bound together by a matrix of lignin and hemicelluloses. Increased mechanical characteristics are correlated with increased cellulose content. Construction industries such as the automotive, bridge and building industries use cellulose fibers. Jute fiber stands out for its ability to absorb CO2 and for being environmentally friendly. In varied conditions, especially in Asia and South America, about a 1000 jute species and about 70 families grow. 18 Strength, lightness, biodegradability, stiffness, and soil protection via leaf and root functions are just a few of jute’s benefits. Its usefulness extends to extensive construction and living tool applications, where controlled jute fiber insertion supports the continuous growth of composites.19,20 This research highlights the novelty of developing automotive thermal insulation materials through the combination of bagasse and jute fibers in natural fiber-reinforced composites.
Materials and methods
Materials
Extraction of sugarcane bagasse
Bagasse fibers are first gathered from the streets and treated chemically before being used in the process. These fibers are submerged for 3 h in a 600 ml container of an alkaline solution that contains 12% NaOH and is kept at a temperature between 70° and 80°. 21 The fibers are extensively rinsed with distilled water after this chemical treatment to completely remove any residual alkaline traces from the surface. Then followed drying the fibers for 40 s at a temperature of 250°C in an oven the fiber-extricated operation is shown in Figure 1.

Sugarcane bagasse fiber.
Extraction of jute fiber
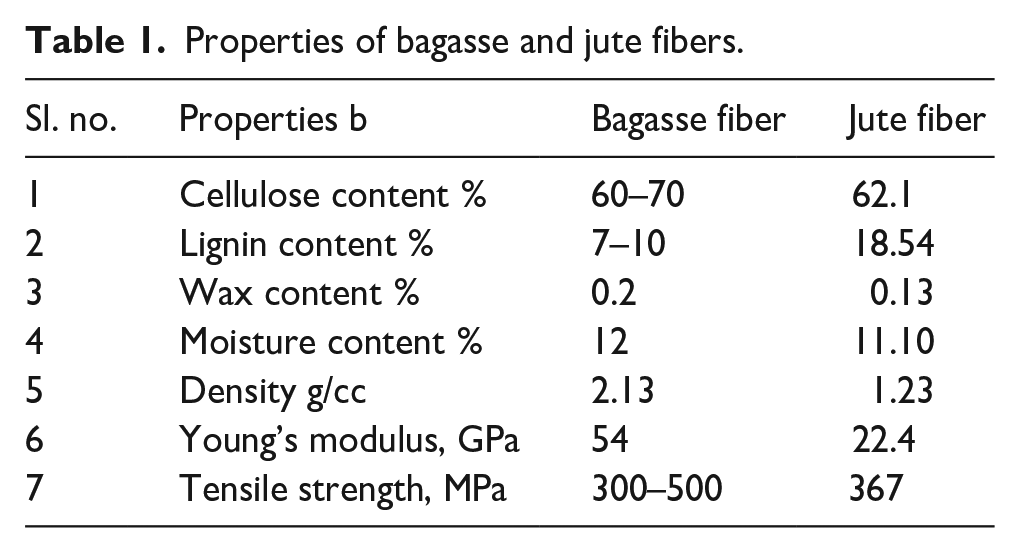
Two different kinds of Corchorus plants, C. capsularis and C. clitoris, are the source of jute fiber. Jute substitutes like Bimli, made from hibiscus cannabinus, and China jute, made from abutilon theophrasti, are also available. The jute fiber is made up of cells embedded, each of which has a constant diameter of 0.0008 inches and a length of about 0.08 in. Each cell’s cross-sectional area is regulated because of the consistent diameter. Jute fibers range in hue from yellow to brown, showing distinct gray tones, and they naturally darken toward brown when exposed to sunlight 22 (Figure 2 and Table 1).

Jute fibers.
Properties of bagasse and jute fibers.
Compression molding
Primarily, to start a prepared resin is given to satisfy the requirements of five different recipes. Samples are made using a manual layup procedure in which the components are carefully assembled and then molded inside a spotless, desiccated mold box. Jute and bagasse fibers processed through a compression molding process are the fibers chosen for the composite foundation. 23 A mold with the following measurements is used to produce composite readiness: 250 mm in length (L), 25 mm in width (W), and 6 mm in thickness (T). Five illustrated plates (A, B, and C) are stacked according to the ASTM standards for evaluation; these plates are tested for mechanical and thermal insulation properties. Table 2 shows the samples’ unique compositions. Five samples are produced by combining the two input materials, bagasse, and jute, in various ratios. The resulting composition is the outcome of this being achieved with the use of a biodegradable resin. Polyvinyl acetate resin, chosen for its operating parameters that are conducive to creating superior material outcomes, is used to fulfill the aim of binding the biodegradable resin. This decision fits with the requirements of the developed composite samples’ applicability for gas tests, as per the guidelines laid out from the respective ASTM standards.
Fiber blending composition and sample coding.

