
Abstract
Jute bags are widely used to carry food grains and other materials that may be prone to quality deterioration due to thermal fluctuation. Thermal and moisture properties play a significant role in the packaging materials in the form of a container. This study deals with the effect of microencapsulated phase change material (MPCM) with hydrophobic binder on thermal and moisture management properties of jute fabric. Jute fabric was treated with MPCM by pad-dry-cure method. The treated sample was characterized by thermogravimetric analysis (TGA), differential scanning colorimeter (DSC), scanning electron microscope (SEM), moisture management tester (MMT), and air permeability tester. The results revealed that MPCM treated jute fabric shows greater thermal stability and heat absorption ability of 10.58 J/g while changing from solid to liquid phase. The SEM image ensures even distribution of MPCMs on fabric surface and surface roughness was also observed using image processing software. The air permeability was found to decrease whereas the water repellency enhanced in the developed sample.
Introduction
Jute is a natural biodegradable fiber once being popularly known as golden fiber of Bangladesh. This fiber is environmental friendly along with a number of beneficial characteristics like luster, high tensile strength, low extensibility, moderate heat and fire resistance, and long staple lengths. 1 The improved thermal control through increased glass transition temperature and initial decomposition tem-peratures of jute fabric (7% mass fraction, GSM 437 g/m2) reinforcement within the matrix of acrylic resin was obtained. The composite showed 15% less mass loss through heating from 25°C to 300°C hence can be projected in automotive sector. 2 The jute fiber has been used in package material like bags for a long time and these bags are used for many purposes like foods, rice, sugar, potato, onion, garlic, etc. carrying material. 3 Due to the fluctuation of temperature between in and out of the bags, quality of food or material could be deteriorated or flawed. This study is aimed to maintain the constant temperature inside the jute bags by incorporating the microencapsulated phase change material (MPCM) along with the management of breathability (vapor and air permeability) using incorporating additives. Phase change material (PCM) can absorb, store, and release large amounts of energy, in the form of latent heat while undergoes phage change (from solid to liquid and vise versa). When heating process reaches melting point, the PCM absorbs and stores a large amount of heat as a latent heat. During the cooling process of the PCMs, the stored heat is released into the environment covering a certain temperature range and a reverse phase change from the liquid to the solid state can take place. Thus the PCM can be used as an absorber to protect an object from additional heat. This thermoregulation mechanism can be utilized for making personal cooling outfits to alleviate the risk of heat stress and heat-related injuries in the realm of military, firefighting, sports, etc.4–6 The heat regulation by combined bee-wax/graphene as PCM; capric acid, polyethylene glycol, dodecanol, and hetadecane as PCM into bentonite clay in a building arena are being widely examined.7,8 The micro-encapsulated PCM for solar thermal energy storage was examined. 9 The eutectic mixture of capric acid/palmitic acid/stearic acid as PCM with expanded graphite composite for low-temperature heat storage was evaluated. 10 The multifunctional microencapsulated PCMs have been developed. The thermal energy-storage material with super hydrophobic nature is developed by microencapsulation of docosane with a nanostructured ZnO/SiO2 shell. 11 The microencapsulated PCM with high latent heat storage capacity associated with the real-time indication based on color having the potential to be applied on smart fiber and textiles, wearable electronic and so on. The docosane is the core of the microcapsule with silica based shell onto which thermochromic color layer is sandwiched followed by PMMA protective layer through surfactant assisted self-assembly polymerization. 12 The summary of chosen core and wall materials, synthesis strategies, formation mechanisms, and performance evaluation in diverse design of bi- and multi-functional PCMs-based microcapsules are highlighted. 13
Numerous studies have been conducted on the synthesis, application, and characterization of PCMs treated fabric using different methods to impart thermoregulation properties. Scacchetti and Soares 14 concluded the best combination of MPCM with the chitosan film containing silver doped zeolites. Sanchez et al. 15 synthesized polystyrene microcapsules containing paraffin wax. Lu et al. 16 fabricated smart textile materials with encapsulated core-sheath phase change materials structure fabricated by coaxial electrospinning. The preparation of microencapsulated PCM from a range of paraffinic wax like n-hexadecane, n-octadecane, and n-nonadecane, n-eicosane with shell of polybutyl acrylate, gum Arabic–gelatin mixture, poly-methylmethacrylate-co-2-hydroxy ethyl methacrylate, clay nano-particles (Clay-NPs) doped gelatin/sodium alginate, melamine formaldehyde17–22 applied on cotton and cotton blended fabrics revealed improved thermoregulation capacity. The heat storage capacity of microencapsulated PEG 600 23 and nano-encapsulated PEG 1000 and PEG 6000 24 displayed higher thermal resistance than the reference fabric. The poly-urea-formaldehyde microcapsules containing waxes as PCM were studied for application in multicomponent nonconventional fabrics. 25 Celcar 26 measured the thermo-physiological comfort of business clothing incorporating phase change materials in a cold environment. The multifunctional cotton fabric has been developed for thermoregultion having ultraviolet (UV) shielding and super hydrophobicity incorporating microcapsule of eicosane core with CuO-doped polyurea shell. 27 Also the paraffinic PCM is used in the interlayer of the helmet for reduction of heat stress in motorbike riding. 28
Hassabo and Mohamed 29 published a review on the enhancement of thermoregulation for textile materials using PCM where mechanism, types, and application process of PCM was extensively studied. Prajapati and Kandasubramanian 30 also did a review on polymeric-based PCM for thermoregulating fabric application. The paraffin based microcapsules dispersed in acrylic-butadiene polymeric binder was padded and printed on nonwoven fabrics showed a significant thermoregulation effect. 31 The commercial paraffinic PCM microcapsules with acrylic polymer pastes coating onto the woven and knitted fabrics were reported for thermal performance. 32 Since there is a lack study on the application of MPCM in jute fabrics and its thermal and moisture impacts, it can be considered as a novel work benefiting food carrying jute bags and could lead to a contemporary research field. The developed jute fabric can help such type of storage bag where the normal temperature lies between 25°C and 40°C. In a temperate country like Bangladesh in where the normal temperature remains between 12°C and 34°C. But occasionally the temperature exceeds beyond the above mentioned temperature range because of heat wave or a sort of closed system being present inside the bags. Therefore, a PCM having a melting point of 34°C was chosen here to present any from.
Material and methods
Materials
Jute fabric for treatment was collected from Bangladesh Jute Research Institute (BJRI), Bangladesh. The jute fabric characteristics include ends per inch 12, picks per inch 11, warp count 8 lbs per spyndle, weft count 10 lbs per spyndle and GSM 275. Paraffin based MPCM having melting point of 34°C was sourced from Shanghai Lizoo Commodity Co. Ltd, China. Its core material being ethyl myristate (C16H32O2)n 70% and shell material was polymethyl methacrylate (C5O2H8)n (30%). Detailed information on MPCM is provided in Table 1.
Characteristics of microencapsulated phase change material.

Sodium alginate as a thickener and acrylic-styrene copolymer binder emulsion (solid content 35%) were used to attach MPCM to the fabric. All the chemicals were used as such without further modification or purification.
Pad bath preparation and application
Padding mangle (Copower, Taiwan) was used to incorporate the MPCM into jute fabric. The padding dispersion was made ready in the same manner as done in case of screen incorporation approach. Only the thickening agent was used in a small amount to get the dispersion compatible for pad bath. A total of 5 g of MPCM was weighed and put together with thickener solution of 3 gm/100 ml, being stirred at a fast rate for half an hour and kept for 2 h at rest to ensure even dispersion. Next, 4 ml binder was mixed and stirred for 20 min. Finally, the dispersion is ready for pad bath application. The fabric was run through the pad bath dispersion and then through the squeezing unit. The pad bath application speed was 10 yards per minute with the squeezing pressure of 0.5 kg/cm. In order to get an even distribution and adequate application, the pad bath process was done twice for each sample. Finally, the MPCM incorporated fabric was oven dried and cured at 150°C for 3 min.