Sources are used to create matrix composites, where the fiber orientation is selectively formed more randomly. The samples are made using compression molding techniques, a process that consistently produces composite parts with the best mechanical properties since they are made of a particular combination of constituent elements. Jute and bagasse fiber are measured according to their respective prescribed compositions. The resin is then incorporated and blended for 5–10 min using a dispersion blender that rotates at a speed of 40 rpm. After complete blending, the material is homogenized and placed into the mold. The composite is then allowed to be set at room temperature for an hour to achieve the correct dimensions. 24 The developed composite plates are shown in Figure 3.

Composite samples for tensile test.
Mechanical testing
Tensile test
With the use of a saw cutter, the composite materials made up of manufactured fibers and reinforcement is carefully molded to fit specifications. The specimen edges are cleaned using emery sheets before the tensile test is performed. The process complies with ASTM D 3039 25 standards. The ASTM standards are used to determine parameters like gauge length and cross-head speed. Tension forces are applied to the test specimen once it has been safely clamped. Up until the point of fracture, the tension gradually increased along the direction of the fiber length. Measurements are taken as the length increases concurrently. The length of the fiber is considered while measuring tensile strength. The tension test is conducted four times to ensure accuracy. This repetition takes into consideration changes based on the inherent characteristics of natural fiber sources, matrix materials, and fiber configurations, all of which influence mechanical properties. 26 A 150 kN universal testing machine running at a crosshead speed of 60 mm/min is used to conduct tensile tests.
Flexural test
A three-point flexural test is the standard method for assessing the flexural properties of fiber composites. A fabricated sample is positioned between two supports in line with ASTM B 790-03 specifications. Up until failure, the specimen is put under a load at its center. The findings of the measured flexural strength are documented. The mean value is then determined and reported after this process is repeated four times as shown in Figure 4.

Composite samples for flexural test.
Impact test
The ASTM D 256 standards are executed in the preparation of the impact test samples. The Izod machine is then filled with these samples. The sample is subjected to force by the pendulum impact tester, allowing for the evaluation of performance and service life under high deformation rates. The energy absorbed during the procedure is the recorded metric denoting sample failure. This metric is used to describe the yield characteristics of biocomposites made of fiber-reinforced polymers. The average result is calculated after at least 10 tests have been completed to ensure accuracy and minimize potential errors.
Compression test
Compression testing on composite materials using the ASTM D3410 standard is used to provide a compressive load to the material without causing buckling. This kind of test is appropriate for relatively thin, rectangular, flat objects like laminate panels. The compressive strength of jute-reinforced bagasse fiber hybrid composite a material is assessed using compression testing equipment and a 100 kN load. The test is run in displacement control mode at a crosshead speed of 1 mm/min as shown in Figure 5.

Composite samples for compressive test.
Scanning electron microscope (SEM)
The interfacial bonding and fiber properties of composites are investigated via scanning electron microscopy (SEM) examination. Using a JEOL SEM instrument, the specimens of the manufactured fiber-reinforced polymer composite are submitted to SEM analysis by ASTM D 256 standard. The surfaces of the composite samples that were cryogenically fractured are examined morphologically. A JEOL JSM-6480LV scanning electron microscope is used to look at the cracked surfaces of the developed composites after tensile testing.
Thermal conductivity
According to AL-Qrimli, Mahdi, and Ismail, Lee’s disc method principle is used to measure the heat conductivity coefficient (2015). This coefficient was calculated by standard SR EN 12667/2002. Testing is done on samples that measure 15 × 15 × 4 cm at a temperature range of 0°C–25°C. The Maxwell model is used to theoretically calculate thermal conductivity, and the results of theoretical and experimental calculations are compared. Thermal conductivity is measured by ASTM D 6343.



Where; Q is the total heat, IV – is the supply energy, as is the cross-sectional area of the material transferring heat, and T – is the temperature on that specific cross-sectional area as shown in Figure 6

Lea disc method of thermal conductivity tester.
Results and discussions
The mechanical properties of developed fiber-reinforced polymer composites, such as their tensile strength, flexural strength, impact strength, and compression strength, are experimentally evaluated in this section. Table 3 provides a summary of the average values.
Mechanical and thermal properties of composite materials.

Impact of tensile strength
Resulting in a higher weight % of jute fiber compared to the other samples, composite S2J has superior mechanical characteristics. Notably, S2J leads other samples in terms of tensile (7.02 MPa), flexural (14.56 MPa), and impact strength (0.88 J/m2). The excellent tensile strength of S2J (7.02 kN), followed by S1B (13.37 kN), S3B/J (13.98 kN), S4B/J (11.99 kN), and S5B/J, is highlighted by the test results for this material in Figure 7. (13.29 kN) Intriguingly, increasing the amount of bagasse fiber in jute fiber increases its tensile strength (6.91 and 6.92 MPa for volume ratios of 10% and 20%, respectively), but too much bagasse content breaks the link between the fiber and the matrix, decreasing strength. These findings support earlier research 27 and demonstrate the value of mixing jute and bagasse fibers to improve tensile performance.

Influence of tensile strength on thermal insulation.
Impact of flexural test
Figure 8 illustrates the flexural strength variations among different samples. The improved flexural strength of the composite stems from the gradual reduction in bagasse fiber weight percentage (from 100% to 0%) coupled with a corresponding incremental rise in jute fiber weight percentage (from 0% to 100%).

Influence of flexural strength on thermal insulation.
Among the samples, S1J stands out with the highest flexural strength, peaking at 14.58 MPa. In comparison, S3B/J and S5B/J-E exhibit slightly lower strengths of 13.37 and 13.27 MPa, respectively. Notably, the bagasse fiber composite (S1B) demonstrates superior strength compared to the other composite specimens. Similarly, the introduction of bagasse fiber to the jute fiber composites (S4B/J) results in equivalent strength levels. These composite materials exhibit a capacity to withstand a flexural load of 11.99 MPa, while the S3B/J composites demonstrate even higher performance, capable of enduring up to 13.37 MPa. The 100% bagasse fiber composites exhibit notably higher load-bearing capabilities when compared to other composite ratios. This consistent strength pattern was also observed during the tension test of the produced composites. 28
Analysis of impact strength
The impact toughness of sample S2J surpasses that of the subsequent four composite samples, exhibiting the most remarkable impact strength estimation of 0.88 J/m². On the other hand, sample S3B/J-B records a value of 0.85 J/m², while sample S1B achieves 0.82 J/m². The presence of fiber pullout and fiber breakage contributes to diminished impact strength in cases of lower fiber stacking. Elevated fiber stacking within bio composites results in enhanced interfaces along fracture pathways, leading to heightened impact strength. 29 Augmented fiber stacking directly correlates with improved impact strength. Furthermore, an increase in the proportion of jute fiber content amplifies the tensile strength of the hybrid composite in conjunction with bagasse fiber.
For evaluating the impact properties of the composite specimens, impact tests were conducted on the test samples, and the averaged outcomes for each composition are depicted in Figure 9. When bagasse is incorporated into the jute fiber composite, the resulting impact strength surpasses that of the bagasse fiber composites. These impact strength values exhibit a distinct disparity from other strength parameters. During testing, jute fibers demonstrate greater resistance to pullout compared to bagasse fibers, thereby demanding more energy to fracture the fabricated specimens (2.52 J/mm²). The utilization of elongated fibers in the developed composites contributes to elevated impact strength, whereas the utilization of shorter fibers yields comparatively lower strength. Consequently, the incorporation of bagasse content into jute fiber composites proves to be more suitable for applications requiring impact strength. These findings align with the conclusions drawn by. 30

Influence of impact strength on thermal insulation.
Impact of compressive strength
Compression testing stands as a pivotal procedure in assessing the behavior of composite materials. Through the application of load on these materials, their mechanical properties can undergo modifications. However, directly gauging these properties using compression test machinery presents challenges. The compression outcome is contingent upon the specimen’s inherent characteristics. Conversely, utilizing an excessively short gage length can introduce substantial interference from the grips. As illustrated in Figure 10, it is evident that the newly developed bagasse samples reinforced with jute, specifically S2J with a value of 0.82372 Nm2, exhibit superior compressive strength compared to the alternative sample, S1B, with a value of 0.8213 Nm2. When juxtaposed with samples S3B/J, S4B/J, and S5B/J, these materials also showcase similar compressive strength attributes. This notable difference can be attributed to the incorporation of jute fibers as reinforcement materials, aligning with findings akin to those reported by Sailesh et al. 30