Characterizations
Thermal behavior that is, thermogravimetric analysis (TGA) of the developed samples was evaluated by a thermal analyzer (SDT 650, Discovery, USA) with a temperature range of 25°C–90°C at a constant heating rate of 5°C per minute for a sample of 8 mg. The phase transition temperature of microencapsulated PCM was analyzed by the cryogenic differential scanning colorimeter (DSC 60, Shimadzu, Japan) which heated up the sample from 0°C to 100°C and reversed (cooling) at a temperature ramp 10°C/min. A total of 5 mg of sample was for analysis showing the heating and cooling curve with Tm (melting point), Tf (freezing point), ΔHm (melting enthalpy), and ΔHf (freezing enthalpy). Scanning electron microscope (SU 1510, Hitachi, Japan) and a portable microscope (digital microscope, Jiusion, China) was used for morphology study of the developed sample. Besides, the surface roughness property was measured by software called image. Moisture management tester (MMT) (M290, SDL, Atlas, UK) was used to evaluate the moisture management properties of MPCM treated jute fabric according to AATCC 195-2009. 33 Moisture management properties include wetting time, absorption tare, wetted radius, spreading time, one-way transport index and overall comments of fabric. The air permeability of the treated and untreated jute fabric was evaluated according to ASTM D737 by Shirley air permeability tester.
Results and discussion
Thermogravimetric (TGA) analysis
The thermogravimetric degradation of raw and treated sample is shown in the Figure 1.
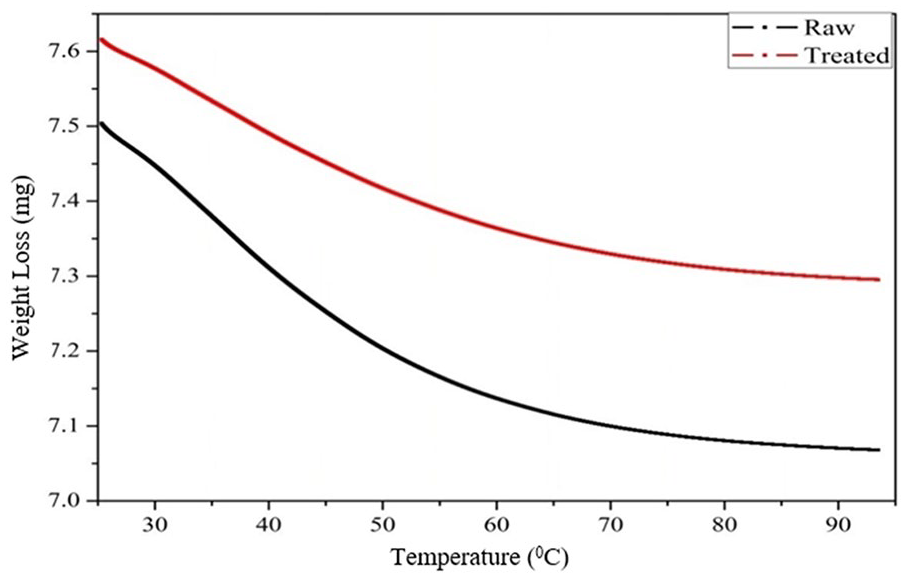
Weight loss versus temperature curve.
Raw sample (without MPCM treated) revealed that weight decreased very quickly with an increasing temperature. On the other hand, MPCM treated sample revealed the gradual decrease in weight loss along with high weight retention. This indicates that the weight retention was less for raw sample as heat was absorbed by fiber directly. By absorbing the heat, the moisture of the samples escapes and then heat contributes to the loss of fiber weight. On the other hand, the treated sample revealed less change in the weight of fiber. Because the heat helps degrade the microencapsulated PCM padded layer. Then the heat is used by the fibers to help escape the moisture and then contributes to the loss of fiber weight. Therefore, on exposure to thermal energy, the developed fabric would be more thermally stable than the raw jute fabric.