Influence of compressive strength on thermal insulation.
Impact of thermal insulation
The thermal insulating characteristics of the five samples were assessed using the thermal conductivity testing procedure outlined in the reference. A superior thermal conductivity signifies improved insulation capabilities, and the thermal conductivities of the diverse samples are illustrated in Figure 11. A lower thermal conductivity value indicates heightened resistance to the transmission of heat across the composite material. As the temperature rises, the thermal conductivity rises across all the samples. Notably, the S2J composite specimen demonstrates the most effective thermal insulation performance at 1.55568%, rendering it suitable for specific heat-absorbing applications within the automotive interior, as investigated in references.31,32 The thermal conductivity figures for S1B and S3B/J stand at 1.12131% and 1.14306% respectively. Additionally, S1J exhibits superior thermal insulation compared to S3B/J. The incorporation of fiber composites for insulation amalgamates the merits of strength and density with exceptional insulating traits, presenting a promising range of engineering materials with elevated potential. Furthermore, these materials exhibit substantial resistance to chemicals, heat, and fire applications.

Influence of thermal conductivity on thermal insulation.
Analysis of scanning electron microscopy (SEM)
Based on the information from ASTM D 256, 33 the SEM images depict various tensile test samples, highlighting distinctive characteristics. In the case of hybrid composite samples, a detailed examination was conducted concerning fiber pullout phenomena. The presence of fiber pullout is evident, resulting in fewer voids but increased fiber breakage. One image portrays the SEM micrographs of sample A, which exhibits weaker mechanical properties compared to other samples. The diminished strength and distinctiveness of this sample can be attributed to both fiber pullout and fiber scratching, thereby compromising its integrity. Figure 12 reveals inadequate fiber-matrix interfacial adhesion, which correlates with the observed low tensile strength.

SEM: (a–f) images of composite materials fractured surfaces.
In the SEM micrograph of sample C, a similar occurrence of fiber pullout leads to the emergence of minimal voids and greater fiber breakage. Notably, the micrograph highlights an enhanced interlinkage between the matrix and fiber, indicative of improved interfacial adhesion. This enhancement underscores the positive impact of reinforced fiber-matrix bonding on ultimate tensile strength. 34 The figures also illustrate the challenges posed by insufficient fiber adhesion, resulting in improper bonding with the resin. Moreover, the presence of unmixed fibers is evident, contributing to propagation issues during testing. To effectively address the issue of fiber pullout and bolster resistance, it is imperative to establish a robust bond between the bagasse fibers, jute fiber, and resin within the composite’s morphological structure. This endeavor aims to minimize fiber pullout, thereby maximizing the composite’s capacity to withstand applied forces.
Conclusion
The development and characterization of composite materials made from sugarcane bagasse and jute natural fibers as reinforcement and a polyvinyl acetate (PVA) matrix have been the main goals of this research. To determine the hybrid composites’ application in technical fields, the study included a thorough evaluation of various mechanical and thermal properties. The findings of the mechanical testing, which included tensile, flexural, impact, and compression tests, have shed important light on how well the produced composites performed. In comparison to previous variants, it was discovered that the hybrid composite made up of 70% jute and 30% bagasse fibers had better tensile strength, flexural strength, impact resistance, and thermal insulating properties. Due to the synergistic effects of the mixed fiber components, which led to improved mechanical and thermal characteristics, this composite superior performance can be attributed. The best findings have been seen in S12 composites with jute fiber achieved higher absorption with lower temperature levels and flexural and impact strength, which confirmed that the tensile stresses of the composite materials have a significant impact on the structural performance. When the sample composites were tested under high humidity circumstances, there were no appreciable changes in the thermal insulating characteristics of the materials. Poor interfacial bonding causes the fibers in SEM pictures to be pulled away from the resin and out of the body of composites. Further, the SEM study provided important details concerning the interfacial bonding between the matrix and fibers. The difficulties with fiber pullout and insufficient fiber-matrix adhesion, which might affect the composite’s general mechanical properties, were demonstrated in the micrographs. The report highlighted the critically solid link between the fibers and matrix to maximize the strength and endurance of the composite. These composite products can be deployed for significant technological applications and are recommended for usage in automotive interiors because Sample S3B/J has proven excellent thermal insulation performance.
Footnotes
Correction (February 2024):
This article has been updated with corresponding author email since its original publication.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Data availability
The experimental data used in supporting these investigations are included in the research study.