Differential scanning colorimetry (DSC) analysis
The cryogenic DSC thermograms of heating-cooling curve for the treated (baseline being corrected for the peak due to melting and freezing) and non-treated jute fabric are shown in Figure 2.

DSC curve for thermoregulation on MPCM treated (a) and untreated (b) jute fabric.
As soon as the temperature reaches the melting point of the PCM, it starts changing phase from solid to liquid. The melting peak indicates 34.45°C whereas the raw jute fabric shows no peak for such phase transition. Actually, the PCM has its own temperature range at which the phase change happens34,35 which is validated by the peak area due to phase change. A closer look at the melting and freeing curves shows that the melting commences from 30°C and ends at 38°C while freeing begins from 34°C and ends at 27°C. During the thermoregulation, the absorption and dissipation of heat was found to be 10.58 and 10.27 J/g respectively. Therefore, an improved thermoregulation has been observed in case of MPCM treated jute fabric. This is because of absorption or dissipation of heat by PCM that prevents the way the temperature raises or drops.
SEM analysis
Digital microscopic image with a magnification of 500X and the scanning electron microscope (SEM) image of the MPCM treated jute fabric are shown in Figure 3 which confirm the attachment of MCM to the surface of jute fiber as well as fabric.

Microscope image (a) and SEM image (b) of MPCM treated jute fabric.
It indicates that the MPCMs are distributed on the surface of the sample and interact with external environment to provide thermoregulation effect. A layer is created by the padded materials resulting in an even surface roughness as shown in the Figure 4.

Surface roughness image of: (a) raw and (b) MPCM treated sample.
The padded material relatively fills the uneven surface of the fabric in conjunction with the open spaces between the interlacing points of the wrap and weft yarn of the fabric. It is worth mentioning that the interlacement of the wrap and weft yarn produces the wavy like surface structure of the fabric. Again the staple fiber end outside the yarn axis imparts the surface roughness of the raw fabric. On the other hand, for the developed sample, the surface padded layer covers the staple fiber end leading to a relatively even surface.
Air permeability analysis
The air permeability of the MPCM incorporated fabric was found reduced. The air permeability value of the MCPM treated fabric was 50 cm3/cm2/s whereas the untreated fabric was 215 cm3/cm2/s.
The air permeability of the raw fabric was so high because of the high porosity within the fabric structure. The relatively lower EPI and PPI of the fabric gives larger open spaces between the interlacing points which permit smooth air passage through the fabric. On the contrary, in case of developed sample, the synergistic effect of MPCM and processing additives creates a layer which tends to fill the open spaces resulting in reduced air permeability.
Moisture management properties
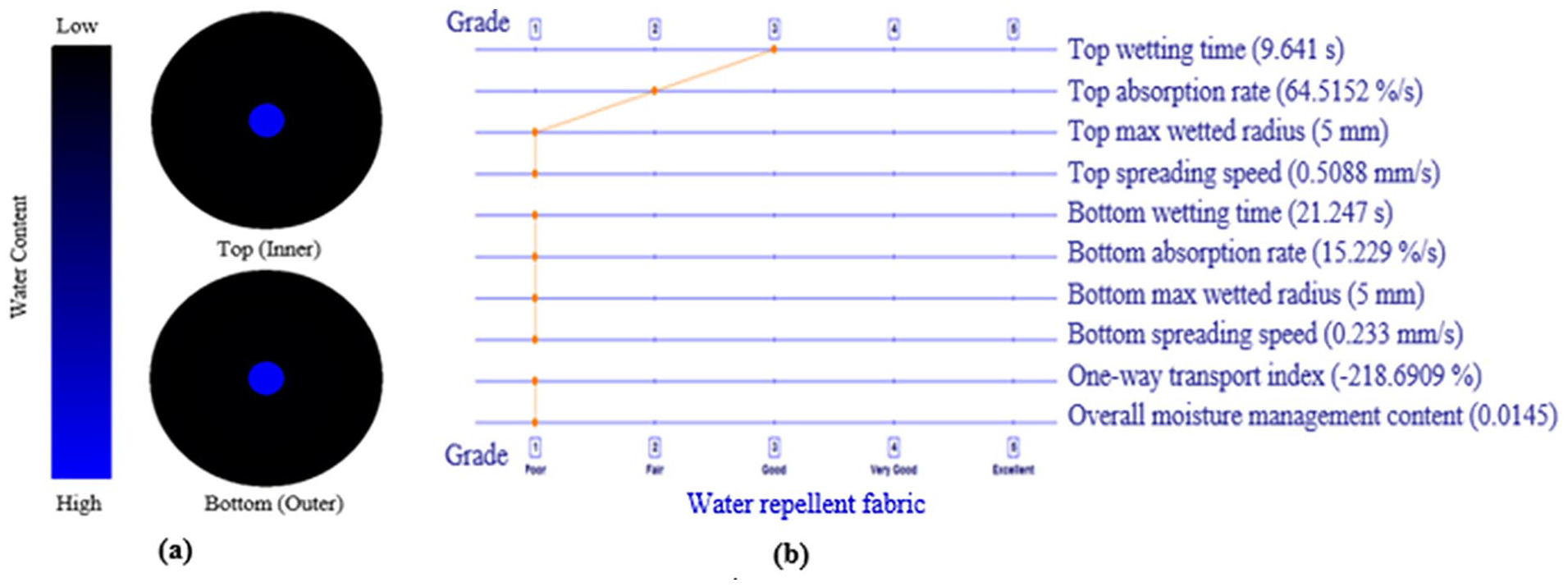
In addition to thermal properties, moisture also plays an important role in the jute packaging material. Hence, the moisture management profile was evaluated for the water transfer from external environment to inside of the jute bag as shown in Figures 5 and 6 respectively.

Water location diagram (a) and fingerprint of moisture management properties (b) of MPCM treated jute fabric.
Water location diagram (a) and fingerprint of moisture management properties (b) of untreated jute fabric.
The top and bottom surface wetting time for the developed sample being 19.29 and 120 s while those for untreated were 9.641 and 21.247 s respectively. It means that when water or liquid comes to the external surface of MPCM treated sample, it needs more time for spreading compared to untreated sample. This nature of the developed sample can prevent the material from getting wetted very quickly. The lower top absorption rate for the developed sample was 21.2149%/s while for untreated it was 64.5152%/s. The developed sample demonstrated no bottom wetting and absorption whereas those for the untreated one were 5 mm and 15.229%/s. The overall moisture management for the developed sample being 0 (zero) while for the untreated fabric was 0.0145. The zero moisture management of the developed sample is indicative of a highly water proof nature of fabric which can be attributed to hydrophobic nature of the treatment additives. In fact the acrylic-styrene binder being adjoined the MPCM within the fabric is hydrophobic in nature.36,37 Moreover, the PMMA shell of the microencapsulated PCM is hydrophobic as well. 38 These additives create a hydrophobic layer on the fabric surface which in turn nullifies the moisture management character of the developed sample.
Conclusion
In this research, MPCMs have been successfully incorporated by padding technique on the surface of jute fabric for the development of smart jute fabric that has enormous potential for being applied in the jute bag or packages. A gradual decrease in weight loss along with a high weight retention was observed in the MPCM treated jute fabric according to TGA report. DSC analysis proved the peak at 34.45°C for the phase change of the MPCM. Given the properties of MMT, the developed sample may be defined as a water proof fabric which indicates that it does not allow passage of water from outer surface to inner one. As a result, packaged material would be safe from any moisture related issues. Moreover, there is still room for improvement and further research on the application of other techniques to incorporate any new or suitable PCMs into jute fabrics as well as their characterization including chemical bonding and performance evaluation.
Footnotes
Acknowledgements
Authors would like to show the gratitude to University Grant Commission (UGC), Bangladesh for providing financial support to accomplish this project. Authors also would like to show the gratitude to department of textile engineering, DUET for providing laboratory facilities to conduct this study.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.